

1.서 론
주조형 Ni기 초내열합금은 내열성 확보를 위해 다양 한 원소가 다량 첨가된 재질이다. 50 ~ 70 % 첨가되는 Ni, Co, Fe는 기지인 γ 형성 원소로써 고용 경화 효과 를 나타낸다. Cr은 5 ~ 20% 첨가되는데 스테인리스강과 동일하게 Cr2O3 산화 피막으로 인한 내산화성/내부식성 효과를 제공한다. 또한 0.5 ~ 6 % 첨가되는 Al과 Ti는 대 표적인 γ’ 형성 원소로써 Ni3(Al,Ti) 석출에 기인하는 고 온 강도를 유지시켜 초내열합금 고유의 내열 특성을 발 휘한다. 이외에도 5 % 이하의 Nb는 700 °C 이하 강도 를 유지하는 γ'' (Ni3Nb) 형성 원소이며, 0.1 % 이하의 B 와 Zr는 결정립계를 강화시키는 원소로 첨가된다. 그리 고 1 ~ 10% 첨가되는 W, Mo, Ta 및 Hf, Re 등의 refractory metal (고융점 금속) 원소는 일부 고용 경화 가 되지만 나머지는 0.05 ~ 0.2 % 첨가되는 C와 결합하 여 탄화물을 형성한다.1-3)
첨가 원소들은 초내열합금 종류마다 성분이 다르며 이 에 따라 재질에서 발휘되는 특성이 다르다. 이것은 첨 가된 원소들이 개입되는 주조형 초내열합금 기본 미세 조직 구조인 ① 기지 γ와 석출상 γ’/ γ'', ② 덴드라이트 /인터덴드라이트, ③ 공정상/탄화물, ④ 결정립계 구성 요 인에 기인한다.4,5) 즉 첨가 원소들은 주조 후 냉각 과정 에서 열역학적 안정성에 따라 ① ~④번 위치로 확산되 며, 위에서 언급한 고용 및 석출경화와 같은 고유의 역 할을 수행한다. 그런데 이러한 첨가 원소들의 확산 과정 에서 미세조직에는 편석이 유발된다. 이것은 주조 후 최 종 응고 지역에 발생하는 거시적인 편석 현상이기 보다 ① ~ ④번의 미세조직 구조에 기인하는 미시적인 편석 요 인에 해당한다. 즉 기지 γ와 석출상 γ’ 사이의 (Al,Ti) 편석이나 공정상의 인터덴드라이트와 기지의 덴드라이트 지역의 편석 및 결정립계 편석 등 수 μm 간격 이하에 해당되는 미세 편석 현상이 여기에 속한다.
대표적인 단결정용 초내열합금 CMSX-4의 편석 상황 에서 Cr이 조대한 γ’으로 구성된 공정상 경계에 집적되 는 것으로 보고된다.6) 또한 덴드라이트 코어에 (Cr, Mo, Co, W) 원소가 집적되고, 반대로 공정상에는 이들 원 소가 결핍되는 것으로 알려져 있다.6-9) 인터덴드라이트 지역에는 (Al, Ti, Ta) 원소가 집적되는 것으로 보고된 다.7-9) 그런데 γ’ 형성 원소인 Al과 Ti는 그 지역에 총 량이 일정하게 유지되는 상황으로 증가/감소량이 조정되 는 양상을 보인다.6)
본 연구에서는 Ni기 초내열합금 IN738LC의 주조 상 태와 열처리(용체화 + 시효처리) 상태에 대하여 미세조 직 상태 편석 현상을 분석하였다. 이를 위하여 주로 광 학현미경과 주사전자현미경 및 EDS 분석을 수행하였 고, 편석 유무의 기계적 특성 차이를 경도값 변화로 측 정하였다. 본 연구를 통하여 초내열합금의 주조 및 열 처리 후 편석 거동을 규명하고 초내열합금 특성에 미치 는 편석의 영향을 분석하게 되면, 주조형 초내열합금의 고온 특성 개선을 위한 최적 열처리 방안 도출에 활용 할 수 있을 것으로 기대된다.
2. 실험방법
주조형 초내열합금인 IN738LC의 미세조직에 구성된 편 석 현상을 분석하기 위하여 Table 1과 같은 성분의 합 금 잉고트를 진공유도용해하여 제조하였다.

시험편 제조를 위하여 정밀주조 주형을 제작하였으며 지름 12 mm의 봉상 시험편의 그립 부위를 분석 시편으 로 사용하였다. 주조한 봉상 시험편의 주조재(as-cast) 및 이것에 대한 열처리(heat treatment)는 “용체화 처리(1,120 °C/2hrs & air cooling) 및 시효처리(845 °C/24hrs & air cooling)” 조건으로 수행하였다.
이러한 주조재 및 열처리 시험편에 대하여 광학현미경 (OLYMPUS BX51M)과 주사전자현미경(JEOL JP/JSM- 7500F)을 이용하여 미세조직과 편석 양상을 관찰하였 다. 또한 미세조직 상들의 편석 성분은 EDS (AMETEK EDAX ELITE)로 분석하였다. 주조 조직인 덴드라이트 와 인터덴드라이트에 대한 미소 경도를 비커스 경도계 (Future Tech JP-FM-7)로 측정하여 편석 양상에 따르는 경도 변화를 분석하였다.
3. 실험결과
3.1 덴드라이트 간격 및 미세조직 구성
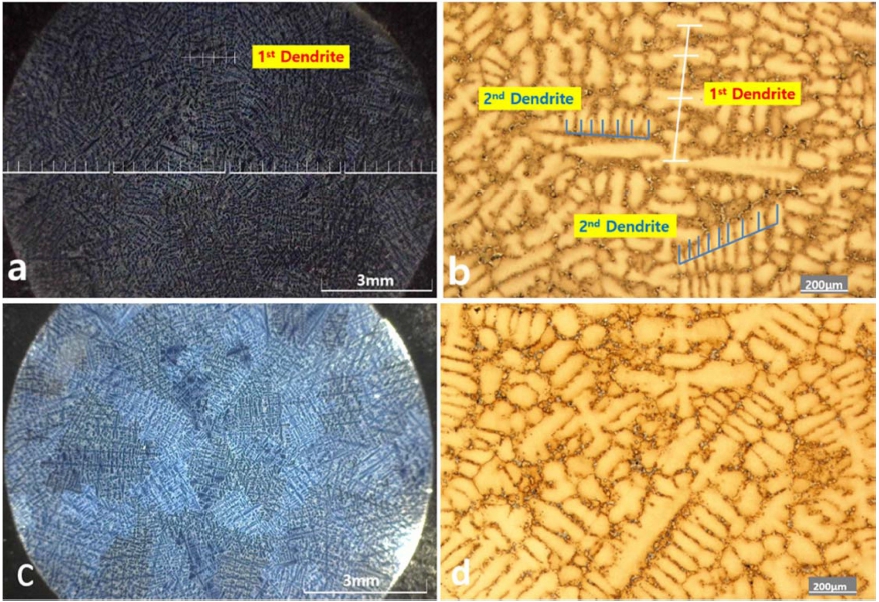
진공유도용해로 정밀 주조된 IN738LC의 주조재 (ascast) 및 열처리 (heat treatment) 봉상 시험편 단면 조직 은 Fig. 1과 같다. 주조재 단면은 Fig. 1(a)에서 1차 덴 드라이트로 간격은 평균 200 μm이다. 그리고 Fig. 1(b) 에서 1차 덴드라이트로부터 분기되는 평균 60 μm 간격 의 2차 덴드라이트가 구성된 것을 알 수 있다. 이것과 비교하여 열처리 단면 조직도 Fig. 1(c), (d)에서와 같이 주조재와 유사한 형상의 1차 및 2차 덴드라이트 구성인 것을 알 수 있다.
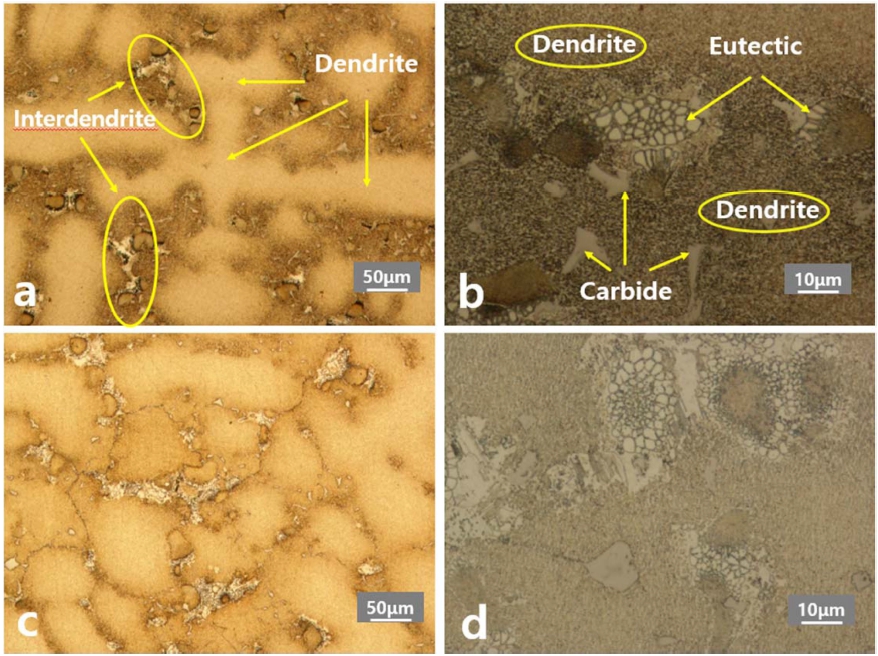
광학현미경으로 관찰된 정밀 주조된 IN738LC의 주조 재 미세조직 구성은 Fig. 3과 같다. Fig. 2(a)에서 주조 조직은 크게 밝은 흰색의 덴드라이트와 어두운 회색의 인터덴드라이트 지역으로 구분되는 것을 알 수 있다. Fig. 2(b)에서 덴드라이트 지역은 γ와 γ’으로 구성되며, 인터덴드라이트 지역은 그물 형태의 γ/γ’ 구성인 공정 상(eutectic phase)과 회색 덩어리 형태의 1차 탄화물로 구성되는 것이 확인된다. 그리고 광학현미경으로 관찰되 는 열처리의 미세조직 구성도 2(c), (d)에서와 같이 이 것과 유사하게 관찰된다.
3.2 미세조직 상 구성 및 편석 현상
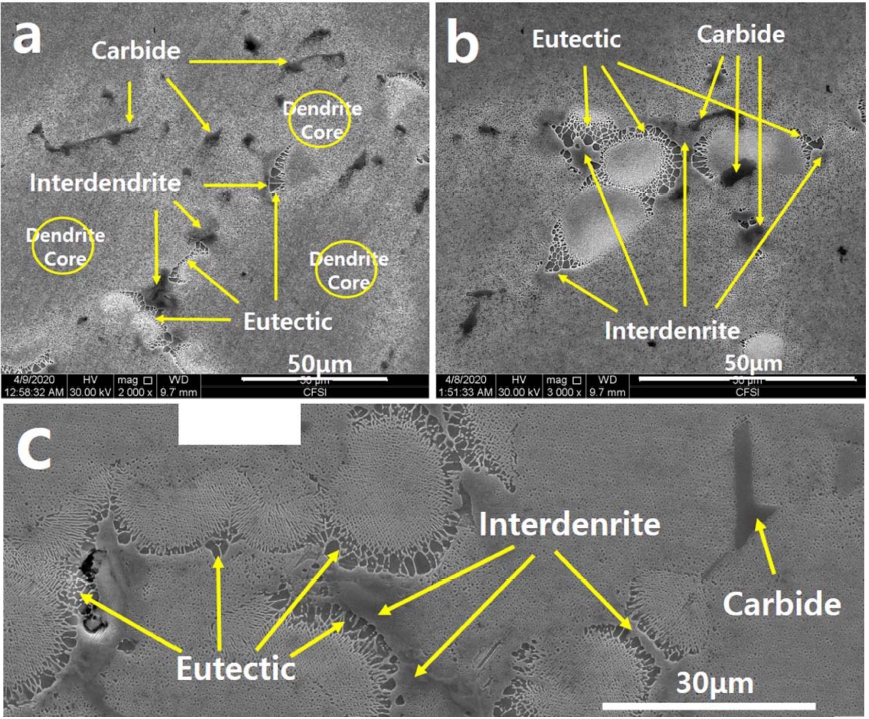
주사전자현미경으로 관찰되는 정밀 주조 IN738LC의 미세조직은 앞의 광학현미경 분석결과와 마찬가지로 Fig. 3과 같이 기지 조직(matrix)인 ① 덴드라이트 코어 (dendrite)와 코어 경계의 모자이크 형태 조대 γ/γ’으로 구 성된 ② 공정상(eutectic), 그리고 공정상 주변에 특정 성 분이 편석 집적된 ③ 인터덴드라이트(interdendrite)와 기 지 및 인터덴드라이트 지역에 형성된 ④ 탄화물(carbide) 로 구성된다. 이러한 미세조직은 니켈기 초내열합금 주 조상태에서 구성되는 일반적인 형태인데, 공정상(eutectic) 의 형성은 주조시 덴드라이트 코어의 응고 후 최종 응 고에 해당하는 인터덴드라이트 지역에 잔존하는 γ 또는 액상에 의해 유도되는 것으로 보고된다.10) 또한 인터덴 드라이트 지역에는 최종 응고의 용질 편석에 의해 탄화 물 형성이 유발되는 것으로 보고된다.10)
주조재의 SEM 미세조직을 보면, Fig. 3(a), (b)와 같 이 ① 덴드라이트 코어와 그 경계인 인터덴드라이트로 구분된다. 그리고 ③ 인터덴드라이트 지역에는 그림과 같 이 ② 흰색의 공정상과 ④ 흑색의 탄화물 구성이 관찰 되는데, 본 연구에서 ③ 인터덴드라이트로 제시한 지역 은 Fig. 3(b)와 같이 덴드라이트 코어와 공정상 경계를 일컫는다. 또한 열처리의 SEM 미세조직도 Fig. 3(c)와 같이 주조재와 유사한 덴드라이트, 인터덴드라이트 및 탄 화물의 구성을 갖는 것이 확인된다.
이와 같은 미세조직들에 대한 성분 분석은 Fig. 4와 같 다. 먼저 주조재 미세조직의 성분 분석은 Fig. 4(a)와 같 다. 여기에서 ① 덴드라이트 코어 지역인 matrix는 초내 열합금 기지 조직으로써 γ와 미세 석출상 γ’의 구성 지 역에 해당한다. 이러한 γ/γ’ 기지 조직의 성분은 Fig. 4(a1)과 같이 IN738LC 잉고트 성분과 유사하게 측정된 다. 덴드라이트 코어 사이의 인터덴드라이트 지역에는 ② 모자이크 형태의 조대한 γ/γ’ 공정상(eutectic)이 형성된 다. 이러한 공정상의 성분은 Fig. 4(a2)와 같이 기지 조 직 성분에 비하여(Cr, W) 성분이 낮고 Ti 성분의 높은 특징을 보인다. 또한 덴드라이트와 공정상 경계에 ③ 인 터덴드라이트(interdendrite) 지역에는 4(a3)과 같이 (Cr, Mo) 성분이 집적되고 Al 성분은 결핍되는 것으로 측정 된다. 그리고 이러한 인터덴드라이트 지역에는 공정상 외 에도 ④ 탄화물(carbide)이 관찰되는데, 이것은 4(a4)와 같 이(Ti, W, Mo, C) 성분으로 구성된다.
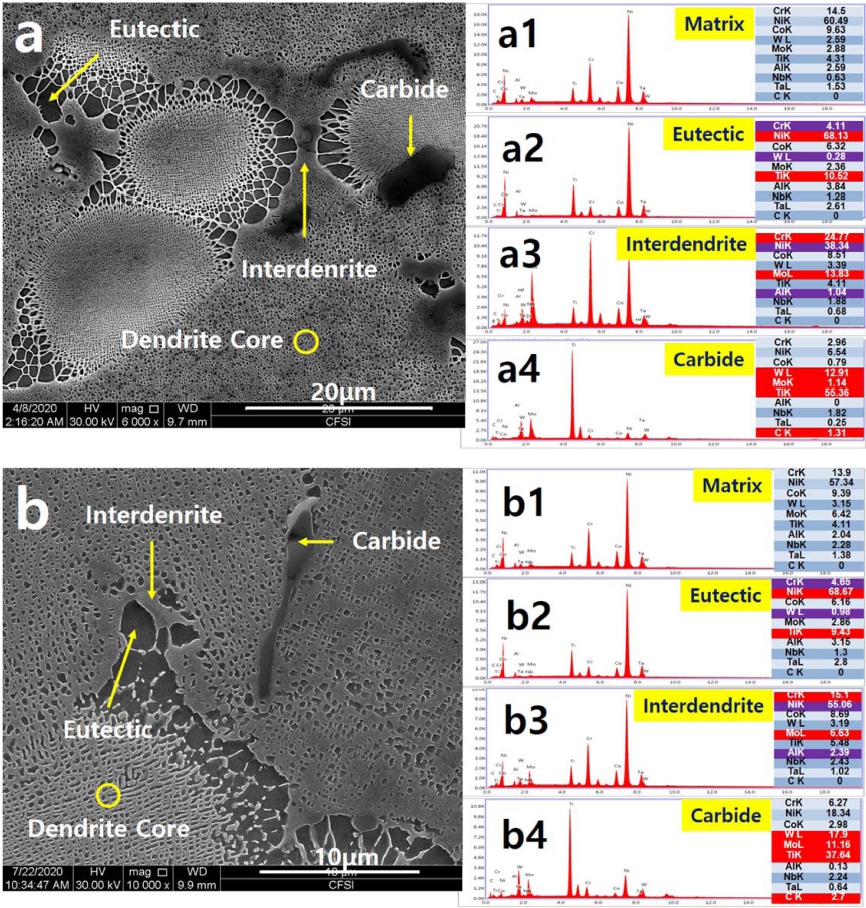
Fig. 4
Microstructure and chemical compositions of the phases: (a) as-cast and (b) heat treatment of IN738LC.
그리고 열처리의 미세조직의 성분 분석은 Fig. 4(b)와 같다. 여기에서 ① 덴드라이트 코어 지역인 기지는 열처 리 이전의 주조재와 동일하게 초내열합금 기지 조직으로 써 γ와 미세 석출상 γ’의 구성 지역에 해당되며, 이곳의 성분은 Fig. 4(b1)과 같이 주조재 성분과 유사하게 측정 된다. ② 모자이크 형태의 조대한 γ/γ’ 공정상(eutectic) 성분은 Fig. 4(b2)와 같이 기지 조직 성분에 비하여 (Cr, W) 성분이 낮고 Ti 성분의 높은 특징을 보이는데, 이러 한 (Cr,W) 결핍 정도는 주조재에 비하여 줄어든 것으로 측정된다. 이와 마찬가지로 as cast의 경우 ③ 인터덴드 라이트(interdendrite) 지역에 집적되었던 (Cr, Mo) 성분 과 결핍되었던 Al 성분은 열처리에서 Fig. 4(b3)과 같이 집적과 결핍이 크게 완화되어 거의 기지 조직 수준에 이 르는 것으로 확인된다. 또한 여기에 형성된 ④ 탄화물 (carbide)은 Fig. 4(b4)와 같이 주조재와 유사한(Ti, W, Mo, C) 성분으로 구성된다. 여기에서 주조재와 열처리 미세조직 상들의 평균 성분은 Table 2와 Table 3에 제 시하였다.
Table 2
Chemical composition of Matrix (M), Eutectic (E), Interdendrite (IN) and Carbide (C) in as-cast microstructures.
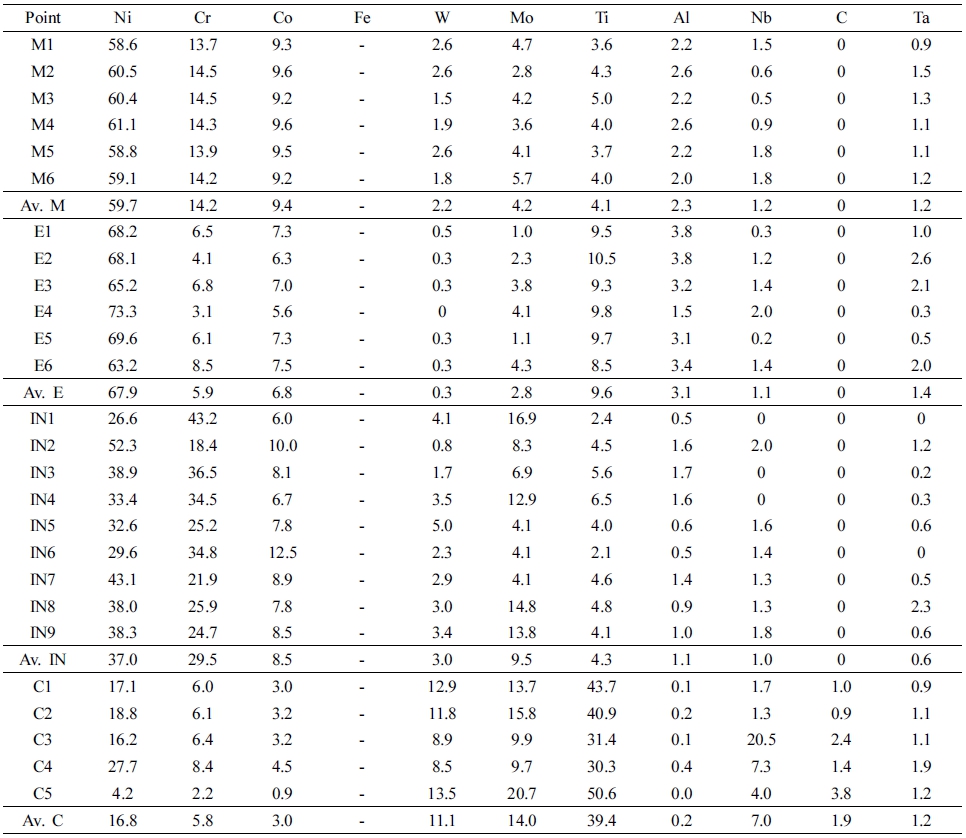 |
Table 3
Chemical composition of Matrix (M) Eutectic (E), Interdendrite (IN) and Carbide (C) in heat treatment microstructures.
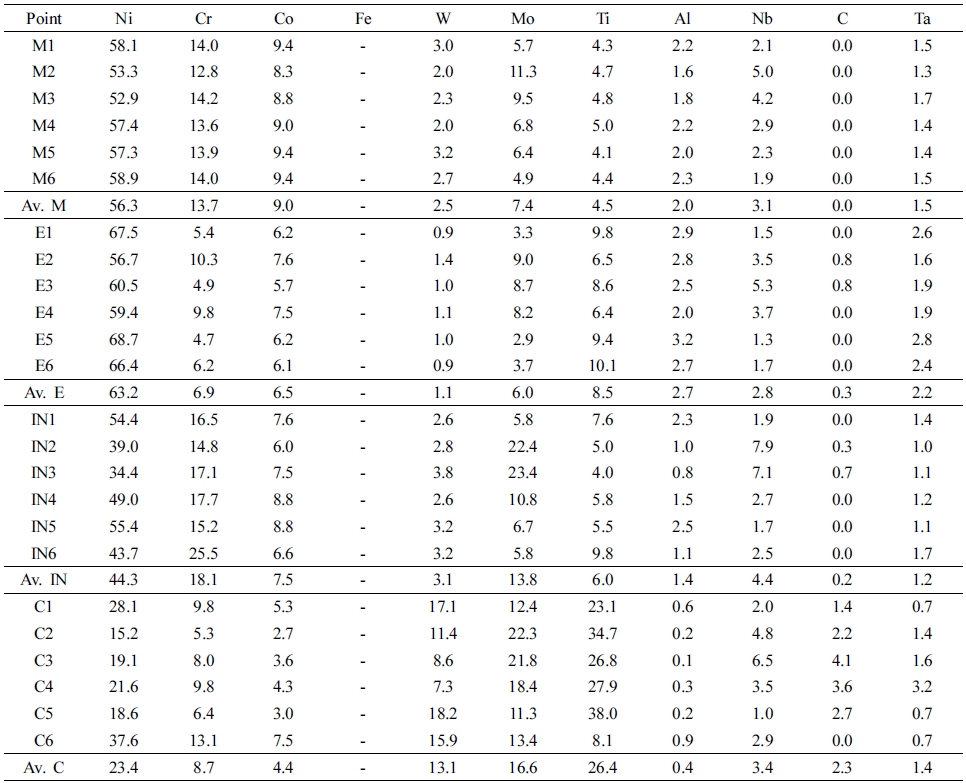 |
Fig. 5는 앞의 Fig. 4와 다른 지역에 형성된 ① 덴드 라이트 코어(matrix), ② 공정상(eutectic) 및 ③ 인터덴 드라이트(interdendrite) 지역의 편석 성분을 분석한 것이 다. 먼저 주조재 미세조직의 경우 Fig. 5(a)과 같이 각 지역에서 성분은 앞의 Fig. 4(a) 분석 결과와 집적/결핍 의 경향이 유사하게 측정된다. 즉 ② 공정상의 (Cr, W) 결핍 및 Ti 집적과 ③ 인터덴드라이트의 (Cr, Mo) 집적 및 Al 결핍 현상이 10 μm 정도의 근거리 간격에도 확 연한 차이를 보이고 있다. 이러한 각 미세조직 지역에 대한 성분 차이를 정량적으로 정리하면, 먼저 공정상과 인터덴드라이트의 Cr 함량의 경우(3.12 % → 25.9 %)로 공정상에 결핍된 Cr 성분은 공정 경계 지역인 인터덴 드라이트에 집적하는 것을 알 수 있다. 또한 덴드라이 트에 비하여 공정상에 형성되는 W의 결핍(1.54 %→ 0.07 %)과 Ti 집적(5.02 %→ 9.85 %) 및 인터덴드라이트 에 형성되는 Mo의 집적(4.25 %→ 14.79 %)과 Al 결핍 (2.22 %→ 0.95 %)이 확인된다.
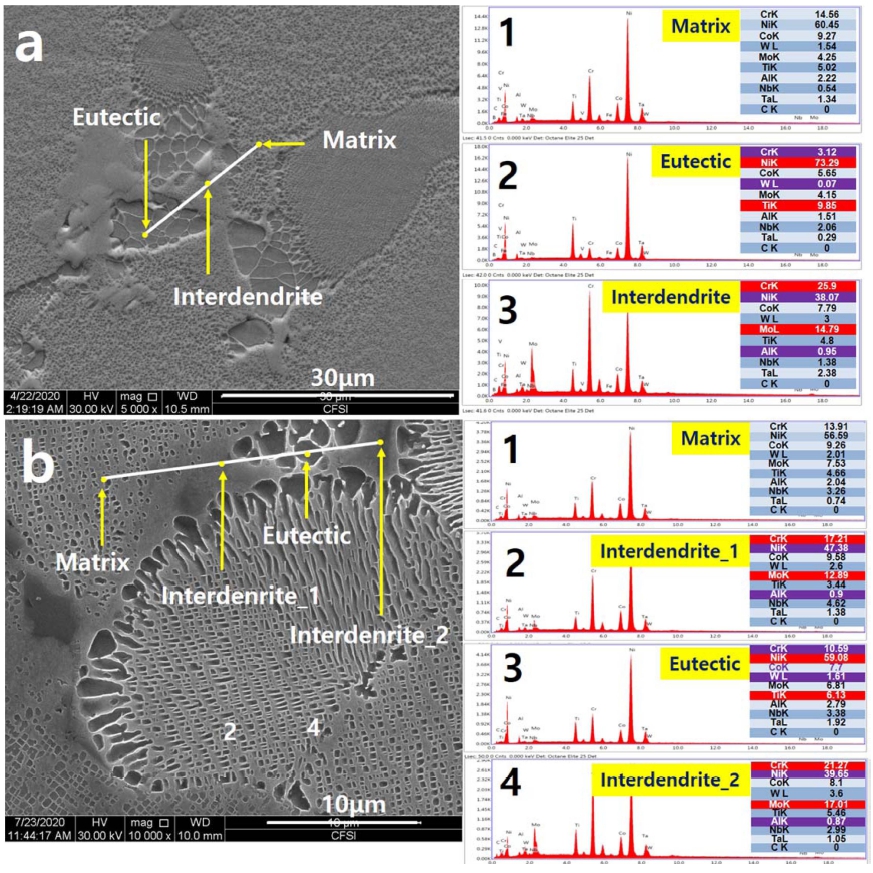
그리고 열처리 미세조직의 경우 Fig. 5(b)와 같이 각 지역에서 성분은 앞의 Fig. 4(b) 분석 결과와 집적/결핍 의 경향이 유사하게 측정된다. 즉 ② 공정상의 (Cr, W) 결핍 및 Ti 집적과 ③ 인터덴드라이트의 (Cr, Mo) 집적 및 Al 결핍 현상이 완화된 양상을 보인다. 즉 공정상과 인터덴드라이트의 Cr 함량의 경우(10.59 % → 17.21 %/ 21.27 %)로 공정상의 Cr 결핍과 성분은 인터덴드라이트 의 Cr 집적 양상이 as cast에 비하여 크게 완화된 것을 알 수 있다. 또한 기지 조직(덴드라이트)에 비하여 공정 상에 형성되는 W의 결핍(2.01 %→ 1.61 %) 및 Ti 집적 (4.66 %→ 6.13 %) 정도가 주조재에 비하여 작아지는 것 을 알 수 있다.
3.3 주조 및 열처리에 의한 미세조직 성분 편석 현상
정밀주조한 IN738LC의 주조재 미세조직에 구성되는 편석에 대한 SEM/EDS 측정결과를 Table 2에 정리하 였다. 이것은 앞의 Fig. 5, 6에 제시된 지역의 분석 결 과와 더불어 단면 미세조직의 여러 부위에서 분석된 결 과를 종합한 것으로써 ① 덴드라이트 코어(matrix, M), ② 공정상(eutectic, E), ③ 인터덴드라이트(interdendrite, IN) 및 ④ 탄화물(carbide, C)이 함유하는 평균 성분을 보여 주는 것이다.
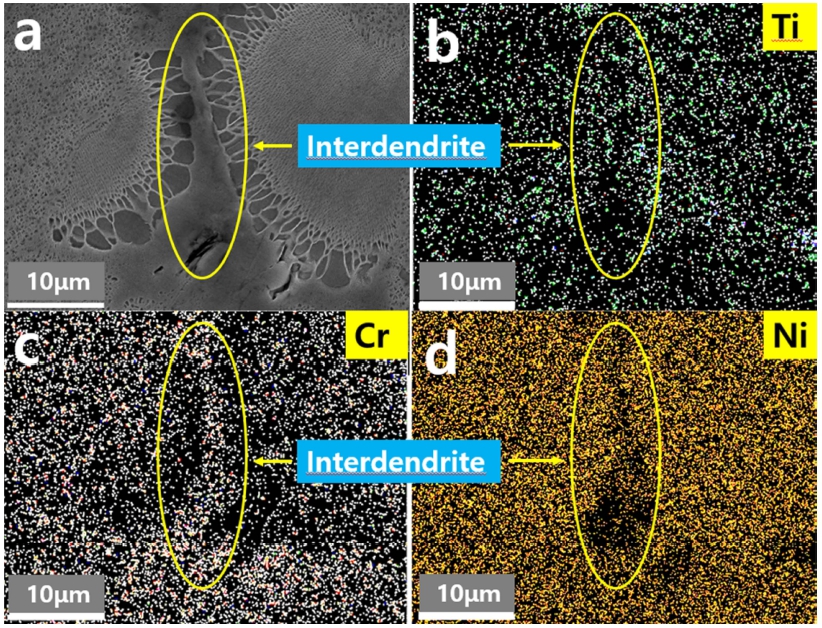
Fig. 6
SEM microstructures and EDS mapping of heat treatment: (a) microstructure and mapping of (b) Ti, (c) Cr and (d) Ni.
Table 2에서 특징적으로 유추할 수 있는 미세조직 편 석에 대한 첫번째 특징은 Cr과 Ni의 분포에 있다. 먼저 Cr 성분의 경우 IN738LC의 평균 함유량과 비교하여 ② 공정상의 Cr 결핍(14.2 %→ 5.9 %)과 ③ 인터덴드라이트 의 Cr 집적(14.2 %→ 29.5 %)으로 분포한다. 그리고 Ni 성분위 경우 이와는 반대로 ② 공정상의 Ni 집적(59.7 % → 67.9 %)과 ③ 인터덴드라이트의 Ni 결핍(59.7 % → 37.0 %) 현상으로 관찰된다. 즉 공정상과 인터덴드라이트 지역은 Cr 및 Ni의 집적과 결핍이 교차하는 것으로 나 타난다.
미세조직 편석에 대한 두번째 특징은 ② 공정상에 다량 집적된 Ti 성분으로 볼 수 있다. 즉 Ti 성분은 IN738LC 의 평균 함유량과 비교하여 Ti 집적(4.1 % → 9.6 %)으 로 측정된다. 이것은 Ti와 Al은 γ’ 형성 원소로 알려져 있는데,11) 이에 따라 공정 γ’상 지역에 γ’ 형성 원소 중 하나인 Ti 성분이 집적된 것으로 보여 진다. 공정상 지 역에 γ’ 형성 원소인 Al 성분이(2.3 % → 3.1 %) 특별히 많지 않은 것은 공정 γ’상 주요 성분이 Ti이기 때문인 것으로 유추된다.
미세조직 편석에 대한 세번째 특징은 ③ 인터덴드라이 트에 결핍된 Al 성분으로 보여진다. 여기에서 Al 성분 은 IN738LC의 평균 함유량과 비교하여 Al 결핍(2.3 % → 1.1 %)으로 측정된다. Al 역시 γ’ 형성 원소이므로 Ti 함량이(4.1 % → 4.3 %) 유사한 측정 결과로부터 인터덴 드라이트 지역에는 γ’ 분률이 공정상에 비하여 적은 것 을 추정할 수 있다.
그리고 미세조직 편석에 대한 네번째 특징은 IN738LC 의 평균 함유량과 비교하여 ② 공정상의 W 결핍(2.2 % → 0.3 %)과 ③ 인터덴드라이트의 Mo 집적(4.2 % → 9.5 %) 현상이다. 또한 인터덴드라이트 지역에 형성된 탄 화물의 구성 원소는 (W, Mo, Ti) 성분으로써 평균 19.4W-13.4Mo-52.8Ti 인 것으로 측정된다. 특히 탄화물 지역에 타 성분은 거의 없는 것으로 분석된다.
이러한 주조재에 비하여 열처리 경우 각 미세조직에 집 적 또는 결핍되는 성분들의 양상이 다르게 나타난다. Table 3은 이러한 열처리의 ① 덴드라이트 코어(matrix, M), ② 공정상(eutectic, E), ③ 인터덴드라이트(interdendrite, IN) 및 ④ 탄화물(carbide, C)이 함유하는 평균 성분을 보여 주는 것이다.
Table 3에서 특징적인 변화는 Cr 및 Ni 성분의 확산 에 있다. 먼저 Cr 성분의 경우 주조재의 ③ 인터덴드라 이트에 29.5 %까지 집적되었던 Cr은 열처리에서 18.1 % 로 크게 감소된다. 그리고 감소된 Cr은 ② 공정상과 ④ 탄화물로 확산되어, 공정상의 Cr 성분은 (5.9 % → 6.9 %)로 증가하며 탄화물의 Cr 성분은 (5.8 % → 8.7 %) 로 증가한다. 또한 Ni 성분의 경우 주조재의 ② 공정상 에 67.9 %까지 집적되었던 Ni은 열처리에서 63.2 %로 감소된다. 그리고 감소된 Ni은 ③ 인터덴드라이트와 ④ 탄화물로 확산되어, 인터덴드라이트의 Ni 성분은 (37.0 % → 44.3 %)로 증가하며 탄화물의 Ni 성분은 (16.8 % → 23.4 %)로 증가한다. 이와 같이 주조재의 경우 인터 덴드라이트와 공정상에 강하게 집적되었던 Cr 및 Ni이 열처리에서 많이 완화되는 것은 용체화처리에 의한 성 분 확산으로 볼 수 있다.
이외에 열처리 경우 ② 공정상에 결핍된 W 성분은 (0.3 % → 1.1 %)으로 완화되고, 집적된 Ti 성분도 (9.6 % → 8.5 %)로 완화되는 것을 알 수 있다. 이에 비해 서 열처리인 경우 ③ 인터덴드라이트에 집적된 Mo 성 분은 (9.5 % → 13.8 %)으로 증가되고, 결핍된 Al 성분 은 (1.1 % → 1.4 %)로 증가되는 것으로 측정된다. 또 한 ④ 탄화물에 집적된 Ti 성분은 열처리에서 (39.4→ 26.4 %)로 완화되는 양상을 보인다.
Fig. 6은 열처리 시편의 인터덴드라이트(interdendrite) 지역에 대한 SEM 사진과 EDS mapping 분석 결과를 보여 주는 것이다. 그림에서 이 지역은 주변의 공정 (eutectic) 지역에 비하여 Cr 함량이 높고 Ni 및 Ti 함량 은 낮은 것을 알 수 있다. 이것은 위의 표 2와 표 3에 제시된 interdendrite/eutectic 평균 성분의 결과와 일치한 다. 그런데 mapping 분석은 그림과 같이 각 지역에 대 한 함유 성분의 정성적인 결과만 제시할 수 있으며 평 균이 정량적인 결과를 제시할 수 없는 한계가 있다.
4.고 찰
4.1 공정상 및 인터덴드라이트의 성분 편석 요인
공정상에 함유된 성분 중 γ’ 형성 원소인(Ti + Al) 함 유량은 평균적인 IN738LC와 비교하여 (6.3 % → 12.7 %) 정도로 두배 이상에 해당된다. 이것은 공정의 γ’ 상 형 성을 위하여 이 지역에 특히 Ti 성분이 다량 확산되었 음을 의미한다.6-9) 이에 비하여 인터덴드라이트의 (Ti + Al) 함유량은 평균적인 IN738LC와 비교하여 (6.3 % → 5.4 %) 정도로 약간 감소한다. 특히 Ti 성분은 (4.1 % → 4.3 %)로 서로 유사한 것에 비하여 Al 성분이 (2.3 % → 1.1 %) 정도로 1/2 이하 감소하는 것은, 이 지역으로 부터 공정 γ’ 지역으로 γ’ 형성 원소 Al 성분이 확산되 어 빠져 나간 것을 추정하게 한다.
공정상의 Cr 결핍(14.2 %→ 5.9 %) 현상도 공정의 γ’ 형성과 관련하는 것으로 보여 진다. 즉 Ni3(Al,Ti) 금속 간화합물인 γ’에는 Ni이 주요 성분이고 Cr 함량은 거의 없기 때문에, 공정 γ’ 형성을 위하여 Cr이 확산되어 빠 져 나가고 상대적으로 잔존하는 Ni 함량이 결국 γ’ 공 정상을 생성한 것으로 판단된다.6-9) 따라서 공정상의 Ni 성분은 (59.7 %→ 67.9 %)로 집적을 나타낸다.
이에 비하여 인터덴드라이트의 Cr은 집적(14.2 % → 29.5 %) 현상이다. 이것은 공정상 → 인터덴드라이트 → 덴 드라이트 코어로 확산되어 빠져 나가는(5.9 % → 29.5 % → 14.2 %) Cr의 확산에 기인하는 것으로 보여 진다. 즉 공정상으로부터 Cr은 인터덴드라이트 지역으로 확산 아 웃되며 (5.9 % → 29.5 %) Cr 농도 차이를 갖는다. 또한 인터덴드라이트로부터 덴드라이트 코어로 Cr은 (29.5 % → 14.2 %) 정도로 계속 확산되는데, 앞의 Fig. 6에서 각 간격이 불과 10 μm인 것을 고려하면 Cr 성분의 편석 정 도가 심한 것을 알 수 있다. 그리고 인터덴드라이트 지 역의 Ni 성분이 결핍 (59.7 % → 37.0 %) 되는 것은 Cr-rich에 대한 잔존 성분의 결핍에 의한 것으로 보여 진 다. 이러한 공정상 → 인터덴드라이트 → 덴드라이트의 Cr/Ni 편석 양상은 단결정 CMSX-4에서 보고된 현상과 유사하다.6,11)
이외에 공정상 W 성분의 (2.2 % → 0.3 %) 결핍과 인 터덴드라이트 Mo 성분의 (4.2 % → 9.5 %) 집적 현상 이 발생하였다. 먼저 Mo는 Cr 성분과 더불어 인터덴드 라이트에 집적하는 현상에 대해서 보고되고 있어,6,11) Mo 가 덴드라이트 코어로부터 인터덴드라이트로 확산 아웃 되는 용질인 것으로 판단된다. 또한 W은 (Co, Re)와 더 불어 덴드라이트 코어에 집적하는 경향성으로 볼 때, 공 정상 W 성분이 덴드라이트 코어로 확산되어 공정상의 W 성분 결핍 현상이 일어나는 것으로 유추된다.11)
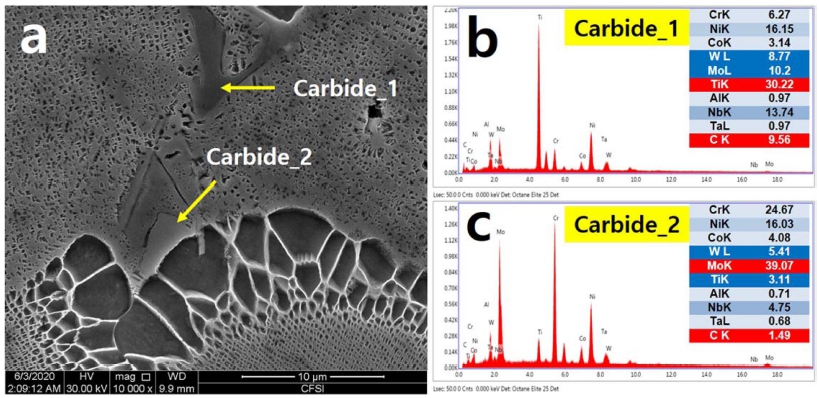
정밀 주조 상태의 IN738LC 미세조직에서 관찰되는 탄 화물 유형은 Fig. 7(a)와 (b)에서와 같이 기지 부위에 경 계가 분명한 괴상 형태로 구성된다. 이것의 크기는 10 μm에 이르며 기지 조직에 비하여 흑색으로 구분된다. 그 런데 이러한 Carbide_1과 Carbide_2에 포함된 성분에서 명확한 차이를 보인다. Carbide_1의 경우 Fig. 7(a)의 Carbide_1 지역으로부터 Fig. 7(b)와 같이 Ti 함량이 30.22 %로 높게 측정된다. 이에 비하여 Carbide_2의 경우 Fig. 7(a)의 Carbide_2 지역으로부터 Fig. 7(c)와 같이 Mo 함량 이 39.07 %로 높게 측정된다. 즉 Carbide_1과 Carbide_2 에 집적된 성분이 각각 Ti와 Mo로 서로 다른 것을 알 수 있다.
5.결 론
1) IN738LC의 주조재와 열처리 미세조직은 ① 기지인 덴드라이트 (dendrite)와 ② 조대 γ/γ’으로 구성된 공정상 (eutectic), ③ 공정상 주변에 특정 성분이 편석 집적된 인터덴드라이트 (interdendrite)와 ④ 기지 및 인터덴드라 이트 지역에 형성된 탄화물 (carbide)로 구성된다.
2) 주조재에서 ① 기지인 덴드라이트(dendrite) 조직에 비 하여 ② 공정상의 성분은 (Cr, W) 성분이 낮고 Ti 성분 이 높게 측정된다. 또한 ③ 인터덴드라이트(interdendrite) 지역에는 (Cr, Mo) 성분이 집적되고 Al 성분은 결핍되 는 것으로 측정되며, ④ 탄화물(carbide)은 (Ti, W, Mo, C) 성분으로 구성된다.
3) Ni 성분의 경우 주조재에서 ③ 인터덴드라이트에 29.5 %까지 집적되었던 Cr은 열처리에서 18.1 %로 크게 감소된다. 이때 감소된 Cr은 ② 공정상과 ④ 탄화물로 확산된다. 또한 Ni 성분의 경우 주조재의 ② 공정상에 67.9 %까지 집적되었던 Ni은 열처리에서 63.2 %로 감소 된다. 이때 감소된 Ni은 ③ 인터덴드라이트와 ④ 탄화 물로 확산된다. 즉 주조재의 경우 인터덴드라이트와 공 정상에 강하게 집적되었던 Cr 및 Ni이 열처리에서 확산 에 의해 많이 완화되는 것이 확인된다.
4) IN738LC 미세조직에서 관찰되는 탄화물 유형은 기 지 부위에 경계가 분명한 흑색의 Carbide_1과 인터덴드 라이트 부위에 경계가 불분명한 흰색의 Carbide_2로 구 분된다. Carbide_1의 경우 Ti 함량이 높으며 Carbide_2 의 경우 Mo 함량이 높은 것으로 확인된다.
