

1. 서 론
아연도금은 철보다 환원전위가 낮은 아연이 먼저 부식 됨으로써 소지철의 부식을 방지하는 희생방식효과와 표 면에 생성된 아연 기반의 부식생성물에 의한 장벽 효과 로 철의 부식을 억제하는 내식성 부여 방법이다.1-3) 이 러한 특성으로 인해 아연 도금 제품은 자동차 외장 및 내장 패널, 가전 제품, 가드 레일, 건축물, 선박, 태양전 지 프레임, 코일 코팅 등에 광범위하게 사용되고 있으 며 그 사용량이 꾸준히 증가하고 있다.4,5) 용융도금 공 정은 열처리방법에 따라 크게 일괄형도금공정과 연속도 금공정으로 분류된다. 연속도금은 냉간 압연된 코일을 도 금욕에 연속적으로 침지하여 고속으로 도금하는 방식으 로 대량 생산에 적합한 공정이다. 일괄형도금은 코일과 강판 이외의 제품의 도금에 사용되는 방법으로써 공정 이 간소하여 초기비용이 적고, 소량 도금이 가능한 장 점을 가지고 있다. 두 공정 모두 도금에 앞서 소지철의 표면 청정상태 유지를 위해 전처리 과정이 수행되어야 한다. 연속도금에서는 열처리 환원법을 사용하는 반면 일 괄형 공정에서는 소지철을 플럭스 처리하여 표면에 염 층을 생성시킨다. 플럭스층은 염화물 수용액에 소지철을 침적 및 건조하여 형성시키며 도금욕에 침지된 후 소지 철과 용융아연 사이 표면 장력을 감소시키고 용융아연 의 젖음성을 향상시키는 역할을 한다.6,7) 일반적인 용융 아연도금의 경우 염화암모늄(NH4Cl)과 염화아연(ZnCl2)를 혼합한 염 혼합물 수용액이 널리 사용되고 있다.8,9) 최 근 산업화에 따른 부식 환경이 악화되고 있고, 높은 내 식성이 요구되는 산업분야가 성장함에 따라, 내식성 향 상을 위한 기술개발의 중요성이 높아지고 있다. 이러한 노력의 일환으로 아연에 다양한 합금원소를 첨가하는 연 구가 활발히 이루어져왔다.10-12) 특히, 내식성 향상 효과 가 우수한 마그네슘(Mg) 및 알루미늄(Al)을 첨가한 Zn- Mg-Al 3원계 합금도금기술이 상용화되어 산업 전반에 걸 쳐 수요가 빠르게 확대되고 있다. 다만, 현재 상용화된 합금도금기술은 대부분 연속도금공정으로 이루어지고 있 어 생산제품의 다양화를 위한 일괄형 도금공정 기술개 발의 필요성이 대두되고 있다. 일괄형도금법으로 Zn-Mg- Al 3원계 합금도금제품을 생산하기 위해서는 최적 플럭 스 개발이 선행되어야 한다. Al 성분이 함유된 아연 합 금 도금에 통상적인 조성의 NH4Cl 및 ZnCl2계 플럭스 를 사용하는 경우, 소재 침지과정에서 도금욕면의 Zn-Al 산화막이 혼입되어 용융금속/소지철 계면 젖음성이 악화 되며, Al과 플럭스가 만나 염화알루미늄 혼합물이 생성 되어 플럭스 성능이 저하된다.13,14) 또한 Al에 의해 플럭 스 성분인 NH4Cl이 분해되면서 NH3 및 H2 가스가 생 성되어 도금성을 해친다고 보고된 바 있다.15,16) 이를 해 결하기 위하여 NH4Cl을 첨가하지 않고 ZnCl2와 에탄올 로만 이루어진 플럭스를 사용하거나16), 플럭스 없이 Zn 선도금층 위에 ZMA를 도금하는 2단(double-dip) 도금 기술이 제안되었다.17) 하지만 기존 기술들은 Mg가 미함 유된 도금 조성에 국한되어 있거나, 재현성 및 경제성 측 면에서 다소 불리하다. 본 연구에서는 NH4Cl 및 ZnCl2 계 플럭스가 Zn-Mg-Al 3원계 합금도금층 도금성에 미 치는 영향을 파악하고 플럭스의 조성을 최적화하였다. 이 를 위해 NH4Cl 및 ZnCl2의 배합 비율을 조절하였으며 그에 따른 Zn-Mg-Al 도금층의 표면특성, 도금층 미세조 직 및 내식성을 비교 평가하였다.
2. 실험방법
수직 침지형 용융 도금 모사 장치를 활용하여 아연(Zn) 및 Zn-Mg-Al(ZMA) 3원계 합금 도금 강판을 제조하였 다. 하부기판으로 1-mm 두께의 commercial quality(CQ) 재질의 저탄소 냉연강판을 사용하였다. 30 × 150 mm2로 강판을 절단한 후 기판 표면의 유분 및 산화막 제거를 위해 10 % NaOH 및 10% HCl 수용액에 각각 10분간 침지한 후 수세하였다. 도금 전 용융금속의 젖음성 향 상을 위해 NH4Cl과 ZnCl2로 구성된 용액에 시편을 침 지하여 플럭스층을 형성하였다. 본 연구에서 제조한 합 금도금 및 플럭스 조성을 Table 1에 나타내었다. 플럭스 의 조성은 플럭스 내 NH4Cl 성분과 NH4Cl을 제외한 염 화물 성분의 비율(ammonium chloride number, ACN)9) 로 구분하였다. 플럭스 처리 온도는 60 °C였으며 소지 철을 1분간 침적한 후 가열로에서 120 °C로 5분간 건 조하였다. 플럭스 코팅된 시편을 Al 및 Mg이 각각 0.5 wt% 첨가된 아연합금도금욕에 5분간 침지하여 도금하 였다. 비교를 위해 순수 아연코팅시편도 제조하였으며 도 금욕 온도는 두 조성 모두 동일하게 470 °C로 고정하 였다. 도금층의 단면 미세구조 분석을 위해 각 시편을 20 × 10 mm 크기로 절단하고 hot mounding 한 후 단 계적으로 사포 연마하였으며, 다이아몬드 페이스트를 이 용하여 입도 3 μm까지 미세 연마 하였다. 연마 시 도 금층 산화 방지를 위해 에탄올을 사용하였다. 이후 광 학현미경(OM, DM2500, Leica), 전계방출 주사전자현미 경(FE-SEM, SU6600, Hitachi) 및 전자빔 미세분석법 (EPMA, JXA-8500F, JEOL)을 사용하여 미세구조를 관 찰하였다. 각 도금층의 상 분석은 X선 회절분석법(XRD, RINT-2000, Rigaku)을 사용하여 실시하였다. 도금층 표 면거칠기는 고분해능 광학 3D 표면 프로파일러(NS-3500, Nanoscope)를 이용하여 분석하였다. 도금 밀착성 평가를 위해 도금강판을 3점 굽힘가공한 후, 가공부에 테이프를 부착하여 박리된 도금층 면적을 이미지 분석 소프트웨 어(Leica Application Suite V4, Leica)로 관찰하였다. 제조된 도금층의 내식성 평가를 위해 ASTM B117 규 격18)에 따라 35 °C에서 5% NaCl 염수를 분무하여 염수 분무시험(SST, SUGA)을 수행한 후 적청 발생 시간을 측 정하였다.
3. 결과 및 고찰
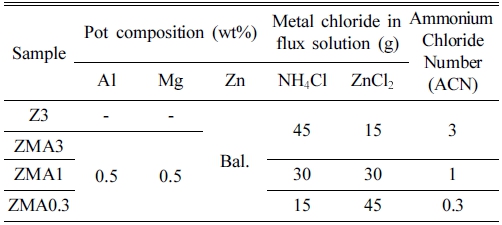
서로 다른 ACN값의 플럭스로 도금한 도금 강재의 외 관을 Fig. 1에 나타내었다. 아연도금(Z3)의 경우 통상적 인 플럭스 조성(ZnCl2·3NH4Cl, ACN: 3) 사용으로 결함 이 없는 균일한 도금층이 형성되었다. 반면, 동일한 ACN 값으로 Al 및 Mg가 함유된 ZMA 도금을 수행한 경우, Fig. 1(b)와 같이 도금층 표면에 다량의 요철 결함이 발 생하였다. 플럭스 내 ZnCl2 함량비를 증가시켜 ACN값 을 낮춤에 따라 표면결함이 줄어드는 경향을 보였으며, ACN 값이 0.3일 때 표면상태가 우수한 ZMA 합금도금 층을 얻을 수 있었다.
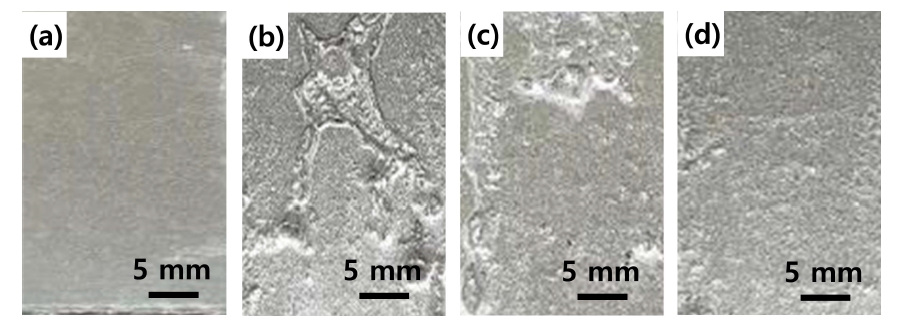
Fig. 1
Images of Zn and Zn-0.5Mg-0.5Al coatings with different flux composition; (a) Z3, (b) ZMA3, (c) ZMA1, and (d) ZMA0.3.
Fig. 2는 플럭스의 조성변화에 따른 도금층의 표면거 칠기 변화를 3차원 표면형상계로 측정한 결과이다. 균일 한 도금 표면 특성을 보였던 Z3 시편의 표면거칠기(Rrms) 값은 0.41 μm인 반면 동일한 플럭스 조성에서 심한 표 면결함이 발생한 ZMA3 시편의 표면거칠기 값은 4.8 μm 로 높게 측정되었다. 한편, 플럭스의 ACN 값이 1과 0.3 으로 낮아짐에 따라 표면거칠기 값이 각각 2.14와 0.56 μm 급격히 감소하였으며, 특히 ZMA0.3 시편의 경우 Z3 시편과 유사한 표면거칠기 값을 보였다.
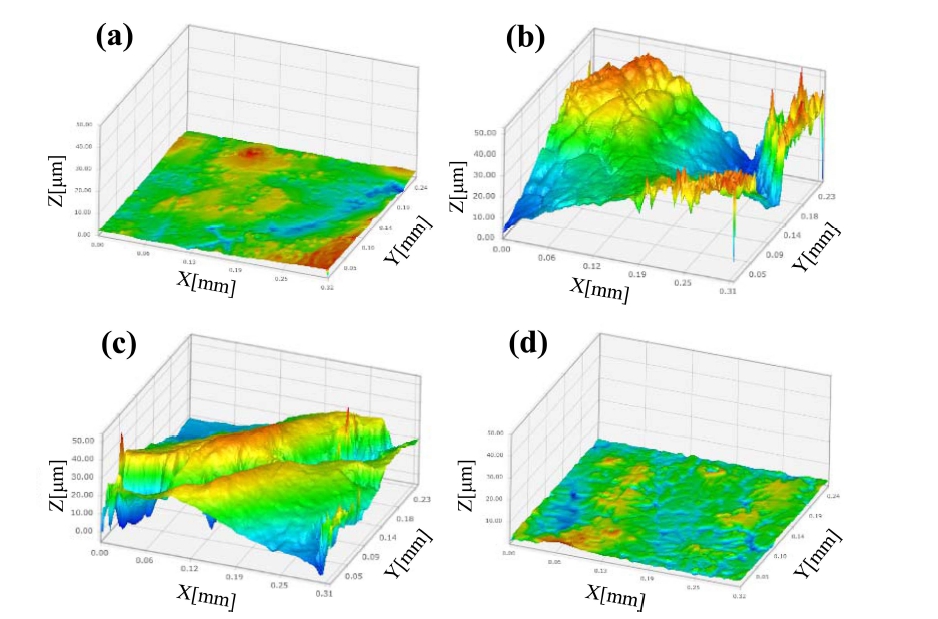
Fig. 2
Surface topography of Zn and Zn-0.5Mg-0.5Al coatings with different flux composition; (a) Z3, (b) ZMA3, (c) ZMA1, and (d) ZMA0.3.
플럭스의 ACN값 변화에 따른 도금재의 단면 미세구 조 변화를 FE-SEM으로 관찰하여 Fig. 3에 나타내었 다. Z3 시편의 경우 소지철과 용융아연의 합금화 확산 반응에 의한 전형적인 Fe-Zn 금속간화합물이 관찰되었 다. 이 금속간화합물은 Fe 함량에 따라 Zeta (ζ), Delta (δ), 및 Gamma (Γ)상으로 구분되며, 이는 플럭스층에 의 해 도금 전 소치철의 표면이 청정하게 유지되었고 용융 아연의 젖음성이 높았음을 의미한다.19,20) 반면, 동일한 플 럭스 조성으로 도금된 ZMA3 시편의 경우, Fig. 3(b)에 보이는 바와 같이 도금층 두께가 비정상적으로 증가했 을 뿐만 아니라 도금층 내부에 많은 결함이 관찰되었다. 특히 도금층 중간부분에서 수평 방향으로 생성된 macrocrack에 의해 도금층이 두 층으로 분리되었으며 소지철 /도금층 계면에 넓은 미도금 영역이 관찰되었다. 한편, 플 럭스의 ACN 값을 낮춰 ZMA 도금한 경우, 도금량은 감 소하였고 결함 또한 크게 저감 되었다. 특히 표면특성 이 우수했던 ZMA0.3 시편의 경우 도금층과 소지철 사 이 계면에 Fe2Al5 금속간화합물이 관찰되었으며 이는 플 럭스 내 ZnCl2 증가에 의해 용융금속과 소지철의 합금 화반응이 촉진되었음을 의미한다.21)
Fig. 3
Cross-sectional images of Zn and Zn-Al-Mg coatings with different flux composition; (a) Z3, (b) ZMA3, (c) ZMA1, and (d) ZMA0.3.
플럭스 ACN값 변화에 따른 ZMA 도금층의 성분 거 동 관찰을 위해 결함재(ZMA3)와 정상재(ZMA0.3)의 단 면부를 EPMA mapping 분석하여 Fig. 4에 나타내었다. Fig. 4(a)의 결함 시편에서는 도금층의 수평방향 크랙부 주변에서 Zn, Cl 및 Al 성분이 다량 검출되었으며, 이 는 도금 성분인 Al이 플럭스로부터 분해된 염소(Cl)와 반 응하여 결합된 부산물(AlClx)과 플럭스 성분인 ZnCl2가 도금층 응고 과정중에 도금층을 빠져나가지 못하고 내 부에 갇힘으로써 잔존한 것으로 사료된다. 기상의 AlCl3 를 포함한 AlClx 화합물은 모재와 용융합금 간의 젖음을 방해하여 도금성을 저해하거나 응고과정중에 도금층 내 에 기공을 유발하는 것으로 알려져 있다.13) AlClx 화합 물의 도금층 내부 거동에 대한 메커니즘은 향후 추가 연 구를 통해 규명할 예정이다. 한편, 정상재인 ZMA0.3 시 편의 경우 FE-SEM결과와 동일하게 소지철/도금층 계면 에서 Fe-Al 합금층이 관찰되었으며 도금층 내부에 AlClx 및 ZnCl2 잔유물 등은 검출되지 않았다.
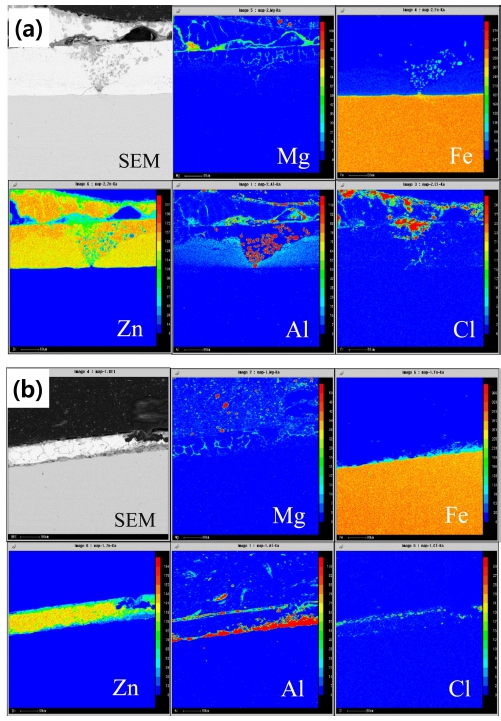
Fig. 4
The element distribution in the cross-section of Zn-0.5Mg- 0.5Al coatings with different flux composition; (a) ZMA3 and (b) ZMA0.3.
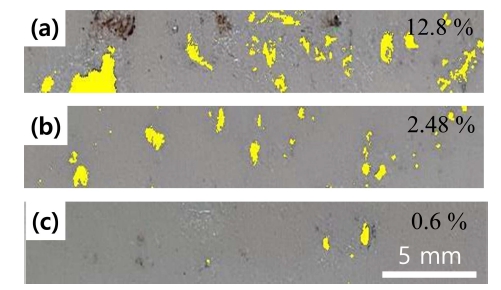
플럭스의 ACN값 변화에 따른 ZMA 도금재의 도금밀 착성 평가를 위해 굽힘가공부에 대한 박리평가를 실시 하였다. Fig. 5는 박리 면적(%)을 image analyzer로 분 석한 결과이다. ACN값이 3인 경우, 박리 면적이 12.8 % 로 측정되었으며 이는 SEM 사진[Fig. 3(b)]에서 확인되 었던 계면의 미도금과 크랙으로부터 기인된 것으로 판 단된다. 반면 플럭스 의 ACN값이 감소할수록 도금층 박 리면적이 감소하는 경향을 보였으며 ACN값이 1 및 0.3 일 때, 박리 면적이 각각 2.48과 0.6%로 측정되었다. 즉, 플럭스 내 ZnCl2 증가에 의해 용융 Zn-Mg-Al 합금 의 젖음성 향상이 뚜렷이 증가하였으며 결과적으로 소 지철과 용융합금의 확산 반응을 유도하여 도금밀착성이 향상되었음을 의미한다.22) 용융금속과 염화물 플럭스의 반 응에 의한 AlClx 화합물의 생성량은 Al과 반응하는 염 화물의 분자 수에 영향을 받으며 다음과 같이 표현된다.23)
여기서 x는 분해된 후 Al과 반응하지 않는 염화물의 분 자 수이고 y는 Al과 반응하여 화합물을 형성하는 분자 수이며, 이는 y 값이 높을수록 AlCl3 화합물의 생성량 이 증가함을 나타낸다. ZnCl2의 함량을 증가시켜 플럭스 의 ACN 값을 3에서 0.3으로 낮출 경우 총 염화물의 양 은 0.95에서 0.61mol로 감소하고 염화물 내 Cl의 몰수 또한 1.06에서 0.94mol로 감소한다. 더욱이, ZnCl2는 NH4Cl 대비 Al과의 반응성이 낮다고 알려져 있다.24) 따 라서 ACN 감소에 따른 ZMA 도금층의 도금성 향상은 플럭스 성분 중 Al과 반응성이 낮은 ZnCl2 비율을 증 가시킴에 따라 Al과 결합하는 염화물의 분자수가 감소 함으로써 유도된 것으로 판단된다.
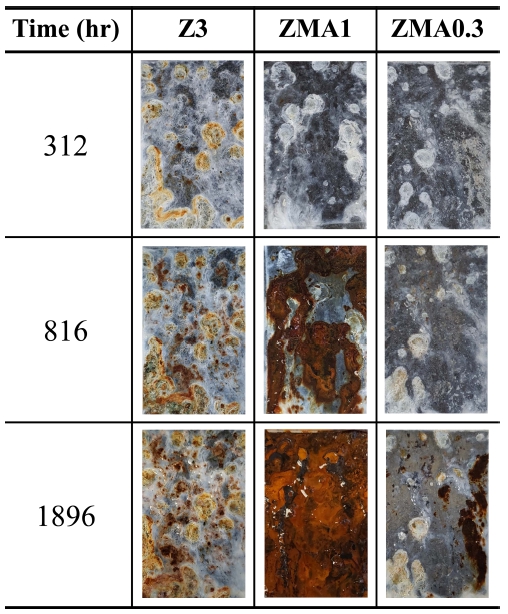
Fig. 6은 염수분무 시간에 따른 도금재의 표면 변화를 나타낸다. 표면 적청면적 5 %를 기준으로 Z3 시편은 240 시간 경과 후 적청이 발생하였다. ZMA1 시편의 경우 Z3 시편 대비 적청 발생시간(520시간)은 늦었으나 낮은 도금량으로 인해 적청 면적이 빠르게 증가함을 보였 다.25,26) 반면, ZMA0.3 시편의 적청발생 시간은 980 시 간으로써 약 60%의 도금량으로 Z3 시편 대비 약 4배 의 우수한 내식성을 보였다. Al 및 Mg가 포함된 Zn계 합금도금재는 Zn/MgZn2 및 Zn/Al/MgZn2 등 금속간화합 물에서 용해된 Mg2+ 및 Al2+ 양이온이 도금층 표면의 음 극 영역에서 석출하여 조밀하고 안정한 부식 생성물 (Simonkolleite 등)을 형성함으로써 내식성을 향상시킨 다.27-29) ZMA 도금재에 대한 분석 및 평가를 통해 일괄 형 도금공정에서 사용되는 NH4Cl과 ZnCl2의 성분비를 조 절하여 ACN값을 최적화 함으로써 ZMA의 도금 결함을 저감시킬 수 있으며, 이를 통해 내식성이 우수한 ZMA 도금강재를 일괄형 도금공정으로 제조할 수 있음을 확 인할 수 있었다.
4. 결 론
본 연구에서는 일괄형 도금공정에서 사용되는 NH4Cl 과 ZnCl2의 배합 비율을 조절하여 Zn-Mg-Al 도금재의 미세조직, 도막 밀착성 및 내식성에 미치는 영향을 비 교 평가하였다. ACN값이 3인 통상적인 플럭스 조성으 로 도금 시 아연도금은 결함이 없는 균일한 도금층이 형 성된 반면 ZMA 도금의 경우 도금층 내부에 많은 결함 이 관찰되었다. ZMA 결함재 내부 크랙 결함 주변에서 도금성을 저해하는 Al-Cl 화학결합 부산물(AlClx)과 플 럭스 성분인 ZnCl2 등이 검출되었다. ZMA 도금 시 플 럭스 내 ZnCl2의 함량을 증가시킴으로써 플럭스 효과는 유지함과 동시에 Al과 반응하는 염화물의 양을 줄임으 로써 용융금속과 소지철의 계면 합금화반응이 촉진되었 으며 결과적으로 도금층 박리 면적 감소와 도금 결함 감 소에 크게 기여하였다. 최적 ACN값을 활용하여 ZMA 합금도금을 실시함으로써 Zn 도금재 대비 우수한 내식 성을 얻을 수 있었다.
