

1.서 론
텅스텐(W)은 3,410 °C의 고융점, 우수한 내아크성, 낮 은 열팽창계수 및 고밀도에 의한 우수한 방사선 차폐능 을 나타내어 고온·고강도 구조재, Tokamak 핵융합 반응 로의 divertor재료, 방사능 차폐재 및 합금원소 등 다양 한 분야로 응용되고 있다.1,2) 그러나 W의 높은 융점 때 문에 주조 등의 일반적인 공정으로는 치밀체 제조가 불 가능하여 원료분말을 성형한 후 소결하는 분말야금법을 사용하나, 고밀도 소결체 제조를 위해서는 열간정수압성 형(hot isostatic pressing) 및 열간압연 등 추가적인 공정 이 요구된다. 따라서 Ni을 첨가하는 활성소결, 높은 소 결구동력을 가지는 나노분말을 사용하는 나노소결, 성형 체의 고밀도화 및 방전 플라즈마 소결 등 고밀도 W 제 조를 위한 다양한 공정들이 제시되고 있다.3-6)
고밀도 성형체 제조를 위한 방법으로는 자기펄스 성형 (magnetic pulsed compaction)이 있으며, 이는 전자기 펄 스에 의해 GPa 단위의 매우 큰 압력을 수~수십 μs 동 안 인가할 수 있는 특징이 있다. 따라서 MPC는 높은 성 형압에 의한 고밀도 성형체의 제조가 가능하여 소결성을 향상시킬 수 있다.7) 방전 플라즈마 소결(spark plasma sintering)은 분말 입자간 방전에 의한 자기발열 작용을 이용하여 수 초~수 분 내에 소결을 완료하는 공정이며, 일반적인 소결 방법과 비교하여 가압으로 인한 밀도증 가, 급속승온, 저온·단시간 소결 등으로 고밀도화와 함께 결정립 성장을 억제할 수 있는 장점을 가지고 있다.8) 따 라서 고밀도 성형체 제조 공정인 자기펄스 성형과 가압 소결인 방전 플라즈마 소결 공정의 조합은 난소결성을 갖는 W 분말의 소결밀도 향상에 기여가 가능할 것으로 판단된다.
본 연구에서는 자기펄스 성형의 가압력에 따른 W 분 말의 성형거동 분석을 진행하였으며, 제조한 성형체를 방 전 플라즈마 소결 공정으로 치밀화하여 소결온도에 따 른 상대밀도 및 미세조직 변화를 분석하였다. 또한 소 결체의 기계적 특성을 평가하여 소결 조건과의 상관관 계를 해석하고 고밀도 W 제조를 위한 최적의 공정조건 을 제시하고자 하였다.
2. 실험 방법
치밀체 제조를 위한 W 원료로 Teagu Tech 회사 제품 의 순도 99.9 %, 평균 입도 1.22 μm의 분말을 사용하였 다. 원료분말은 자기펄스 성형기를 이용하여 수 μs의 자 기펄스를 주어가며 2.8 ~ 3.6 GPa의 압력으로 성형하였 다. 최종 성형체의 직경은 10 mm, 높이는 약 5 mm로 하였다. 치밀화는 graphite foil로 둘러싼 실린더 형태의 성형체를 내경 11 mm의 graphite die에 넣은 후 방전 플라즈마 소결로(Syntex, SPS-825, Japan)에서 실시하였 다. 소결은 가압력 30 MPa, 승온속도 약 50 °C/min, 유 지시간 10분으로 1,500 ~ 1,700 °C에서 진행하였다. 한편 소결거동의 비교를 위해, W 분말을 자기펄스 성형없이 방전 플라즈마 소결한 경우 및 자기펄스 성형체를 1,500 °C에서 15시간 동안 상압소결한 경우의 미세조직을 분 석하였다.
원료분말의 크기는 레이저입도분석기(LS I3 320, Beckman Counter Co.)를 이용하여 측정하였다. 성형체의 밀도는 무 게와 높이를 측정하여 계산하였으며, 소결체의 밀도는 Archimedes 원리를 이용하여 측정하였다. 성형체와 소결 체의 미세조직은 SEM(JSM-6700F, JEOL Co.)을 이용하 여 분석하였으며, 미세조직 사진으로부터 70개 이상의 입 자크기를 측정하여 평균결정립 크기를 계산하였다. 소결 체의 경도는 Vickers 경도기(JP/MXT-70, Matsuzawa)를 이용하여 500 gf의 하중을 가해 시편 당 5회 측정하였다.
3. 결과 및 고찰
원료분말의 미세구조와 입도분포 분석결과를 Fig. 1(a) 와 (b)에 각각 나타내었다. W 분말은 조대한 입자와 미 세한 입자가 혼합된 형태이며, 측정된 평균크기는 4.18 μm로 제조회사에서 제공한 제원보다 다소 큰 크기이다. 그러나 Fig. 1(a)의 SEM 사진을 고려할 때 이러한 차 이는 원료분말의 응집에 기인한 것으로 판단된다.
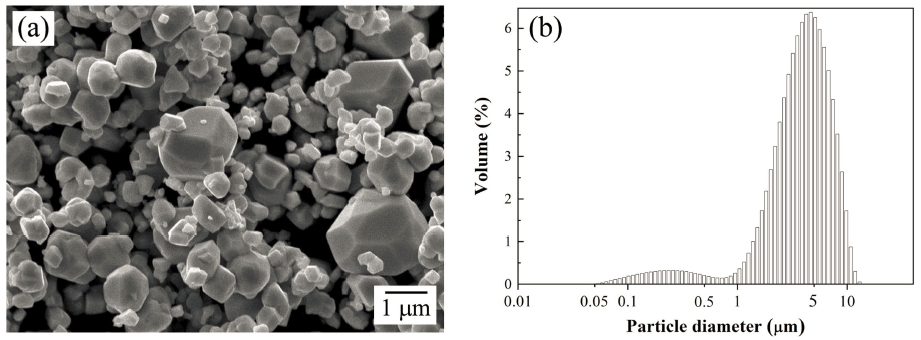
Fig. 2는 자기펄스 성형기의 가압력에 따른 W 분말 성 형체의 상대밀도 변화를 나타낸 것이다. 전체적으로 성 형압력이 증가할수록 상대밀도가 증가하는 경향이며 3.6 GPa의 압력으로 성형할 경우 최대 값인 69.5 %의 상대 밀도를 보여주었다. 일반적으로 성형압력의 증가는 분말 의 재배열, 소성변형 및 파괴 등을 수반하여 성형밀도 가 증가하며 본 실험결과에서도 유사한 경향을 나타내 었다.9) 그러나 성형압이 3.4 GPa 이상인 경우 시편내 일 부 균열의 발생이 관찰되어, 본 연구에서는 2.8 GPa과 3.2 GPa의 압력으로 성형체를 제조하였다. Fig. 3은 성 형체의 파단면을 SEM으로 관찰한 결과로, 고압성형에 의 한 W 분말의 파괴로 원료분말(Fig. 1)보다 크기가 상대 적으로 감소하고 성형압력의 증가에 따라 기공이 감소 하며 치밀화된 미세조직 특성을 나타내었다.
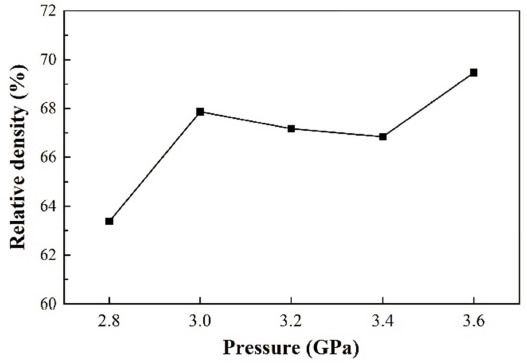
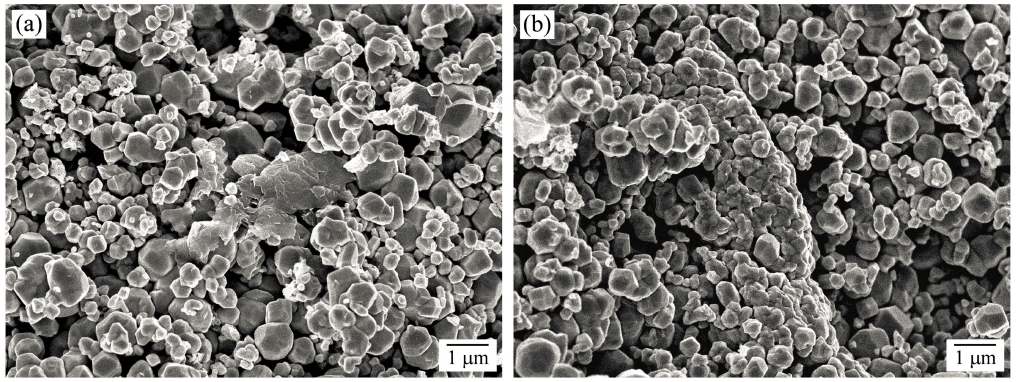
Fig. 3
SEM micrographs of W compacts prepared by MPC with an applied pressure of (a) 2.8 GPa and (b) 3.2 GPa.
Fig. 4(a)와 (b)는 각각 2.8 GPa과 3.2 GPa의 압력으로 제조한 성형체를 1,500 °C에서 15시간동안 상압소결한 시 편의 파단면에 대한 미세조직 사진으로 저온 장시간 소 결에 따라 W 입자간의 목(neck)성장이 발생하였으나 내 부에는 아직 많은 기공들이 존재한다. 측정된 상대밀도 는 각각 66.2 %와 70.2 %로 초기 성형체의 상대밀도인 63.4 %와 67.2 %와 비교할 때 치밀화가 거의 일어나지 않았으며, 이는 자기펄스 성형기를 이용한 성형체의 고 밀도화에 상관없이 상대적으로 낮은 소결온도에 기인한 것으로 설명할 수 있다.10)
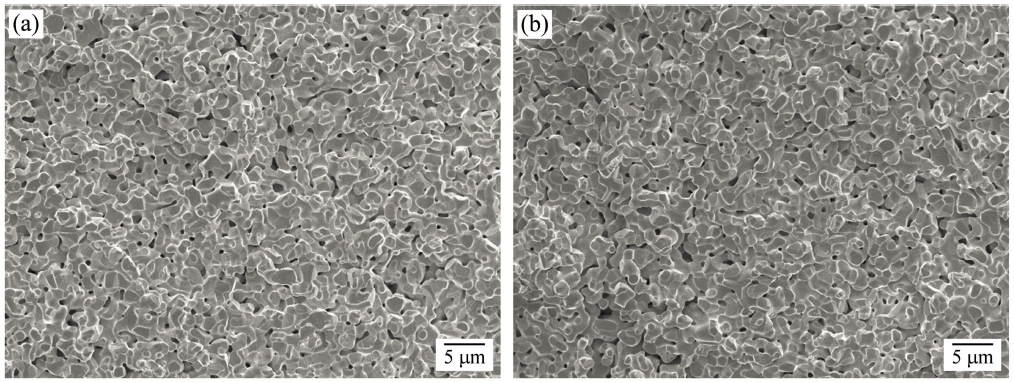
Fig. 4
Fracture surfaces of W, pressureless-sintered at 1,500 °C for 15 h using MPC compacts with different applied pressure of (a) 2.8 GPa and (b) 3.2 GPa.
고밀도 소결체 제조를 위해 방전 플라즈마 소결 공정 으로 치밀화한 시편의 전형적인 파단면 조직사진을 Fig. 5에 나타내었다. Fig. 5(a)와 (b)는 W 분말을 소결한 경 우이며 (c)와 (d)는 3.2 GPa의 압력으로 자기펄스 성형 한 후 각각 1,500 °C와 1,600 °C에서 10분간 소결한 시 편이다. 소결온도가 증가할수록 전체 시편에서 결정립 크 기가 크게 증가함을 알 수 있으며, 동일한 소결온도 조 건에서는 자기펄스 성형한 시편의 경우가 상대적으로 미 세한 결정립 크기를 보여준다. 소결공정 조건에 따른 소 결체의 특성변화를 분석하기 위해 상대밀도, 결정입자 크 기 및 경도를 측정하였다.
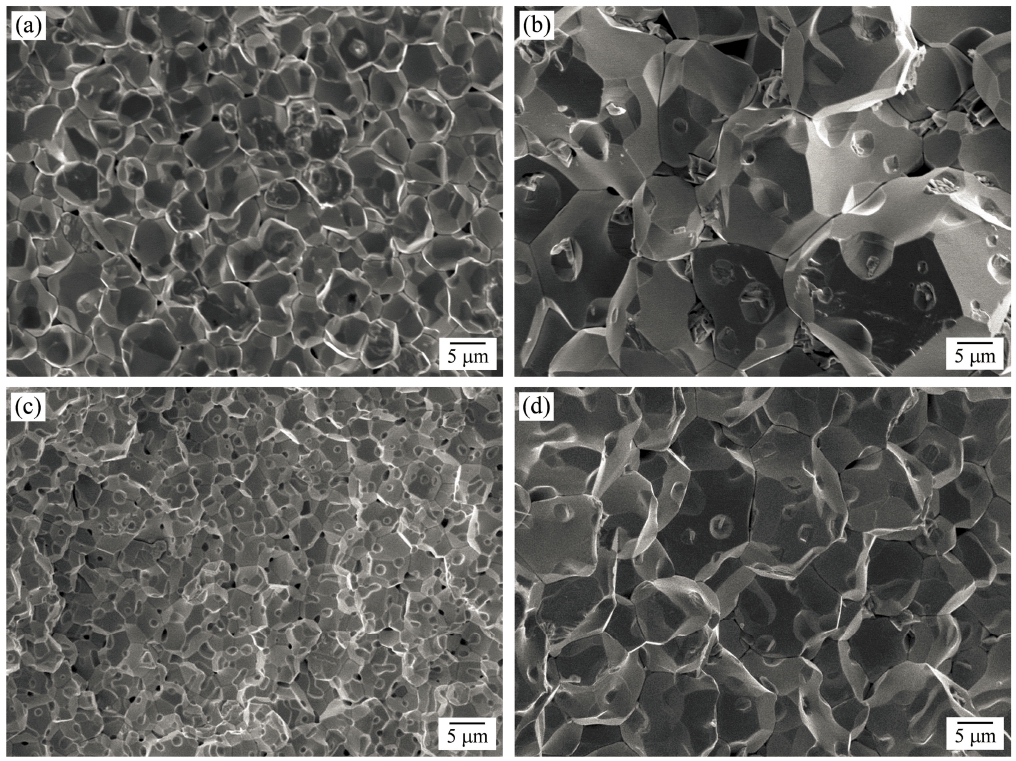
Fig. 5
SEM images of the sintered W, prepared by SPS of raw powders (a and b) and SPS of MPC compacts (c and d). The left and right images show the sintering temperature of 1,500 and 1,600 °C, respectively.
Table 1은 방전 플라즈마 소결로 제조한 W 시편의 물 성을 나타낸 결과로서, 모든 시편의 상대밀도는 90 % 이상으로 상압소결한 시편과 비교하여(Fig. 4) 향상된 값 을 보여준다. 방전 플라즈마 소결에서의 향상된 소결성 은 분말 간 방전에 의한 자기발열 작용과 가압에 물 질이동의 촉진에 의한 것으로 설명할 수 있다.8) 한편, 1,700 °C에서 소결한 시편은 상대적으로 저온에서 소결 한 시편과 비교하여 낮은 상대밀도를 나타내는 바, 이 는 고온에서 W의 산화 또는 탄화에 기인하여 치밀화를 방해하였기 때문으로 해석된다.11) 자기펄스 성형으로 제 작한 성형체를 소결할 경우 전체적으로 높은 상대밀도 를 나타내나 W 분말을 직접 소결한 경우와 비교하여 뚜 렷한 밀도증가는 관찰되지 않았다. 그러나 결정입자의 평 균크기는 뚜렷한 차이를 보여주는 바, 소결온도가 증가 할수록 입자크기는 증가하며 자기펄스 성형체를 소결할 경우가 더 작은 결정입자 크기를 나타낸다. 이러한 평 균 입자크기의 감소는 Fig. 3의 결과와 같이 자기펄스 과정 중 감소된 W 분말의 크기와 함께 균일한 미세조 직에 기인한 것으로 설명할 수 있으나,12,13) 정확한 해석 을 위한 후속연구가 요구된다.
Table 1
Relative density, average grain size and hardness of sintered bodies, prepared by SPS of raw powders and SPS of MPC compacts.
 |
Table 1에 나타낸 바와 같이, 자기펄스 성형체를 소결 한 시편의 Vickers 경도 값은 3.25 ~ 3.77 GPa이며 1,600 °C에서 소결한 경우가 높은 상대밀도에 기인하여 가장 큰 값을 보여주었다. 일반적으로 W의 경도 값은 약 4.0 GPa이며, 1 μm 이하의 미세 결정립을 갖는 소결체의 경 우는 약 5 GPa로 보고되었다.4,14) 본 연구에서 제조한 시 편의 경우 보고된 경도 값보다 낮은 값을 보여주는 바 이는 주로 증가된 결정립 크기와 낮은 소결밀도에 기인 한 것으로 판단된다.
4.결 론
자기펄스 성형에 의한 고밀도 성형체 제조와 방전 플 라즈마 소결에 의한 치밀화가 W소결체의 미세조직 및 물성에 미치는 영향을 분석하였다. 자기펄스 성형체의 경 우 가압력이 증가할수록 상대밀도가 증가하였으나 성형 압이 3.4 GPa 이상인 경우 시편내 일부 균열의 발생이 관찰되었다. 자기펄스 성형체를 1,500°C에서 상압소결한 시편은 W 입자간의 목(neck)성장이 발생하였으나 내부 에는 아직 많은 기공들이 존재하여 밀도증가의 효과가 거의 없었다. 방전 플라즈마 소결로 제조한 소결체는 90 % 이상의 상대밀도를 나타내며, 자기펄스 성형 후 1,600 °C에서 소결한 시편이 상대밀도 93.6 %로 최고 높은 밀 도를 보여주었다. 방전 플라즈마 소결에서 향상된 소결 성은 분말 간 방전에 의한 자기발열 작용과 가압에 물 질이동의 촉진에 의한 것으로 설명하였다. W 분말을 직 접 소결한 경우와 비교할 때, 자기펄스 성형체를 소결 한 경우가 더 작은 결정입자 크기를 나타내며 이는 자 기펄스 공정 중 감소된 W 분말의 크기와 함께 균일한 미세조직에 기인한 것으로 설명하였다. 1,600 °C에서 소 결한 경우가 가장 큰 Vickers 경도 값을 보여주었으나 일반적인 W 소결체 보다는 다소 낮은 경도 값이며, 이 는 주로 증가된 결정립 크기와 낮은 소결밀도에 기인한 것으로 해석하였다.
