

1. 서 론
마그네슘합금은 실용금속으로 최경량이며, 비강도 및 재 활용성이 우수하고 매장량도 풍부하여 알루미늄합금에 이 은 차세대 구조용 금속재료로서 기대되고 있다.1-5) 저자 들은 지금까지 용융드래그방법을 이용한 마그네슘합금 박 판제작에 관한 연구를 진행하여 보고하였다.6-9) 용융드래 그방법은 단일 롤 급냉응고 박판 연속주조법의 한 종류 로, 쌍롤법과 비교하면 박판제작 속도가 빠르고 더욱 얇 은 판을 제작하는 것이 가능한 장점이 있다.
또한, 마그네슘합금에 과열처리를 적용하면 결정립이 미 세화 하는 것으로 보고10)되고 있어 과열처리를 용융드래 그방법에 적용하면 더욱 결정립 미세화를 실현할 수 있 을 것으로 예상된다. 따라서 본 논문은 용융드래그방법 에 과열처리를 적용하여 박판제작 가능성, 제작한 박판 의 표면형상, 결정립경, 결정립경 분포 및 비커스경도에 대하여 조사하는 것을 목적으로 하였다.
2. 실험 방법
실험장비와 노즐은 지금까지 보고한 장비와 동일한 장 비8,9)를 이용하였으며, Table 1에 실험조건을 나타내었다.
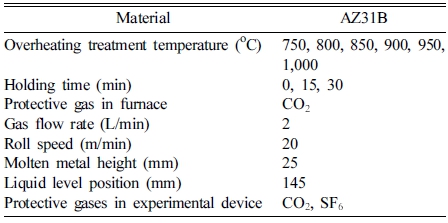
용탕높이(Table 1에서 molten metal height)는 노즐바 닥에서 용탕표면까지의 거리이며, 액면위치(liquid level position)는 응고 롤의 축심에서 용탕표면까지의 거리를 각각 나타낸다. 롤의 직경은 300 mm이며, 실험시료로는 AZ31B 합금을 사용하였다. 과열처리온도는 750~1,000 °C 의 범위로 5 0 °C씩 상승시켰다. 과열처리온도 8 5 0°C 및 900 °C에 대하여 유지시간은 0~30분, 15분 간격으로 하 였다. 용해하기 전의 잉곳은 예열로에서 약 400 °C로 예 열하였고, 도가니 본체는 용해로 안에서 800 °C로 예열 하였다. 용탕은 전기로에서 도가니를 이용하여 용해하였 으며, 설정한 온도에 도달한 후 용탕을 ±5 °C 범위에서 설정한 시간 동안 유지하여 박판제작 장비로 반입한 후 즉시 주입하여 용탕으로 하였다. 도가니 내부의 용탕온 도는 보호관에 삽입한 온도센서를 이용하여 측정하였다. 반입하는 동안의 온도저하는 약 40 °C이었다. 결정립경 이 조대화 되는 롤 속도는 20 m/min을 선택하여 적용하 였다. 전기로 내부의 보호가스는 CO2로 하였으며, 도가 니는 연강을 용접하여 가공한 후 확산처리를 실시하였 다. 미세조직은 롤 접촉면 부근, 판 두께방향 중앙부, 자 유응고면 부근인 580 × 430 μm 범위에서 조직을 관찰하 였으며, 이미지 분석은 Image pro plus 소프트웨어를 이 용하여 면적법으로 결정립경 분포를 구하였다. 동일한 실 험조건을 2회 반복하여 실시하였으며, 각각 3개의 시료 를 채취하여 평균값을 실험조건의 평균 결정립경으로 하 였다.
3. 결과 및 고찰
3.1. 용탕온도 변화
Fig. 1에 노 내부의 용탕온도 측정결과 중 하나의 예 로서 과열처리온도 1,000 °C의 예를 나타내었다.
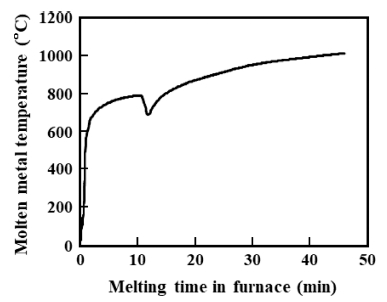
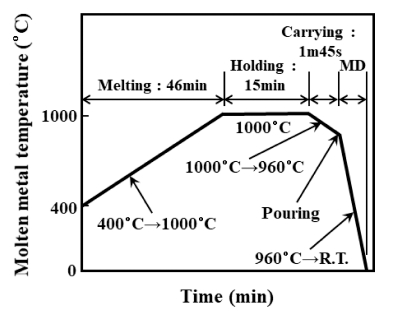
Fig. 2는 프로세스 전반에 걸친 용탕온도 변화에 대한 하나의 예로서 과열처리온도 1,000 °C, 유지시간 15분일 때의 예를 나타내었다. Fig. 1보다 초기 도가니 내부의 분위기온도가 측정되었으며, 용해가 시작된 10분후 잉곳 이 용해하여 온도센서 보호관에 접촉되어 실제 용탕온 도 측정이 시작되는 것을 알 수 있다. 용탕온도가 1,000 °C에 도달한 후 유지가 시작되며, 유지시킨 후 도가니 를 용해로로부터 박판제작 장비에 반입하는 동안에 약 40 °C 서냉된 후 용탕은 용융드래그 되어 급냉응고 하 며, 롤 위에서 냉각된다. 제작한 박판은 실험장비 내에 서 실온까지 유지시켰다.
3.2. 박판 표면형상 및 두께
Fig. 3에 유지시간 15분으로 제작한 박판사진을 나타 내었으며, Fig. 4에는 과열처리온도 900 °C에서 유지시간 을 변화시켰을 때의 박판사진을 나타내었다. 과열처리온 도 750~1,000 °C의 모든 온도범위에서 박판의 연속적인 제작이 가능하였으며, 금속광택을 나타내는 표면이 관찰 되었다. 박판의 롤 접촉면 쪽에는 작은 공공결함, 불연 속적인 주름형상의 결함이 관찰되었다. 이 결함들은 과 열처리온도가 높아짐에 따라 증가하는 경향을 나타내었 다. 이것은 과열처리온도가 높을수록 실험장비 내부의 보 호가스인 SF6+CO2가 롤과 용탕 사이에 더 많이 존재하 기 때문이라고 판단된다. Fig. 4의 과열처리 유지시간 차 이에 따른 박판 표면형상을 분석한 결과로부터 롤 쪽의 결함 수, 크기에 대한 차이는 관찰되지 않았다.
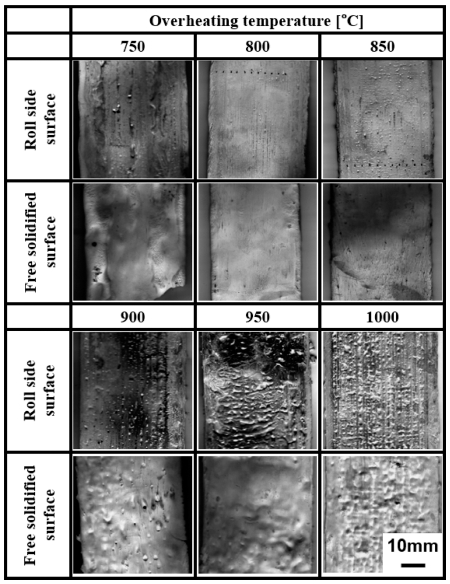
Fig. 3
Surface morphologies of thin plates manufactured with 15 minutes holding time at each temperatures.
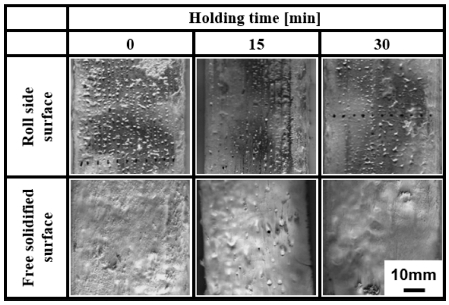
Fig. 4
Surface morphologies of thin plate changed the holding time at 900 °C of over heating treatment temperature.
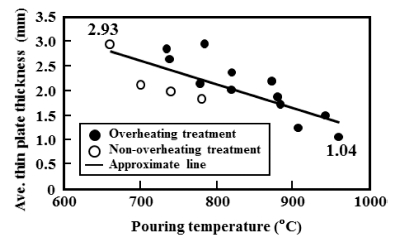
Fig. 5는 유지시간 15분일 때의 주입하는 용탕온도와 박판두께와의 관계를 나타낸 것이다. 그래프에는 비과열 처리로 제작한 박판의 두께도 같이 나타내었다. 지금까 지의 결과8)와 동일하게 주입하는 용탕온도가 상승함에 따 라 박판의 두께가 얇아지는 경향성을 나타내었다.
3.3. 미세조직과 비커스경도
Fig. 6에 과열처리를 실시한 박판의 미세조직 사진을 나타내었다. 조직을 관찰한 위치는 박판두께의 폭 방향 중앙부이며, 길이방향에 대하여 수직인 단면을 관찰하였 다. 비교하기 위하여 비과열처리 시편의 사진을 함께 나 타내었다. 과열처리 실시에 의하여 평균 결정립경이 약 12 μ m로 확실하게 미세화된 등축정 결정립경으로 되어 있는 것을 알 수 있다. 편석이나 β상, 가스에 의한 기 공 등의 결함은 관찰되지 않았다.
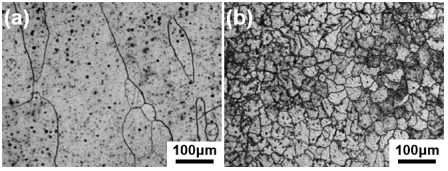
Fig. 6
Microstructures of thin plate manufactured by over heating treatment. (a) Non-overheating treatment. Pouring temperature: 740 °C. Ave. grain size: 241 μm and (b) Overheating treatment. Over heating temperature: 1000 °C. Hold time: 15 min. Pouring temperature: 960 °C. Ave. grain size: 12 μm.
Fig. 7은 미세조직 사진과 결정립경 분포를 나타낸다. 응고 롤 접촉면 부근, 박판의 두께 방향 중앙부, 자유 응고면 부근 등 모든 곳에 균일한 결정립경 분포를 나 타내고 있는 것을 알 수 있다. Fig. 8은 유지시간을 변 화시켰을 때의 미세조직 사진이다. 관찰위치는 Fig. 6과 동일하다. Fig. 9는 과열처리 유지시간과 결정립경과의 관 계를 나타낸 결과이다. 유지시간 0분과 30분일 때에 결 정립이 미세화 되는 것을 알 수 있다. 과열처리온도가 고온일 경우 유지시간의 영향은 작아진다. 현재로서는 Fig. 9와 같은 결과가 도출되었는지에 대한 원인은 불분 명하다.
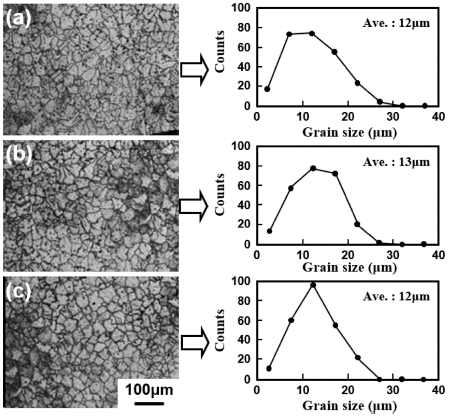
Fig. 7
The results of microstructures observation and grain size distribution measurement (Overheating temperature: 1,000 °C, Holding time: 15 min, Pouring temperature: 960 °C). (a) Free solidified side. (b) Center. (c) Roll side.
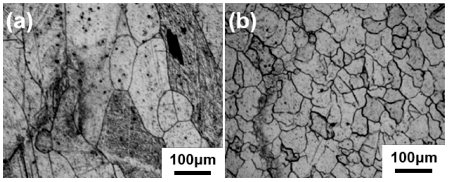
Fig. 8
The results of microstructure observation with changed holding time (Overheating temperature: 850 °C). (a) Holding time: 15 min, Ave. grain size: 88 μm and (b) Holding time: 30 min, Ave. grain size : 23 μm.
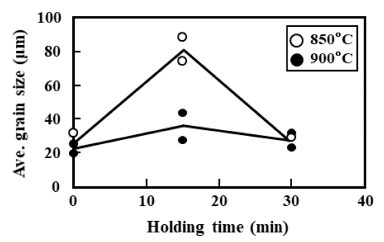
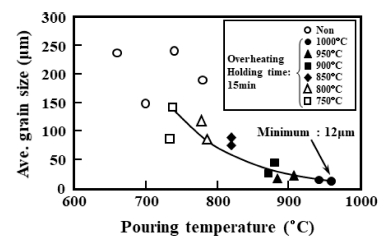
Fig. 10은 용탕 주입온도와 평균 결정립 크기와의 관 계를 나타낸 것이다. 그래프에는 비과열처리 시편의 결 정립 크기도 함께 나타내었다. 편차는 조금 크지만, 용 탄 주입온도 (과열처리 온도)가 높아질수록 결정립 크기 가 미세화 되는 경향성을 알 수 있다. 지금까지 측정된 최소 결정립 크기는 약 12 μm이다. Fig. 11은 과열처리 온도와 비커스 경도와의 관계를 나타낸 결과이다. 결정 립 크기가 작아질수록 경도가 상승하였다.
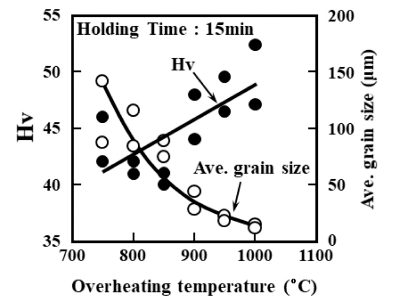
Hall-Petch의 관계식으로부터 기계적 성질을 예측하였 다. Xing 등11)은 다축으로 단조시킨 AZ31의 경도(Hv) 와 결정립경(d)를 측정하여, Hv=H0+kd-1/2 식에서 H0=510 MPa, k=0.22 MPa/m-1/2을 구하였다. 여기서 항복강도 σy 는 Hv=3σy인 관계에 있다. 결정립 크기가 12 μm인 경 우, 예상되는 항복강도는 191 MPa 이다. 그리고 결정립 크기가 5 0 μm인 경우에는 예상되는 항복강도는 180 MPa 이다. 과열처리에 의해 11MPa 정도의 항복강도가 개선 되었다.
4. 결 론
용융드래그방법에 과열처리를 적용하여 박판을 제작한 결과, 다음과 같은 연구결과를 얻었다.
(1) 과열처리를 적용하여 마그네슘합금을 용융드래그방 법으로 박판을 제작하는 것이 가능하였으며, 최소 결정 립 크기가 약 12 μ m인 미세조직을 얻을 수 있었다. 이 것은 시판 중인 압연재와 동등한 결정립 크기이다. 과 열처리 온도가 고온이 될수록 박판의 롤 표면쪽에는 공 공결함이 증가하였으며, 유지시간이 박판 표면형상에 미 치는 영향은 관찰되지 않았다.
(2) 제작한 박판은 균일한 결정립 크기 분포를 나타내 었다.
(3) 유지시간이 0분과 30분인 경우에는 결정립 크기가 미세화 되었으며, 과열처리 온도가 높아질수록 유지시간 의 영향은 작게 되었다.
(4) 과열처리 온도가 높아질수록 미세한 결정립 크기 로 되었으며, 결정립 크기가 미세화 될수록 비커스 경 도도 상승하였다.
