

1. 서 론
2. 실험 방법
2.1. 인발가공
2.2. 특성평가
3. 결과 및 고찰
3.1. 미세조직(Microstructure)
3.2. 기계적 성질(Mechanical properties)
3.3. 전기적 성질(Electrical properties)
4. 결 론
1. 서 론
최근, 정보/통신 및 인공지능(artificial intelligence, AI) 산업 발전으로 인해 전력의 수요가 급격히 증대됨에 따라 전력을 송전하고 배전하는 송전선과 배전선의 역할이 매우 중요해 지고 있다. 일반적으로 장거리 송전선에는 두 가지 이상의 금속선을 꼬아 만든 합금연선이 많이 사용되고, 배전선에는 경동선과 경 알루미늄 전선이 주로 사용된다. 경동선은 우수한 전도성과 높은 강도를 가지므로 최적의 전선재로 많이 사용되고 있으나, 수요 증대로 인한 가격상승과 고비중의 단점이 존재한다. 그러므로 최근 경동선의 대체 재료로 경량이며 저가인 경 알루미늄 전선이 더욱 부상되고 있다.1,2,3,4,5,6) 알루미늄은 구리의 약 60 %의 전기전도율을 가지고 있어 동일한 성능을 구현하기 위해서는 30 % 정도 두껍게 제작하여야 하나 낮은 비중을 고려하면 경량화 효과를 기대할 수 있다. 그런데, 현재 사용되고 있는 저압 Al-Fe계 알루미늄합금 전선은 인장강도 184 MPa, 연신율 22 %를 나타내지만 52 %IACS (the international annealed copper standard)의 비교적 낮은 전기전도도를 가지고 있다. 여기서 %IACS란 국제표준연동의 약칭으로 어닐링한 순동의 비저항 1.7241 × 10-8 Ω・m를 100 %IACS로 하여 그에 대한 상대 비율로 나타낸 값이다. 그러므로 고강도이며 우수한 전기전도도를 가진 새로운 알루미늄 전선의 개발이 절실한 실정이다. 본 연구팀은 지난 연구에서 전선용 Al-Fe-Mg-Cu-B계 알루미늄 합금을 새롭게 개발하여 인발가공재의 어닐링에 따른 미세조직, 기계적 특성, 그리고 전기전도도 변화를 평가하여 발표한 바 있다.3) 이 개발 재료는 기존의 전선용 Al-Fe계 합금에서 Fe함량을 낮추고 Cu와 B를 첨가하여 새롭게 합금설계한 알루미늄 합금이며, 350 °C 어닐링재의 경우 인장강도가 144 MPa, 연신율이 23 %로 기존 Al-Fe계 합금 대비 강도가 크게 떨어지지만 전기전도도가 61 %IACS로 높은 값을 나타내어 전선용 재료로서의 가능성을 보여주었다.3) 본 연구에서는 지난 연구에서 개발한 Al-Fe-Mg-Cu-B계 알루미늄 합금의 인발 공정에 따른 미세조직, 기계적 특성 변화, 그리고 전기전도도 변화에 대하여 분석하였다.
2. 실험 방법
2.1. 인발가공
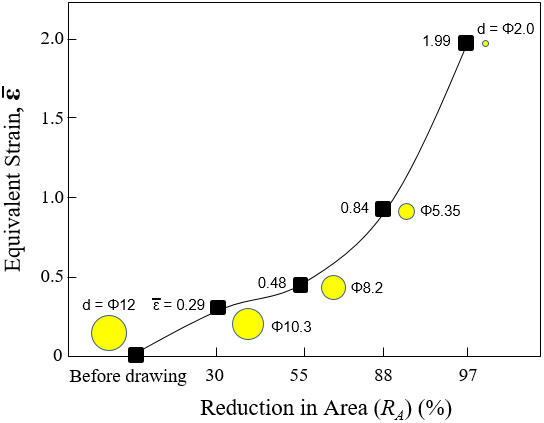
본 연구를 위해 새롭게 설계된 알루미늄합금의 상세한 화학조성을 Table 1에 나타내었다. 합금설계 후 주조 및 압출공정을 통해 얻은 직경 φ12 mm 알루미늄 봉재를 400 °C에서 30 min간 어닐링하여 내부에 축적된 변형을 제거한 후, 753 mm/sec의 일정한 속도로 상온에서 총 22패스의 공정으로 인발 공정을 실시하여 최종 φ2.0까지 감소시켰다. 본 연구에서는 3, 6, 12, 22패스 인발된 4개의 시편을 채취하여 인발가공에 따른 미세조직의 변화, 기계적 성질 및 전기적 특성 변화를 분석하였다. 인발된 4개 봉재의 직경과 단면감소율(reduction in area, RA)은 각각 φ10.3 (RA = 30 %), φ8.2 (RA = 55 %), φ5.35 (RA = 88 %), φ2.0 (RA = 97 %)이었다. 인발가공에 의한 상당변형량 (equivalent strain)은 다음 식 (1)에 의해 구할 수 있다.7)
Table 1.
Chemical composition of Al-Fe-Mg-Cu-B system Al alloy wire studied (wt%)
| Al | Fe | Cu | Mg | B |
| Bal. | 0.7 | 0.2 | 0.2 | 0.1 |
체적일정의 조건과 인발공정에서 성립하는 을 조합하면 가 성립한다. 이 관계식을 식 (1)에 대입하면 다음과 같은 식 (2)가 도출된다.
여기서 이므로 A0와 A값을 각각 대입하여 구하면 인발공정에 따른 상당변형량을 구할 수 있다. 여기서 A0와 A는 각각 인발 전과 후의 알루미늄 선재의 단면적이다. Fig. 1에 인발공정에 따른 상당변형량의 크기를 나타내었다. 그림에서와 같이 초기 직경 φ12에서 최종 φ2.0까지 인발을 하게 되면 알루미늄 선재는 상당변형량이 무려 약 2.0의 강소성 변형을 받게 된다. 그리고 상당변형량이 RA = 55 %까지 완만하게 증가하다가 RA = 88 %부터는 가파르게 상승하는 경향을 나타내었다.
2.2. 특성평가
미세조직은 인발된 알루미늄합금 선재의 중앙부에서 채취하여 인발방향과 평행하게 자른 후, HClO4 : CH3CH2OH = 1 : 9 용액 속에서 용액 온도 -5 °C, 전압 20 V의 조건에서 전해 에칭 후 전계 방사형 주사전자현미경(field emission scanning electron microscope, FE-SEM, JEOL JSM-7001F) 및 전자후방 산란 회절(electron back scattering diffraction, EBSD, HITACHI SU-6600)을 사용하여 미세조직 및 집합조직을 측정하였다. 이때, 측정 면적은 300 × 200 µm, step size는 0.25 µm으로 진행하였으며, 해석은 TSL OIM Data Collection ver.3.5를 이용하였다. 기계적 특성은 상온에서의 경도시험 및 인장시험으로 평가하였다. 경도시험은 마이크로 비커스 경도계를 이용하여 하중 0.05 kgf, 압입시간 10 s의 조건에서 인발방향에 평행하게 자른 시편의 단면으로부터 지름 방향으로 이동하며 측정하였다. 인장시험은 인발된 알루미늄 선재를 250 mm로 잘라 표점거리 150 mm로 설정하여 만능시험기를 사용하여 상온에서 10-3 s-1의 일정한 변형률 속도로 파단이 일어날 때까지 진행하였다.
전기적 특성은 선재의 100 mm거리의 두 점에서 전기저항을 측정하여 아래의 식 (3)을 이용하여 비저항을 계산한 후 식 (4)를 이용하여 전기전도도의 단위인 %IACS로 환산하였다.8)
여기서 ρ는 비저항, R은 전기저항, A는 시편의 단면적, L은 시편의 측정 길이를 나타낸다.
3. 결과 및 고찰
3.1. 미세조직(Microstructure)
Fig. 2에 알루미늄합금 선재의 인발가공에 따른 미세조직의 변화를 SEM/EBSD 측정결과로 나타내었다. 여기서 RD map, DD map, GB map은 각각 radial direction map, drawing direction map, grain-boundary map을 나타낸 것이다. 그림에서와 같이, 인발 전 시편은 등축 결정립으로 구성된 전형적인 재결정조직(recrystallization structure)을 나타낸다. 그러나 GB map을 통해 15° 이상의 고경각입계(high angle grain boundaries, HAGB)의 분율이 43 %에 불과한 것을 볼 때 전위 및 아결정립 등의 가공조직도 여전히 잔존하고 있음을 알 수 있다. 특히, GB map에서 화살표로 나타낸 바와 같이 HAGB로 둘러싸인 조대한 결정립 내부에 미세한 아결정립이 많이 존재하고 있으며 이것은 RD 및 DD maps에서도 명확히 관찰된다. RA = 30, 55 % 시편은 결정립이 인발방향으로 연신된 가공조직(deformation structure)을 나타내지만 부분적으로 화살표로 표시한 것과 같은 조대한 결정립들이 관찰된다. 이런 조대 결정립들은 인발 전 화살표로 표시한 결정립들이 인발방향으로 연신되어 나타난 것이라 여겨진다. 또한 GB map을 통해 15°이하의 저경각입계의 분율이 약 80 %로 크게 증가한 것이 확인되었다. RA = 80, 97 % 시편들은 더욱 가혹한 인발가공에 의해 가공조직의 정도가 더 한층 증대되어 대부분의 결정립들이 더욱 크게 인발 방향으로 연신되어 있으며 결정립 두께도 비교적 크게 감소한 것이 뚜렷이 관찰된다. 이런 미세조직의 변화는 인발가공에 의해 도입된 상당변형량의 크기 변화(Fig. 1)와 잘 대응한다 할 수 있다.
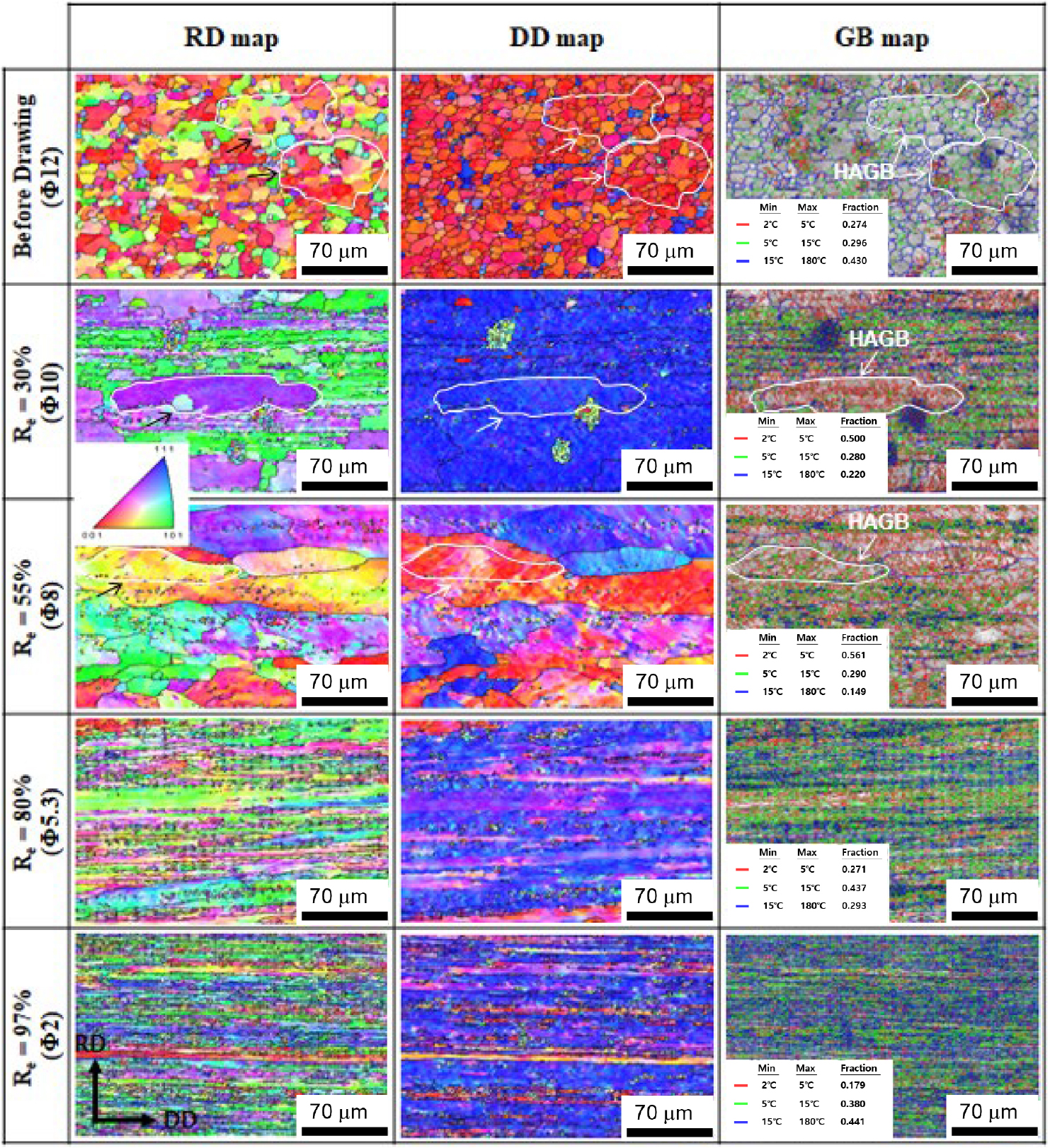
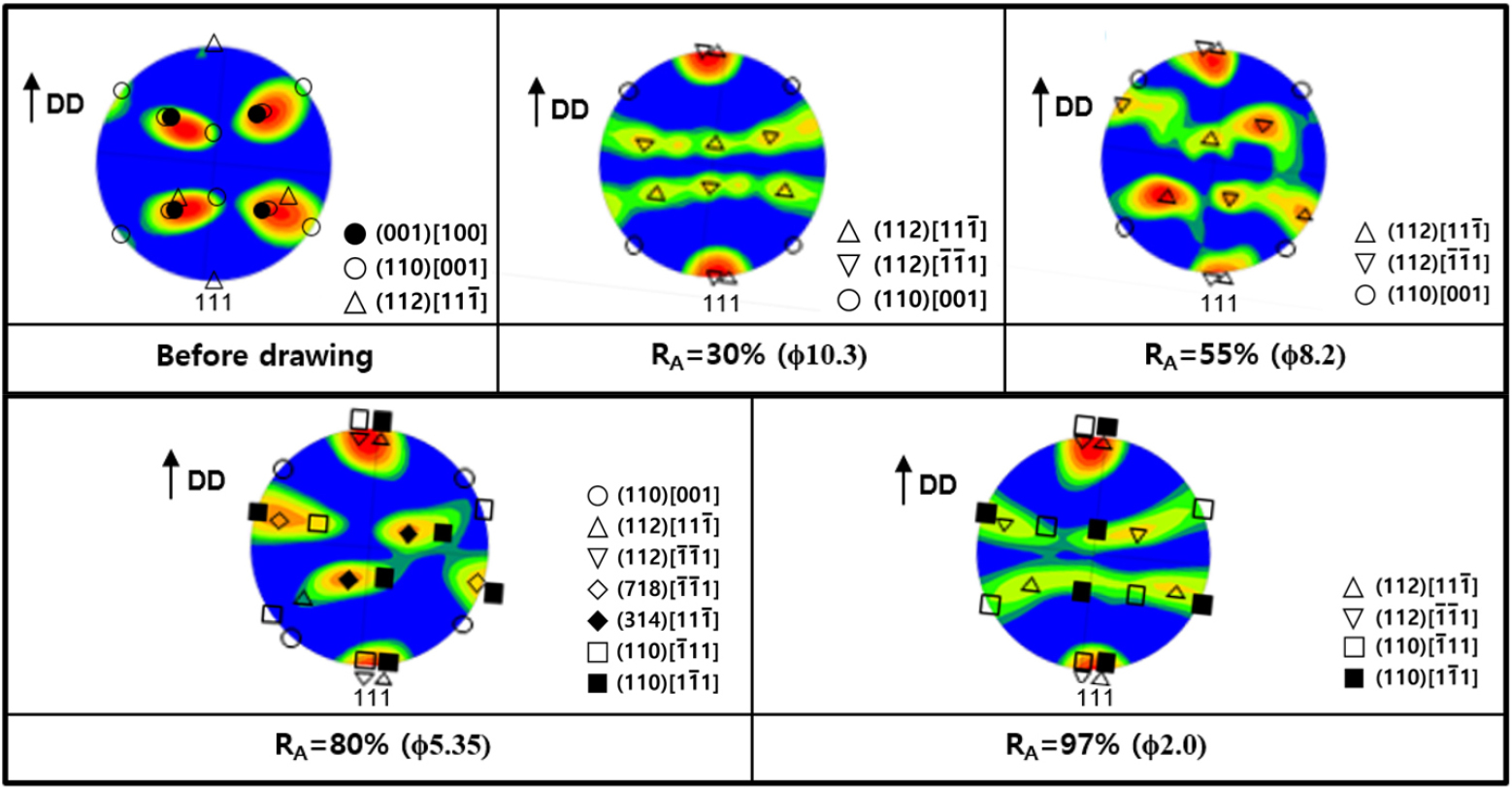
Fig. 3에 인발 전 출발재료와 인발재료의 {111} Pole Figures를 나타내었다. 출발재료는 {100}<001>성분이 강하게 발달한 재결정 집합조직을 나타내었으나, 인발재료의 경우 {112}<111>과 {110}<111>성분과 같은 인발가공 시 나타나는 대표적인 가공 집합조직인 섬유집합조직(fiber texture)9)이 주로 발달하였다. 이것은 Fig. 2의 SEM/EBSD측정을 통해 얻은 가공조직과 잘 대응한다.
3.2. 기계적 성질(Mechanical properties)
Fig. 4에 알루미늄합금 선재의 인발가공에 따른 직경 방향으로의 경도변화 분포[Fig. 4(a)]와 평균 경도의 변화[Fig. 4(b)]를 나타내었다. 그림에서와 같이 인발 전에는 평균경도가 25 Hv로 지름방향으로 매우 균일한 경도분포를 나타낸다. RA = 30 %로 인발가공하면, 경도가 크게 증가하여 평균 경도가 33 Hv를 나타내었으며, 직경 방향으로의 경도의 균일성은 다소 감소하였다. 또한 RA = 55 %, 88 %로 증가함에 따라 경도가 증가하였으나 그 증가량은 그리 크지 않았다. 그러나 RA = 97 %로 단면감소율을 증가시키면 다시 경도의 증가 폭이 크게 증가하여 평균경도 49 Hv를 나타내었다.
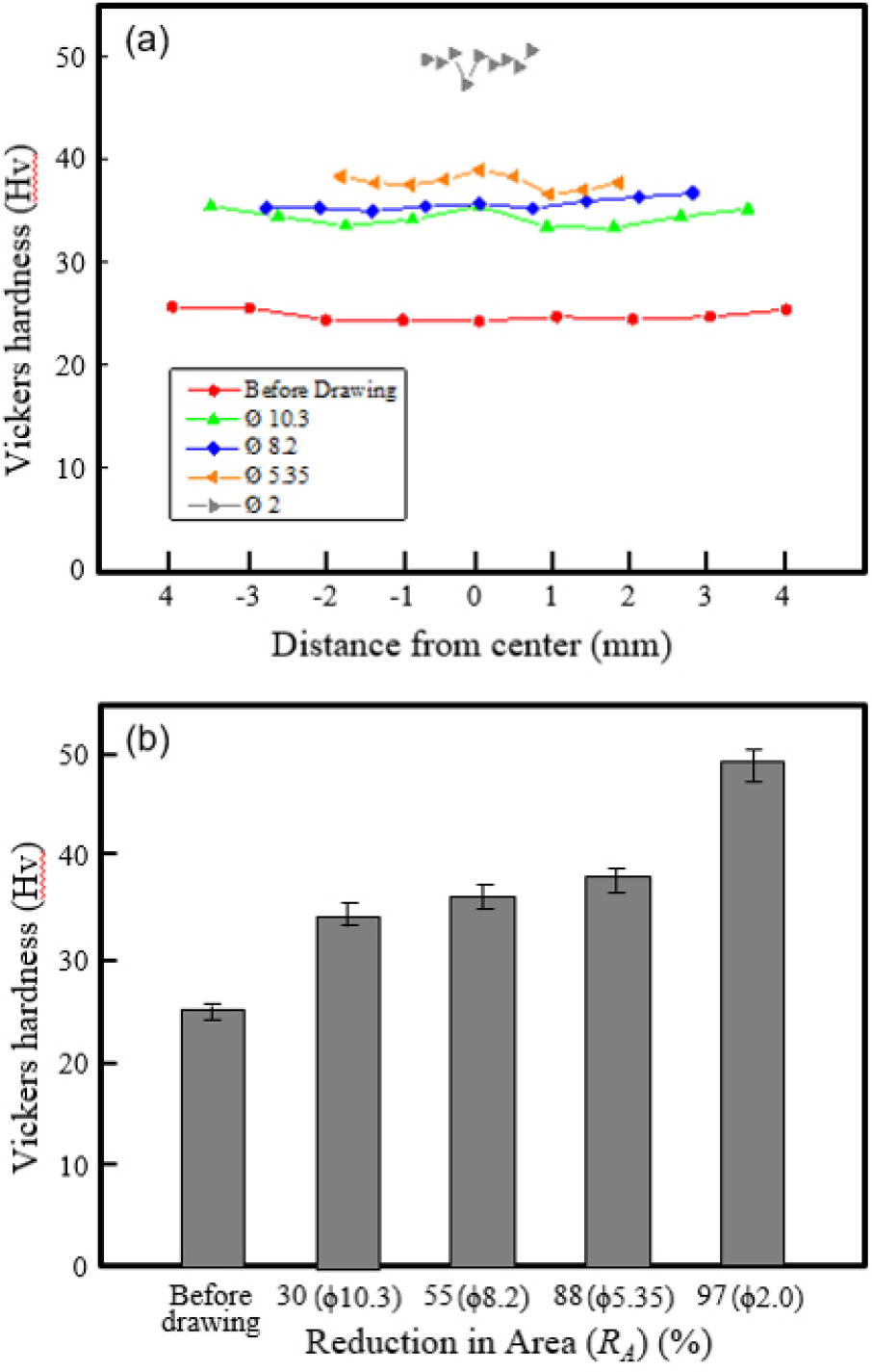
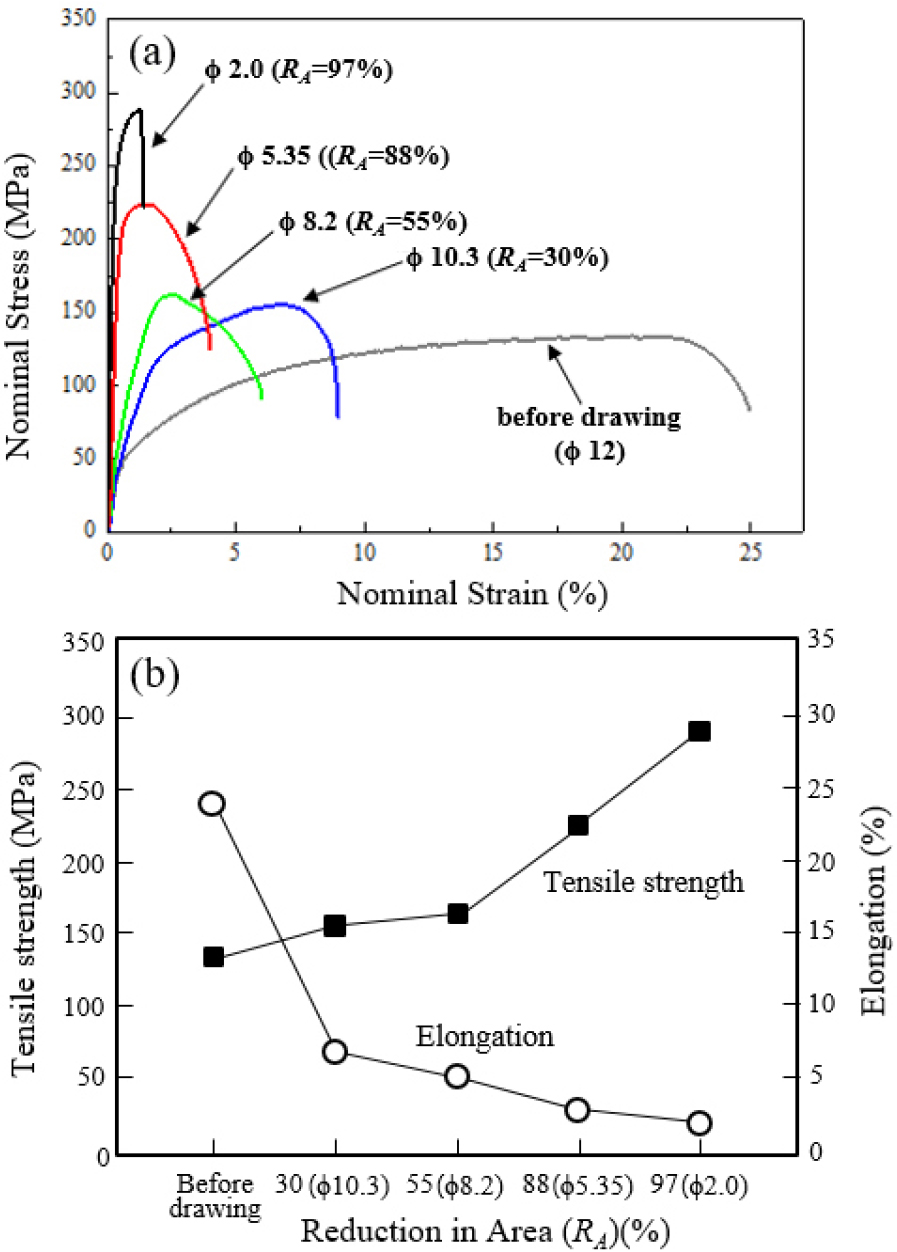
Fig. 5는 인발가공에 따른 알루미늄합금 선재의 Nominal stress-Nominal strain (S-S) 곡선[Fig. 5(a)] 및 기계적 특성[Fig. 5(b)] 변화를 나타낸 것이다. 그림과 같이, 인발가공 전 알루미늄 선재는 어닐링된 상태이므로 인장강도가 132 MPa의 비교적 낮은 값을 나타내고 있으나 연신율은 24 %로 큰 값을 나타내었다. 그러나 RA = 30, 55, 88, 97 %로 증가함에 따라 각각 162, 164, 225, 288 MPa로 크게 증가하는 반면 연신율은 7, 5, 3, 2 %로 크게 감소하였다. 즉, 인장강도는 RA = 97 %에서 최대값인 288 MPa를 나타내었으며, 이 값은 인발 전 재료에 비해 2.2배에 해당한다. 또한 연신율에서 특징적인 것은 인발 전 시편과 RA = 30 % 시편은 균일연신(uniform elongation)에 의한 가공경화량이 큰 반면, RA = 55 % 이상 시편에서는 가공경화량이 적으며 균일연신보다 국부연신율(local elongation)이 큰 s-s곡선을 나타낸다는 점이다. 이것은 RA = 55 % 이상에서는 상당변형량() 0.48 이상의 강소성 가공에 의해 전위밀도가 크게 증가한 것에 기인한다고 판단된다.
3.3. 전기적 성질(Electrical properties)
Fig. 6은 알루미늄선재의 인발가공에 따른 전기전도도의 변화를 나타낸 것이다. 인발 전 알루미늄 선재의 전기전도도는 59.4 %IACS였으나 RA가 증가함에 따라 점진적으로 감소하여 RA = 97 %에서는 56.6 %IACS를 나타내었다.
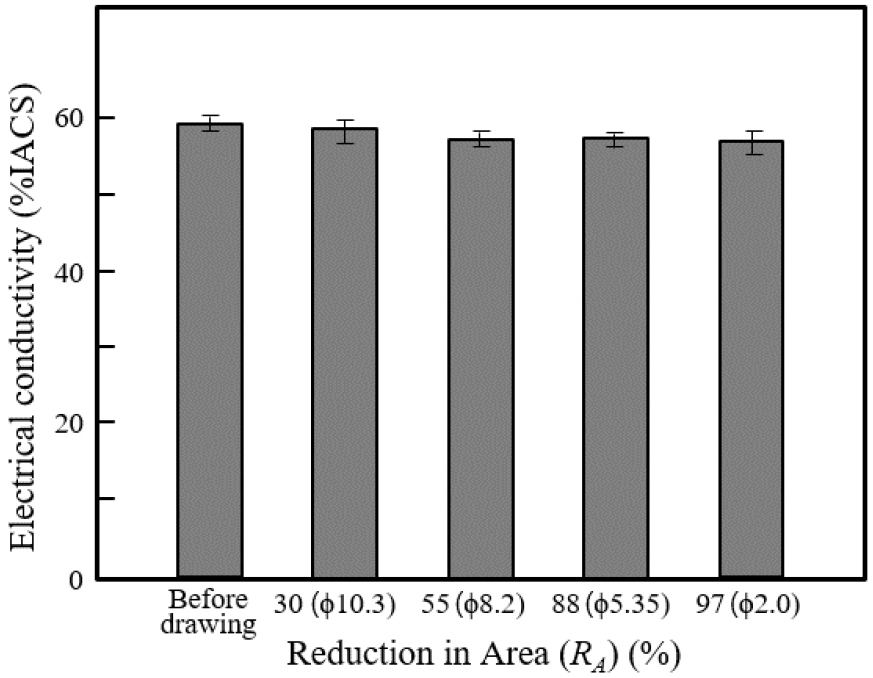
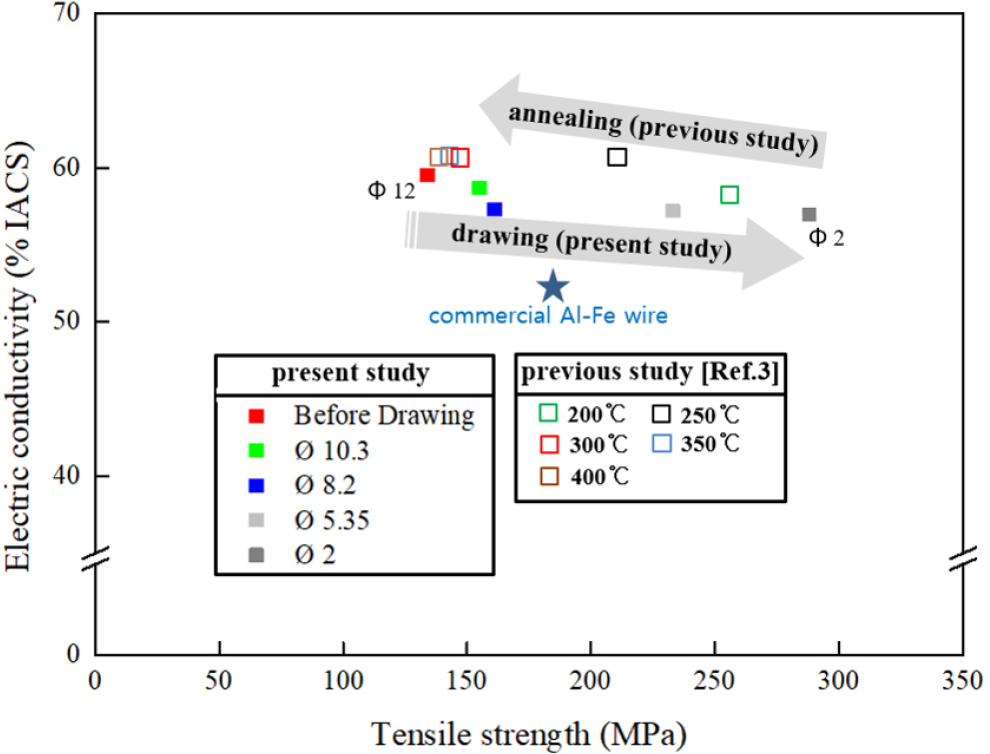
Fig. 7에 인발가공에 따른 알루미늄합금 선재의 인장강도와 전기전도도의 관계도를 나타내었다. 비교를 위하여 지난 연구에서 얻어진 어닐링재의 결과와 상업용 Al-Fe계 선재의 값도 함께 나타내었다. 그림에서와 같이 RA가 증가함에 따라 전기전도도는 점진적으로 감소하나 인장강도는 크게 증가하는 경향을 나타내었다. 이것은 지난 연구의 결과와 정반대의 경향을 나타내는 것으로, 상온 인발가공을 하면 가공경화에 의해 강도가 증가하고 전기전도도가 감소하는 일반적인 특성을 모순 없이 잘 나타내는 결과라 할 수 있다. 또한, 본 연구에서 진행한 모든 조건에서 새롭게 개발한 알루미늄합금 전선의 전기전도도가 기존의 상업용 Al-Fe계 선재에 비해 월등히 높다는 것은 매우 고무적인 결과라 할 수 있다.
4. 결 론
새롭게 개발된 알루미늄합금 선재의 인발가공에 따른 미세조직, 기계적 성질 및 전기전도도 특성을 조사하여 다음과 같은 결론을 얻었다.
(1) 인발된 알루미늄합금 선재는 결정립이 인발방향으로 연신된 가공조직을 나타내었으며, 그 정도는 RA = 80 % 이상에서 특히 강하게 나타났다.
(2) 알루미늄합금 선재의 출발재료는 {100}<001>성분이 강하게 발달한 재결정 집합조직을 나타내었으나, 인발가공 후는 {112}<111>과 {110}<111>성분과 같은 대표적인 섬유집합조직(fiber texture)을 나타내었다.
(3) 경도는 RA가 증가함에 따라 증가하는 경향을 나타내었으나 증가 폭은 단면감소율의 증가에 따라 차이가 있었으며 RA를 87 %에서 97 %로 증가시킬 때 가장 큰 폭의 경도 증가가 나타났다.
(4) 인발가공 전 알루미늄합금 선재의 인장강도는 132 MPa의 비교적 낮은 값을 나타내었으나, RA가 증가할수록 증가하여 RA = 97 % 후에는 288 MPa로 출발재료 대비 약 2.2배 증가하였다.
(5) 알루미늄합금 선재의 전기전도도는 인발 전에 59.4 %IACS였으나 RA가 증가함에 따라 점진적으로 감소하여 RA = 97 %에서는 56.6 %IACS가 되었다.
