

1.서 론
자동차 및 전기 전자 분야 등에서 사용되고 있는 전 자부품소자는 경량화, 고집적화, 다기능화가 추구되고 있 고, 전기자동차의 수요증가에 따른 고성능 배터리의 중 요성이 증가함에 따라 소자와 배터리에서 발생되는 열 의 발생 또한 비례하여 증가하여 발생된 열은 소자와 배 터리의 수명을 단축시키거나 오작동을 일으키는 주요 원 인으로 작용하고 있다. 그러므로 발생된 열은 시스템 내 에 오래 머무르지 않고 신속하게 외부로 방출되어야 하 는데 이를 위해 히트 싱크(heat sink) 또는 히트 스프레 더(heat spreader)가 사용된다.1-4)
히트 싱크와 히트 스프레더를 금속이나 세라믹과 같은 단일 재료만으로 제작할 때 높은 열전도도와 낮은 열팽 창계수를 동시에 만족하는 데에 한계가 있어 최근에는 금속 혹은 세라믹 기지에 제 2상의 강화상을 첨가한 복 합재료가 주목 받고 있다. 일반적으로 세라믹 보다는 금 속의 열전도도가 높기 때문에 복합재료의 기지용 재료 로서 금속이주로 사용되고 있으며 그 중에서 알루미늄 (210 Wm-1K-1), 구리(398 Wm-1K-1)가 많이 사용되고 있다.5-7) 한편 강화상으로는 높은 열전도도와 낮은 열팽 창계수를 동시에 갖는 탄소나노튜브(CNT), 탄소나노섬유 (CNF), 그래핀, 그라파이트 등과 같은 탄소소재가 많은 관심을 받고 있다.8-12) 특히 탄소소재는 0에 가까운 매 우 낮은 열팽창 계수를 갖고 있는 장점이 있는데, 히트 싱크 혹은 히트 스프레더와 전자소자와의 열팽창계수 차 이가 클 경우 열팽창 계수 차이에 의한 열응력 증가로 인해 전자소자가 파괴될 수 있어 히트 싱크 혹은 히트 스프레더 적용 시 히트 싱크 혹은 히트 스프레더의 열 팽창계수를 전자소자의 열팽창계수 크기로 감소시키는 것 이 매우 중요하다.
CNT, CNF, 그래핀과 같은 나노 크기를 갖는 탄소소 재들은 이론적으로 매우 높은 열전도도와 매우 낮은 열 팽창계수를 갖는 것으로 알려져 있지만 가격이 매우 비 싸고 실제 CNT, CNF, 그래핀과 같은 탄소나노소재가 첨 가된 금속기지 복합재료 제조 시 이론과는 달리 탄소나 노소재의 첨가에 따라 오히려 열전도도가 저하하는 문 제가 발생한다.13,14) 또한 강화상의 첨가에 의해 뚜렷한 열전도도 증가와 열팽창계수 감소효과를 얻기 위해서는 강화상의 부피분율이 최소 10% 이상 첨가되어야 하는 데 탄소나노소재들은 첨가되는 분율이 증가할수록 뭉침 현상이 더욱 심각해지는 경향이 있다.15-17) 이러한 문제 점은 다량의 나노분말들이 첨가될 때 금속기지 내 나노 분말들의 배열 및 분산성 저하에 의한 강화상의 뭉침현 상 때문인 것으로 밝혀졌으며 많은 연구자들이 이러한 뭉침현상을 해소하기 위해 노력하고 있다.18) 한편 탄소단 섬유(chopped carbon fiber, CF)는 CNT, CNF에 비하여 가격이 저렴할 뿐만 아니라 직경이 크며 장섬유보다 길 이가 짧아 탄소나노소재들보다 상대적으로 분산이 용이하 므로 탄소나노소재들에서 발생되는 뭉침현상 없이 부피분 율을 증가시킬 수 있어 효과적으로 열전도도를 향상시키 고 열팽창계수를 줄일 수 있는 장점을 가지고 있다.19)
금속기지의 복합재료를 제조하는 방법으로 크게 액상 법20)과 분말야금법21)이 있다. 액상법은 액상의 금속에 강 화상인 탄소소재를 첨가하여 주조하는 방법이며, 분말야 금법은 금속분말과 탄소소재분말을 혼합한 후 성형 및 소결하는 방법이다. 액상법으로 복합재료를 제조할 시 액 상의 기지금속과 고상의 탄소소재의 큰 비중차이에 의 해 강화상의 균일분산이 어려운 단점이 있고, 분말야금 법을 사용할 경우 기지금속과 탄소소재의 비중차이를 고 려하지 않아도 되지만 탄소소재 분말들 사이의 반데르 발스인력에 의해 금속분말과 탄소소재분말 혼합 시 탄 소소재 분말들의 뭉침현상이 발생하는 단점이 있다. 이 러한 문제점을 해결하기 위해 본 연구팀에서는 무전해 도금법을 이용하여 탄소소재 분말들 표면에 구리를 코 팅한 후 구리가 코팅된 탄소소재분말을 분말야금법을 이 용하여 성형 및 소결하는 방법을 시도하였으며 이미 이 방법으로 제조된 복합재료가 다른 방법들에 비하여 우 수한 특성을 나타냄을 확인한 바 있다.22)
따라서 본 연구에서는 구리기지에 가격이 저렴하며 분 산이 용이한 탄소단섬유를 강화상으로 첨가하여 CF/Cu 복합재료를 제조하였으며, 탄소단섬유의 분율과 배열방향 에 따른 열전도도와 열팽창계수의 변화를 고찰하였다. 먼 저 무전해도금법을 이용하여 탄소단섬유 표면에 구리를 코팅함으로써 구리가 코팅된 탄소단섬유 복합분말을 제 조한 후 핫프레싱(hot pressing)을 이용하여 복합재료를 제조하였다. 이 때 복합재료 내 강화상인 탄소단섬유의 분율은 탄소섬유 표면에 코팅되는 구리 두께의 제어를 통해 변화됨으로써 탄소섬유의 분율제어를 위한 순수 구 리분말의 추가적인 첨가는 없었다. 제조된 복합재료를 핫 프레싱 방향에 대해 평행한 방향과 수직한 방향으로 절 단한 후 각 방향에서의 미세조직과 열전도도 및 열팽창 계수가 분석되었다.
2. 실험방법
2.1. CF/Cu 복합분말 제조
2.1.1. 산처리
본 연구에서 강화재로 사용된 CF는 Nippon Graphite Fiber사로부터 구입한 열적특성이 우수한 pitch계열 섬유 로서 직경과 길이가 각각 10 μm, 6 mm이었고 Table 1 은 그 밖의 열적특성을 보여준다. 본 연구에서는 CF의 분산성을 향상시키기 위한 한 방법으로 CF의 길이를 3 mm로 자름으로써 CF의 종횡비(aspect ratio)를 줄여서 사 용하였다. CF표면에 구리를 무전해도금법하기 이전에 CF 표면의 불순물을 제거하기 위해 산처리를 진행하였다. 산 처리는 황산과 질산을 3:1의 비율로 섞은 용액 내에 CF 분말을 넣고 초음파조사 하에서 2시간동안 수행되었다. 산처리 중 용액의 온도증가를 억제하기 위해 초음파를 30분 조사한 후 10분 멈추고 다시 초음파를 조사하는 과 정을 반복하였다. 산처리된 CF는 증류수를 이용하여 세 척된 후 70 °C의 진공오븐에서 1시간동안 건조되었다.

2.1.2. 무전해도금
산처리된 CF의 표면에 구리를 무전해도금 함으로써 CF/Cu 복합분말을 제조하였다. 무전해도금은 일반적으 로 도금공정 이전에 민감화처리와 활성화처리와 같은 전 처리공정을 거친다. 먼저 민감화처리는 증류수에 SnCl2 (10 g/L)와 HCl (40 mL/L)를 첨가한 용액을 제조하여 진행되었으며, 활성화처리는 증류수에 PdCl2 (0.5 g/L) 와 HCl (10 mL/L)를 첨가한 용액을 제조하여 진행되었 다. 무전해도금과정은 증류수에 CuSO45H2O (10 g/L), NaKC4H4O44H2O (50 g/L), HCHO (15 mL/L)를 첨가하 여 도금용액을 제조하였으며 NaOH를 사용하여 도금용 액의 pH를 12.5-13.0으로 맞추고 용액의 온도는 핫플레 이트를 이용하여 35 °C로 유지하였다. 전처리 과정을 포 함한 무전해 도금의 전반적인 과정을 식 (1), (2), (3)에 나타내었다. 구리가 무전해도금된 CF는 증류수 및 에탄 올을 이용하여 세척되었으며 여과지를 이용하여 필터링 한 후 70 °C의 진공오븐에서 약 2시간동안 건조되었다.
2.2. CF/Cu 복합재료 제작
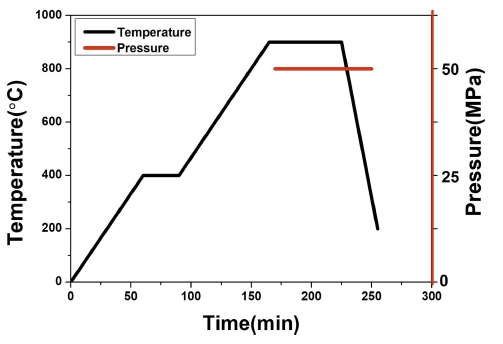
무전해도금법을 이용하여 제조된 CF/Cu 복합분말을 핫 프레싱함으로써 CF/Cu 복합재료를 제조하였다. Fig. 1 은 핫프레싱을 이용하여 복합재료를 제조하는 공정조건 으로서 온도와 성형압력의 변화를 보여준다. 핫프레스의 진공챔버 안에 CF/Cu 복합분말이 장입된 몰드를 장착 하고 챔버 내 진공을 10-3 torr까지 뽑아준다. 챔버의 진 공도가 10-3 torr에 도달한 후 챔버의 온도를 900 °C까지 6.6 °C/min의 속도로 승온하였다. 승온되는 동안 분말에 포함된 불순물을 제거하기 위하여 400 °C에서 30분 동 안 등온 유지한 후 다시 가열하였다. 진공챔버의 온도 가 900 °C에 도달 하였을 때 CF/Cu 복합분말은 50MPa 의 압력에서 일축으로 1시간 동안 압축되었고 압축력은 진공챔버가 200 °C로 냉각될 때까지 유지되었다. 이와 같 은 방법으로 직경이 17mm, 높이가 14mm인 CF/Cu 복 합재료 시편이 제조되었다.
2.3. 특성 분석
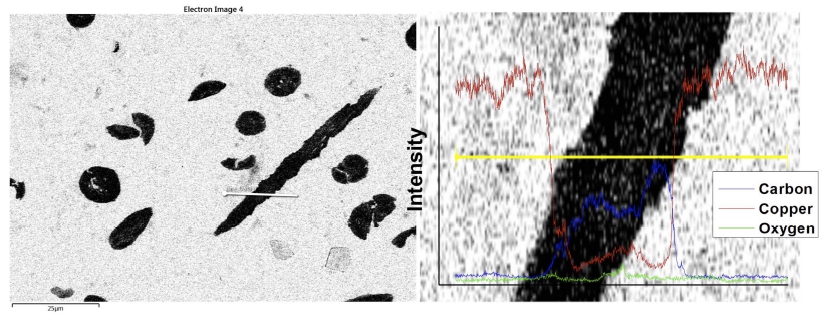
제조된 CF/Cu 복합재료의 부피분율과 CF의 배열에 따 른 미세조직의 변화는 주사전자현미경(FE-SEM, Scanning Electron Microscopy, Merlin Compact, Carl Zeiss)을 이용하여 분석되었다. 복합재료의 열전도도를 향상시키기 위해서는 강화상(CF)과 기지상(Cu) 사이의 계면에 산화 물과 같은 반응생성물이 존재하지 않아야 되므로 복합재 료 제조과정 중에 산소 혹은 용액(전처리 용액, 무전해 도금 용액)과의 반응에 의해 반응생성물의 생성 여부를 확인하기 위해 에너지분산분광법(EDS, energy dispersive spectroscopy, Merlin Compact, Carl Zeiss)을 이용하여 분석되었다. 산처리가 CF 표면의 화학결합에 미치는 영 향을 알아보기 위해 산처리 전, 후 CF의 표면을 X선 광전자분광법(XPS, X-ray photoelectron spectroscopy, Thermo (K-alpha+), Thermo Fisher Scientific)을 이용 하여 분석하였다. 제조된 CF/Cu 복합재료의 밀도는 아 르키메데스법을 이용하여 측정되었으며, 구리와 CF의 밀 도를 각각 8 .96 g/c m3, 1.93 g/cm3로 적용하여 계산된 이 론적 밀도와 비교하여 상대밀도를 계산하였다. 복합재료 의 열전도도는 12.7 mm ´ 12.7 mm ´ 2 mm의 디스크 형 태로 가공한 시편을 이용하여 레이저플래쉬법(laser flash method, LF447 NanoFlash, NETZSCH)으로 25 °C부터 300 °C까지 측정되었으며, 이때 비열은 시차주사열량측 정법(DSC, differential scanning calorimeter, DSC8000, Perkin Elmer)을 이용하여 측정되었다. 열팽창계수는 6 mm ´ 6 mm´ 4 mm의 원기둥 형태로 가공한 시편을 이 용하여 열팽창분석법(TMA, thermomechanical analysis, Q400, TA Instruments)을 이용하여 25 °C부터 300 °C까 지 5 °C/min의 승온속도로 아르곤 분위기에서 측정되었다.
3. 결과 및 고찰
3.1. 무전해도금에 미치는 산처리의 영향
CF의 산처리가 CF표면의 구리 무전해도금에 미치는 영향을 알아보기 위해 산처리 전, 후의 CF표면을 SEM 과 XPS를 이용하여 분석하였으며 그 결과를 Fig. 2에 나타내었다. Fig. 2(a), (b)에서 알 수 있는 바와 같이 산처리 후 CF의 직경이 다소 감소함을 보이고 있는데 이 결과로부터 산처리에 의해 CF 표면의 탄소결합이 끊어졌음을 알 수 있었다. Fig. 2(e), (f)는 산처리 전, 후 CF의 표면에서 얻은 XPS 스펙트럼을 보여주며 스 펙트럼으로부터 구한 각 결합들의 상대적인 분율을 Table 2에 나타내었다. Fig. 2(e), (f)과 Table 2에서 알 수 있는 바와 같이 산처리 함에 의해 C-C결합이 감소하고 C-O결합과 –COOH- 결합이 증가함을 알 수 있었다. 이 결과로부터 산처리에 의해 CF표면에서 C-C결합이 끊어지고 새로운 기능기들이 생성되었음을 확 인할 수 있었다.
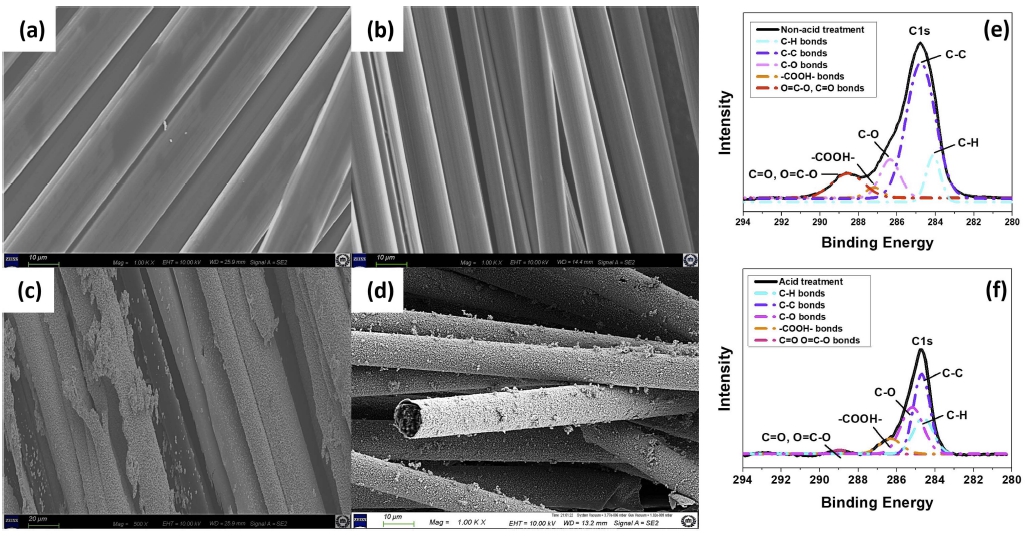
Fig. 2
SEM images of raw chopped CF (a), acid-treated CF (b), Cu-coated raw CF (c), and Cu-coated acid-treated CF (d) and XPS spectra of the raw CF (e) and acid-treated CF.

Fig. 2(c), (d)는 각각 산처리 된 CF와 산처리 되지 않 은 CF의 표면에 무전해도금에 의해 구리가 코팅된 CF 의 표면을 보여준다. 그림에서 알 수 있는 바와 같이 산 처리되지 않은 CF의 경우 구리도금층이 일부 박리되었 는데 반하여 산처리된 CF의 경우 구리도금층이 박리되 지 않고 양호하게 코팅되었음을 알 수 있었다. 이 결과 는 Shin 등20)의 연구결과에서도 지적한 바와 같이 산처 리가 CF 표면의 C-C결합을 끊어주어 표면적을 늘리고 무전해도금 시 구리 이온의 환원에 도움을 주는 여러 기 능기들을 생성시켰기 때문으로 사료된다.
3.2. CF/Cu 복합분말 및 복합재료의 미세구조
본 연구에서는 구리기지에 강화상으로 첨가되는 CF의 부피분율에 따른 CF/Cu 복합재료의 열적특성을 고찰하 기 위해 CF의 부피분율을 5, 10, 15, 20 %로 변화시켰 으며 각 부피분율의 복합재료를 제작하기 위해 제조된 CF/Cu 복합분말의 이미지를 Fig. 3에 나타내었다. 그림 에서 알 수 있는 바와 같이 CF표면에 구리가 양호하게 코팅되었음을 확인할 수 있었다. 본 연구에서는 복합재 료를 만들기 위해 추가적인 순수 구리분말을 첨가하지 않았기 때문에 그림에서 알 수 있는 바와 같이 CF의 부 피분율이 증가함에 따라 CF표면에 도금되는 구리층의 두 께가 감소하게 된다.
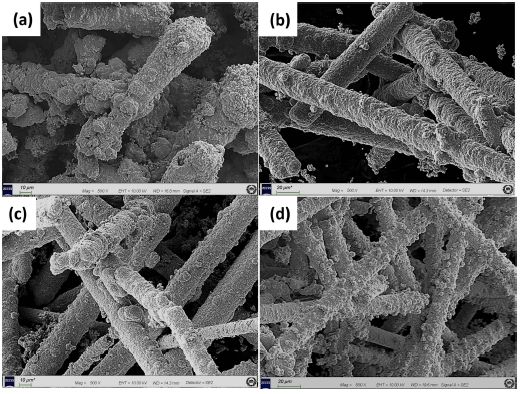
Fig. 3
SEM images of the Cu-coated CF particles with different CF volume contents of 5 % (a), 10% (b), 15 % (c), and 20 % (d).
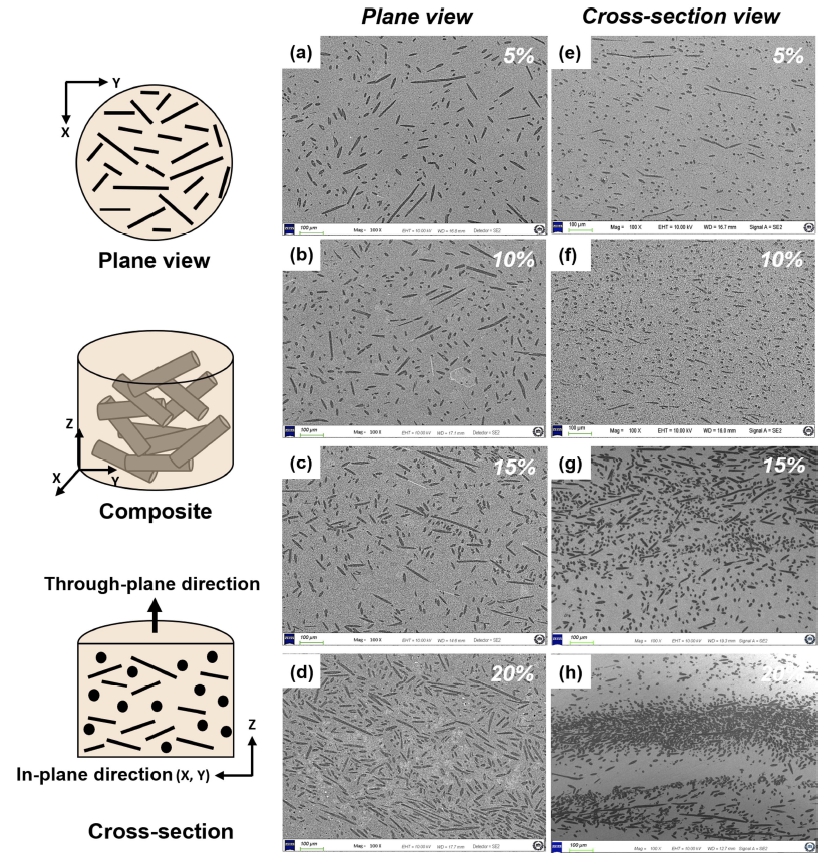
Fig. 4는 핫프레싱에 의해 제조된 CF/Cu복합재료의 미 세조직을 보여주는 SEM이미지이다. 핫프레싱은 수직방 향의 힘에 의해 작동되므로 큰 이방성을 갖는 CF는 일 반적으로 핫프레싱 방향에 대해 수직한 방향으로 배열 되기 쉽다. 따라서 구리기지 내 CF의 배향성을 분석하 기 위해 Fig. 4에 도식화한 것과 같이 핫프레싱 방향에 수직한 면(plane view)과 평행한 면(cross-section view) 을 구분하여 관찰하였다. 또한 핫프레싱 방향(Z축)을 through-plane 방향으로, 핫프레싱 방향에 수직한 방향 (X, Y축)을 in-plane방향으로 명명하였다. CF의 부피분율 이 5, 10%로 적은 경우 [Fig. 4(a), (b), (e), (f)] CF들 이 뭉침없이 양호하게 구리기지 내에 분산된 반면 부피 분율이 15, 20 %로 많은 경우 [Fig. 4(c), (d), (g), (h)] CF들의 뭉침현상이 발생하였으며 특히 20 %인 경우 뭉 침현상이 심하게 나타났다. 많은 연구자들의 보고에 따 르면 CNT, CNF와 같은 탄소나노분말의 경우 부피분율 이 5 %인 경우에도 뭉침현상이 심하게 나타났지만,14-17) 본 연구에서는 10% 첨가할 때 까지는 양호한 CF의 분 산상태를 얻었기 때문에 탄소나노분말에 비해 CF의 분 산성이 양호함을 알 수 있었다. 하지만 CF의 분율이 15 % 이상으로 증가함에 따라 CF의 분산성은 열악해짐을 알 수 있었다. 또한 Fig. 4의 cross-section view에서 알 수 있는 것과 같이 CF의 부피분율이 작은 경우(5, 10 %) in-plane 방향으로 CF의 배향성이 우수한 반면, 부 피분율이 많은 경우(15, 20 %) in-plane 방향으로 CF의 배향성이 좋지 않은 것을 알 수 있다. 이 결과는 CF의 부피분율이 증가함에 따라 CF표면 구리도금 시 CF의 뭉 침현상에 기인하는 것으로 사료된다. 한편 CF와 구리기 지 사이에 산화층과 같은 반응생성물의 존재여부를 확 인하기 위해 EDS를 이용하여 분석하였으며 그 결과를 Fig. 5에 나타내었다. 그림에서 알 수 있는 바와 같이 CF와 구리기지 사이에 산화층은 존재하지 않는 것으로 확인되었다.
3.3. CF/Cu 복합재료의 열적 특성
3.3.1. CF/Cu 복합재료의 열전도도
CF의 부피분율과 배열방향에 따른 CF/Cu 복합재료의 열전도도 변화를 고찰하기 위해 먼저 ROM (rule of mixture),24) Maxwell-Eucken Model,25) EMT (effective medium theory)26-28)를 이용하여 복합재료의 열전도도를 이론적으로 계산하였으며 Fig. 6에 각 모델의 차이를 나 타내었다. ROM모델은 가장 간단한 형태의 이론식으로 강화재와 기지사이의 상호작용을 고려하지 않고 복합재 료를 이루는 재료의 열전도도와 부피분율만을 고려한 모 델이다. 이는 아래의 식 (4)로 나타낼 수 있으며, 식 (4) 에서 K , V, c , m, r은 각각 열전도도, 부피분율, 복합재 료, 기지상, 강화상을 의미한다.
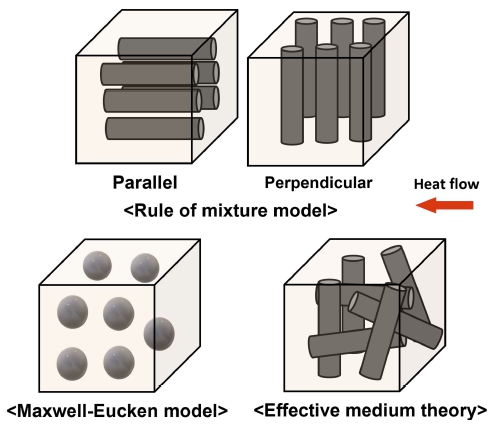
Maxwell-Eucken Model은 무한히 연속적인 기지 내에 구형의 강화재 입자가 분산되어 있는 복합재료의 열전 도도를 예측하기 위해 제안된 이론으로 기지와 강화재 의 상호작용은 없다고 가정하고 열저항은 고려되지 않 는 모델이며 아래의 식 (5)로 나타낼 수 있다.
EMT 모델은 복합재료를 이루고 있는 기지와 강화재 가 서로 무질서하게 배열되어 있다는 가정 하에 복합재 료 내에 서로 다른 연속된 상이 이루는 계면에서의 기 계적, 화학적 결합 부재는 열전달을 방해하며 이는 실 제 복합재료의 열전도도 저하에 미치는 영향이 매우 클 수 있음을 고려한 모델이며 아래의 식(6)으로 나타낼 수 있다.
위의 3가지 모델로 계산된 열전도도의 변화를 Fig. 7(a)에 나타내었으며 실제 측정한 결과와 비교되었다. 제 조된 CF/Cu 복합재료 시편을 이용하여 각 부피분율에 대 한in-plane 방향과 through-plane 방향에서의 열전도도를 측정하였고 그 결과를 Table 3과 Fig. 7에 나타내었다. 이 때 열전도도는 식 (7)과 같이 열확산도(α)와 비열(Cp) 밀도(ρ)에 의하여 결정되었다.
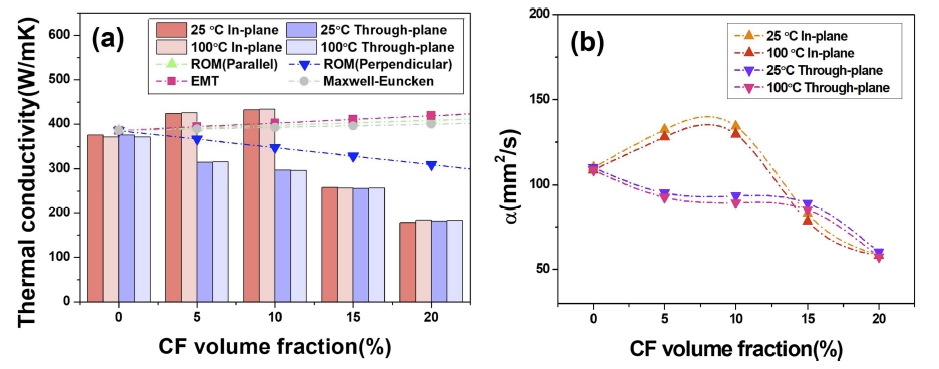
Fig. 7
(a) Variations in theoretically calculated (curved chart) and experimentally measured (bar chart) thermal conductivities according to CF volume fraction of the pure copper and the CF/Cu composites measured in in-plane and through-plane directions. (b) Variations in thermal diffusivities according to CF volume fraction of the in-plane and through-plane directions of the composites.
Table 3
Theoretical densities (ρtheo), experimental densities (ρexp), relative densities (ρrelative), thermal diffusivities (α), specific heats (Cp), and thermal conductivities (K) of CF/Cu composites measured in in-plane and through-plane directions.
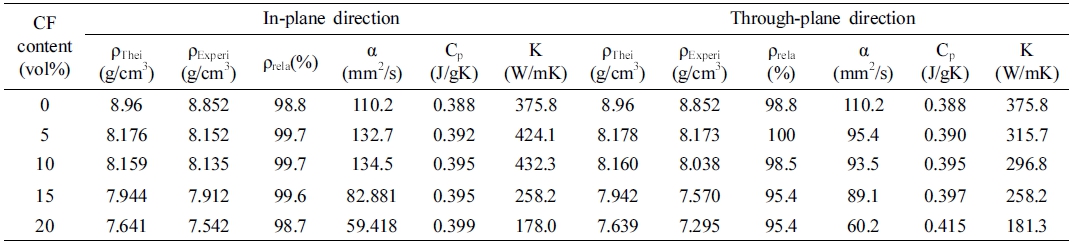 |
Table 3에서 알 수 있는 것과 같이 CF의 부피분율과 측정방향에 따른 비열과 밀도의 변화는 작은데 비하여 열확산도의 변화는 Fig. 7(b)와 같이 크게 변화함을 알 수 있다. 즉, 복합재료의 열전도도는 주로 열확산도에 의 해 결정됨을 알 수 있다.
In-plane 방향에서는 CF의 분율이 10 %까지는 CF분율 이 증가함에 따라 CF/Cu 복합재료의 열전도도가 증가함 을 보이고 15 % 이상에서는 감소하는 경향을 보인다. 이 결과는 Table 3과 Fig. 4에서 보여준 바와 같이 CF의 부피분율이 큰 경우(15, 20 %) CF의 뭉침에 의해 CF와 구리기지사이의 계면증가에 따른 phonon 산란과 같은 열 저항 증가가 열확산도를 저하시켰기 때문으로 사료된다. Through-plane 방향에서는 CF의 분율이 증가함에 따라 열전도도가 지속적으로 감소함을 알 수 있다. 이 결과 는 CF의 큰 이방성에 기인하는 것으로 CF의 장축방향 에서의 열전도도가 500 W/mK으로 구리기지에 비해 우 수한데 비해 단축방향에서는 20 W/mK로서 구리기지에 비해 작기 때문이다. 따라서 Fig. 4에서 알 수 있는 것 과 같이 CF들이 대체적으로 in-plane방향으로 배열되어 있으므로 CF의 부피분율이 증가함에 따라 through-plane 방향에서 CF/Cu복합재료의 열전도도는 감소하게 된다. 이 결과로부터 CF/Cu복합재료의 열전도도는 CF의 부피분율 은 물론 CF의 배향성에도 크게 의존함을 알 수 있었다.
한편 3개의 모델에 의해 예측된 열전도도의 변화와 실 제적으로 측정된 결과와 비교하면 Fig. 7(a)에 보여진 바 와 같이 in-plane방향에서는 CF의 부피분율이 작은 경우 (5, 10 %) 3개의 모델에 의해 계산된 결과와 비슷한 결 과를 보였으며 그 중에서 EMT모델이 가장 잘 맞는 것 을 알 수 있었다. 하지만 CF의 분율이 큰 경우(15, 20 %) 실제적으로 측정된 열전도도가 예측된 모델과 다른 결과를 보이고 있으며 이는 CF의 뭉침현상에 기인하는 것으로 사료된다.
3.3.2. CF/Cu 복합재료의 열팽창계수
열팽창계수는 온도변화에 대한 물체의 크기 변화를 의 미하며 온도가 1 °C 변화할 때 재료의 단위 기준 대비 변화를 나타낸다. 기준에 따라 선형 열팽창계수 혹은 체 적 열팽창계수 등으로 정의할 수 있는데 대부분 재료의 열팽창계수는 선형 열팽창계수를 측정함으로써 결정된다. 선형 열팽창계수는 온도 증가에 따른 1차원적인 길이변 화로서 식 (8)과 같이 나타내진다. 여기에서 α, L, T는 각각 열팽창계수, 길이, 온도를 나타낸다.
본 연구에서는 TMA를 이용하여 선형 열팽창계수를 측 정하였으며 그 결과를 Fig. 8(a)에 나타내었다. 한편 이 론적으로 열팽창계수를 예측할 수 있는 모델로 많이 사 용되는 ROM (rule of mixture)모델,29) Kerner 모델,30) Turner 모델31)을 이용하여 in-plane 방향과 through-plane 방향에서 CF의 부피분율에 따른 열팽창계수의 변화를 계 산하였으며 그 결과를 Fig. 8(b)에 나타내었다. ROM 모 델과 Kerner 모델, Turner 모델에 사용된 식은 각각 (9), (10), (11)과 같다. 여기에서 α , V, K , G, c , m, r은 각 각 열팽창계수, 부피분율, bulk modulus, shear modulus, 복합재료, 기지상, 강화상을 의미한다.
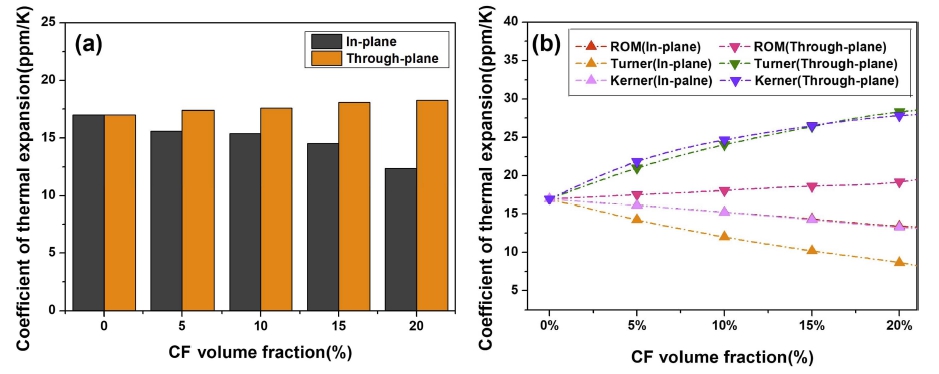
Fig. 8
Variations in coefficients of thermal expansion (CTEs) according to CF volume fraction of the CF/Cu composites measured (a) and calculated (b) in in-plane and through-plane directions.
복합재료의 열팽창계수 계산을 위해 사용된 CF의 장 축과 단축의 열팽창계수는 각각 -1.5 ppm/K, 28 ppm/K 이었다. Fig. 8(a)에서 알 수 있는 바와 같이 in-plane방 향에서는 CF의 부피분율이 증가함에 따라 열팽창계수는 감소하였으며 through-plane방향에서는 약간 증가하는 경 향을 보인다. 이 결과는 Fig. 8(b)의 계산 결과에서도 예 측할 수 있는 바와 같이 CF 장축의 열팽창계수가 기지 인 구리보다 작고 단축의 열팽창계수가 구리보다 크기 때문이며, 이러한 경향이 CF의 부피분율이 증가함에 따 라 점점 더 커지기 때문이다. 또한 Fig. 8(a), (b)의 실 제 측정값과 이론적 계산값을 비교해 보면 in-plane방향 에서는 ROM과 Kerner모델이 실제 측정값과 가장 가까 웠으며 through-plane방향에서는 ROM모델이 실제 측정 값과 가장 잘 일치함을 알 수 있다. 그러므로 CF/Cu복 합재료의 열팽창계수는 ROM모델에 의해 잘 예측될 수 있음을 알 수 있었다.
Fig. 7에서 보여준 열전도도 변화의 경우 CF의 분율 이 증가함에 따라 in-plane방향에서의 열전도도는 증가하 다 CF의 분율이 15 % 이상으로 많아지면 이론적으로 예 측된 결과와 다르게 오히려 감소하는 현상을 보였으며 이는 CF의 분율 증가에 따른 CF의 뭉침현상이 기인하 였다. 하지만 Fig. 8에서 보여준 열팽창계수 변화의 경 우 CF의 뭉침현상과 무관하게 CF의 분율이 증가함에 따 라 이론적으로 예측된 결과와 비슷하게 in-plane 방향에 서의 열팽창계수가 지속적으로 감소하는 현상을 보이는 것으로부터 열팽창계수는 열전도도에 비해 CF의 뭉침현 상에 대한 영향이 적은 것을 알 수 있었다. 또한 열전 도도와 열팽창계수가 in-plane 방향과 through-plan 방향 에서 큰 차이고 보이고 있어 CF의 배열에 따라 큰 영 향을 받고 있음을 알 수 있었으며, 열전도도와 열팽창 계수가 이론적으로 예측된 값과 다소 차이가 나는 이유 는 복합재료 내 CF가 핫프레싱 방향과 수직한 방향인 in-plane방향으로 완전하게 배열되지 않았기 때문이다.
4. 결 론
본 연구에서는 무전해도금법을 이용하여 제작한 CF/Cu 복합분말을 핫프레싱하여 CF/Cu복합재료를 제조하였으 며, 구리기지 내 CF의 분율과 배향성의 변화에 따른 복 합재료의 열전도도와 열팽창계수 변화를 고찰하였고 다 음과 같은 결론을 얻었다.
(1) CF의 표면을 산처리함으로써 무전해 구리도금층이 CF 표면에서 박리되지 않고 양호하게 코팅되었으며 이 는 산처리에 의해 CF표면의 C-C결합이 끊어지고 무전 해도금 시 구리이온의 환원에 도움을 주는 여러 기능기 들이 생성되었기 때문이다.
(2) CF/Cu 복합재료의 열전도도는 in-plane 방향에서 CF분율이 증가함에 따라 CF의 분율이 10 %까지는 증가 하였지만 15% 이상에서는 오히려 감소하였는데, 이는 CF의 분율이 클 경우 CF의 뭉침에 의한 phonon 산란 증가가 열확산도를 저하시켰기 때문이다.
(3) 열팽창계수는 CF의 부피분율이 증가함에 따라 inplane 방향에서는 감소하고 through-plane 방향에서는 약 간 증가하였는데, 이는 CF 장축의 열팽창계수가 기지인 구리보다 작고 단축의 열팽창계수는 구리보다 크기 때 문이다.
(4) 열전도도가 복합재료 내 CF의 뭉침현상에 의해 크 게 좌우되는 반면에 열팽창계수는 CF의 뭉침현상에 의 한 영향보다 CF의 배향성에 더 큰 영향을 받는다.
