

1. Introduction
The recent growth of the electronics industry has spurred progress in a variety of super-compact, ultra-light electronic devices. Furthermore, with the emergence of new social issues such as concerns for energy savings and protection of the environment, the need for new materials in science and technology fields has increased. Since the first synthesis of Au-Si binary amorphous alloys with a quenching solidification process,1-3) amorphous alloys - the so-called dream materials of the 2000s - have been the subject of numerous studies on the structure of metal amorphous materials and their physical properties.4-5) In 1980s, the planar flow casting process(PFC) was developed, and the practical use of wide-width strip amorphous alloys began. The development of bulk amorphous alloys has been largely driven by the fact that these materials provide very high specific strength, excellent wear resistance, superior corrosion resistance, and low friction coefficient compared to crystalline materials because of the erratic atomic configuration.6-9) However, since the amorphous structure is obtained through a rapid cooling process, until recently, only the commercial production of thin strips with thicknesses of 20~40 μm has been possible. Currently, no method for manufacturing bulk amorphous materials has been developed.10)
Presently, a variety of studies have been performed to develop alloys through slow cooling rather than rapid cooling for the bulk-scale production of amorphous materials. In particular, various alloy systems such as Zr-, Al-, Mg-, Fe-, and Hf-based alloys have received considerable attention. Many researchers, in particular from Japan and the United States, are developing new alloy systems that allow bulk amorphous metal to be produced through the simple input of a liquid into a Cu mold, or die casting. More recently, a great deal of attention has been paid to the Zr-Cu-Ni-Al,11) Zr-Ti-Ni-Cu-Be,12) Fe- Cr-Mo-C-B,13) and Fe-Cr-Mo-Mn-C-B-Y systems.14)
Among these, the Fe-based amorphous alloys particularly offer advantages such as resistance to oxidation and mass production in air. Furthermore, the strength of Fe-based amorphous alloys exceeds that of Zr-, Ti-, Cu-, Pd-, and Mg-based amorphous alloys, demonstrating their significant potential as bulk amorphous alloys that can be mass produced.15) On the other hand, until recently, because of the low glass-forming ability(GFA) of Fe-based amorphous alloys, relatively few studies on Fe-based alloys had been performed, as compared to Zr-, Cu- and Ni-based amorphous alloys. However, Fe-based amorphous alloys with high GFA have recently become a hot target of study, following the lead of Japanese professor Inoue and groups in the United States, and thus the possibility of developing a new amorphous alloy has increased.15-16) In this study, the effects of metalloid elements such as B, C, and P on the mechanical properties of Fe-based bulk amorphous alloys, therefore, have been investigated to develop a new Fe-based amorphous alloy with high GFA.
2. Experimental
The alloy chemistry was optimized in consideration of the thermodynamics and kinetics of every element, and then the GFA was improved by addition of metalloid elements. The alloy design was based on the following three empirical requirements: a composition of three or more elements, a large negative heat of mixing among the elements, and a 12 % or greater atom size difference among the elements to achieve an appropriate deep eutectic composition. Further, high-priced alloying elements such as Mo, B, Nb, Nd, and Y were excluded from the alloy design in this study, and cost effective systems such as the Fe-B and Fe-Nb pairs were used instead to ensure the possibility of commercial use over the current amorphous alloys if necessary. First, beginning from the Fe-Mn18-Si3-Al3 amorphous metal composition, which shows a high GFA and castability, the major alloying elements were chosen by changing the proportions of Cr and Mo in the ranges from 7 % to 9 % and 0.5 % to 2 %, respectively. The Cr8Mo0.5 compound was previously found to have the optimal GFA and mechanical properties, so subsequent alloy design was carried out by varying the amounts of metalloid elements(C, B, and P) in this alloy from 4 % to 21 %. The alloys were arc-melted in a highpurity argon gas atmosphere under a vacuum in a chamber maintained at 10−3 Torr. Each of the cast alloys was cut into 2 to 3 g pieces and placed on the Cu-hearth within the suction caster. Each piece was re-melted in an argon gas atmosphere in a 2-3 mm-diameter cylinder-shaped Cu mold, and then the liquid was sucked to create cylindershaped specimens.
Then, the phases present in the 2 mm-cylinder specimens fabricated by suction casting were identified and their amorphous behavior was characterized using an X-ray diffractometer(Rigaku) and a scanning electron microscope (JEOL, JSM-8401). The specimens were etched in a solution mixed with 5 g of picric acid, 3 cc of hydrochloric acid, and 100 cc of alcohol before the microstructure was observed. Scanning electron microscope and X-ray diffraction(XRD) analyses were performed to verify the phase analysis, and for more detailed phase analysis, a transmission electron microscope(JEOL, JEM- 2100F) analysis was carried out.
To obtain thermodynamic data for calculation of the GFA of the alloys, the Tg and Tx for each composition were measured between room temperature and 1300 °C using a differential scanning calorimeter(DSC, Jupiter 449C). The cylinder-shaped specimens were micronized as much as possible for better heat conduction, and a mass of 10 to 20 mg was put on an alumina pan and covered by a lid made with the same substance, which was then placed in the DSC for testing. Al2O3 powder was used as the standard specimen under an argon gas atmosphere at a consistent heating rate of 0.33 K/s. The crystallization temperature of amorphous materials depends on the heating rate used in the heat analysis test and on the location of the heat analysis peak, which forms a basis point. This study measured the crystallization temperature based on the onset point where the exothermal reaction started. A compressive strength test was carried out to measure the mechanical properties of each alloy using cylinder specimens with a 2 : 3 ratio of diameter (2 mm) to height(3 mm). Measurements were performed three times under a 6.4 × 10−4 s−1 strain rate using a pressure tester(Instron, 4204).
3. Results and Discussion
In this study, 18 % Mn and 3 % Al were added to increase the GFA and castability of Fe-based amorphous alloys(Fe-Mn18-Si3-Al3), together with 3 % Si. As mentioned above, the amounts of Cr and Mo in the alloys were changed from 7 % to 9 % and from 0.5 to 2 %. Cr8Mo0.5 was determined to be the optimal composition in terms of the GFA and mechanical properties. Based on this composition, therefore, the alloy was designed by changing the amounts of metalloid elements(C, B, P) in the range of 4 % to 21 %.
The GFA can be evaluated by measuring the critical cooling rate Rc, but because of the difficulty of the theoretical work and direct measurement necessary for this evaluation, an indirect method is used instead. In particular, the factors used to estimate the GFA are, first, the super-cooling liquid region ΔTx(Tx - Tg), which is the difference between the crystallization temperature Tx and glass transition temperature Tg, and, second, the Trg(Tg/Tl) value, which is the ratio of the glass transition temperature to the melting point. In this test, a 10 % or greater amount of metalloid elements seems to improve the GFA(Trg: 0.58~0.65), and ΔTx was measured to be from 30 to 110 K, as shown in Table 1.
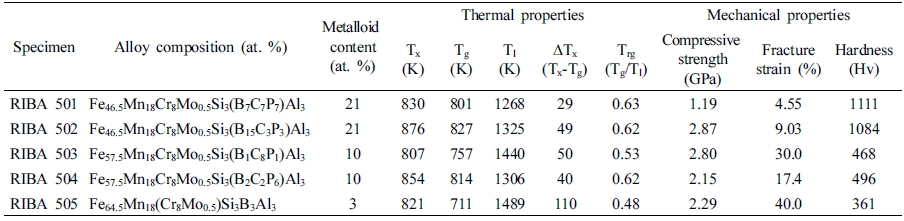
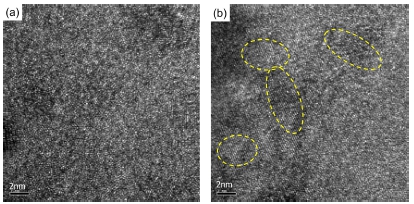
The component atoms of Fe-Cr-Mo-C-B-P-based alloys, which are known for their excellent GFA, vary in size sequentially as Mo > Cr > Fe > P > B > C. Early transition metals(ETMs) such as Mo and late transition metals (LTMs) such as Fe have negative heats of mixing, as do ETM-B and LTM-B pairs, whereas the Fe-Cr and Cr-Mo pairs have solid-solution relationships. Furthermore, since the Cr/Mo ratio affects the GFA and mechanical properties, the amounts of Cr and Mo were changed from 7 % to 9 % and from 0.5 % to 2 %, respectively. It was confirmed that the Cr8Mo0.5 composition yielded the optimal GFA of about 0.48, compressive strength of about 2.29 GPa, and elongation to fracture of about 40 %. Moreover, for the analysis of the effect of metalloid elements(C, B, and P), which are known to enhance GFA, the Fe composition was maintained at 60 % or greater while the metalloid content was changed within the range of 5 % to 21 %. Finally, 3 % Si was added to these alloys during suction casting to enhance the alloy fluidity, and 3 % Al was added to improve GFA. For alloys consisting of less than 5 % total metalloid elements, almost no amorphous structure was found in the DSC and XRD results, and most of their microstructure was crystalline. For alloys that contain about 10 % of the same elements, however, excellent GFA(Trg: 0.53~0.65) and mechanical properties(compressive strength: 1.88~2.8 GPa; fracture elongation: 14.8~30 %) were found for specific compositions. The alloys containing 21 % metalloid elements showed a fully amorphous structure(Trg: 0.58~ 0.63) but poor mechanical properties(compressive strength: 1.19~2.87 GPa; fracture elongation: 4.5~9 %), as shown in Figs. 1 and 2. The RIBA 503 alloy specimen, which contains 10 % metalloid elements, consists of crystalamorphous composite phases and exhibits superior GFA and mechanical properties along with good twin-rolled strip castability, as illustrated in Fig. 3.

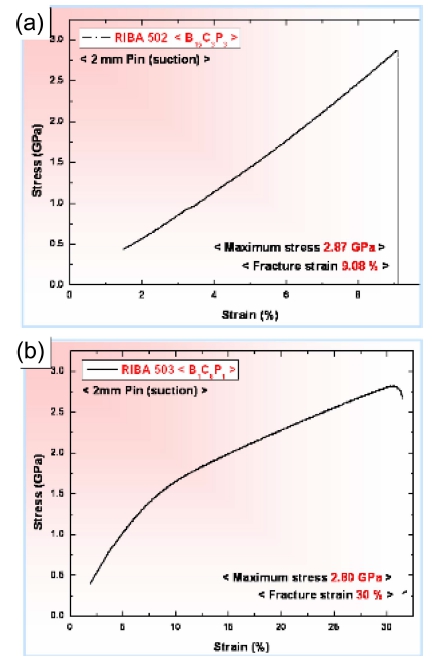
Fig. 2
Compressive stress strain curves of (a) fully amorphous alloy (RIBA 502 alloy specimen) and (b) crystal/amorphous composite alloy(RIBA 503 alloy specimen).

For the Fe-based amorphous alloys(FeMn18Cr8Mo0.5- CxBxPxSi3Al3) used in this study, almost no amorphous structure is observed when less than 5 % total metalloid elements are present. If there is a 10 % metalloid element content, however, both elastic and plastic regions are found in the composite alloy, as seen in Fig. 4(b). These regions correspond to the crystal and amorphous phases formed during the compressive test. In other words, the coexistence of crystal and amorphous phases provides excellent mechanical properties to this alloy. Although the alloys with 21 % metalloid elements were fully amorphous due to the excellent GFA, the mechanical properties were relatively poor because of the absence of crystal phases (Fig. 4(a)).
4. Conclusions
The effects of the metalloid elements(C, B, and P) on the glass-forming ability(GFA) and mechanical properties of Fe-Mn-Cr-Mo-C-B-P-Si-Al amorphous alloys were studied for different Cr and Mo contents. The microstructural analysis and mechanical test results lead to the following conclusions.
1) In the alloy with 3 % metalloid content(RIBA 505 alloy specimen), almost no amorphous structure was observed due to the low GFA, which resulted in lower hardness and the formation of crystal phases.
2) The alloys with 10 % metalloid content, particularly the RIBA 503 alloy specimen, have a complex microstructure consisting of both crystal and amorphous phases due to the high GFA, and thus exhibited the best combination of very high compressive strength(~2.8 GPa) and superior fracture elongation(~30 %). Moreover, the RIBA 503 alloy specimen, as a crystal-amorphous composite material that enables twin-rolled strip casting, is a superior alloy with less brittleness than conventional amorphous materials.
3) The alloys with 21 % metalloid content(RIBA 501 and RIBA 502 alloy specimens) showed the highest GFA, but lower fracture elongations(~4.55 % and ~ 9.03 %) and compressive strength(~1.2 GPa in the RIBA 501 alloy specimen). The GFA was the dominant characteristic of these alloys.
