

1. 서 론
2. 실험방법
2.1. 시험편 제작
2.2. 재료특성 평가
3. 결 과
3.1. MM분말의 특성
3.2. SPS 소결체의 특성
4. 고 찰
4.1. MM분말형상과 경도와의 관계
4.2. 결정격자와 반가폭과의 관계
4.3. SPS 소결체의 강화기구
5. 결 론
1. 서 론
강도와 인성특성이 우수한 티타늄(titanium)은 항공우주분야에 사용되고 있는 비율이 증가추세에 있다. 특히 기체부품재료에 사용되는 티타늄합금 중에서 인장강도가 931 MPa를 나타내는 Ti-6Al-4V합금은 80 % 이상 사용되고 있다.1,2) 현재 첨가원소를 사용하지 않은 순티타늄의 강도 수준은 불순물을 가장 많이 함유한 ASTM Grade3과 비교하여도 552 MPa 정도이다.1) 따라서 Ti-6Al-4V합금과 순티타늄의 비강도면에서는 큰 차이가 있다. 순티타늄에 합금원소를 첨가하지 않고, Ti-6Al-4V합금과 동등하거나 또는 그 이상의 강도를 얻을 수 있다면 재활용과 자원에너지 등의 관점에서 환경부하를 크게 줄일 수 있다. 또한 순티타늄 및 티타늄합금은 기계가공성이 떨어지기 때문에 후가공이 거의 필요하지 않은 분말야금(powder metallurgy, P/M)방법이 가장 유용한 가공법으로 제안되고 있다. 특히 3차원과 같은 복잡한 형상부품을 정밀성형(near-net-shape)으로 제작할 수 있는 금속분말 사출성형법(metal injection molding, MIM)에 관한 연구가 활발히 진행되고 있다.3,4)
금속재료의 강도를 향상시키기 위해서는 재료에 소성응력을 부가하여 소성변형을 증가시키는 방법과 전위이동에 방해되는 입자를 적절한 크기 및 간격으로 모재 내에 균일하게 분산시키는 방법 등이 있다. 기계적 밀링(mechanical milling, 이하 MM)법은 이와 같은 강화기구를 동시에 얻을 수 있는 분말가공 프로세스이다. 즉, MM처리를 실시하는 동안에 분말을 미세하게 분쇄시키면서 많은 변형이 일어나게 하고, 특히 분말표면에 형성되어 있는 산화피막을 미세하게 분쇄하여, 이 입자들을 모재 내에 균일하게 분산시키는 것이 가능하다. MM처리된 분말로 제작한 벌크재료는 분산강화 이외에 미세한 결정립을 형성시켜서 인장강도가 증가한다고 보고되었다.5) 그리고 MM처리과정에서 금속분말의 과도한 접합을 방지하기 위해서 첨가되는 밀링첨가제(process control agent, PCA)는 저렴하고 저융점인 고분자 유기물이 이용되고 있다. 공업용 순수 알루미늄에 PCA로서 스테아린산[CH3(CH2)16COOH]을 첨가하여 MM처리를 실시하면 윤활제 역할을 하여 분말의 회수율이 100 %에 육박함과 동시에 분말을 고화성형 시킨 벌크재료는 고화성형 되는 동안에 가열로 인하여 고상반응이 일어나게 되어 Al4C3이나 -Al2O3이 생성된다고 보고되었다.6) 그리고 이와 같은 화합물로 분산강화를 이용한 재료는 MM처리를 실시하지 않은 분말로 제작한 벌크재료의 경도에 비하여 최대 약 3배가 높다고 보고되었다.6)
환경부하가 적으며, 또한 저렴한 탄소, 수소, 산소로 구성된 스테아린산을 순티타늄에 첨가하여 MM처리를 실시하면 고상반응을 일으켜 화합물상을 생성시킬 뿐만 아니라 아주 흔한 원소(ubiquitous elements)가 순티타늄에 고용하게 되면 기계적성질의 향상을 기대할 수 있다. 그리고 스테아린산의 첨가량을 변화시켜서 MM처리과정 동안에 윤활작용의 변화를 일으킴과 동시에 고용량이나 화합물상의 생성량을 조절하는 것도 가능하다. 따라서 분말 및 벌크재료의 조직을 제어하여 기계적성질을 최대로 향상시킬 수 있는 가능성도 가지고 있다. 하지만 지금까지 순티타늄의 기계적성질을 개선하기 위하여 PCA를 첨가하여 MM처리를 적용시킨 연구보고는 거의 없다.
MM처리를 실시한 분말을 고화성형 하는 방법에는 방전 플라즈마 소결(spark plasma sintering, SPS)방법이 있다. SPS법은 분말 사이에 방전현상을 일으켜서 분말표면의 산화막 등을 파괴시키거나 주울 열(Joule’s heat)을 이용하여 입자 사이를 접합하는 방법으로, 세라믹 등의 분말을 단시간에 소결하는 방법이다. 이 SPS방법을 MM법으로 제작한 분말의 고화성형에 적용시키면 저온 및 단시간 소결에 의해서 고화성형이 가능하기 때문에 MM분말이 갖는 미세한 결정립이나 분산입자를 조대화 시키지 않고 소결할 수 있다.7,8) 따라서 SPS법으로 제작된 벌크재료는 조직제어가 가능하기 때문에 우수한 특성을 나타낼 수 있다고 판단된다.
따라서 본 연구의 목적은 MM법의 밀링첨가제 양을 조절하여 순티타늄에 합금원소를 첨가하지 않고 Ti-6Al-4V합금을 뛰어넘는 기계적성질을 나타내는 벌크재료를 제작하는 것이다. 즉 순티타늄분말의 부가가치를 높이기 위해서 환경에 무해하며, 저렴한 스테아린산을 첨가하여 MM처리를 실시하였다. 제작한 고부가가치의 MM분말을 SPS법을 이용하여 고화성형 시켰다. 이와 같은 방법으로 제작한 MM분말 및 SPS 소결체에 대하여 미세조직과 기계적성질을 명확하게 고찰하여 새로운 유형의 재료를 제작할 수 있는 프로세스 조건과 재료의 강화기구에 대하여 조사 및 검토를 진행하였다.
2. 실험방법
2.1. 시험편 제작
본 연구에 사용한 순티타늄분말은 수소화 ‧ 탈수소가루(hydrogen de-hydride, HDH)이며, 순도 99.5 %, 입자직경은 44 mm 이하이다. 분말의 조성분석 결과를 나타낸 Table 1을 보면, 본 연구에서 사용한 분말은 기계적성질에 큰 영향을 미치는 요소 중 하나인 산소가 ASTM Grade3에 상당하는 양을 포함한다.
정밀저울을 사용하여 순티타늄분말을 10 g이 되도록 무게를 측정하였다. PCA로서 첨가한 스테아린산은 0.25 g, 0.50 g 및 1.00 g이 되도록 측정하였으며, 이러한 분말들과 직경이 6 mm인 강으로 제작한 볼 70개(70 g)를 직경 51 mm × 길이 64 mm인 강으로 제작한 용기(아르곤 가스 분위기)에 장입하였다. 본 연구에서 볼과 티타늄분말의 중량비는 7:1로 일정하게 하였다. MM처리는 진동형 볼밀(SPEX8000)을 이용하였고, MM처리시간은 4 h, 8 h인 2가지 조건으로 하였다.
MM처리한 분말을 방전 플라즈마 소결장치(SPS-1050 SUMISEKI Materials Co., Ltd.)를 이용하여 고화성형 하였다. MM처리한 분말 7 g을 직경 20 mm × 높이 40 mm인 흑연형태(graphite type)로 장입하고, 챔버 내의 진공도를 30 Pa 정도로 유지하면서 흑연펀치(graphite punch)로 압력을 부가하여 높이 약 5 mm인 소결체를 제작하였다. 그리고 흑연펀치는 상단과 하단 모두 이동이 가능한 복동형식(double-action type)인 가압방법이다. 소결조건은 승온속도 1 K/s, 소결온도 1,073 K, 가압력 49 MPa, 유지시간 1.8 ks로 하였으며, 이형제(release agent)로서 카본 페이퍼를 사용하였다.
Table 1.
Composition analysis result of the Ti powder used in the experiment.
| Material | Analyzed composition (mass%) |
| Experimentally used pure Ti | O: 0.31 %, N: 0.012 %, H: 0.016 %, Fe: 0.028 %, C: 0.009 % |
| ASTM Grade3 | O: 0.35 %, N: 0.05 %, H: 0.015 %, Fe: 0.30 %, C: 0.08 % |
2.2. 재료특성 평가
MM처리를 실시하기 전과 후의 분말크기와 형태를 주사전자현미경(SEM; JSM-5410 JEOL)을 이용하여 관찰하였다. 카본 도전성 테이프 위에 분말을 고정시키고 가속전압 10 kV로 관찰하였다. 분말의 평균 입자지름은 30개의 분말을 무작위로 선택하여 이 분말들의 장축길이에서 상위 2개, 하위 2개를 제외한 26개의 데이터로부터 구하였다.
SPS 소결체의 조직관찰은 제작한 SPS 소결체를 연마지로 연마한 후, 버프연마 하여 액체염소(liquid chlorine, 증류수; 50 %, 질산; 40 %, 불산; 10 %)를 이용하여 부식시켜 광학현미경(OM; BX60M OLYMPUS)으로 관찰하였다. 평균 결정입경은 써클법(circle method)을 이용하여 구하였다.9)
MM처리한 분말과 SPS 소결체의 화합물 상에 대해서는 X선 회절장치(XRD; JDX-35HS JEOL)를 이용하여 확인하였다. MM처리한 분말은 이소아밀(isoamyl)과 콜로디온(collodion)의 혼합용액을 사용하여 시료홀더에 고정하여 측정하였다. 측정은 선( = 0.154056 nm)을 이용하여 전류 60 mA, 전압 40 kV에서 회절속도 1.66 × 10-2 °C/s와 회절각도 가 20~80°인 범위에서 실시하였으며, SPS 소결체도 표면을 연마한 후 MM처리한 분말과 동일한 회절조건으로 측정하였다. X선 회절을 이용하여 구한 회절피크 데이터로부터 Scherrer의 식10)을 이용하여 미세 결정체의 크기(grain domain size)를 계산하였으며, 계산은 TiH2의 회절피크와 중첩되지 않는 -Ti의 = 38.421° (0002), = 53.004° , = 62.949° 인 각각의 반가폭 및 값을 사용하였다. 특히 SPS 소결체는 TiC 회절피크의 강도변화로부터 생성량을 추정하였다.11) 즉, TiC의 회절피크 강도[상대강도 100, = 41.710°, (200)]을 -Ti의 회절피크 강도[상대강도 100, = 40.170° ]로 나눈 값을 회절피크 강도 비율로 나타내었으며, 이 회절피크 강도비를 TiC의 생성량으로 추정하였다. 회절피크 강도에 대해서는 융점이 약 3,473 K인 TiC는 소결온도 1,073 K에서도 TiC입자의 조대화에 따른 회절피크 강도의 증가는 없다고 가정하였다.
MM처리한 분말의 경도는 분말을 수지에 마운팅하여 연마지로 연마한 후, 버프연마 하여 마이크로 비커스 경도측정기(VHT; TH-720 TIME)를 이용하여 하중 10 g, 유지시간 15 s인 조건으로 15개소를 측정하였다. SPS 소결체의 경도는 SPS 소결체 가압면을 연마지(#1000)로 연마한 후, 비커스 경도측정기를 이용하여 하중 1 kg, 유지시간 20 s인 조건으로 7개소를 측정하였다. 아르키메데스법에 따라 SPS 소결체의 밀도(WBA-504 HPLUS)를 측정하였으며, 수중질량 측정을 진행할 때는 SPS 재료표면을 파라핀으로 처리하였으며, 상대밀도 측정은 화합물상(compound phase)의 생성을 고려하지 않고 계산하여 구하였다.
3. 결 과
3.1. MM분말의 특성
Fig. 1은 PCA 첨가량이나 MM처리시간의 변화에 따른 순티타늄분말의 크기와 형태변화를 SEM으로 관찰한 결과이다. 그리고 스테아린산을 1.00 g 첨가하여 MM처리를 8 h 동안 처리한 분말은 매우 활성적이었으며, MM처리를 실시한 후 꺼낼 때에 연소하였기 때문에 SEM관찰은 할 수 없었다. MM처리를 하지 않은 분말인 Fig. 1(a)는 각형인 형상을 나타내었지만, MM처리한 각각의 분말인 Fig. 1(b-f)는 볼에 의한 분쇄가 반복적으로 일어났기 때문에 분말의 모서리가 깎여 둥근 형상으로 관찰되었다. 스테아린산의 첨가량이 적은 0.25 g일 때에는 MM처리시간에 관계없이[Fig. 1(b, e)], 명확하게 그 경향성을 나타내었다. 그러나 MM처리시간 4 h에서 스테아린산의 첨가량이 0.50 g Fig. 1(c) 및 1.00 g Fig. 1(d)일 때에는 편평한 플레이크 형상을 나타내었다.
MM처리를 실시하기 전인 Fig. 1(a) 분말의 평균 입자직경은 24 µm 정도인 것에 반해, 스테아린산을 0.25 g으로 일정하게 하여 MM 4 h 처리 Fig. 1(b)한 분말은 11 µm, MM 8 h 처리 Fig. 1(e)한 분말은 10 µm로 절반 이하가 되었다. 즉, 스테아린산의 첨가량이 일정할 때 MM처리시간이 길어질수록 평균 입자직경은 작아졌으며, MM처리시간이 일정할 때 평균 입자직경은 스테아린산 첨가량의 증가에 따라 커졌다. 첨가량이 0.25 g일 때 분말의 평균 입자직경은 가장 작아졌으며, 첨가량이 1.00 g일 때 MM 4 h 처리 Fig. 1(d)한 분말이 가장 큰 70 µm를 나타내었고, 입자직경의 차이는 스테아린산의 첨가량이 증가할수록 커졌다.
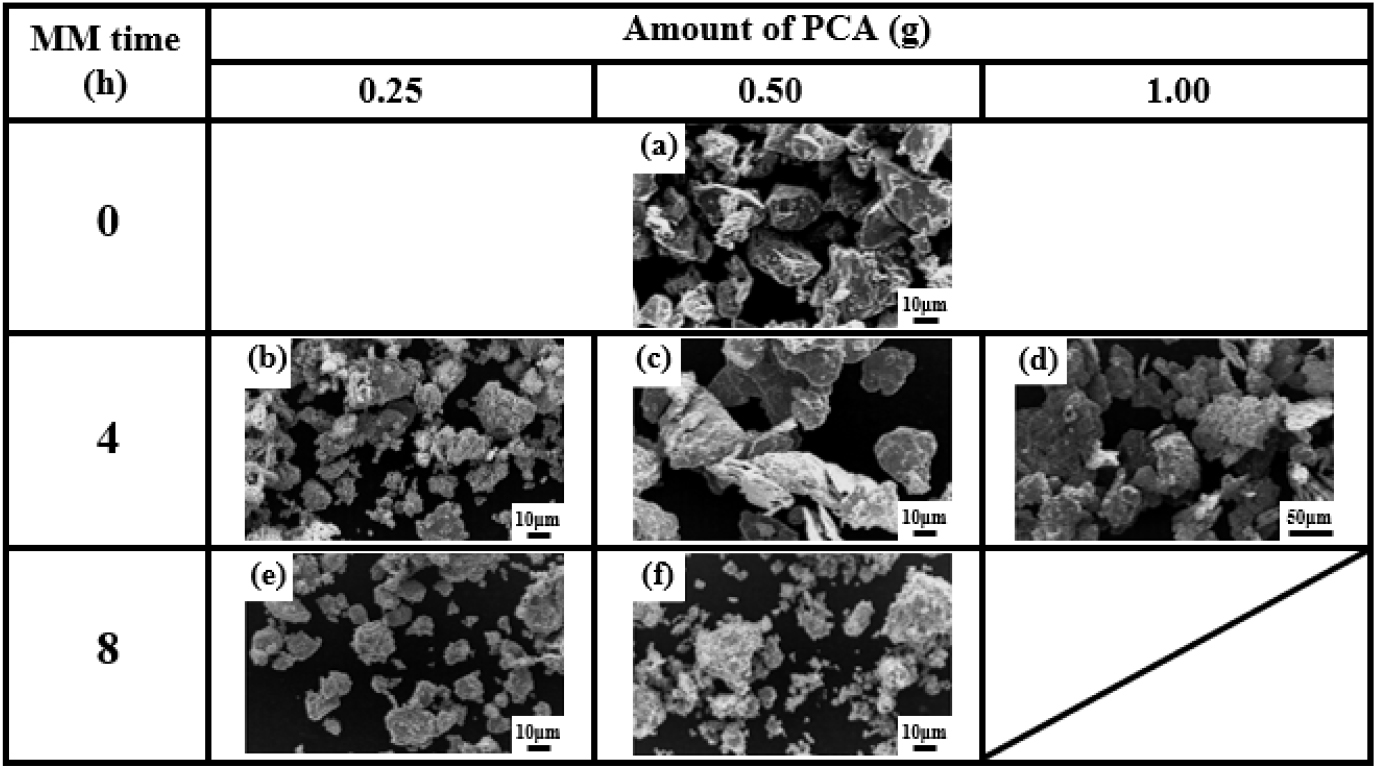
Fig. 2와 Fig. 3에는 스테아린산을 각각 0.25 g 및 0.50 g 첨가하여 MM처리시간을 변화시켰을 때 분말의 고상반응 과정을 나타내었다. MM처리를 실시하지 않은 분말에서는 -Ti12)의 회절피크만이 확인되었지만, 스테아린산을 0.25 g 및 0.50 g 첨가하여 MM처리한 분말에서는 -Ti과 TiH213)의 회절피크가 확인되었다. 이것은 MM처리과정 동안에 티타늄분말과 스테아린산 내의 수소가 고상반응 하였다는 것을 나타내고 있다. 또한 Fig. 3에서 스테아린산을 0.50 g 첨가하여 MM 8 h 처리한 분말은 TiN14)의 회절피크도 확인되었는데, 이것은 MM 8 h 처리한 것으로 분말은 매우 활성화상태가 되고, X선 회절 시 공기 중의 질소와 고상반응 하였기 때문에 생성되었다고 판단하였다. MM처리한 분말의 -Ti 회절피크는 MM처리를 하지 않은 분말보다 반가폭(full width-half maximum, FWHM)이 커졌다는 것을 확인할 수 있었으며, 이 경향성은 MM 8 h 처리한 분말에서 확실하게 나타났다.
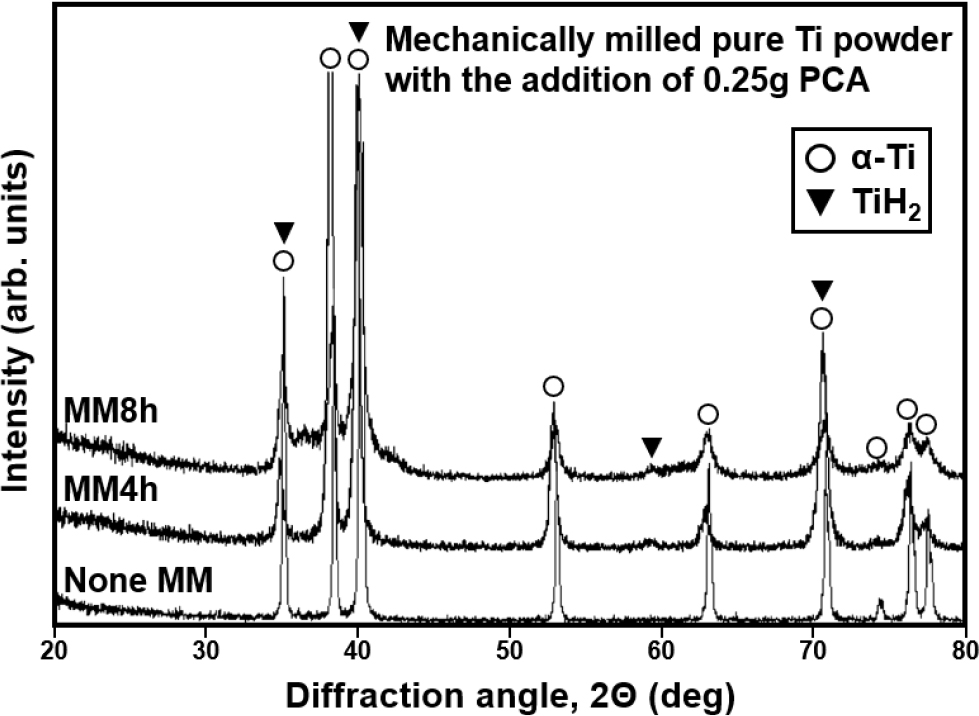
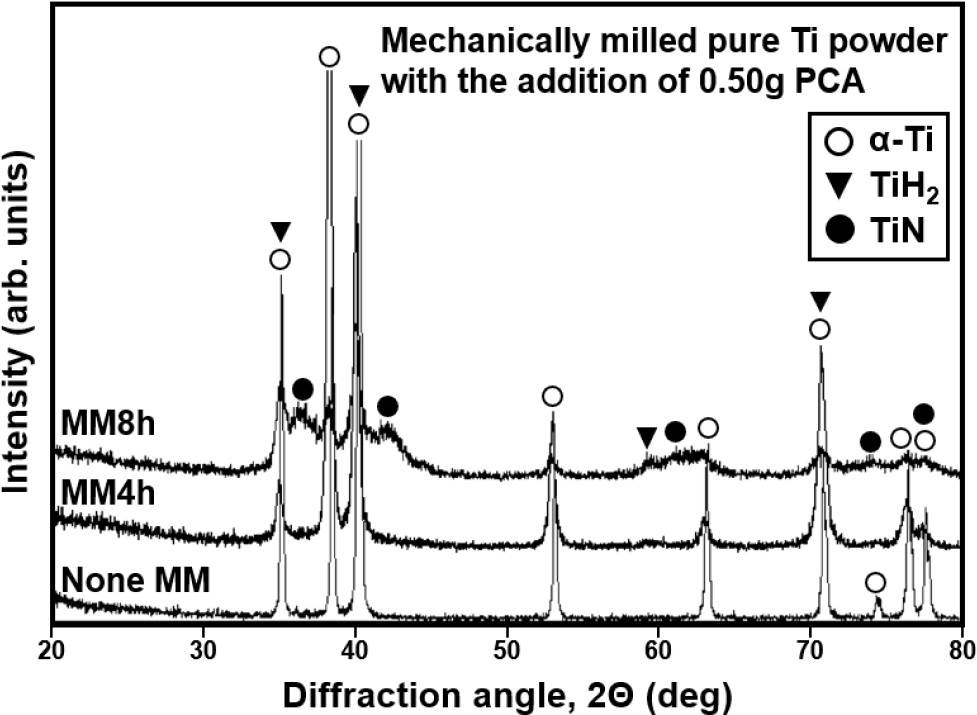
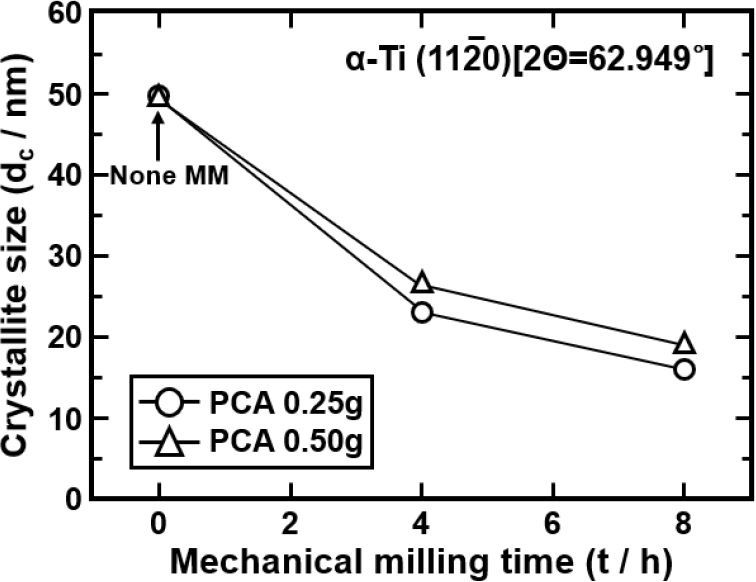
Fig. 4는 MM처리시간에 대한 -Ti 의 결정격자 변화를 나타낸 것이다. MM처리를 하지 않은 분말의 결정격자 크기는 50 nm 정도인 것에 반하여, MM 4 h 처리하면 스테아린산의 첨가량에 관계없이 20~26 nm로 약 절반인 크기로 되었으며, MM 8 h 처리하면 14~19 nm 보다 더 작아졌다. 다른 결정면에 대해서도 동일한 경향이 나타났지만, MM 8 h 처리한 분말의 (0002), 면에서는 스테아린산을 0.25 g 첨가한 분말보다 0.50 g 첨가하는 것이 결정격자는 작은 값을 나타내었다. 이와 같이 결정격자 크기의 변화는 SEM을 이용한 관찰결과와 잘 일치하였다.
MM처리시간에 대한 경도변화에 대하여 스테아린산의 첨가량을 파라미터로서 측정한 결과를 Fig. 5에 나타내었다.
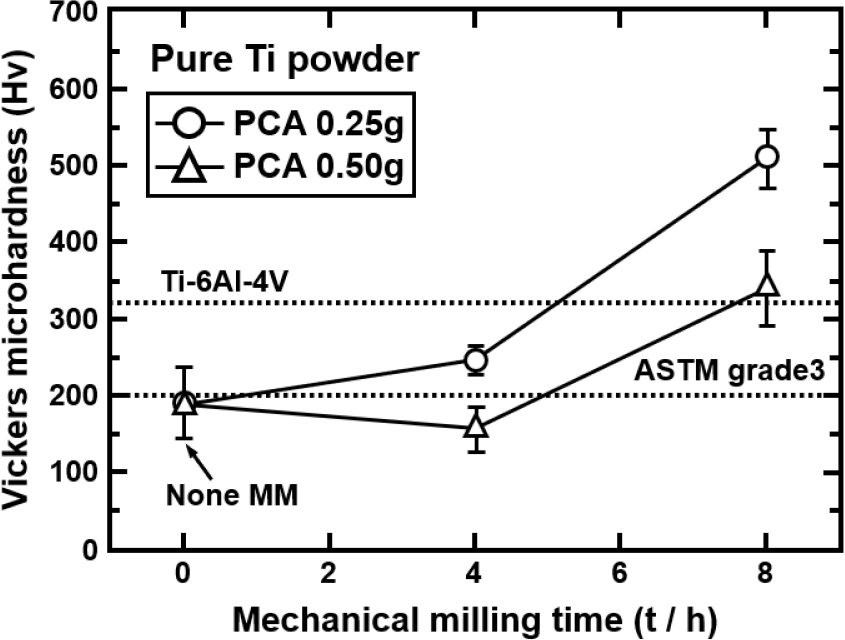
MM처리를 하지 않은 순티타늄분말의 경도는 순티타늄 ASTM Grade3과 같은 정도의 값을 나타내었다. 이 결과는 Table 1에 나타낸 불순물 함량의 결과와 일치하고 있다. MM처리를 하지 않은 순티타늄분말의 경도인 HV189에 비하여 스테아린산을 0.25 g 첨가한 분말은 MM처리시간이 길어질수록 경도는 증가하여 MM 8 h에서 가장 높은 경도인 HV513를 나타내었다. 그리고 스테아린산을 0.50 g 첨가하였을 때는 MM 4 h 처리한 분말이 MM처리를 하지 않은 분말의 경도에 비해 낮은 값을 나타내었지만, MM 8 h 처리하면 경도는 증가하였다. MM 8 h 처리한 분말의 경도값은 스테아린산의 첨가량이 0.25 g 및 0.50 g 모두 Ti-6Al-4V합금보다 높은 경도값을 나타내었다. 스테아린산을 1.00 g 첨가하여 MM 4 h 처리한 분말은 분말끼리 접합되어 입자크기가 커졌기 때문에 수지에 마운팅하여 버프연마를 하여도 경면를 얻지 못하였기 때문에 경도측정을 진행할 수 없었다.
3.2. SPS 소결체의 특성
MM처리하지 않은 분말과 MM처리한 분말로 제작한 SPS 소결체의 조직사진을 Fig. 6에 나타내었다. 써클법을 이용하여 측정한 평균 결정입경은 MM처리하지 않은 분말로 제작한 SPS 소결체 Fig. 6(a)인 약 21 µm에 비하여 MM처리한 분말로 제작한 SPS 소결체 Fig. 6(b-f)는 모두 약 1 µm 정도인 미세조직으로 관찰되었다. 이 중에서도 스테아린산을 0.50 g 첨가하여 MM 8 h 처리한 분말로 제작한 SPS 소결체 Fig. 6(f)의 평균 결정입경은 0.92 µm로 가장 작은 값을 나타내었다. 따라서 스테아린산의 첨가량이나 MM처리시간을 변화시켜도 SPS 소결체의 평균 결정입경의 크기에 대한 경향성은 확실하게 나타나지 않았다. 그리고 SPS 소결체의 조직은 1 µm 이하인 미세한 결정립과 3~5 µm 정도인 비교적 조대한 결정립으로 구성되어 있었다. 특히 스테아린산의 첨가량이 많아지게 되면 조직을 관찰할 때 초점이 맞지 않는 부분을 확인할 수 있었다. 이것은 높은 경도를 갖는 화합물이 존재하기 때문에 이 화합물들이 버프연마 되지 않고 요철로 되었기 때문이라고 판단된다.
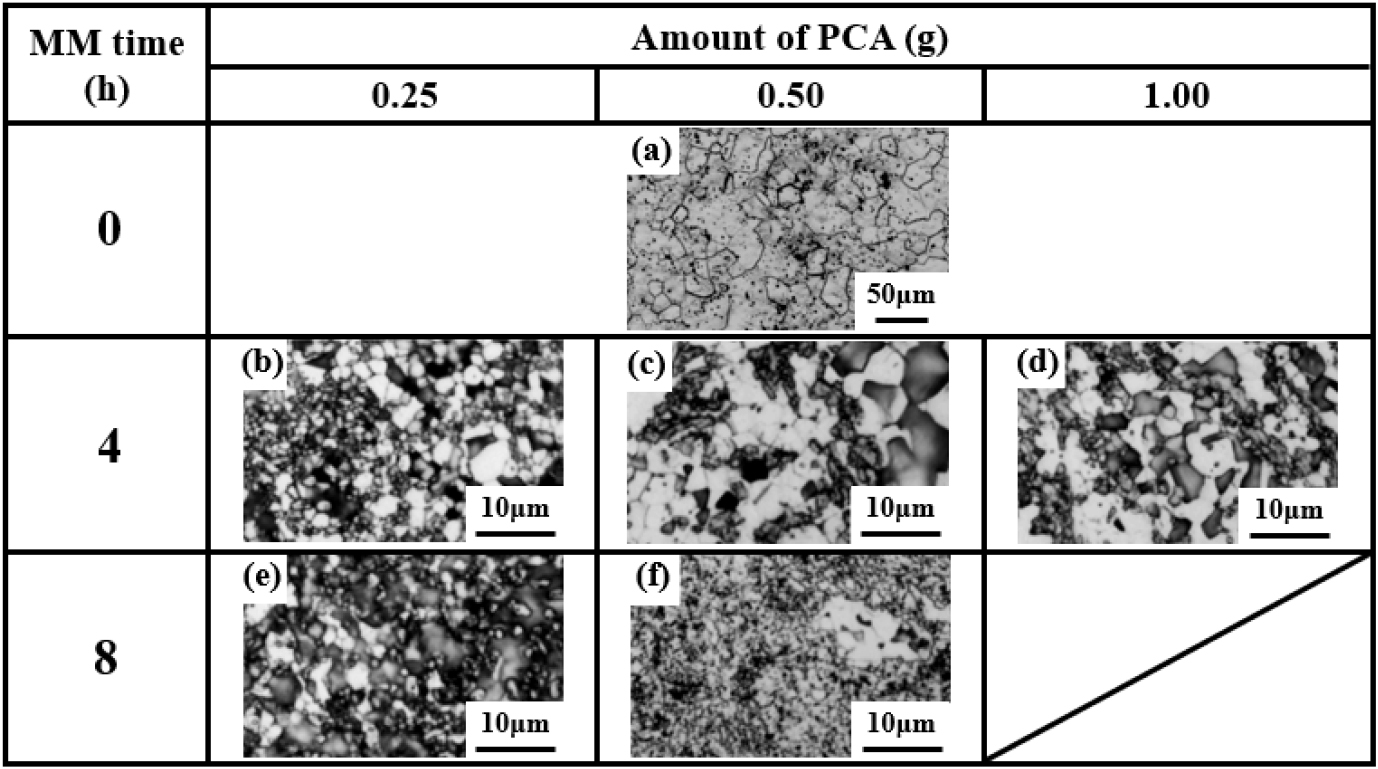
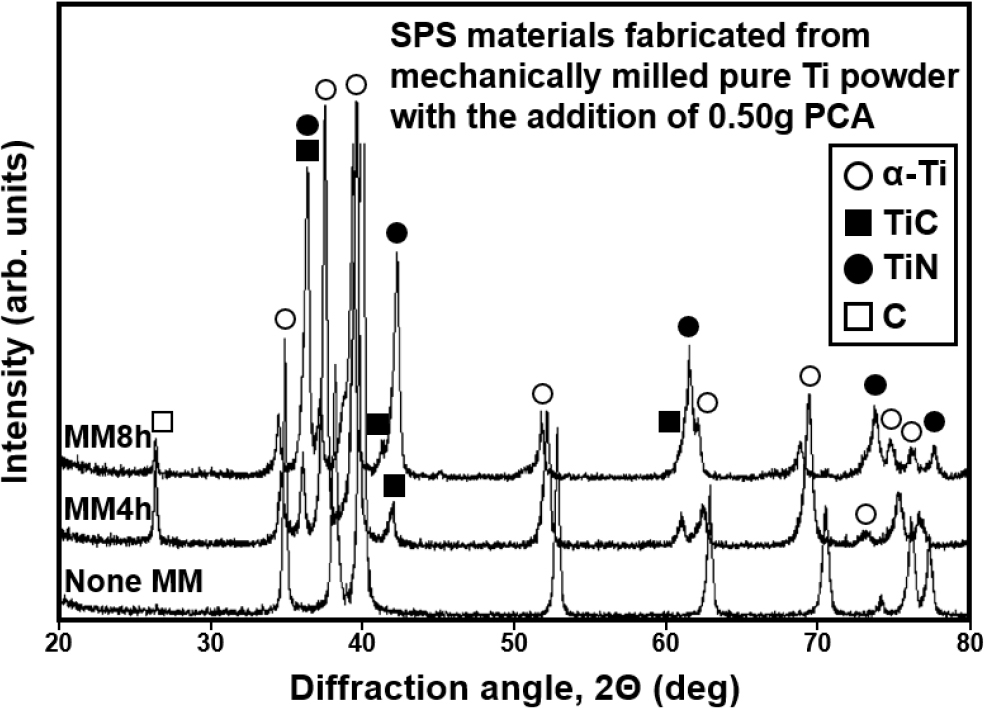
Fig. 7은 스테아린산의 첨가량을 0.50 g으로 일정하게 하고, 각 시간별로 MM처리하여 얻어진 분말로 제작한 SPS 소결체에 대한 XRD 측정결과이다. MM처리한 분말로 제작한 SPS 소결체는 -Ti의 회절피크 이외에 TiC15)의 회절피크도 확인되었다. 이것은 순티타늄분말과 흑연분말을 기계적 합금처리를 하면 TiC가 생성된다는 보고가 있지만,16,17) 본 연구와 같이 PCA를 이용한 고상반응에 의해 생성된 연구보고는 없었다. TiC의 회절피크 강도는 MM처리시간이 길어짐에 따라 높아지는 경향이 나타났기 때문에 고상반응이 MM처리시간이 경과함에 따라 촉진되고 있다는 것을 알 수 있다. 그리고 스테아린산을 0.25 g 첨가하여 MM처리한 SPS 소결체도 마찬가지로 TiC가 확인되었다. MM처리하지 않은 분말로 제작한 SPS 소결체에서는 TiC의 회절피크는 나타나지 않았기 때문에 스테아린산에 포함된 탄소와 순티타늄이 MM처리 동안에 균일하게 혼합되고, SPS 소결 동안에 가열에 의해 고상반응을 일으켜 생성된 것으로 판단된다. 스테아린산을 0.50 g 첨가하여 MM 8 h 처리한 분말로 제작한 SPS 소결체는 분말과 같이 TiN의 회절피크가 확인되었다. 스테아린산을 첨가하여 MM처리하면 -Ti의 회절피크가 확실하게 낮은 각도 쪽으로 이동되어 있는 것을 확인할 수 있다. 그러나 MM처리한 분말에서 확인된 TiH2는 SPS 소결체에서는 나타나지 않았다. 이것은 TiH2의 분해온도가 773 K 부근18)이기 때문에 고화성형 할 때 가열로 인하여 고상분해 되었다는 것을 나타내고 있다.
SPS 소결체에 생성된 화합물 상에 미치는 스테아린산 첨가량의 영향을 조사하기 위하여 MM처리를 4 h로 일정하게 하여 XRD로 측정한 결과가 Fig. 8이다. 스테아린산의 첨가량을 증가시키면 -Ti의 회절피크는 더 낮은 각도 쪽으로 이동하는데, 이것은 티타늄 내에 고용하는 스테아린산의 침입형 구성원소인 탄소, 수소, 산소의 절대량이 증가한 것에 대응하는 결과이다. 그러나 스테아린산의 첨가량을 증가시켜도 고상반응으로 생성된 TiC의 회절피크 강도에 뚜렷한 변화는 나타나지 않았다.
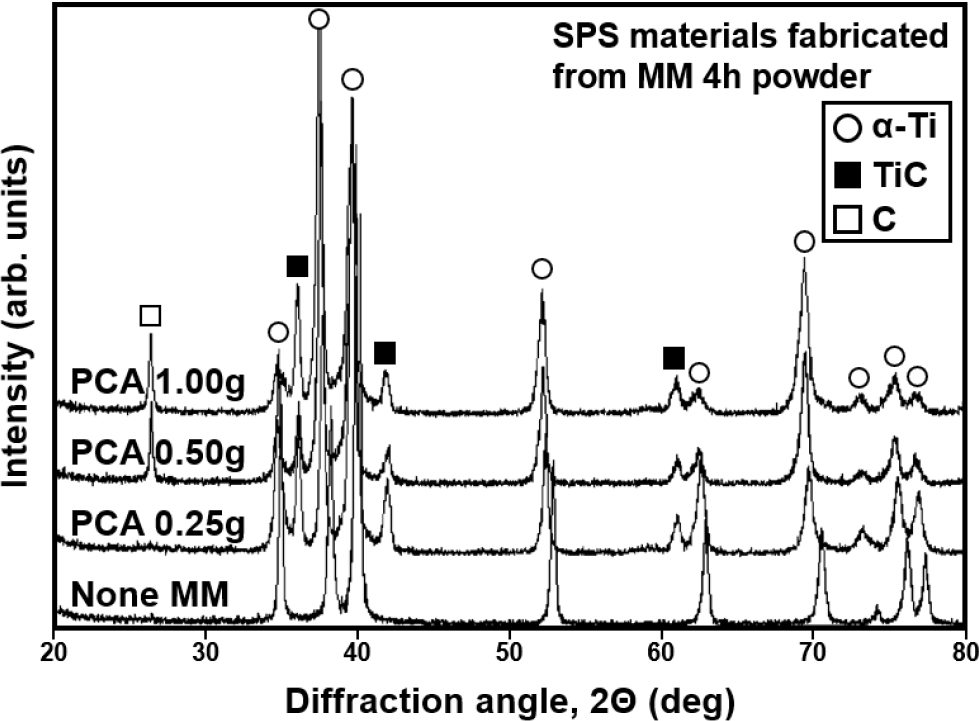
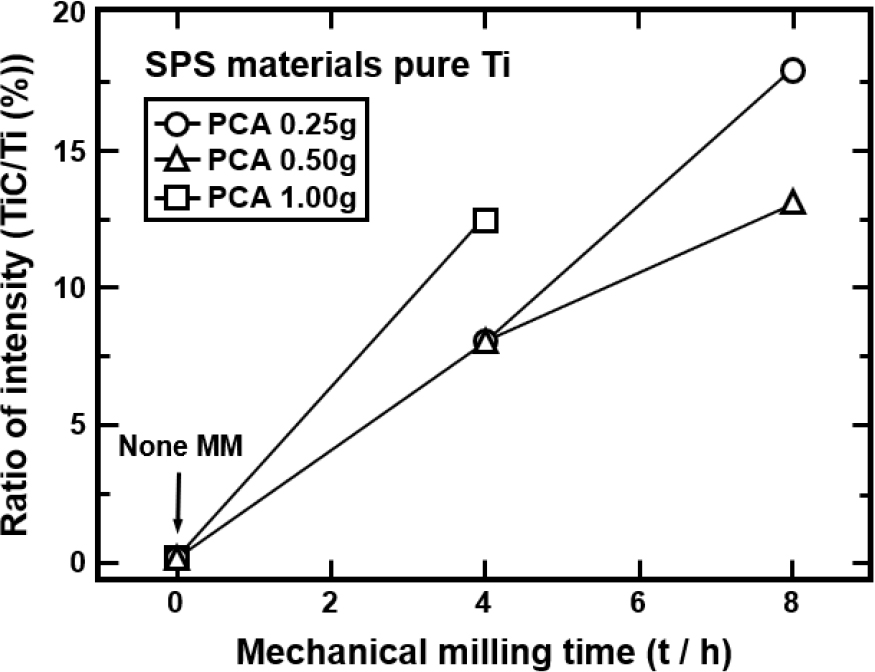
Fig. 9에는 스테아린산의 첨가량 및 MM처리시간의 변화에 따른 TiC의 생성량을 추정한 결과를 나타내었다. MM처리시간이 4 h에서 스테아린산의 첨가량이 가장 많은 1.00 g일 때 최대 13 %를 나타내었다. MM처리시간을 8 h로 하면 스테아린산의 첨가량에 관계없이 TiC의 생성량은 증가하는 경향을 나타내었으며, 스테아린산이 0.25 g일 때 최대 18 %로 추정되었다.
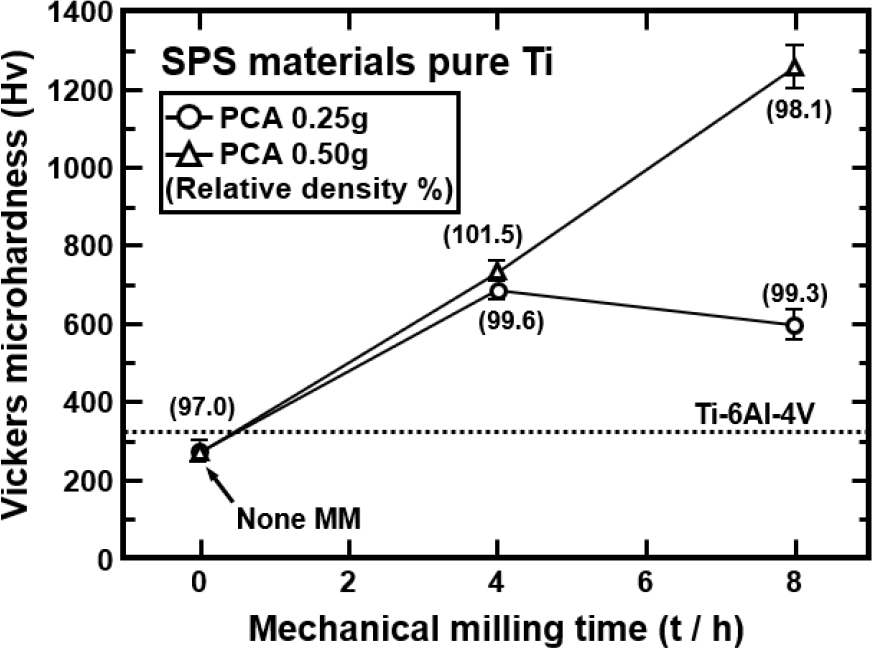
스테아린산 0.25 g 및 0.50 g을 첨가하여 MM처리한 분말로 제작한 SPS 소결체의 MM처리시간에 대한 경도와 상대밀도의 변화를 Fig. 10에 나타내었다. 각 SPS 소결체의 상대밀도는 100 %에 가까운 값을 나타내었는데, 이것은 본 연구에서 설정한 SPS 소결조건이 적절하였다고 판단된다. MM처리하지 않은 분말로 제작한 SPS 소결체의 경도(HV268)는 순티타늄 ASTM Grade3보다 높은 값을 나타내었다. 각 조건에서 제작한 모든 SPS 소결체의 경도는 순티타늄 ASTM Grade3이나 Ti-6Al-4V합금보다 높은 값을 나타내었으며, 스테아린산을 0.50 g 첨가한 SPS 소결체는 MM처리시간이 길어질수록 경도가 높아졌고, MM처리 8 h에서 가장 높은 경도(HV1253)를 나타내었다. 이것은 Fig. 7에 나타낸 고용강화가 MM처리시간에 따라 증가한 것과 TiC 이외에 TiN이 생성되었기 때문이라고 판단된다.
4. 고 찰
4.1. MM분말형상과 경도와의 관계
본 연구에서 PCA로서 이용한 스테아린산은 MM처리를 실시하는 동안에 분말끼리나 분말과 볼 사이의 과도한 고착을 방지하는 효과가 알려져 있다.19) 따라서 PCA 첨가량은 분말의 혼합상태나 분말입자 크기에 큰 영향을 미친다. 일반적으로 PCA 첨가량을 분말처리량의 1~3 mass% 첨가하였을 때 첨가량이 증가함에 따라 알루미늄이나 마그네슘분말 입자크기는 작아지는 경향을 나타낸다고 보고되었다.20) 그러나 스테아린산 첨가량이 5 mass% (0.50 g) 및 10 mass% (1.00 g) 첨가된[Fig. 1(c, d)] 분말이 편평한 플레이크 형상을 나타낸 것은 스테아린산 첨가량이 많고, MM처리시간이 비교적 짧았기 때문에 스테아린산이 윤활제 역할을 더욱 강하게 하여 가공변형이 나타나지 않았으며, 분말이 분쇄되는 것보다는 오히려 스테아린산이 바인더 역할을 하여 분말끼리의 접합이 촉진되었기 때문으로 판단된다. 또한, 스테아린산을 0.50 g 첨가하여 MM 8 h 처리한 분말 Fig. 1(f)은 스테아린산의 첨가량은 많지만 MM처리의 진행과 함께 가공변형이 발생하여 분쇄된 플레이크 형상에서 둥글고 미세한 형상으로 변화한 것으로 판단된다.
스테아린산을 0.25 g 첨가하였을 때[Fig. 1(b, e)] 분말의 평균 입자직경이 작은 값을 나타낸 것은 스테아린산 첨가량이 적절하며, 분말로부터 많은 가공변형을 부여하여 가공경화 되었기 때문에 분쇄되었다고 판단된다. 그러나 스테아린산 첨가량이 많아지면 본래의 윤활제로서의 역할이 강해져서 가공변형이 나타나지 않고 분말끼리 접합되었기 때문에 평균 입자직경이 커진 것으로 판단된다. Fig. 5에서도 MM처리시간이 일정하다면 스테아린산 첨가량이 적을 때 높은 경도를 나타내었으므로, 가공변형에 따른 가공경화가 효과적으로 작용하였다고 판단된다. 스테아린산을 0.50 g 첨가하여 MM 4 h 처리한 분말이 MM처리를 실시하기 전의 분말보다 낮은 값을 나타낸 것은 MM처리시간에 대하여 스테아린산 첨가량이 많았으므로 가공변형이 일어나지 않아서 가공경화 되지 않았다고 판단된다. 스테아린산 첨가량을 일정하게 하고 분말의 평균 입자크기에 미치는 MM처리시간의 영향은 처리시간이 길어짐에 따라 작은 값을 나타내었는데, 이것은 MM처리시간이 길어짐에 따라 분말로 인하여 더 많은 가공변형이 발생하여 가공경화 됨으로써 미세화 되었다고 판단한다. 이 결과도 Fig. 5와 매우 상관관계가 있다는 것을 확인할 수 있고, MM처리를 진행하는 동안 분말에 가공변형이 발생하여 가공경화 되어 높은 경도를 나타낸 결과라고 판단하였다.
4.2. 결정격자와 반가폭과의 관계
Fig. 2와 Fig. 3에서 확인한 회절피크의 반가폭은 가공변형이나 결정격자의 미세화에 기인한다고 알려져 있다.21) 분말에서 발생한 가공변형은 분쇄를 반복하는 MM처리에서는 일정하게 유지된다고 가정하고, 본 연구에서는 결정격자의 미세화에 따른 반가폭에 미치는 영향을 조사하였다. 모든 결정면에 대하여 스테아린산의 첨가량에 의한 결정격자 차이는 MM 4 h 및 MM 8 h 처리한 분말에서 각각 약 6 nm 및 약 4 nm로 비교적 작았다. 이 결과는 스테아린산의 첨가량 차이는 결정격자 크기에 영향을 주지 않았다는 것과 동시에 각 결정면은 균일한 크기로 되어 있다는 것을 알 수 있다. MM처리 전과 MM 4 h 처리 후 미세 결정체의 크기변화는 약 20 nm인 것에 반하여 MM처리 4 h와 8 h의 결정격자 크기변화는 약 5~10 nm이었다. 이것은 MM처리시간이 길어지면서 결정격자의 미세화와 마찰열에 따른 결정격자의 조대화가 동시에 발생하여 결정격자의 미세화가 억제된 것으로 판단되는데, 이것은 결정격자 미세화에는 한계가 있다는 것이다. 이 결과는 순수 알루미늄에 MM처리를 실시하였을 때, 미세 결정체의 크기가 일정한 크기로 포화되었다는 결과6)와 유사한 경향성을 나타내었다. 또한 면심입방구조를 갖는 순수 금속분말을 MM처리하였을 때의 결정격자 크기는 융점에 크게 의존하고 융점이 높은 것이 결정격자 크기는 작아지는 것으로 보고되었다.22) 본 연구에서 추정한 결정격자 크기는 이 보고22)와 잘 일치하고 있다.
4.3. SPS 소결체의 강화기구
Fig. 10과 같이 본 연구에서 제작한 SPS 소결체의 경도가 Ti-6Al-4V합금보다 높은 값을 나타낸 것은 다음과 같은 이유를 생각할 수 있다. Fig. 6에서 MM처리한 분말로 제작한 SPS 소결체의 조직 Fig. 6(b-f)는 평균 결정입경이 1 µm 정도인 미세한 결정립을 나타내었기 때문에 Hall-Petch의 관계식에서 항복강도가 향상될 것으로 판단된다. Wang et al.23)은 MM처리한 티타늄분말을 이용한 실험에서 구한 홀-피치계수(Hall-Petch parameters) 값이 20 MPamm1/2라고 보고하였지만, 본 연구의 Fig. 6과 Fig. 10에서 Hall-Petch계수를 계산한 결과는 2 MPamm1/2로서, Wang et al.23)의 결과에 비하여 작은 값을 얻었다. 이것은 Wang et al.23)이 보고한 나노미터 단위인 결정격자인 것에 반하여 본 연구에서는 마이크로미터 단위이기 때문이라고 판단된다. 이와 같이 결정입경의 크기에 따라 홀-피치계수가 다른 결과는 -Ti과 같이 최조밀육방정을 갖는 마그네슘합금에서도 보고되었으며,24) SPS 소결체조직은 결정립에 콘트라스트가 나타나 있는데, 이것은 결정립에 방위차이가 발생하였을 가능성이 있다고 판단된다.
Fig. 7과 Fig. 8에서 보면 -Ti의 회절피크가 뚜렷하게 낮은 각도 쪽으로 이동하여 있다. 이 현상은 Fig. 2와 Fig. 3처럼 분말상태로는 확인할 수 없었다. 스테아린산을 구성하는 탄소, 수소, 산소가 MM처리를 진행하는 동안에 분말 내로 균일하게 분산하고 SPS소결로 인한 가열에 의해 확산하여 고용한 것으로 판단된다. 특히 Fig. 9에서 비커스 경도가 약 HV3000인 TiC25)를 생성하고, 이것이 균일하게 분산한다고 가정한다면 SPS 소결체의 경도를 향상시키는데 큰 영향을 미칠 것으로 생각된다. 따라서 결정립의 미세화, 고용강화 및 분산강화의 강화기구가 더욱더 기여하여 Fig. 10의 경도값을 나타내었다고 판단된다. 그리고 Fig. 10에서 스테아린산을 0.50 g 첨가하여 MM 8 h 처리한 분말로 제작한 SPS 소결체에서 경도가 급격히 증가한 것은 Fig. 7에서도 알 수 있듯이 TiC뿐만 아니라 비커스 경도가 약 HV2000인 TiN25)가 생성하였기 때문이다. 따라서 2종류의 서로 다른 입자들의 분산강화가 기여한 것이 주된 이유라고 할 수 있다.
Fig. 6(b-f)에서 확인한 바이모달(bimodal)조직은 각 SPS 소결체의 표면 전체에서 확인할 수 있었으므로 MM처리한 미세분말을 저온, 단시간에 소결이 가능한 SPS법으로 얻을 수 있는 특유한 조직이라고 생각된다. MM법과 SPS법을 조합한 공정에서 제작한 순수 알루미늄 SPS 소결체에서도 유사한 조직이 관찰되었으며, 이러한 특징적인 조직을 가진 순수 알루미늄 SPS 소결체는 높은 강도와 연성을 겸비한 특성을 나타낸다고 예측되었다.26) 따라서 본 연구에서 제작한 재료도 강도와 연성의 균형이 뛰어난 특성을 나타낼 가능성이 있다고 판단된다. 이 바이모달 조직의 형성 메커니즘은 현재 명확하지는 않지만, SPS소결처리 동안 가열에 의해 고상반응으로 생성하는 화합물입자가 조대화 하는 결정립성장을 일부 억제하였기 때문이라고 판단된다.26) 이와 같은 고찰은 PCA로서 헵탄(heptane)을 첨가한 Ti-Al 혼합분말에 MM처리를 실시한 벌크재료에서도 보고되었다.27)
5. 결 론
순티타늄분말에 스테아린산을 PCA로서 첨가하여 MM처리로 제작한 분말을 SPS장치에서 고화성형하였을 때, 합금금속을 첨가하지 않고도 순 티타늄의 기계적성질을 향상시킬 수 있음을 확인하고자 하였다. 제작한 MM분말 및 SPS 소결체특성에 대하여 경도측정, X선 회절, 밀도측정 및 조직관찰을 통하여 조사하여 다음과 같은 연구결과를 얻었다.
(1) 순티타늄분말에 가공변형을 나타나게 하는 것은 스테아린산 첨가량과 MM처리시간에 의존하며, 특히 스테아린산을 0.25 g 첨가하여 MM 8 h 처리한 분말이 가장 효과적이었다. 순티타늄분말에 스테아린산을 첨가하여 MM처리하면 고상반응에 의해 TiH2가 생성되었다. 스테아린산을 0.50 g 첨가하여 MM 8 h 처리한 분말에서는 TiN도 생성되었으며, 분말의 경도는 MM 8 h 처리하면 Ti-6Al-4V합금의 경도보다 높은 값을 나타내었다.
(2) MM처리를 4 h 및 8 h 실시한 분말을 SPS장치에서 고화성형 시키면 평균 입자직경이 1 µm 정도인 미세한 조직을 얻을 수 있었다. 그리고 MM처리한 분말을 SPS장치에서 고화성형 하면 고상반응에 의해 TiC가 생성되었으며, 스테아린산을 0.50 g 첨가하여 MM 8 h 처리한 분말로 제작한 SPS 소결체는 TiN도 생성되었고 가장 높은 경도 HV1253을 나타내었다. 이와 같은 우수한 특성은 가공변형의 발생, 분말입자의 미세화, 고상반응에 의해 생성된 TiH2, TiC와 TiN의 분산, 결정립 미세화 등의 강화기구가 더욱더 기여하였기 때문이다.
(3) 순티타늄분말에 저렴한 스테아린산을 첨가하여 MM처리를 실시한 분말을 SPS장치로 고화성형 시키는 가공 프로세스는 3종류의 강화기구를 동시에 작용시켜 순티타늄분말 및 SPS 소결체의 경도를 합금화하지 않아도 크게 향상시킬 수 있다.
