

1. 서 론
Al-12Si계 합금은 고강도 및 경량화가 가능한 대표적 인 주조용 합금으로 우수한 주조성과 내식성을 가졌으 며 열전도 및 기계적 성질 또한 매우 우수하다. 이러한 특성 때문에 Al-12Si 합금은 자동차 산업에서 주로 엔 진이나 변속기 등의 부품에 사용되고 있으며, 이들은 보 통 다이캐스팅(die casting) 방법으로 제조되고 있다. 최근 자동차 산업 발전에 따라 주조용 Al-12Si 합금의 사용량 은 지속적으로 증가하고 있는 추세이고, 에너지 절감과 환경문제를 해결하고자 하는 자동차 업계 및 소비자들 의 요구에 따라 부품 경량화 및 고품질을 통해 기존 제 품의 성능을 더욱 향상시킬 필요성 또한 증가하였다.1-6)
Ai-12Si 합금의 응고 시 나타나는 Si 공정상은 각면 (faceted growth)을 가진 침상(acicula)의 모습을 나타낸 다. 침상의 Si 공정상은 재료 사용 시에 응력이 집중되 어 기계적 특성을 저하시키는 원인으로 작용하므로 공 정상의 형태를 적절히 제어해야 할 필요가 있다.7,8) 이 러한 침상의 Si 공정상을 미세한 섬유상으로 바꾸는 것 을 개량화 라고 하며, 개량화의 방법으로는 급냉 시키 거나 개량화제 원소를 첨가하는 방법이 있다. 일반적으 로 Al-12Si 합금내 Si 공정 형태를 섬유상으로 개량하 기 위하여 Na가 많이 사용되었으나, 공정중 기포가 발 생하고 개량화 지속시간이 짧다는 문제가 있어왔다. 때 문에 최근에는 이러한 문제점이 나타나지 않는 Sr이 많 이 사용되고 있다.9,14)
Al-12Si 합금 내의 Si 공정상은 기본적으로 (111)면을 보이며 <112> 방향으로 성장하는 TPRE(Twin Plane Re- entrant Edge)성장 형태를 나타내게 된다.15) 침상의 Si 공 정상이 Sr에 의해 미세화 되거나 섬유상으로 형태변화 가 이루어지는 이유에 대해 Thall 등은16) 열전도도 및 응고잠열의 차이에 의한 것으로 설명하였으나, 최근에는 Lu 및 Hellawell 등이17,18) 제안한 Si 공정이 성장 하는 도중 쌍정 끝단에 Sr이 흡착되고, 나노쌍정(nano-twin)19) 또는 마이크로쌍정(micro-twin) 이라 부르는 미세한 쌍정 을 다량 발생시킴으로 형태를 변화시킨다는 IIT(Impurity Induced Twinning) 성장기구에 대한 연구들이 보고되고 있다.
Al-Si 합금의 개량화에 대해서는 오래전부터 많은 연 구가 이루어져 왔으나, 업체의 대량생산 공정 및 대형 화된 부품들의 특성상 실험실 수준의 균일한 조직제어 및 미세한 원소함량의 조절은 어려운 실정이다. 또한, 상 용화 Al-12Si 합금에는 Cu, Zn, Mn 등의 용도에 맞게 첨가된 여러 원소 외에도 공정 중 불순물 원소의 포함 으로 인해 의도치 않은 여러 석출물들이 나타날 수 있 으며, 다이캐스팅 시에는 일반 응고조직과는 달리 압력 과 급냉 효과가 포함되므로 이들에 의해 미세조직 및 물 리적 특성이 영향 받고 있다는 것을 감안하고 개량화제 효과를 고려해야 할 필요가 있다. 이러한 이유들로 안 정성을 요구하는 업체에서는 쉽사리 공정변경을 하지 못 하여 대량생산 적용에 어려움이 있어왔다.
본 연구에서는 상용화 Al-12Si 합금의 물성을 향상시 키기 위하여 미세화제를 첨가하고 다이캐스팅 법으로 시 편을 제조하여 합금 개량처리 효과를 알아보고자 하였 다. 이를 위해 Al-12Si 합금에 Sr 및 TiB를 첨가하여 초정 α상의 미세화와 함께 Si 공정상을 섬유상 조직으 로 변화시키고 합금의 공정온도 및 고액공존영역의 변 화, 초정 α-Al 과 Si 공정상의 크기 및 형태변화, 그리 고 Si 공정상 성장시에 발생하는 쌍정의 분포가 Si 공 정상의 형태에 미치는 관계를 확인하였다.
2. 실험 방법
실험 시편 제조를 위해 Fig. 1(a)와 같은 3D 모델링 을 기반으로 금형을 제작하고, Al-12Si 합금 및 TiB와 Sr을 넣어 개량처리 한 합금으로 자동차 변속기용 밸브 바디 부품을 제조하였다. 합금 부품들은 Al-12Si 합금 용 탕에 Al-10Sr 및 Al-10TiB 모합금을 비율에 맞춰 장입 하고 30분간 진정 시간을 가진 후 고압다이캐스팅 공정 으로 제작되었다(Fig. 1(b)). 부품들의 제조는 대량생산공 정의 실제 작업조건하에서 행하여 졌으며, 이때 주입온 도는 670 °C, 저속구간 사출속도는 0.3 m/s, 고속구간 사 출속도는 2.5 m/s, 저속-고속 전환구간은 680 mm, 응고 시간은 8sec이었다. 부품은 각 성분별로 100여개씩 제조 되었고, 이들을 무작위로 추출하여 동일한 부분(Fig. 1(b) 의 A 영역)을 취해 측정 시편을 제조하였다. 제조된 시 편들을 XRF로 분석한 성분함량 결과를 Table 1에 나타 내었다. Al-12Si 합금의 열분석을 위해서 시차주사열량 계(DCS)에 시료를 장입하고 750 °C까지 올려 충분히 용 해시킨 뒤, 10 °C/min의 속도로 냉각시켜 초정 α-Al 생 성 온도와 공정형성 온도를 측정하였다. 첨가원소가 미 세조직 변화에 미치는 영향을 알아보기 위하여 광학현 미경과 주사전자현미경(FESEM)을 사용하였고, 상분석 및 원소함량 분석을 위해 EDS가 사용되었다. α-Al의 크기 변화는 이미지 어날라이저(TS Materials analyzer)로 분 석하였으며, Si 공정 내 쌍정의 형태 및 밀도를 확인하 기 위해서 FIB(Focused Ion Beam)로 Si 공정부위를 선 택하여 박막형 시편을 제조하고 이를 투과전자현미경 (TEM)으로 관찰하였다.Table 2
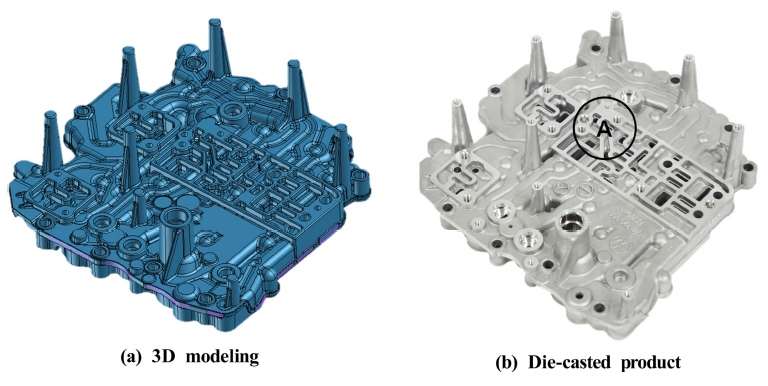
Table 1
Compositions of Al-12Si alloy in unmodified and modified (in wt%).
3. 결과 및 고찰
Fig. 2는 Al-12Si 합금의 첨가원소에 따른 응고거동을 알아보고자 DSC에서 750 °C로 온도를 올려 용융시킨 후 10 °C/min의 속도로 냉각시키며 측정한 결과이며, 각 부 분의 온도를 Table 1에 정리하였다. 온도가 감소함에 따 라 2개의 큰 피크(T2, T4)가 나타났으며, T2는 초정 α- Al, T4는 Si 공정 온도를 나타낸다. 모든 합금의 경우에 있어서 초정 α-Al의 핵생성 반응시작온도(T1,onset)는 555 °C ~ 557 °C, 초정형성온도(T2)는 551 °C ~ 554 °C로 큰 차이 를 나타내지 않았다. 그러나 공정핵생성 반응시작온도 (T3,onset)는 Al-12Si의 경우 548 °C에서 Sr이 첨가되면 539 °C로 9 °C가 감소하였고, Al-12Si-TiB의 경우는 548 °C에 서 Sr이 첨가된 Al-12Si-Sr-TiB는 540 °C까지 8 °C가 낮 아졌다. 또한 공정온도(T4) 역시 Sr이 첨가되었을 경우 7~9 °C가 낮아진 것을 확인할 수 있었다. 여기서 T2와 T4는 각각 액상선의 온도와 공정온도를 의미하므로, Sr 을 첨가할 경우 초정형성온도(T2)와 공정핵생성 반응시 작온도(T3,onset)의 간격은 넓어지며 공정온도인 T4가 감소 되었다는 것은 과냉도 및 고액공존영역이 증가했다는 것 을 말해준다. Al-12Si 합금에서 Sr의 첨가는 과냉의 증가 와 함께 공정온도를 감소시키는 것으로 알려져 있다.20,24) Abbott와 Parker는25) Sr이 Si 공정의 핵으로 작용하는 불 순물 원소들과 결합하여 Si의 핵생성을 억제한다고 하였 는데, 본 실험에서도 이와 같은 이유로 과냉과 공정온 도를 변화시켰을 것으로 여겨진다. 공정온도의 감소는 주 조시 유동성의 확보에 효과적으로 작용하여 생산공정에 유리하고, 불량감소 및 기계적 성능향상에 도움을 줄 수 있다.26) Al-12Si 합금에 TiB를 첨가했을 경우에는 공정 형성 시점은 빨라지며 공정온도는 오히려 3 °C 증가하였 는데, 이것은 Sritharan과 Li가27) 밝힌 것처럼 합금 내에 서 TiAl3와 TiB2가 형성되어 초정 α-Al의 핵으로 작용 하여 α-Al의 생성이 원활해졌기 때문으로 여겨진다.
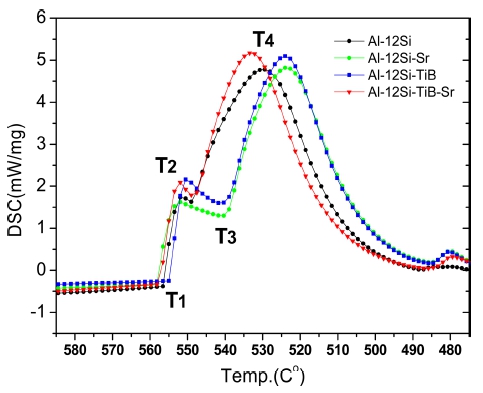
Fig. 3은 Al-12Si 합금 시편들을 광학현미경으로 관찰 한 미세조직 사진으로, 모든 시편에서 초정 α-Al의 수 지상 사이로 Si 공정상들이 분포되어 있는 것을 알 수 있다. Si 공정상은 성장온도에 따라서 침상, 판상, 구형 등의 여러 형태가 나타나는 것으로 알려져 있으며,10,28) 합금 내에 포함된 미량의 P가 용탕 내에서 AlP를 형성 하면 이들이 수지상 계면에서 Si 공정의 핵으로 우선 작 용하고 Si 주위로 α-Al이 성장하게 된다.29-31) 만약 Sr이 첨가되는 경우에는 Si의 성장이 억제되고 α-Al가 우선 적으로 성장하는 것으로 알려져 있다.32) TiB와 Sr이 첨 가되지 않은 시편인 Fig. 3(a)의 경우, 초정 α-Al은 평 균 약 20~30 μm의 크기로 성장해 있으며 Si 공정상은 많은 부분에서 침상(acicula)형태의 공정조직을 나타내었 고 구형(globular)의 형태도 관찰되고 있다. 전형적인 Al- 12Si 합금에서는 더욱 조대하게 발달된 침상이나 판상의 Si 공정상이 나타나지만, 상업용 Al-12Si 합금에 첨가된 성분과 다이캐스팅에 의한 급냉 조건으로 인해 상당수 조직 미세화가 이루어진 것으로 보인다.
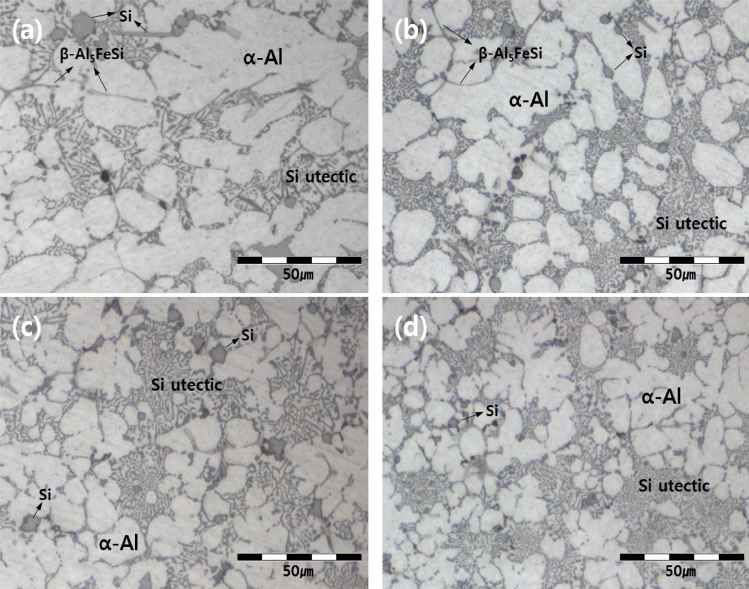
Fig. 3
Optical Microstructure of Al-12Si commercial alloys. (a) unmodified (b) modified by Sr (c) modified by TiB (d) modified by Sr and TiB.
Fig. 3(b)는 Al-12Si 합금에 Sr이 첨가된 것으로, 침상 형태의 Si 공정상들은 비각면성장(non faceted growth)하 여 작은 구형의 섬유상(fibrous)형태로 변화함을 나타내 었다. Fig. 3(c)와 같이 TiB가33,34) 첨가되면 Si 공정상은 3(a)에 비해 짧은 형태로 관찰되었으며, 특히 α-Al의 크 기가 감소하며 미세화 되는 것으로 나타났다. TiB에 의 한 α-Al의 미세화는 용탕 내에 TiAl3 및 TiB2의 형성에 의한 불균일 핵생성 외에도 TiAl3 + Liquid→α-Al의 포 정반응에 영향을 받으며, 포정반응시 B는 과냉효과로 TiAl3의 핵생성을 용이하게 하는 역할을 하는 것으로 알 려져 있다.35) TiB가 첨가된 시편인 Fig. 3(c)와 3(d)에서 는 광학현미경 상으로도 조대하게 나타났던 β-Al5FeSi 상36,37)의 관찰이 어려워 TiB는 α-Al 및 Si 공정상 뿐 아니라 석출상의 미세화에도 영향을 주고 있다고 보여 진다. Sr과 TiB가 같이 첨가된 3(d)의 경우 초정 α-Al 은 10 μm의 크기까지 미세화 되었으며, Si 공정상도 일 부 침상의 형태가 남아있으나 대부분 매우 작은 구형의 섬유상으로 미세화 된 것이 확인 되었다. 일반적으로 Sr 은 형태를 바꾸는 개량화제로 알려져 사용되고 있으나, Chen22) 등은 Sr이 초정 α-Al의 수지상을 구형화 시키고 Si 공정상을 미세화 하여 모두 영향을 준다고 하였다. 이 외에도 아공정 Al-Si 합금에서는 나오지 않는 Si 초정의 형태도 일부 관찰되는데, 이는 용융 공정시 파재료 재사 용에 의한 슬러지에 기인한 것으로 여겨진다.
Fig. 4는 Sr 및 TiB의 첨가가 α-Al의 미세화에 미치 는 영향을 알아보고자 이미지 어날라이저를 사용하여 입 자크기(면적)를 분석한 결과를 나타낸 것이다. 4(a)의 α- Al 들은 보통 지름 20 μm 정도의 입자들로 구성되어 있 으며, 40 μm 이상 크기의 조대한 입자들도 상당수 관찰 되고 있다. Sr이 첨가된 Fig. 4(b)의 경우는 일부 조대 한 입자가 남아있으나 약 20 μm 크기의 α-Al들이 많아 지며 전체적으로 균일한 크기들을 나타내고 있다. 4(c)와 같이 TiB가 첨가되면 30 μm 이상 크기의 α-Al은 관찰되 지 않고, 10 μm 크기의 입자 수가 크게 증가하였다. Sr 과 TiB가 같이 첨가된 4(d)에서는 10 μm 이하의 작은 입자들의 수가 더욱 증가하여 개량화제에 의해 α-Al가 미세화 되고 균일화 되고 있음을 나타내었다. Fig. 4에서 붉은색으로 표기된 영역들은 입자크기가 5~100 μm2의 면 적을 가진 입자들로, Sr이나 TiB가 첨가되면 100 μm2 이 하 크기를 가진 붉은색 영역이 증가하여 미세화가 진행 되고 있는 것을 알 수 있으며, Sr과 TiB가 동시 첨가된 4(d)에서 가장 효과적으로 미세화가 나타난 것을 확인할 수 있다. Fig. 4(a)의 경우 α-Al 입자의 평균 면적은 16.92 μm2이었으며, Sr이 첨가된 4(b)의 α-Al 평균면적 은 8.5 μm2, TiB가 첨가된 4(c)는 6.76 μm2 그리고 Sr과 TiB가 같이 첨가된 4(d)는 7.48 μm2로 나타났다.
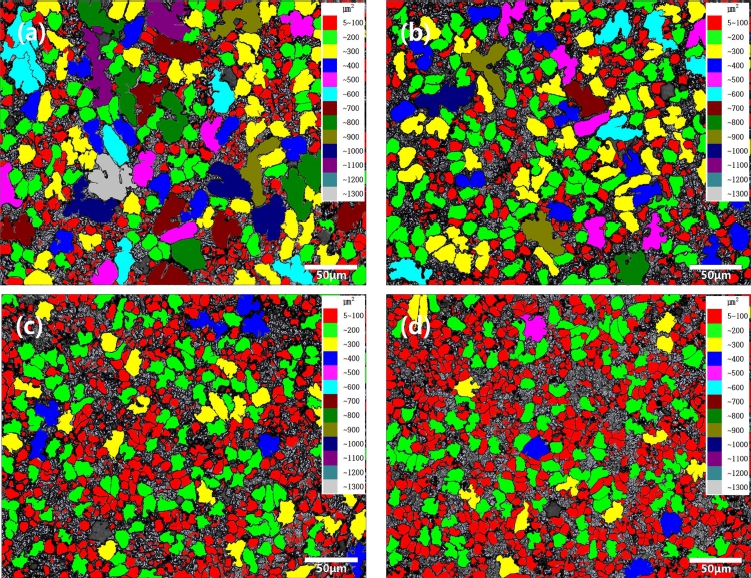
Fig. 4
Image Analyzing of Al-12Si commercial alloys. (a) unmodified (b) modified by Sr (c) modified by TiB (d) modified by Sr and TiB.
Fig. 5는 각 Al-12Si 합금들의 공정조직 부분을 확대 하여 관찰한 SEM 사진을 나타낸 것이다. 광학현미경 관 찰 결과와 같이 첨가원소가 들어가지 않은 Fig. 5(a)의 경우, 매우 잘 발달된 각면형태(faceted growth)를 가진 침상의 Si의 공정상들을 확인할 수 있다. 이러한 각면의 Si 공정상은 재료 사용 시 응력집중의 원인이 되어 기 계적 특성을 저하시키는 원인이 될 수 있다.7,8) 공정상 의 모양을 바꾸는 개량화제인 Sr이 첨가된 시편인 Fig. 5(b)에서 Si 공정상은 각면형태가 아닌 약 1 μm 크기의 구형으로 나타나 형태변화와 함께 미세화도 이루어 졌 으며, TiB만 포함된 5(c) 합금의 경우 Si 공정상의 각면 형태는 어느 정도 유지되면서, 크기는 작아져 미세화 되 는 것을 알 수 있다. Sr과 TiB가 모두 포함된 5(d)의 경 우에는 Si 공정상의 미세화 및 구형화가 더욱 진행되어 0.5 μm 크기의 공정상들도 관찰되었다. 이들 결과로, 첨 가원소중 Sr은 주로 Si 공정상의 형태변화와 미세화에, TiB는 초정 α-Al과 Si 공정상의 미세화에 영향을 미치 는 것을 알 수 있었다. 이러한 초정 및 Si 공정의 미세 화 효과는 기계적 성질의 향상 뿐 아니라 주조시 용탕 의 유동성을 증가시킬 수 있으므로38,39) 충진성의 증가 및 주입온도를 낮추는데 효과적으로 작용할 수 있다.
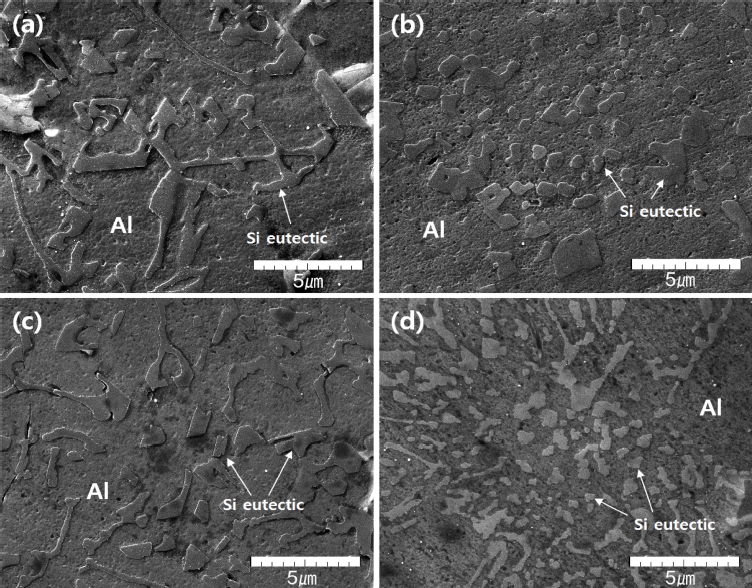
Fig. 5
SEM image of eutectic Si morphology in commercial Al-12Si alloys. (a) unmodified (b) modified by Sr (c) modified by TiB (d) modified by Sr and TiB.
본래 Si 공정 내에서 발생하는 쌍정은 가장 안정한 최 조밀면인 (111) 면의 성장이 느리고, <112> 방향으로 우 선방향을 나타는 TPRE 성장을 하게 된다. 이 과정에서 첨가된 Sr이 쌍정 계면에 흡착되면 Si의 적층에 영향을 주어 다량의 다중쌍정이 발생하게 되고, 새로 발생한 쌍 정들도 Sr의 흡착에 의해 쉽게 방향을 바꾸게 된다.40-42) 그 결과 방향성을 가진 침상의 성장이 억제되는 IIT 성 장형태로 바뀌며 섬유상을 나타나게 되는 것이다. 이러 한 이유로 Si 공정이 미세화와 함께 섬유상으로 변화하 였다면 Si 공정 내부의 쌍정밀도 또한 증가할 것으로 여 겨지며, 이를 확인하기 위하여 Sr이 첨가되었을 경우 Si 공정상 내부의 쌍정의 형태 및 분포 변화를 관찰하였 다. Fig. 6은 FIB를 사용하여 정확한 Si 공정상 부위를 채취한 후, TEM으로 관찰한 사진이다. Sr이 첨가되지 않 은 Al-12Si 합금의 Si 공정상 내부에서는 Fig. 6(a)과 같 은 조대한 크기의 각면을 가진 전형적인 형태의 쌍정들 과 Fig. 6(b)과 같은 폭 2 nm 정도의 가느다란 나노쌍 정들이 [112] 성장방향을 따라 분포되어 있는 것이 관 찰되었다. Fig. 6(c)와 6(d)의 Sr이 첨가된 Si 공정상 내 부에는 폭 2 nm의 나노쌍정 외에 다수의 나노쌍정들이 밀 집되어 5~8 nm 정도의 두께를 형성하고 있었으며, 방향 을 바꾸며 높은 밀도로 분포되어 있는 것이 관찰되었다.
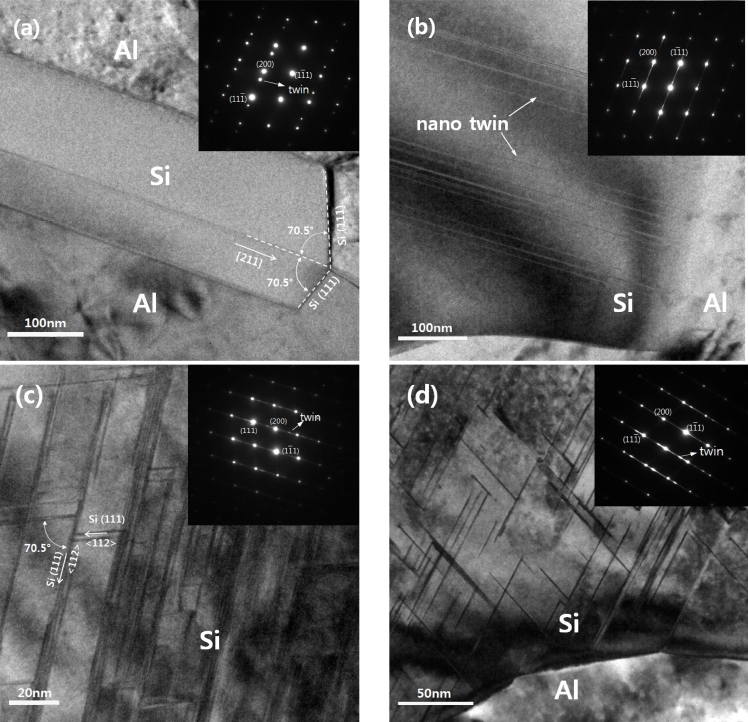
Fig. 6
TEM image and SAD patterns of twins in eutectic Si of Al-12Si commercial alloys. (a) and (b) Sr non-addition, (c) and (d) Sr addition.
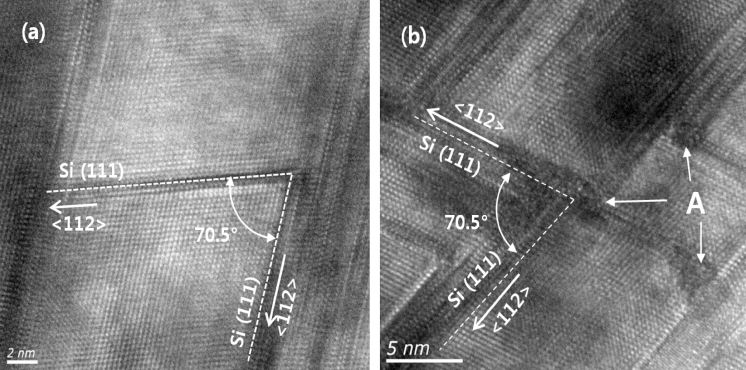
Fig. 7은 나노쌍정 부위를 HRTEM으로 관찰한 사진으 로, 나노쌍정들도 TPRE 성장 시의 Si 공정의 쌍정과 마 찬가지로 일정한 각도와 방향을 유지하는 것으로 나타 났다. Sr의 영향으로 Si 공정 내에 나노쌍정의 밀도가 크 게 증가하고 방향이 바뀜에 따라 많은 꼭짓점들과 쌍정 경계면들이 발생했는데, Timpel 등과40,41) Barrirero43) 및 Li44) 등은 나노쌍정이 교차하는 70.5o의 꼭짓점 및 쌍정 경계(Fig. 7(b)의 A영역)에서 약 1.5 nm 폭으로 Sr 클러스 터(Sr rich cluster) 또는 Sr 석출물(Sr-Al co-segregation) 이 검출됨을 밝혔다. 이러한 결과로, Sr은 성장하는 Si 공정의 쌍정면에 작용하여 다량의 쌍정을 발생시키고 Si 공정의 TPRE 성장을 IIT 성장형태로 바꾼다는 것을 확 인 할 수 있었다. 높은 쌍정 밀도는 Si 공정 형성 시에 방향성 성장을 방해하게 되고 형태변화에 영향을 줄 수 있으므로, Si 공정상의 형태가 침상형에서 섬유상으로 바 뀌는 이유를 설명할 수 있을 것으로 여겨진다.
4. 결 론
다이캐스팅으로 제조된 상업용 Al-12Si 합금의 물성향 상과 Sr과 TiB가 개량화 효과에 미치는 영향을 알아보 기 위하여 열특성, 미세조직 변화 및 쌍정의 분포를 분 석한 결과 다음과 같은 결론을 얻을 수 있었다.
Sr의 첨가는 상업용 Al-12Si 합금의 공정형성 온도를 9 °C 까지 감소시켰으며, 과냉과 고액공존영역이 증가하 여 유동성 향상과 제품 공정 시간 및 비용 단축에 효 과적일 것으로 여겨진다. TiB의 첨가는 α-Al의 핵생성 에 유리하게 작용하여 α-Al의 크기가 40 μm에서 10 μm 이하로 감소하였으며, 평균면적은 16.92 μm2에서 6.76 μm2으로 감소하였다. 또한, TiB는 Si 공정상의 크기도 감 소시켜 미세화에 효과적이었으며, β-Al5FeSi의 크기 감 소에도 영향을 미치는 것으로 나타났다. Sr은 Si 공정의 형태를 조대한 침상에서 미세한 섬유상으로 변화시키고 α-Al의 크기 역시 감소시켰다. 이로 인해 주조시 유동 성의 증가와 재료의 기계적 성능 향상을 가져올 수 있 을 것으로 기대된다. 특히 Sr은 Al-12Si 합금 내에서 IIT 성장기구에 의해 Si 공정내부에 나노 크기의 쌍정을 만들고 쌍정밀도를 증가시켜 Si의 방향성 성장을 억제하 고 개량화에 기여함을 확인할 수 있었다. Sr과 TiB가 같 이 첨가 된 경우 초정 α-Al와 공정 Si의 미세화 및 Si 공정의 개량화에 더욱 효과적으로 작용하였다.
