

1. 서 론
2. 실험 방법
3. 결과 및 고찰
3.1. 유동 곡선
3.2. 구성 방정식
3.3. 공정 지도
3.4. 미세 조직 진화
3.5. 공정 지도와 미세조직 간의 상관관계
4. 결 론
1. 서 론
극한의 극저온 및 수소 환경에서도 구조재가 안정적인 성능을 유지하는 능력은 산업 응용 분야가 확대됨에 따라 그 중요성이 증대되고 있다. 오스테나이트계 고망간강은 면심입방(face-centered cubic, FCC) 구조에 기인하여 극저온에서도 우수한 인성과 연성을 나타낼 뿐만 아니라,1,2,3) 수소 취성에 대한 저항성 또한 우수하여 차세대 구조용 강재로 주목받고 있다.4,5)
고망간강의 대량 생산을 위해 적용되는 연속주조 공정에서는 응고 과정 중 조대한 결정립과 망간 편석 밴드가 형성되기 쉽다. 이러한 초기 미세조직의 불균질성은 첫 조압연(rough rolling) 패스에서 표면 또는 모서리 크랙을 유발하는 주요 원인이 된다. 특히, 결정립계 산화와 전단 밴드의 형성은 크랙 전파를 가속화하여 최종 판재의 두께 불균일 및 품질 저하를 초래한다.6,7)
평면 변형 압축(plane strain compression, PSC) 시험은 실제 압연 공정의 물리적 모사에 적합한 시험법이다. 단축 압축 시험과 비교하여 배럴링(barreling) 현상에 의한 불균일 변형이 적고 마찰 영향이 작을 뿐만 아니라, 응력 상태가 열간 압연 공정과 매우 유사하다.8) 따라서 PSC 시험은 판재 압연 시의 마찰, 구속 조건 및 두께 방향의 변형 구배를 효과적으로 재현할 수 있다는 장점이 있다.9)
그러나 기존의 고망간강 관련 연구는 대부분 압연이나 단조가 완료된 소재를 대상으로 한 단축 압축 결과가 주를 이루고 있다. 주조 상태(as-cast)의 조대 결정립 슬래브를 대상으로 PSC 시험을 수행하여 구성 방정식(constitutive equation)과 공정 지도(processing map)를 제시한 사례는 드문 실정이다. 이로 인해 초기 조압연 조건을 정량적으로 규명하고 슬래브의 크랙을 억제하기 위한 실험적 근거가 부족하다.
이에 본 연구에서는 결정립이 조대한 Fe-24Mn 슬래브를 대상으로 900 °C-1,000 °C의 온도 및 0.5 s-1-10 s-1의 유효 변형률 속도 조건에서 유효 변형률 1.0까지 PSC 시험을 수행하였다. 획득한 유동응력-변형률 데이터를 바탕으로 Zener-Hollomon 매개변수를 이용한 구성 방정식을 도출하고, 파워 소산 효율(power dissipation efficiency, 𝜂)과 불안정 기준(instability criterion, 𝜉)을 적용하여 공정 지도(hot processing map)를 작성하였다. 아울러 변형 후 전자 후방 산란 회절(electron backscattered diffraction, EBSD, C-SCAN, OXFORD Instruments, England) 분석을 통해 동적 재결정(dynamic recrystallization, DRX) 거동과 미세조직 변화를 확인함으로써, 슬래브 조압연 공정을 정량화하고 최적 공정 설계에 필요한 기초 자료를 제시하고자 한다.
2. 실험 방법
본 연구에 사용된 고망간강 슬래브의 화학 조성은 Table 1과 같다. 압축 시험편은 슬래브 두께의 1/4 지점(1/4 t)에서 채취하였으며, 시편의 치수는 두께 10 mm, 폭 15 mm, 높이 20 mm이다. 시편은 두께 방향이 법선 방향(normal direction, ND), 폭 방향이 압연 방향(rolling direction, RD)와 일치하도록 가공하였으며, 앤빌(anvil)에 의한 압축 변형 시 연신이 RD로 발생하도록 배치하였다.
Table 1.
Chemical composition of high-manganese steel (wt%).
| C | Si | Mn | P | S | Cr | Cu | Fe |
| 0.442 | 0.270 | 24.048 | 0.013 | 0.002 | 3.404 | 0.429 | Bal. |
PSC 시험은 Gleeble-3800 열기계 시뮬레이터(Dynamic Systems Inc., USA)를 이용하여 수행하였다. 시편은 상・하부 앤빌 사이에 중앙 정렬하여 위치시켰으며, 압축 과정 중 마찰력을 저감하고 앤빌과의 확산 접합을 방지하기 위해 접촉면에 탄소 시트(carbon sheet)를 삽입하였다. 사용된 앤빌의 시편 접촉면 너비는 5 mm이며, 상부 너비는 10 mm, 빗변의 길이는 6.5 mm이다. 이때 앤빌의 폭은 25 mm로 시편의 폭(15 mm)보다 넓게 제작하여 평면 변형 조건을 만족하도록 하였다[Fig. 1(a)].
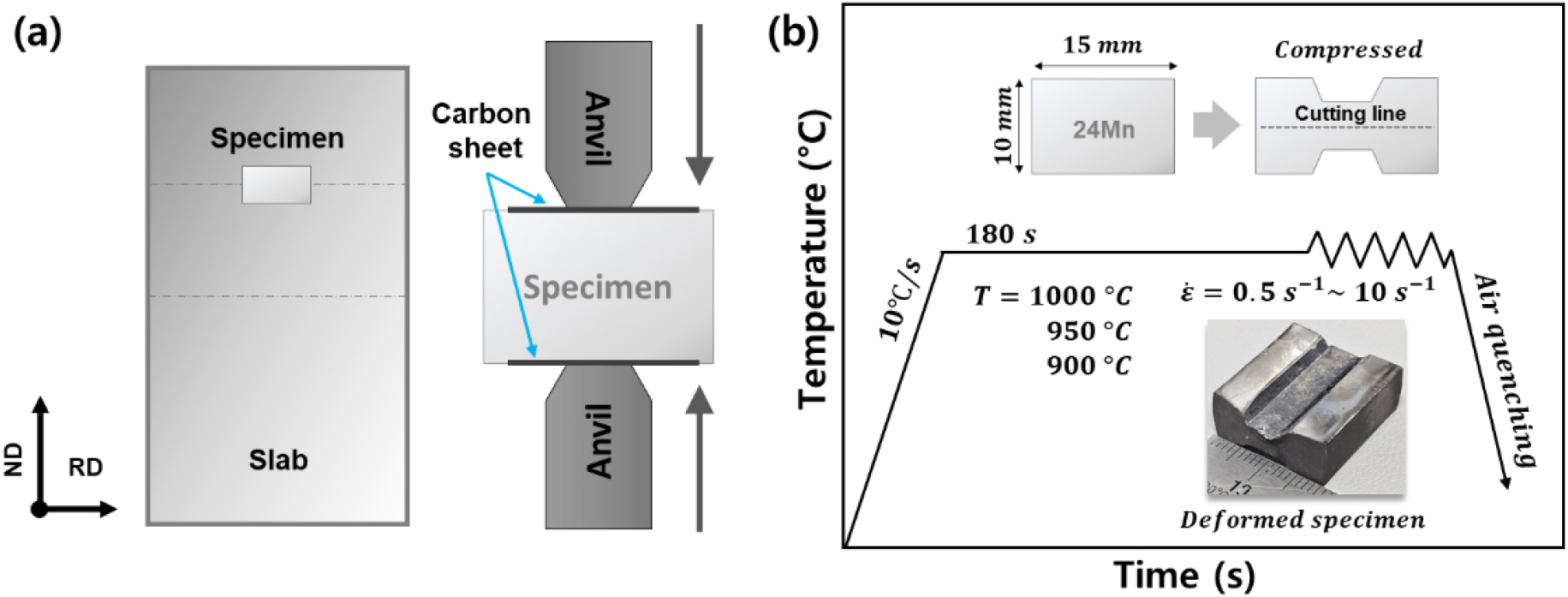
실험 셋업 후, 시편은 10 °C/s의 가열 속도로 목표 온도(900, 950, 1,000 °C)까지 가열하였으며, 시편 내 열적 평형을 확보하기 위해 해당 온도에서 3분간 등온 유지하였다. 이후 다양한 변형 속도(0.5, 1, 2.5, 5, 10 s-1)를 적용하여 유효 변형률(effective strain)이 1.0에 도달할 때까지 압축 시험을 수행하였다. 시험 과정에서 수집된 하중 및 변위 데이터는 유효 응력-유효 변형률 곡선(effective stress-effective strain curve)으로 환산되었다. 압축 시험 종료 직후, 고온 미세조직을 보존하기 위해 시편을 공냉 처리하였다[Fig. 1(b)].
압축된 시편은 압축 방향의 중심부에서 절단한 후 주사전자현미경(scanning electron microscopy, SEM, JSM-IT800HL, JEOL, Japan)과 EBSD 분석을 위해 준비하였다. 절단면은 탄화규소(SiC) 연마지를 이용하여 3, 1, 0.25 µm 순으로 단계적으로 연마하였으며, 이후 0.04 µm 입자의 콜로이드 실리카를 사용하여 15 N 하중과 150 rpm 조건에서 10 min간 최종 연마를 수행하였다.
EBSD 분석은 시편의 중심부에서 가속 전압 20 kV 조건으로 수행되었다. 사용된 장비는 SEM과 EBSD 시스템이다. 미세조직 분석을 위해 역극점도(inverse pole figure, IPF), 결정립 방위 스프레드(grain orientation spread, GOS) 및 커널 평균 미스오리엔테이션(kernel average misorientation, KAM) 맵을 획득하였다. 분석 시 스텝 사이즈(step size)는 약 1.2 µm로 설정하여, 결정 방위 및 국부 미스오리엔테이션(local misorientation) 특성을 정밀하게 분석하였다.
3. 결과 및 고찰
3.1. 유동 곡선
PSC 시험에서 유효 응력(effective stress, 𝜎)과 유효 변형률(effective strain, 𝜀)은 다음 식을 사용하여 계산한다.10,11)
식 (1)에서 F는 하중, 는 금형의 접촉 폭(5 mm), 는 금형의 접촉 높이(20 mm)를 나타낸다. 식 (2)에서 는 초기 시편 길이(10 mm)이며 은 변위량이다.
위 구성방정식을 적용한 응력-변형률 곡선은 Fig. 2와 같다. 실험 결과, 전반적으로 유동 응력(flow stress)은 온도가 증가함에 따라 감소하였으며, 동일 온도에서는 변형률 속도가 증가할수록 상승하는 경향을 보였다. 변형 초기 단계에서는 뚜렷한 가공 경화 현상과 함께 유동 응력이 급격히 증가하였다.
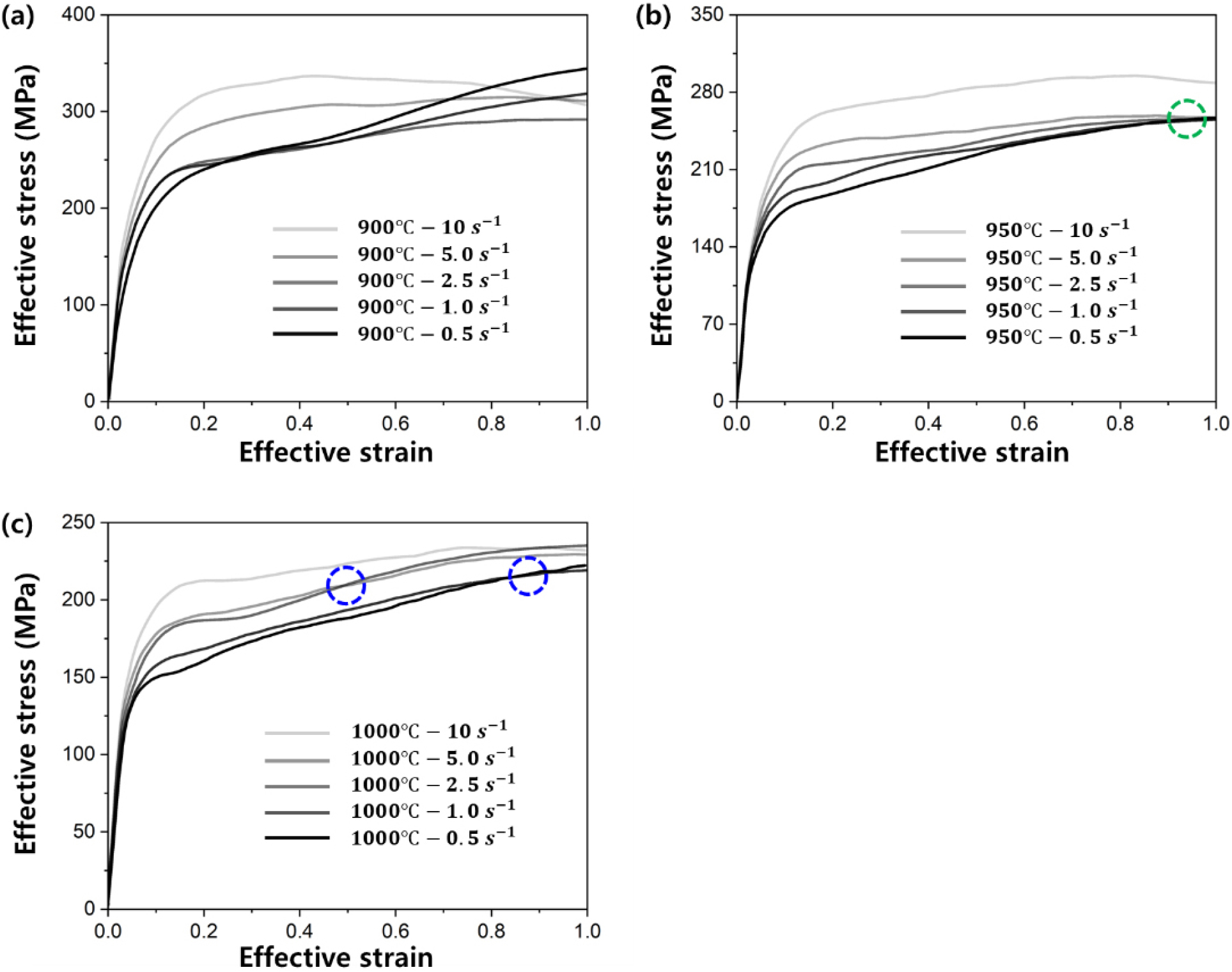
Fig. 2(a)의 900 °C 조건에서는 2.5 s-1 이하의 변형률 속도에서 가공 경화 거동이 지배적으로 나타나 유동 응력이 지속적으로 증가한다. 그러나 변형이 심화됨에 따라 응력 크기가 역전되는 현상이 관찰된다. 특히 변형률 속도가 빠를수록 피크 응력 도달 후 유동 응력이 감소하는 연화 거동이 뚜렷해진다. 950 °C 및 1,000 °C 조건에서도 변형률 속도가 증가함에 따라 전반적인 유동 응력은 상승하는 경향을 보였다. 그러나 고변형 구간에 도달할수록 응력 간의 편차가 감소하거나[Fig. 2(b)의 녹색 파선원], 일부 곡선이 상호 교차하는 양상[Fig. 2(c)의 파란색 파선원]이 관찰되었다.
이러한 응력 감소는 가공 경화 효과가 DRX에 의한 강한 연화 효과로 상쇄된 결과로 해석되며,12) 이후 변형이 지속됨에 따라 DRX 완료 및 결정립 성장 단계로 천이하는 것으로 판단된다.13) 일반적으로 온도가 상승하면 전위의 운동 저항 감소와 공공 확산(vacancy diffusion) 증가로 결정립계 이동이 촉진되어 DRX가 활성화된다. 반면, 변형률 속도가 증가하면 전위 재구성과 결정립계 이동에 필요한 시간이 부족해져 DRX 발생이 제한되고, 대신 동적 회복(dynamic recovery, DRV)이 지배적으로 작용하여 연화 효과가 감소하는 것이 일반적이다.14)
그러나 본 연구에서는 고변형률 속도임에도 불구하고 DRV에서 DRX로의 전이 현상이 관찰되었다. 이는 고속 변형 시 변형 에너지의 90 % 이상이 열로 전환되면서 발생하는 단열 승온(adiabatic heating) 효과에 기인한다.15) 특히 변형률 속도가 10-103 s-1 이상인 조건에서는 단열 승온에 의한 내부 온도 상승이 수백 °C에 달할 수 있으며,16) 이처럼 급격히 유도된 열에너지가 DRX의 구동력(driving force)을 크게 증대시켜 재결정 거동을 촉진한 것으로 판단된다.17,18)
3.2. 구성 방정식
Zener-Hollomon 매개변수는 열간 변형 중 금속의 변형 거동을 나타내는 중요한 지표로서 온도와 변형 속도의 상호 작용을 반영하여, 변형 메커니즘과 재료의 미세구조 변화를 설명하는데 자주 사용된다.13,19,20) 서로 다른 요인들 사이의 관계를 설명하기 위해 Zener-Hollomon 매개변수()를 사용하여 열간 변형 시 변형률(ε), 온도() 및 변형률 속도()에 영향을 받는 유동 응력(𝜎)을 다음 형태의 방정식으로 나타내었다.
은 변형률(s-1), 는 구조적 요인을 나타내고, 𝛼는 응력 수준 매개변수를 의미한다. 은 응력 지수이고, 𝛽는 상수이다. 는 열간 변형에 대한 겉보기 활성화 에너지(kJ/mol)이다. 은 기체 상수(8.314 J/mol・K)를 나타낸다.21,22)
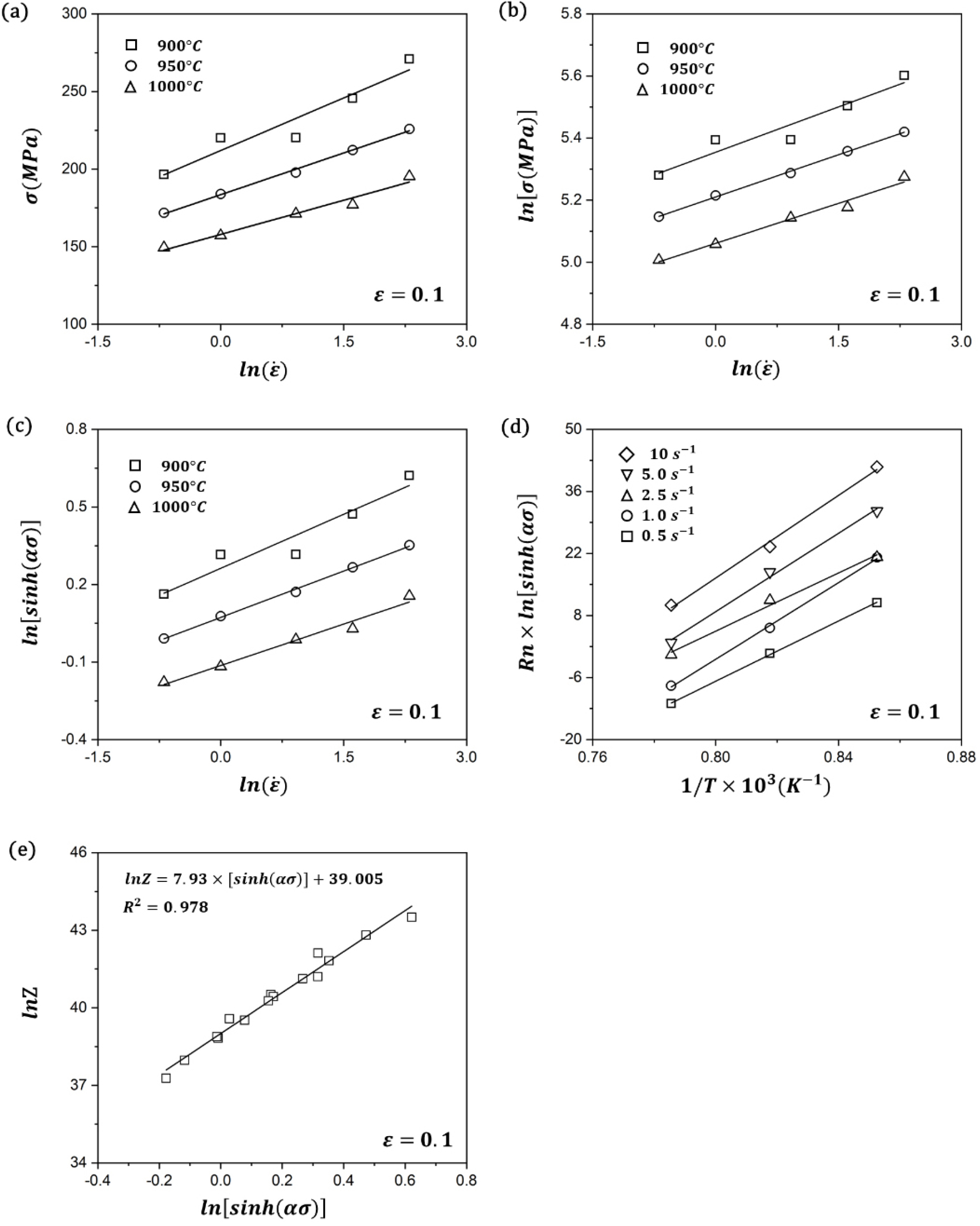
유효 변형률에 따른 매개변수()의 경향을 알아보기 위해 각 매개변수의 값을 유효 변형률 0.1 간격으로 구하였다. 특정 유효 변형률에서, 식 (3), (4), (5)의 양변에 로그 함수를 취하고 일정한 온도에서 편미분하여 그 기울기를 선형 피팅으로 구하여 평균을 계산하면, , 𝛽 및 을 구할 수 있다. 𝜀=0.1인 경우 =10.63, 𝛽=0.054, 𝛼=0.0051, =8.040의 값을 가진다. 그 후 , 𝛽 값을 통해 식 (5)의 를 계산한다. 동일하게 식 (5)의 오른쪽 두 변에 로그 함수를 취해 기울기를 계산하면 를 구하고, 앞서 취한 값을 사용해 와 값을 선형 피팅하여 절편 값인 값을 구한다. 계산 결과 , =39.01을 가진다(Fig. 3).
진변형률에 따른 구성 방정식을 모델링하기 위해 진변형률에 따른 매개변수()와의 관계를 알아보았다.21) 각 매개변수의 값은 진변형률 0.1 간격의 데이터를 이용하여 6차 다항식으로 fitting하였다(Fig. 4). 각 매개변수에 대한 다항식 형태는 다음 식 (6)과 같으며, 피팅을 통해 구한 계수는 Table 2에 정리하였다.
𝛼는 유효 변형률 0.7까지 감소하다 증가하며 , 및 는 반대로 0.7까지 증가하다가 이후 서서히 감소한다(Fig. 4). 는 열 변형 중에 전위가 넘어야 하는 에너지 장벽으로서 합금의 가공 성능을 나타낸다.23)
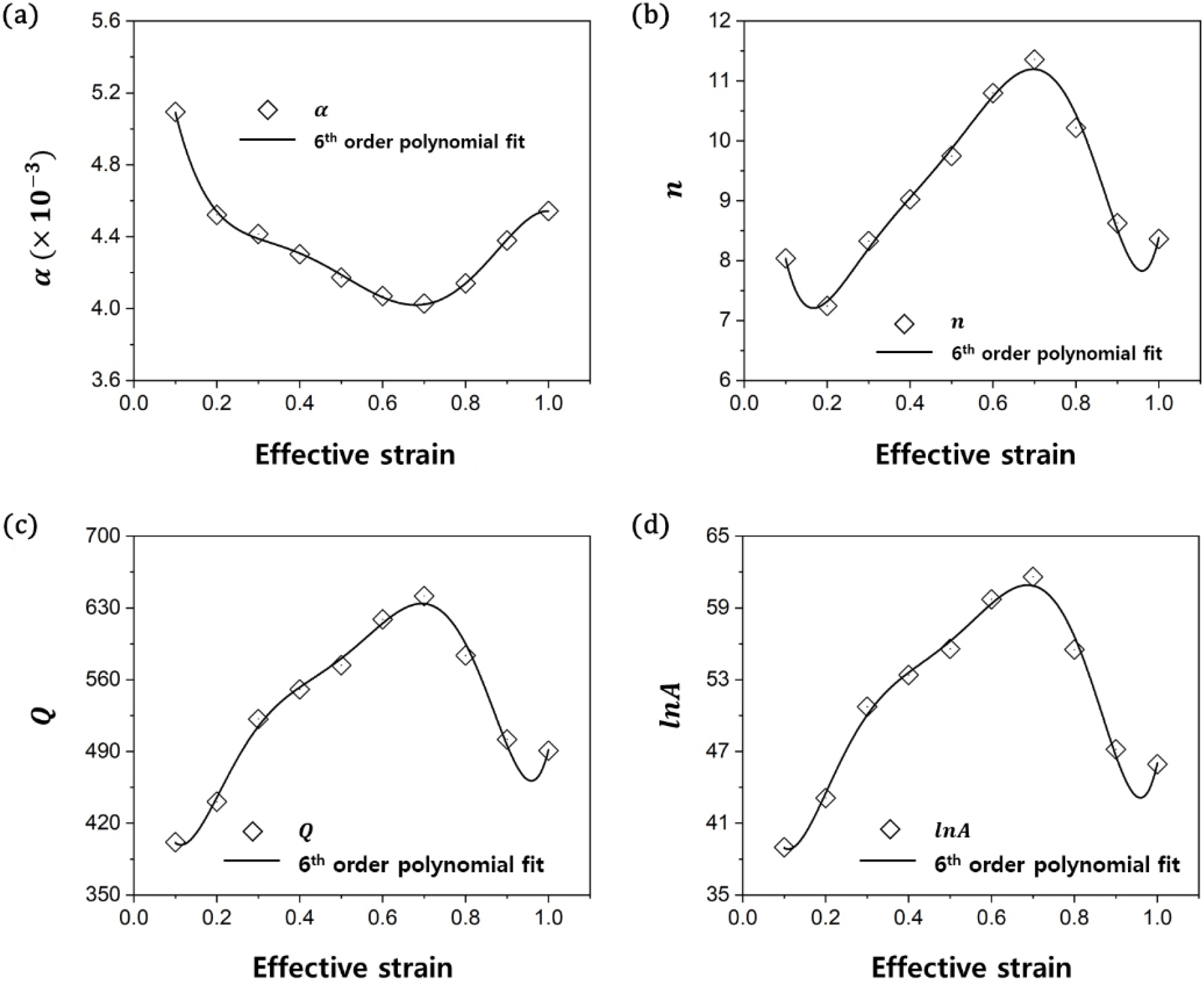
Table 2.
Coefficients of the 6th-order polynomial.
위의 관계를 통해 변형률에 따른 유동 곡선을 결정할 수 있다. 여러 가지 변형률에서의 Fe-24Mn에 대한 Arrhenius 구성 모델을 다음의 형태로 구성한다.21,23)
식 (7)의 정확도를 검증하기 위해 구성방정식에 대한 상관계수(R)와 평균 절대 상대 오차(average absolute relative error, AARE)를 구하였다.21,23)은 데이터의 개수이며, 와 는 각각 계산 값과 그 평균값(MPa), 와 는 각각 예측한 값과 그 평균값(MPa)이다.
Fig. 5에 실험값과 구성 방정식을 이용한 계산값의 상관관계를 나타내었다[식 (8), (9)]. 전체적으로 실험 데이터와 계산 결과가 높은 일치도를 보임을 확인할 수 있다. 통계 분석 결과 R은 0.945, AARE는 4.49 %를 나타내었으며, 이는 확립된 구성 방정식이 소재의 유동 응력을 매우 높은 신뢰도로 예측함을 의미한다. 다만, 응력 수준이 높아질수록 실험값과 계산값 간의 편차가 확대되는 경향이 확인된다.
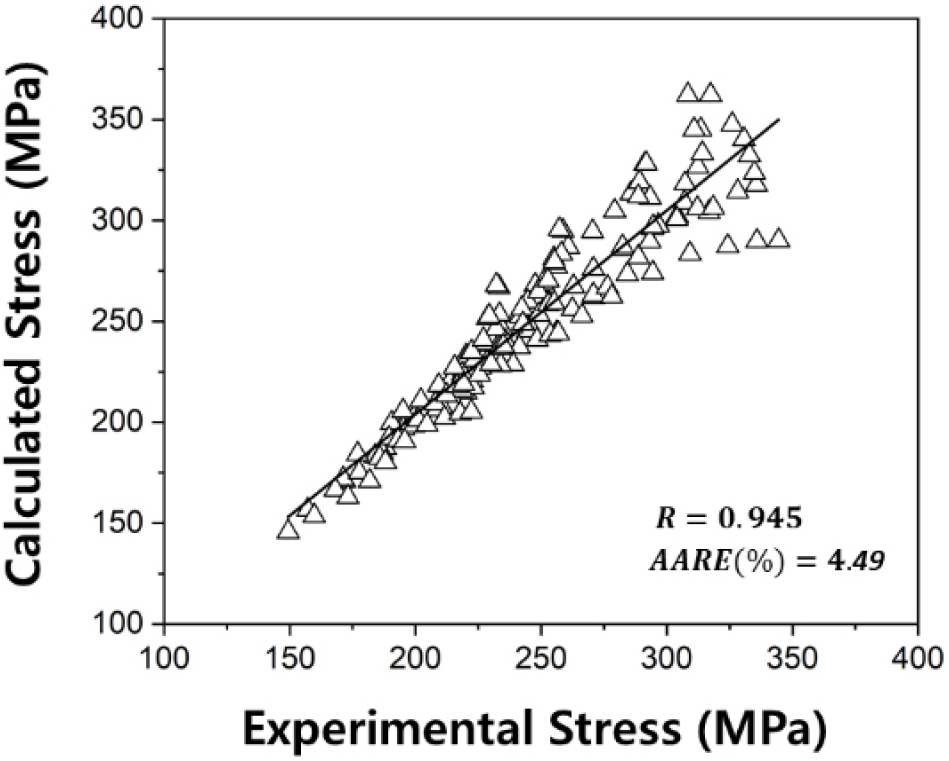
슬래브는 응고 과정에서 불가피하게 형성되는 기공, 미세 균열, 개재물 등의 결함과 성분 편석 및 수지상 조직의 발달로 인해 미세조직적 불균질성을 내재하고 있다.24) 이러한 국부적 불균질성은 시편 채취 위치에 따른 기계적 물성의 산포를 유발하며, 이는 구성 방정식의 계산값과 실제 실험값 간의 차이를 발생시키는 요인이 된다. 특히, 소성 변형이 진행되어 변형 영역이 결정립 단위에서 주변으로 확장될수록, 이러한 결함이나 조직적 불균질이 재료의 거동에 미치는 영향은 더욱 커지게 된다. 고응력 상태일수록 결함 부위에서의 응력 집중 현상이 심화되어, 동일한 결함이라도 재료의 거시적 유동 거동에 미치는 민감도가 증가하기 때문이다. 이는 응력이 증가할수록 구성 방정식이 예측하지 못하는 국부적 거동을 유발하여, 실험값과 예측값 간의 불일치를 증폭시키는 주요 원인으로 작용한다.25)
3.3. 공정 지도
공정 지도(hot processing map)는 미세구조 메커니즘 측면에서 부과된 공정 매개변수에 대한 재료의 반응을 명시적으로 표현한 것이며, 파워 소산 효율(power dissipation efficiency, 𝜂)과 불안정 기준(instability criterion, 𝜉)을 중첩하여 구성된다. 이는 동적 재료 모델(dynamic materials model, DMM)을 기반으로 개발되었으며 재료의 열 변형 공정 중 구성적 거동을 조사하고 공정 매개변수를 최적화하는 데 중요한 역할을 한다.26)
𝜂는 기계적 에너지가 미세구조 변화로 인해 소산하는 재료의 능력을 나타내며, 값이 클수록 DRX나 DRV와 같은 미세구조 변화가 잘 발생한다는 것을 의미한다. 𝜉는 변형 중 재료 흐름이 불안정해져 결함이 발생할 수 있는 조건을 평가한다. 음수인 경우 흐름이 불안정하여 피하는 것이 좋다. 𝜂와 𝜉는 각각 다음 식 (10) 및 (11)과 같다.27,28,29)
여기서 이다. 응력과 변형률 속도를 의 3차 다항식으로 fitting을 하고, 상수 , , 를 구하면 은 다음 식 (12)와 같다.30)
따라서, 𝜉는 식 (13)과 같이 표현할 수 있다.
Fig. 6은 다양한 변형률 조건에서의 공정 지도를 나타낸다. 𝜂는 등고선으로, 𝜉가 0 미만인 영역은 회색으로 도시하였다. 또한 𝜂가 음수인 영역은 점선 등고선으로 구분하였다.
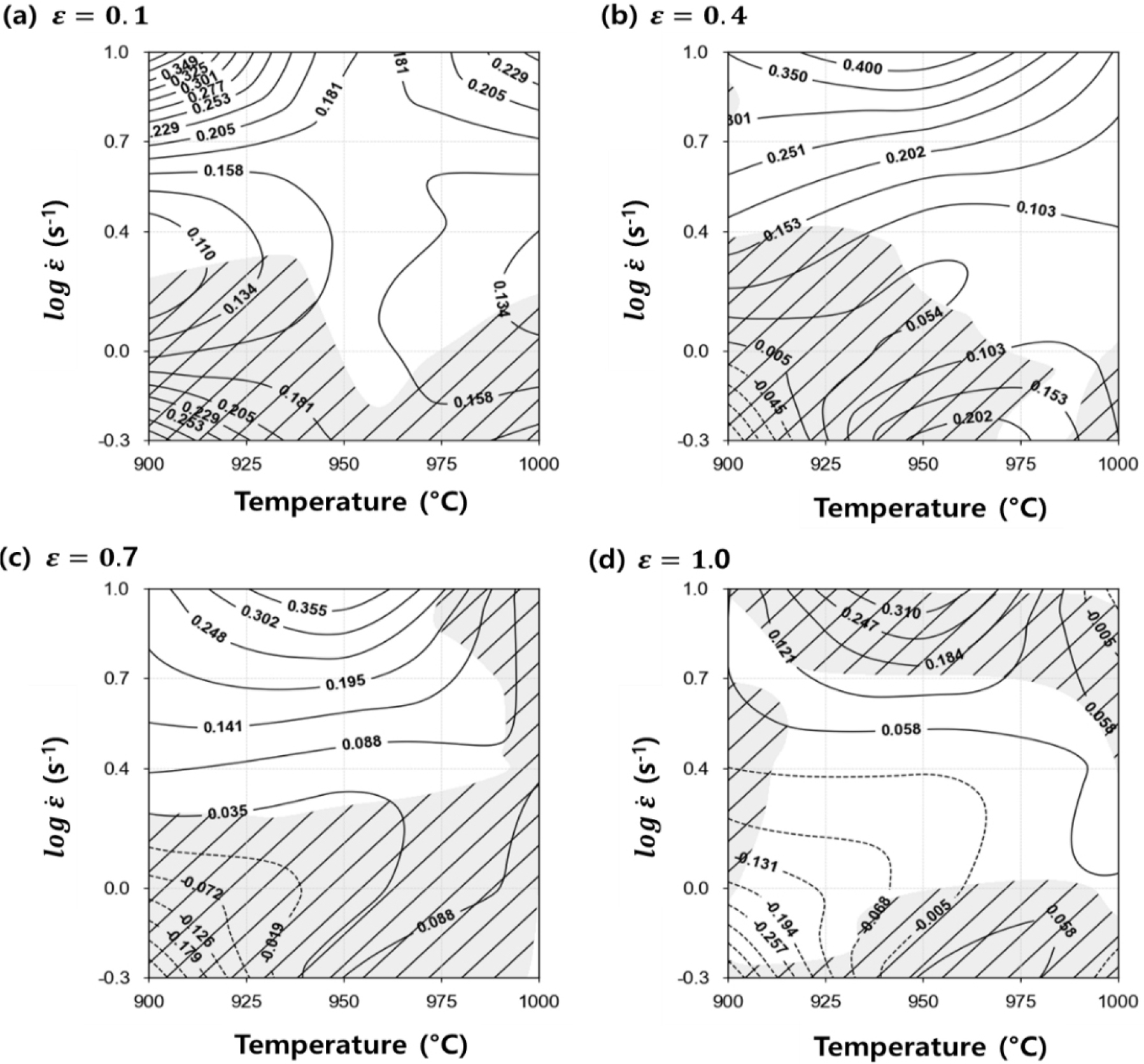
전체적으로 𝜂는 900-950 °C의 온도와 고속의 변형률 속도(=0.7-1.0)에서 약 0.25-0.4의 최댓값을 나타냈으며, 이는 일반적인 오스테나이트계 강 및 합금에서 보고되는 DRX 도메인의 값과 유사하다.31) 이러한 열간 작업 조건에서 DRX가 쉽게 발생하고, 파워 손실 효율이 최대에 도달하여 재료가 연화된다고 볼 수 있다.
반면, 𝜀=0.4 이후의 저온-저속 영역에서 음수의 𝜂 값이 관찰된다. 이는 변형률 속도가 증가함에도 불구하고 응력이 오히려 감소하는 비정상적 거동을 의미하며, 이러한 경향은 실제 유동 곡선에서도 확인할 수 있다. 해당 조건에서 낮은 온도로 인한 과도한 변형 저항 때문에 유동 국부화가 발생하거나 미세조직적 불균질성이 심화되는 불안정 영역임을 시사한다.11)
𝜉가 음수인 영역 역시 저속에 걸쳐 있으며, 변형률이 커짐에 따라 고속에서도 나타난다. 𝜉<0인 구간은 고온 가공 중 재료가 안정적인 변형을 하지 못하고, 미세조직적으로 불안정한 변형 메커니즘이 나타나는 영역을 의미한다. 이러한 불안정 구간은 동적 재결정 실패로 인한 불균일한 미세구조,32) 불균일한 재료의 흐름으로 인한 국부적 변형,33) 미세구조 손상, 변형 쌍정 및 마르텐사이트 변태34,35) 등의 원인으로 발생할 수 있다.
결론적으로, 본 공정 지도는 950 °C 부근의 일부 구간을 제외하고는 변형률 증가에 따라 불안정 영역이 전체적으로 확장되는 경향을 보인다. 특히 고변형(𝜀=1.0) 조건에서는 고온 영역에서도 불안정 거동이 예측되므로, 단일 공정으로 큰 변형을 가할 경우 가공 조건의 엄격한 제어가 필수적이다. 따라서, 이렇게 좁아진 가공 윈도우 내에서 실제 재료가 어떤 변형 기구를 통해 파괴를 회피하거나 혹은 결함을 생성하는지 규명하기 위해, 𝜀=1.0 시편의 미세조직 분석을 수행하였다.
3.4. 미세 조직 진화
Fig. 7은 슬래브의 주조 상태(as-cast) 광학 현미경 미세조직을 보여준다. 관찰 결과, 전형적인 주상정 조직과 일부 기공(pore)이 확인되었다. 주상정은 응고 과정 중 열 방출 방향과 평행하게 성장하는데, 본 시료 내 주상정들은 좌측 하단에서 우측 상단으로 이어지는 일정한 대각선 방향성을 나타내었다. 이는 해당 영역에서의 결정 성장 방향이 일정했음을 확인할 수 있다. 주상정의 폭은 약 200 µm이며, 길이는 관찰 시야를 벗어나 1,200 µm 이상으로 연장되어 있어 주조 조직 특유의 매우 조대한 입도를 형성하고 있음을 확인하였다.
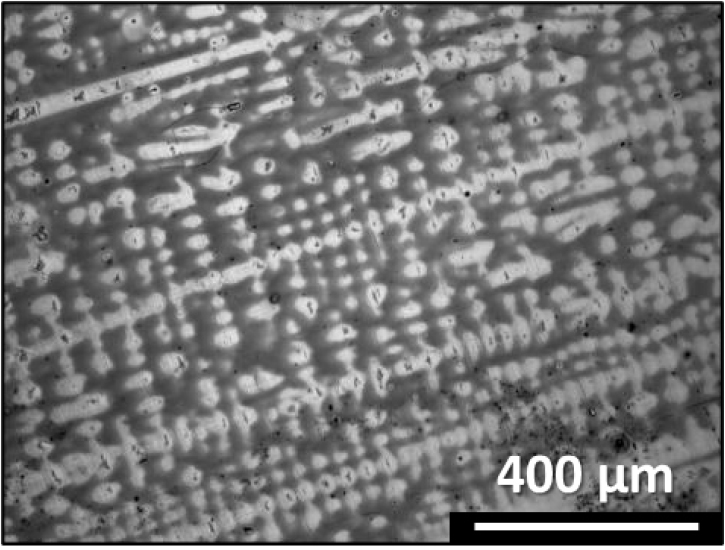
Fig. 8은 IPF 맵 분석을 통해 변형률 속도 및 온도가 재결정 핵생성과 결정립 성장 거동에 미치는 영향을 보여준다. 모든 변형률 속도 범위(0.5-10 s-1)에서, 온도가 상승함에 따라 재결정된 결정립의 평균 크기가 증가하는 경향이 관찰되었다.
앞서 언급하였듯이 변형률 속도가 높을 경우, 짧은 시간 내에 대변형이 발생하면서 소재 내부의 소성 변형 에너지가 열로 전환되는 단열 승온 현상이 유발된다. 이로 인해 초기 설정 온도보다 실제 가공 온도가 상승할 수 있다.36) 예를 들어, 900 °C 및 950 °C의 0.5 s-1 조건에서는 동적 재결정이 거의 발생하지 않았으나, 5 s-1 이상의 고속 변형에서는 동적 재결정이 급격히 촉진되었다. 이는 단열 승온에 따른 온도 상승 효과가 재결정 구동력을 제공한 결과로 추정된다.
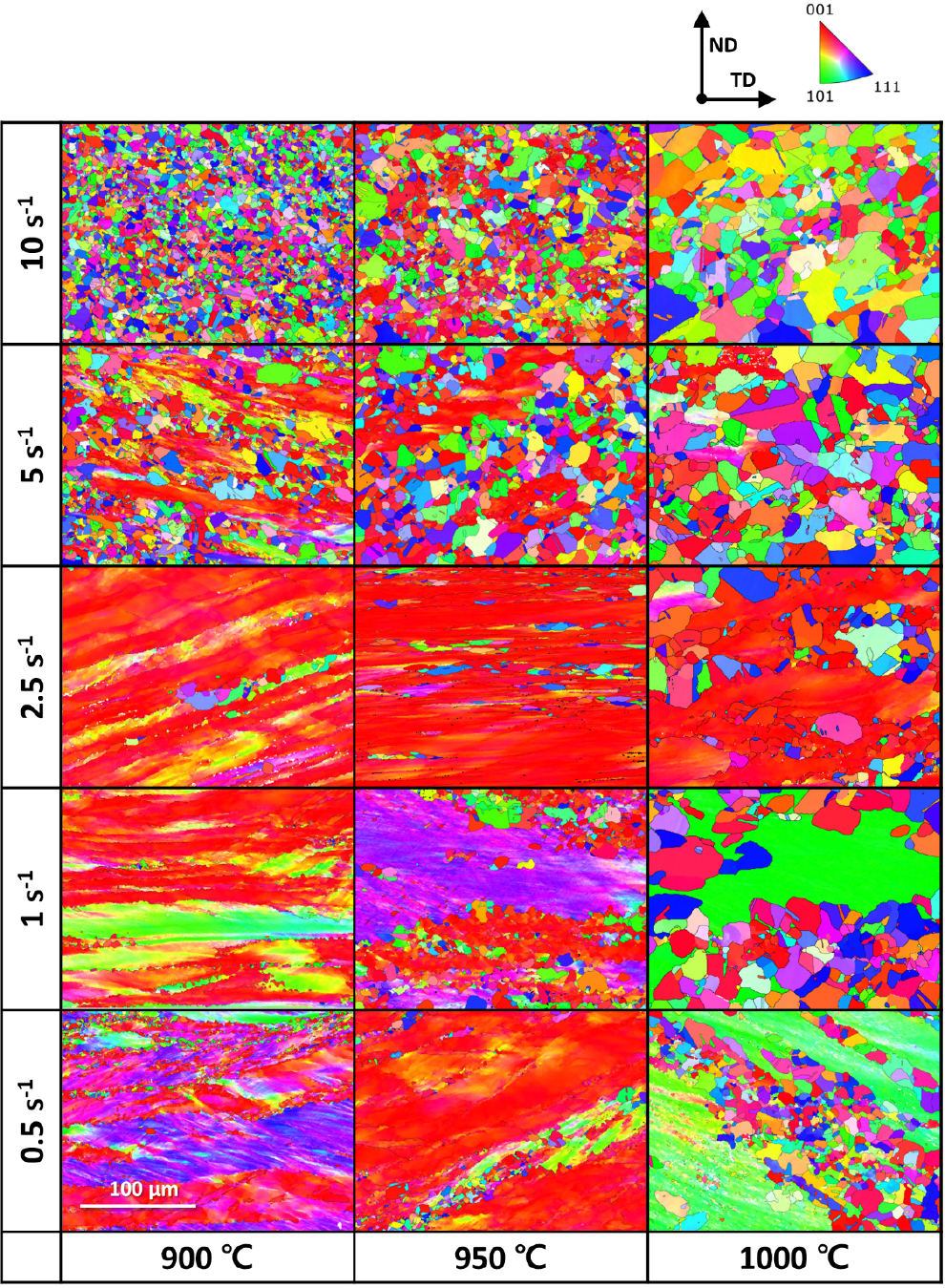
결정립의 최대 성장 크기는 주로 최고 도달 온도에 의해 결정되는데,37) 900 °C, 10 s-1 조건에서 형성된 재결정 조직의 결정립 크기는 950 °C 및 1,000 °C의 0.5 s-1 조건과 비교할 때 중간 수준을 나타냈다. 이는 실제 가공 중 시편의 온도가 950 °C 이상으로 상승했음을 시사한다. 특히 10 s-1의 고속 변형 조건에서는 동적 재결정이 완전히 진행되며, 이를 통해 완전한 오스테나이트 조직을 형성한 Fe-24Mn 소재는 별도의 후속 어닐링 열처리 없이도 사용이 가능하다. 미세한 결정립은 높은 강도와 인성을 동시에 확보할 수 있으므로, 고온 소성가공 후 완전한 재결정 조직을 형성하고 가장 미세한 입도를 나타낸 900 °C, 10 s-1 조건이 미세조직적 관점에서 최적의 결과를 보였다.
그러나 가공 온도가 낮고 속도가 빠를수록 소성가공에 필요한 압력이 급격히 상승하여 장비 부하 및 작업 효율에 영향을 미치게 된다. 따라서 실험적으로 도출된 최적 가공 조건이라 하더라도, 실제 산업 현장의 장비 사양과 공정 효율성을 고려한 신중한 접근이 필요하다.11) 한편, 1,000 °C, 10 s-1 조건에서는 입계로부터 변형이 시작되는 현상이 관찰되며, 특정 결정립에서 변형이 우선적으로 진행된다. 이는 재결정 과정에서 결정립이 모든 방향으로 균일하게 생성되더라도, 결정립 내 변형은 임계 분해 전단 응력(critical resolved shear stress, CRSS)이 최대인 방향에서 먼저 발생하고, 이후 인접 결정립의 회전 및 CRSS 증가에 따라 변형이 확산되는 메커니즘에 기인한다.38) 이러한 원리에 따라 결정립들이 유사한 방향으로 배열되는 집합조직이 형성되며 변형이 진행된다.
KAM 기법은 결정립 내 국부적인 방위차를 측정하여 소성 변형에 의해 축적된 전위 밀도와 변형 정도를 정량적으로 분석하는 데 활용된다. 본 연구에서는 고온 압축 시험 후 시편의 미세조직적 건전성을 평가하기 위해 KAM 분석을 수행하였다(Fig. 9).
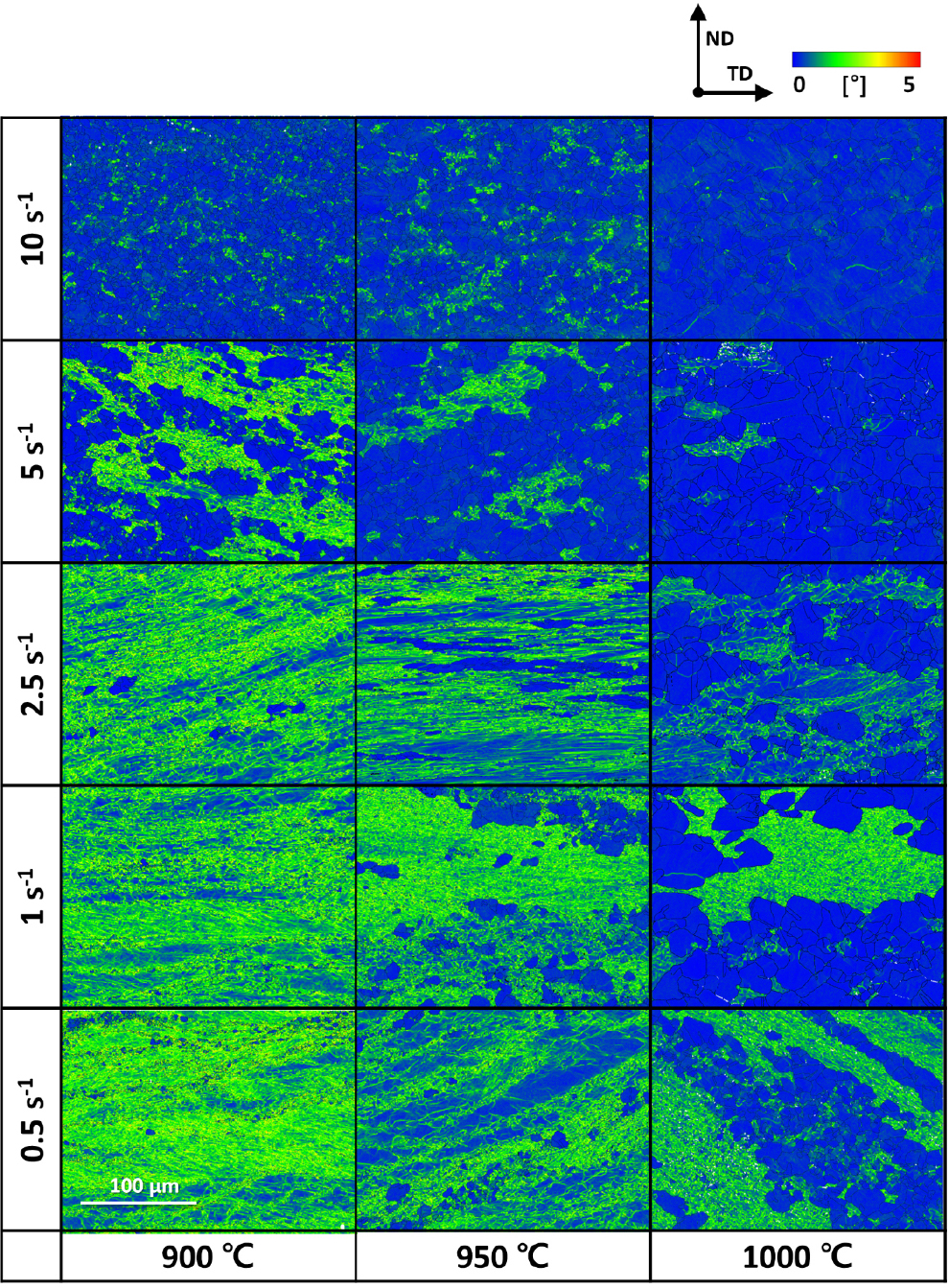
일반적으로 압축 변형은 모든 결정립에서 전위를 증식시키므로, KAM 맵에서 방위차 값이 낮은 파란색 영역은 재결정 과정에서 전위가 소멸되어 변형 조직이 제거된 재결정립으로 해석할 수 있다. 반면, 녹색 및 노란색 영역은 높은 전위 밀도가 잔존하는 변형 조직을 의미한다. 분석 결과, 변형 온도가 높고 변형률 속도가 빠를수록 파란색 영역의 분율이 증가하는 경향이 관찰되었다. 고온에서는 입계 이동도가 증가하여 DRX 및 결정립 성장이 촉진되며, 고속 변형 조건에서는 높은 변형 에너지와 단열 승온 효과가 재결정을 위한 충분한 구동력을 제공하여 재결정립의 생성을 가속화한 것으로 판단된다.
KAM 맵 상에서 좌우 방향으로 연신된 녹색 및 노란색의 높은 방위차를 보이는 영역은, 고온 압축 중 심한 소성 변형을 겪었으나 재결정이 충분히 진행되지 못하여 초기 변형 조직이 잔존하는 부분으로 해석된다. 반면, 결정립계 내부가 명도 차이 없이 균일한 파란색을 띠는 영역은 재결정 및 결정립 성장에 의해 내부 전위가 소멸된 변형 없는 영역을 의미한다.
특이한 점은 파란색 재결정립 내부에서도 국부적으로 초록색 영역이 관찰된다는 것인데, 이는 동적 재결정이 완료된 이후에도 지속적인 압축 응력이 가해짐에 따라 해당 결정립 내부에 후속 변형이 발생했음을 시사한다.39) 조건별로 살펴보면, 900 °C, 10 s-1 조건에서는 재결정이 대부분 완료되었으나, 고속 변형의 특성상 재결정립 내부에도 일부 변형 조직이 잔존함을 확인할 수 있었다. 반면, 1,000 °C, 10 s-1 조건에서는 가장 낮은 KAM 값을 보이며 변형 조직이 완전히 소멸된 양상을 나타내므로, 해당 조건이 잔류 응력이 가장 효과적으로 제거된 상태인 것으로 판단된다.
GOS 기법은 결정립 내의 결정 방위 편차를 평균하여 정량화하는 방식으로, 결정립 내부의 변형 정도와 재결정 여부를 판별하는 데 활용된다. 일반적으로 GOS 값이 2° 미만인 경우, 해당 영역은 내부 전위가 해소된 재결정 조직으로 간주되며, GOS 맵상에서 주로 파란색 및 진한 녹색으로 나타난다. 반면, 높은 GOS 값을 가지는 빨간색, 노란색 및 흰색 영역은 변형이 잔존하는 미재결정 조직을 의미한다.
분석 결과, 1,000 °C, 10 s-1 조건에서는 대부분의 영역이 낮은 GOS 값을 나타내어 동적 재결정이 충분히 진행되었음을 시사하며, 변형 조직은 일부 국소적인 결정립에 빨간색 및 황토색으로 제한적으로 분포하였다. 반면, 900 °C 및 950 °C 조건에서는 높은 변형률 속도로 인해 일부 영역에서 측정 범위를 벗어날 정도로 변형이 집중된 흰색의 고변형 영역이 관찰되었다. 이는 빠른 변형 속도에 의해 동적 재결정이 지속적인 변형량을 충분히 회복시키지 못하여, 내부에 높은 전위 밀도를 가진 변형 조직이 잔존했음을 의미한다(Fig. 10).
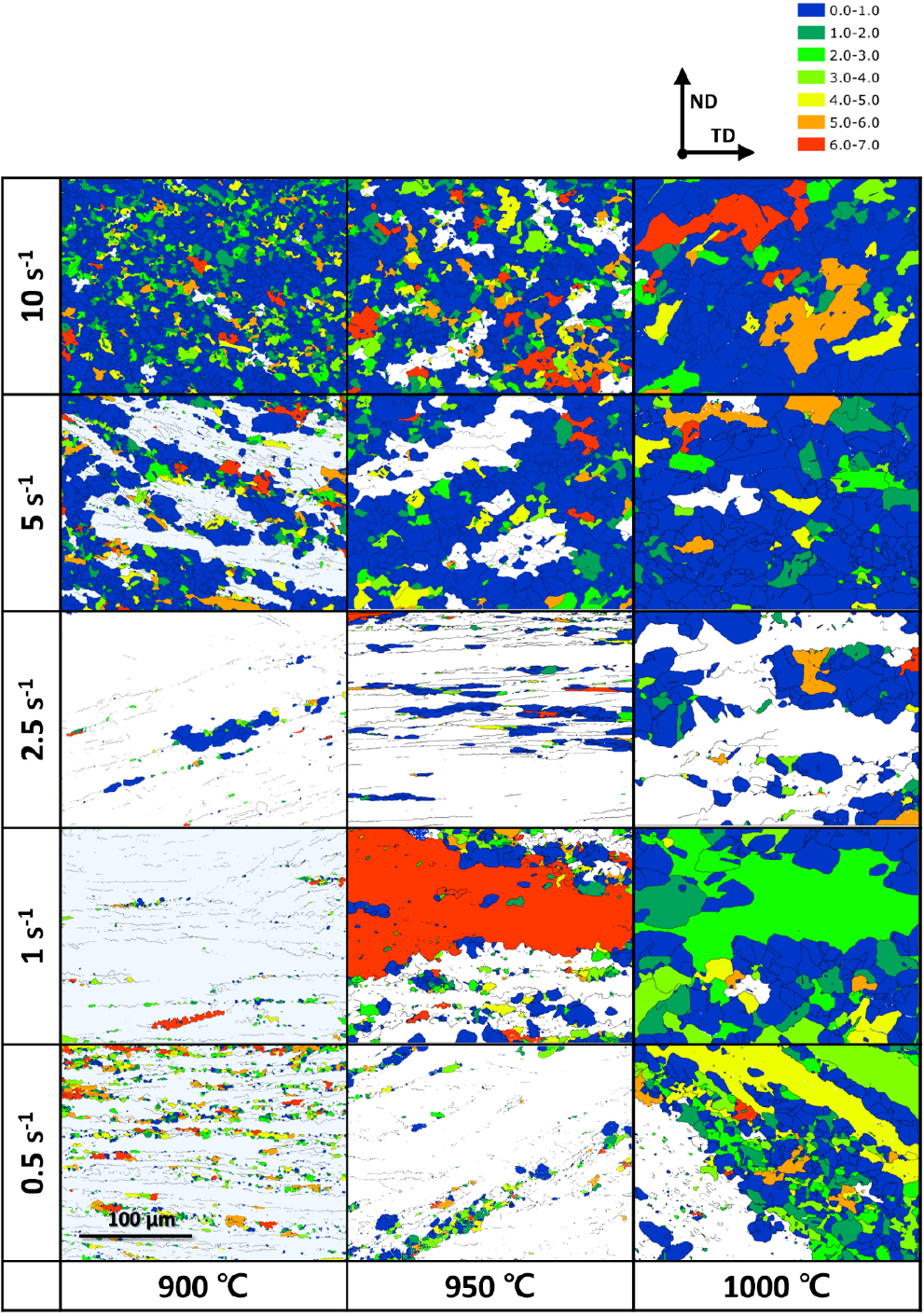
한편, 변형률 속도가 5 s-1에서 2.5 s-1로 낮아질 경우, 넓은 면적에 걸쳐 고변형 영역(흰색)이 관찰되는 동시에, 이들 결정립계 주변으로 얇은 띠 형태의 재결정 영역이 형성되는 목걸이 구조의 초기 단계가 확인되었다. 특히 저온 및 저속 변형 조건에서는 결정 방위에 따라 특정 결정립에 변형이 집중되는 현상이 두드러진다. 이로 인해 결정립 내 국부적인 변형 구배와 응력 집중이 발생하여 동적 재결정의 핵생성을 유도하게 되며, 재결정이 일어나지 않은 나머지 영역은 상대적으로 높은 GOS 값을 유지하는 변형 조직으로 남게 된 것으로 해석된다.
완전한 재결정 조직은 내부의 전위 밀도가 낮아 추가적인 소성 변형을 효과적으로 수용할 수 있는 능력이 우수하다. 따라서 GOS 값이 낮은(2° 미만) 재결정 영역의 분율이 높을수록 소재의 전반적인 열간 성형성이 향상된다고 볼 수 있다.40) 결과적으로 GOS 맵 상에서 변형이 잔존하는 고각 방위차 영역(적색, 황색 등)의 분포가 최소화되고, 재결정이 완료된 파란색 및 진한 녹색 영역이 지배적으로 분포하는 고온 및 고변형률 속도 조건(1,000 °C, 10 s-1)이 가장 우수한 열간 가공 특성을 나타내는 최적 조건으로 판단된다.
Table 3는 고온 압축 변형 조건에 따른 결정립 크기, KAM, GOS, 그리고 Σ3 쌍정 경계 분율의 정량적 분석 결과를 보여준다. 분석 결과, 변형 속도가 2.5 s-1 이하인 저속 구간에서는 전반적으로 조대한 결정립이 관찰되었으나, 5 s-1 이상의 고속 변형 조건에서는 온도와 무관하게 급격한 결정립 미세화 거동이 확인되었다. 특히, 입도가 미세화되는 조건에서 KAM 및 GOS 값이 현저히 낮게 측정되었는데, 이는 변형 중 축적된 전위가 해소되는 DRX가 지배적으로 발생했음을 시사한다. 아울러, 재결정이 활발한 해당 조건에서 Σ3 경계의 분율이 20 % 이상으로 급격히 증가하는 경향을 보였다. 이는 낮은 적층 결함 에너지를 가진 소재의 특성상, 재결정립의 핵생성 및 성장 과정에서 어닐링 쌍정 형성이 촉진되었음을 의미한다.
Table 3.
Grain size, kernel average misorientation (KAM), grain orientation spread (GOS), and twin boundary fractions (Σ3) as a function of plane strain compression temperature and strain rate.
3.5. 공정 지도와 미세조직 간의 상관관계
공정 지도의 예측 정확성을 검증하기 위해 파워 소산 효율(𝜂) 및 불안정 기준(𝜉)의 분포 특성과 실제 미세조직을 비교 분석하였다.
첫째, 파워 소산 효율이 음수(𝜂<0)인 영역은 변형률 속도 민감도 지수 이 음수임을 의미하며, 이는 변형률 속도가 증가함에도 불구하고 유동 응력이 감소하는 비정상적인 거동을 나타낸다. 온도가 낮고 변형률 속도가 느린 영역에서는 낮은 온도로 인해 열적 연화 효과가 미미하고, 저속 조건으로 인해 DRX가 활발하지 못하다. 이로 인해 균일한 소성 유동을 유지하지 못하고, Fig. 8의 저온/저속 조건에서 관찰되는 바와 같이 띠 형태의 전단 밴드가 형성되는 유동 불안정성이 발생하였다.20)
둘째, 불안정 기준이 음수(𝜉<0)인 영역을 변형률 속도에 따라 구분하여 분석하였다. 변형률 속도가 느린 구간에서는 앞서 언급한 바와 같이 균일 소성 유동 메커니즘의 부재로 인해 높은 KAM 농도가 축적되는 등 전위 밀도가 불균일하게 집중되어, 실제적인 기계적 불안정이 초래된다. 반면, 변형률 속도가 빠른 구간에서도 공정 지도는 불안정을 예측하였으나 900 °C, 10 s-1 조건을 보면 재결정이 활발하게 일어난 미세조직이 관찰된다. 이는 기존의 불안정 기준이 본 실험 조건에 부합하지 않음을 시사한다. 이러한 불일치는 상대적으로 낮은 고망간강의 열전도율과 PSC 시험의 특성에 기인한 단열 승온 효과 때문이다. 일반적인 원주 압축 시험은 옆면이 공기 중에 노출되어 대류에 의한 열 손실이 비교적 자유로우며 barreling 변형을 한다. 그러나 PSC 시험은 시편이 넓은 앤빌 사이에 끼어 있고 폭 방향이 구속되어 있어 열 배출이 매우 제한적이며, 태생적으로 전단 밴드 형성을 유도하는 응력 상태를 갖는다.41) 따라서 고속 변형 시 발생하는 내부 열이 빠져나가지 못하고 시편 온도를 상대적으로 더 급격히 상승시킨다. 이러한 강력한 열적 연화는 수치적으로 음의 값을 유도하였고, DMM 모델은 이를 기계적 불안정으로 과도하게 보수적인 예측을 한 것이라 여겨진다.42)
결론적으로 본 실험의 고속 변형 구간에서 나타나는 𝜂<0 영역은 파손 영역이 아닌, 열적 활성화에 의해 고효율의 DRX가 발생하는 최적의 가공 구간으로 해석해야 한다. 따라서 파워 소산 효율이 실질적으로 최대가 되는 고속 구간(950 °C, 10 s-1)이 적절한 공정 조건으로 판단된다.
4. 결 론
본 연구에서는 Fe-24Mn 슬래브의 고온 변형 특성을 규명하기 위해 평면 변형 압축 시험을 수행하고, 구성 방정식 및 공정 지도를 도출하여 미세조직 변화와 연계 분석하였다. 본 연구의 주요 결론은 다음과 같다.
(1) Fe-24Mn 강은 저온 및 고속 변형 조건에서 유동 응력이 증가하는 일반적인 경향을 보였으나, 고속 변형 구간에서는 가공 경화 후 급격한 연화 거동이 관찰되었다. Zener-Hollomon 매개변수를 이용한 구성 방정식은 유동 응력을 높은 정확도(=0.945, =4.49 %)로 예측하였다.
(2) DMM 모델 기반의 공정 지도는 10 s-1의 고속 변형 구간을 불안정 영역(𝜉<0)으로 예측하였다. 그러나 해당 조건의 시편을 EBSD로 분석한 결과, 전단 밴드와 같은 결함 대신 미세한 재결정립이 형성되었으며, KAM 및 GOS 분석에서도 전위 밀도가 효과적으로 해소된 건전한 조직임이 확인되었다.
(3) 공정 지도와 실제 미세조직 간의 불일치는 고속 PSC 시험 중 발생하는 단열 승온 현상에 기인한다. 시편의 기하학적 구속과 낮은 열전도율로 인해, 소성 변형열의 생성 속도가 열전도에 의한 배출 속도를 상회하여 내부 온도의 상승을 유발한 것으로 추정된다. 이러한 온도 상승은 동적 재결정의 구동력을 증대시킴으로써 조직의 미세화를 촉진하였다.
(4) 결론적으로, 본 실험의 고속 변형 구간에서 나타나는 음의 파워 소산 효율 영역은 기계적 불안정이 아닌 열적 활성화에 의한 고효율 재결정 구간으로 해석해야 한다. 따라서 파워 소산 효율이 높고 완전한 재결정 조직을 형성하는 950 °C, 10 s-1 조건을 본 슬래브의 조압연을 위한 최적 공정 조건으로 판단한다.
