

1. 서 론
마그네슘합금은 경량을 비롯하여 우수한 많은 특성을 나타내며, 알루미늄합금에 이은 차세대 구조용 금속재료 로서 기대되고 있다. 그러나 프레스를 이용하여 제작되 는 판재 가격이 고가이기 때문에 시장이 발전하지 못하 는 문제를 안고 있다. 이유로서는 마그네슘합금은 품질 이 우수한 양질의 압연재를 제작하기가 어려워 실온 이 상의 온도에서는 압연을 필요로 하기 때문이다.1-3) 따라 서 마그네슘합금의 대폭적인 보급을 위해서는 저렴하며, 상온에서의 성형성 및 기계적성질이 뛰어난 마그네슘합 금의 판재를 제작하기 위한 기술개발이 필수적이라고 할 수 있다.
마그네슘합금 판재를 제작하는 대표적인 방법의 하나 로서 박판 연속주조법을 들 수 있다. 용탕으로부터 직 접 박판을 제작하는 쌍롤 박판 연속주조 프로세스가 1865년에 H. Bessemer에 의해 제안된4) 이후, 주로 스테 인리스 강 및 알루미늄합금에 대하여 많은 연구․개발이 보고되었으며,5-7) 주로 쌍롤법에 의한 마그네슘합금의 박 판 연속주조에 관한 연구가 보고되었다.8-10)
박판 연속주조 프로세스에서 많은 공법들이 제안되어 연구되어 있지만, 이와 같은 방법들은 쌍롤법과 단롤법 으로 크게 구분할 수 있다. 용융드래그방법은 단롤법의 일종이며, 미국의 Battele Development Corp.에서 제안 되었다.11) 쌍롤법에 비하여 많은 장점이 있지만, 용융드 래그방법12,13)을 이용하여 마그네슘합금의 박판을 제작하 였다는 연구보고는 많지 않으며,14) 여러 가지 문제를 안 고 있는 것이 현실이다.
용융드래그방법을 이용한 마그네슘합금 박판의 제작에 대한 문제점으로서는 용탕의 산화방지, 결정입경의 미세 화, 롤이 고속일 때의 스크래핑 상황과 박판 폭의 안정 화, 자유응고측 표면형상의 개선 등을 들 수 있다. 각각 의 원인은 박판이 고온인 상태로 장치 밖의 외부 대기 로 배출된다는 점, 박판이 노즐로부터 스크래핑된 직후에 롤로부터 박리된다는 점, 롤이 고속일 때에는 냉각시간이 짧아지기 때문에 박판이 이탈되어 버린다는 점, 용융드래 그방법은 단롤법이기 때문에 롤 접촉측과는 다르게 반대 측의 자유응고면 형상이 평탄하지 않다는 점 등이 지금 까지의 조사15)에서 밝혀진 것이다. AZ31 마그네슘합금을 용융드래그방법을 이용하여 제작할 때 롤 스피드에 대한 박판제작 상태의 모식도를 Fig. 1에 나타내었다
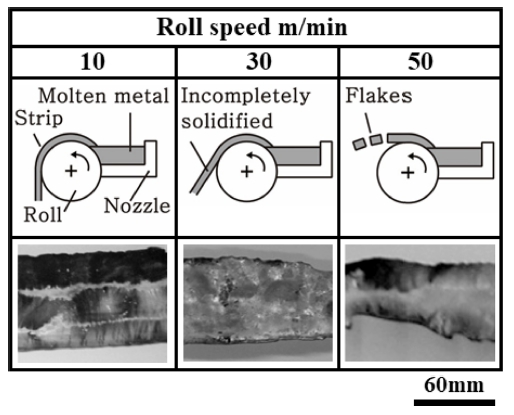
Fig. 1
The schematic diagrams of the state of manufacturing thin plates against the roll speed using the melt drag method.
본 연구에서는 이와 같은 문제점들을 해결하기 위하여 박판이 롤에 대한 구속시간을 길게 하고, 냉각시간을 증 가시켜서 표면을 성형하는 방법이 효과적이라고 판단되 어 용융드래그방법에 성형벨트를 부착시키는 방법을 응 용하여 마그네슘 용탕에 적합한 실험장치를 설계 및 제 작하고, AZ31 마그네슘합금을 사용하여 박판제작을 실 시하였다. 본 연구에서는 롤 스피드, 액면위치, 보호가스 가 박판의 표면형상, 박판두께, 단면조직에 미치는 영향 에 대하여 조사하는 것을 목적으로 하였으며, 제작한 박 판을 압연하여 기계적성질을 조사하였다.
2. 실험 방법
실험장치의 구조와 명칭을 Fig. 2에 나타내었다. 실험 장치는 단롤의 용융드래그방법 실험장치에 성형벨트를 장 착한 것이며, 벨트구동은 롤과 연결되어 있다. 성형벨트 는 탈부착이 가능하며, 단롤법의 실험을 진행하는 것도 가능하다.
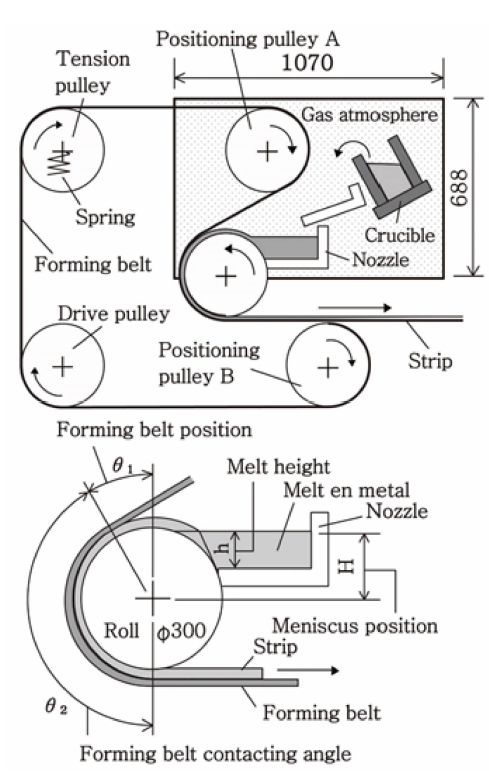
Fig. 2
The schematic diagram of the equipment equipped with a forming belt in the melt drag type equipment.
성형벨트는 폭 1 0 0mm, 두께 0 .6mm의 강으로 된 띠 (SK5)를 링 형태로 한 것으로, 4개의 도르래에 걸려있 다. 성형벨트의 장력은 tension pulley에 부착된 스프링 에 의해 조절할 수 있으며, 성형벨트와 롤 사이의 압력 (성형압력)은 성형벨트의 장력을 조작하는 것으로 조절하 였다. 성형벨트와 롤 사이의 단위 면적당 최대압력 Pmax 를 40kPa 정도로 설정하여 실험을 진행하였다. 성형벨 트에는 수냉 등의 냉각장치는 없다.
롤 크기는 직경 3 0 0mm, 폭 2 0 0mm, 재질은 무산소 동이며, 형상은 원통형으로 내벽을 순환시키는 물로 냉 각하였다. 성형벨트와 롤 사이에 홈을 만들지 않았으며, 자유응고 표면측에 존재하는 미응고층을 성형하는 경우 에 용탕의 측면방향으로 유동에 대한 구속은 하지 않았 다. 실험을 시작할 때에는 롤과 벨트는 접촉시킨 상태 이다.
마그네슘 용탕은 매우 활성이기 때문에 대기 중에서 실 험을 진행하는 것은 매우 어렵고 위험하기 때문에 용탕 주변(도가니에서 롤에 이르기까지)에 커버를 설치하고 내 부에는 보호가스를 충진하였다. 사용한 보호가스는 Ar, Ar+SF6 혼합가스로 2종류이다. Ar 유량은 20L/ min, SF6 의 유량은 0.1 L/min로 하였다. SF6의 농도는 일반적인 용해에 사용되는 농도인 0 .3%로 하였다. 특히 성형벨트 를 사용하고 있기 때문에 완전하게 밀폐하는 것은 불가 능하였으며, 본 장치의 벨트 출입구 부분은 벨트가 겨 우 통과할 수 있을 만큼의 틈새를 마련하였다.
노즐은 규산칼슘계의 단열재로 제작하였고, 활석과 물 유리를 혼합한 것을 도포하여 응고시켰다. 노즐 폭은 30 mm와 60 mm, 용탕높이 (h)는 15 mm, 25 mm, 35 mm 로 하였다. 도가니에서 노즐로 용탕을 주입하는 온도인 주입용탕온도는 700 ~ 770 °C로 하였다. 액면위치 (H)는 안전을 위하여 용탕이 롤 정점부를 초과하여 흐르지 않 게 90 ~ 145mm로 설정하였으며, 롤 스피드는 20 ~ 200 m/min, 성형벨트 위치 θ1은 30°, 성형벨트 접촉각 θ2는 150°로 하였다. 실험시료로는 연신용 마그네슘합금인 AZ31 을 사용하였다.
압연을 진행할 때에는 제작한 박판을 압연기계 옆의 가 열로에서 4 0 0°C로 가열하였으며, 감소는 10 %로 하였 다. 압연 롤은 가열하지 않았으며, 윤활유 등도 사용하 지 않았다. 인장시험은 Instron-type 시험기(UH-X/500FX, SHIMADZU)를 이용하여 실시하였으며, 시험편의 형상은 13B, 표점거리 L은 50 mm로 하였다. 박판의 두께는 폭 방향으로 균등하게 5포인트, 한가지 실험조건에 대하여 3회, 총 15포인트를 측정하여 그 평균을 평균두께로 하 였다. 단면조직은 연마 후 에칭하여 관찰하였으며, 에칭 용액의 각 용제양은 피클린산 4.2g, 에탄올 70 mL, 빙 초산 10 mL, 물 10 mL로 하여 15초 동안 에칭을 실시 하였다.
3. 결과 및 고찰
3.1. 성형벨트 부착 용융드래그방법을 이용한 박판제작
제작한 박판의 형상을 Fig. 3에 나타내었다. Fig. 3에 서 상단은 Ar만을 사용하여 제작한 박판이며, 하단은 Ar+SF6을 사용하여 제작한 박판이다. 주입 시 용탕온도 는 740 °C이며, Fig. 3에 나타낸 기호에 대한 설명은 다 음과 같다.
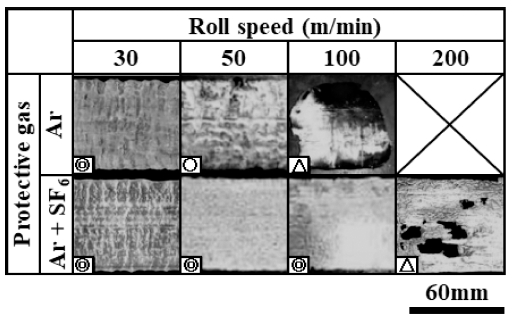
Fig. 3
The photograph of the side of the formed belt surface of the produced sheet. Meniscus position : 100 mm. Molten metal height : 25 mm. ◎ : Strip was produced continuously and the width was stable. ○ : Strip was produced discontinuously and the width was unstable. Δ : Strip was flaky. ´: Strip was not produced.
◎: 박판 폭이 안정적이고, 연속적으로 박판을 제작할 수 있었다.
○: 박판 폭이 불안정하며, 불연속적으로 박판을 제작 할 수 있었다.
△: 얇은 (flake)형태의 박판을 제작할 수 있었다.
× : 용탕의 스크래핑이 불가능하여 박판을 제작할 수 없었다.
성형벨트를 부착시킨 장치를 이용하여 롤 스피드 50 m/min에서도 Ar가스만으로도 산화를 비교적 억제할 수 있었으며, 박판 폭이 일정한 박판을 제작할 수 있었다. 부분적으로 산화된 부분도 있었지만, 이것은 박판두께의 차이로 인하여 박판과 성형벨트 사이에 틈새가 존재하 는 것이 원인이라고 판단된다. 본 장치로 Ar+SF6을 사 용한 경우에는 박판의 산화는 거의 완전하게 억제할 수 있다는 것을 알았다. 이와 같이 박판의 냉각과 실험장 치 내의 보호가스를 검토하여 전체적으로 금속광택을 갖 는 박판을 제작하는 것이 가능하였다.
롤 스피드가 50 m/min 이상에서는 보호가스가 Ar만 으로는 박판 폭이 일정한 박판을 연속적으로 제작하는 것이 어렵다는 것을 알 수 있다. 그러나 Ar+SF6을 사용 하면 롤 스피드가 1 0 0m/min에서도 박판 폭이 일정한 박 판을 연속적으로 제작하는 것이 가능하였다. 이와 같은 이유에 대하여 용융드래그방법은 용탕이 롤에 접촉하여 응고한 후 스크래핑 프로세스이기 때문에 롤과 접촉하 는 용탕표면의 산화를 억제하는 것으로 용탕과 롤의 접 촉상태가 개선되어 안정된 스크래핑이 가능하기 때문이 라고 판단된다. 롤 스피드가 200 m/min에서는 부분적으 로 구멍이 있는 박판이 제작되었는데, 박판의 롤 접촉 면 측을 관찰하면 매우 매끄러운 부분과 거친 부분이 박 판의 폭 방향, 길이방향으로 불규칙하게 나타났다. 전자 는 용탕과 롤의 접촉상태가 양호한 부분이며, 후자는 접 촉불량인 부분이라고 판단되며, 접촉 불량부분은 박판두 께가 얇다. 롤 스피드가 2 0 0 m/min에서는 후자인 접촉 불량부분의 용탕이 응고하지 않았기 때문에 이와 같이 구멍이 뚫린 박판이 제작된 것으로 판단된다. 그리고 어 떠한 조건에서도 성형벨트에 의해서 박판표면 전체가 성 형된 박판은 관찰되지 않았다.
Fig. 4는 주입하는 용탕온도, 용탕높이 15 mm에 대한 롤 스피드와 액면위치와의 관계를 나타낸 것이다. 그래 프에 나타낸 각각의 기호는 Fig. 3에 나타낸 것과 동일 하다. 그래프로부터 액면위치가 낮은 조건이면서 롤 스 피드가 느린 조건이 박판을 제작하기 쉽다는 것을 알 수 있다. 롤 스피드가 빠른 조건에서는 용탕의 응고속도가 따라오지 못하여 부분적으로 미응고 상태에서 스크래핑 되기 때문에 박편형상(flakes)으로 되었다고 판단된다. 그 리고 일반적으로 액면 위치가 높아지면 용탕과 롤의 접 촉길이가 길어지고 박판이 두껍게 된다. 박판이 두꺼울 때 스크래핑 후 응고가 완료되지 않은 경우 박판은 박 편형상으로 된다. 또한, 접촉길이가 길어지는 것에 따라 노즐 내의 용탕온도는 확실하게 저하하며, 안정된 노즐 내의 용탕온도를 유지하기 것은 어렵게 된다. 마그네슘 합금을 용융드래그방법으로 연속적으로 우수한 박판을 제 조하기 위해서는 용탕을 연속적으로 스크래핑하고 롤 위 에서 박판을 완전히 응고시킬 것, 노즐 내의 용탕온도 를 정확하게 제어하는 것이 중요하다.
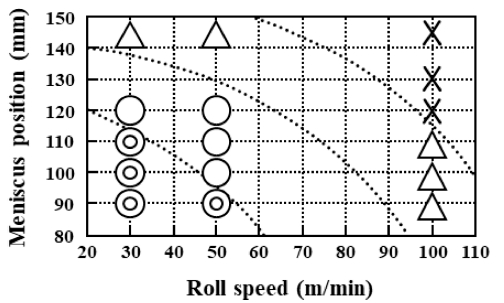
Fig. 4
Relationship between roll speed and liquid level position for molten metal to be injected. ◎: Continuous strip production with steady width is possible. ○: Discontinuous strip production with unsteady width is possible. Δ: Flaky strip production is possible. ×: Strip production is impossible.
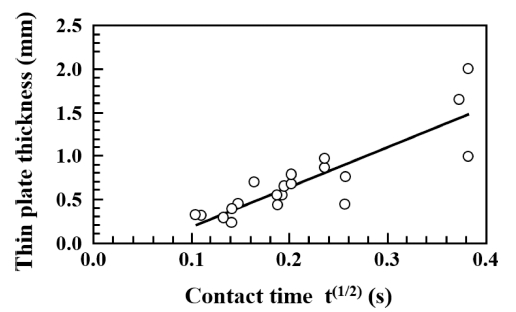
Fig. 5는 용탕과 롤과의 접촉시간과 박판두께의 관계 에 대하여 조사한 결과이다. 실험조건은 롤 스피드 30 m/min, 액면위치 145 mm, 용탕높이 35mm, 주입용탕 온도 740 °C로서 평균 박판두께가 2mm로 가장 큰 값 을 나타내었다. 접촉시간은 롤 스피드, 롤 반지름, 액 면위치, 용탕높이로부터 산출하였다. Fig. 5에서 접촉시 간의 (1/2)승과 박판두께는 선형적인 관계가 있다는 것 을 알 수 있으므로, 실험조건으로부터 박판두께를 추정 할 수 있다.
롤 스피드 30, 100 m/min로 제작된 박판단면 조직사 진을 Fig. 6에 나타내었다. 작은 부분이긴 하지만 응고 롤 접촉면 근방의 결정립경이 미세한 것을 알 수 있으 며, 또한 롤 표면측과 벨트면측의 응고층과의 접합경계 는 존재하지 않았다.
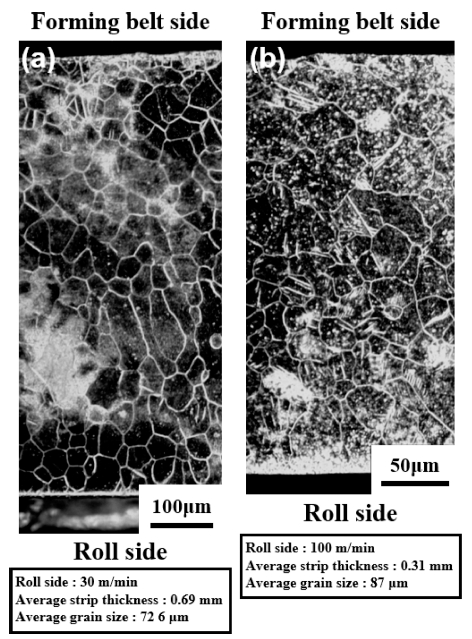
Fig. 6
The microstructures produced of thin plate cross-section at a roll speed of (a) 30 and (b) 100 m/min.
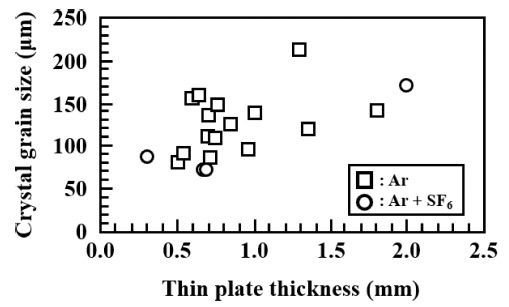
박판두께와 결정립경과의 관계를 Fig. 7에 나타내었 다. 최소 평균결정립경은 72 mm이었으며, 실험장치 내 보 호가스의 영향이지만, Ar만을 보호가스로 사용한 경우와 비교하여 Ar+SF6를 사용하였을 때 결정립경이 미세화되 는 경향을 나타내었는데, 이것은 용탕의 롤 접촉면 산 화를 억제하면 용탕과 롤과의 접촉상태가 개선되어 롤 에 대한 열제거량이 커지고, 박판의 냉각속도가 빨라졌 기 때문이라고 판단된다. 그리고 박판두께가 얇아짐에 따 라 결정입경도 미세화되는 경향성을 나타내었다. Fig. 6 을 보면 응고 롤 접촉면 근방의 결정립은 미세하며 롤 에서 멀어질수록 결정립이 커지는 것을 알 수 있는데, 이것은 평균 결정립 크기는 박판이 얇을수록 작아진다. 용 융드래그방법은 쌍롤 박판 연속주조법과는 달리 소성변 형을 수반하지 않는 주조공정이다. 따라서 박판 연속주 조에서 소성가공의 영향이 없는 미세조직을 얻는 것이 가능하며, 또한 후공정을 감안한 결정립 미세화를 검토 하는 것이 중요하다.
3.2. 박판의 압연과 인장시험
평균 박판두께 2 .0 mm인 박판에 대하여 압연시험을 실시하였다. 박판의 제작조건은 롤 스피드 30 m/min, 주 입용탕온도 740 °C, 액면위치 145 mm, 용탕높이 35mm, 보호가스는 Ar+SF6이다. 주조한 상태의 결정립 직경은 300 mm 이상 이었으며, 박판두께가 1.0mm (시료A), 0.6 mm (시료B), 0.4 mm (시료 C)로 되었을 때의 단면 조직을 관찰하였다. 시료 A, B, C는 압연한 상태의 재 료이다.
압연을 실시한 박판의 사진을 Fig. 8에 나타내었다. 가 장자리에 균열이 보이지만, 시료A에서 발생한 균열은 이 후에 진전하지는 않았으며, 심한 변형 등도 나타나지 않 고 양호하게 압연을 실시할 수 있었다. 박판두께도 2.0 mm에서 0 .4mm까지 약 80 %의 박판두께 감소율을 얻 을 수 있었다.
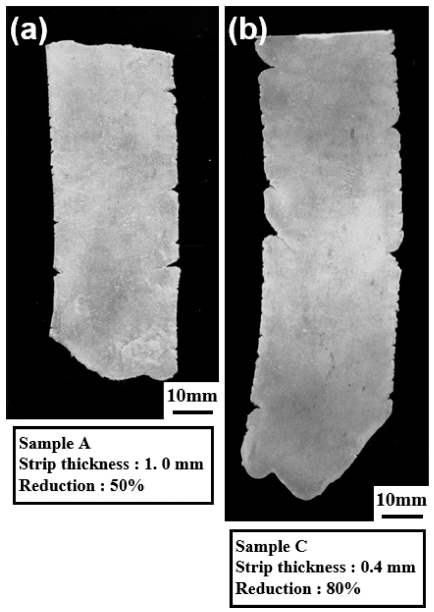
Fig. 9는 단면조직을 관찰한 이미지이다. 모든 시료의 평균 결정립경은 약 10 mm 정도이다. 그러나 감소율이 커짐에 따라 결정립경이 미세화하는 것은 아니며, 이유 로서는 재결정온도 이상까지 반복하여 가열하였기 때문 이라고 판단된다.
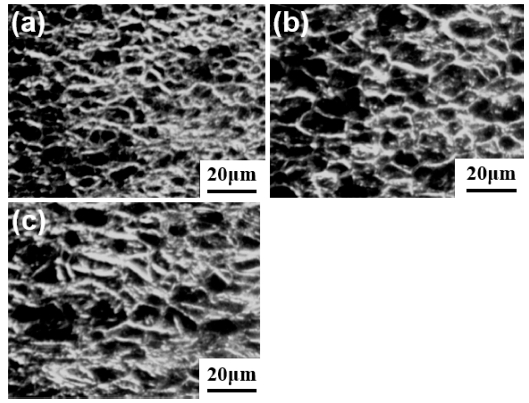
Fig. 9
The microstructures of rolled sheet. (a) Sample A, strip thickness 1.0 mm, reduction 50 %, (b) Sample B, strip thickness 0.65 mm, reduction 67.5 %, (c) Sample C, strip thickness 0.4 mm, reduction 80 %.
주조상태인 시료와 압연을 실시한 시료C에 대하여 인 장시험을 실시하였다. 주조상태인 시료의 인장강도는 113 MPa, 연신율은 2%이었으며, 시료C의 인장강도는 3 0 3 MPa, 연신율은 2 %이었다. 주조상태인 시료의 인장강도 와 연신율이 낮은 것은 주조상태인 샘플은 박판두께 분 포가 일정하지 않고, 응력집중과 미세한 균열 등이 발 생하여 있을 가능성이 원인으로 생각할 수 있다. 시료 C의 연신율이 낮은 것은 압연할 때 박판을 400°C로 가 열하였지만 압연 롤은 가열되지 않고, 실제로는 온간 또 는 냉간압연인 상태로 되어 가공경화가 시료 전체에 걸 쳐 발생한 것이 원인이라고 판단된다. 적절한 열처리를 실시하는 것으로 충분한 연신율을 얻을 수 있다고 판단 된다.
4.결 론
박판 연속주조법의 한 종류인 단롤 용융드래그방법의 단점을 개선하고 장점을 확대하기 위하여 성형벨트를 부 착한 용융드래그방법을 AZ31 마그네슘합금에 적용하여 문제점에 대한 개선을 시도하여 다음과 같은 결과를 얻 었다.
(1) 용융드래그방법에 성형벨트를 부착함으로써, 박판의 냉각상태가 개선되어 롤 스피드 100 m/min 이상으로 빠 른 속도에서도 박판제작이 가능하게 되었다. 또한 보호 가스를 선별하여 용탕이 롤 접촉면에서 발생하는 산화 를 억제시키는 것이 박판의 연속제작에 매우 효과적이다.
(2) 롤 스피드와 액면위치의 관계를 조사한 결과, 롤 스피드가 느리고 액면위치가 낮은 조건에서 박판 폭이 일정하게 되며, 연속적으로 우수한 박판제작이 가능하다.
(3) 용탕과 롤의 접촉시간과 박판두께와의 관계를 조 사한 결과, 실험조건으로부터 박판두께를 추정하는 것이 가능하다. 박판두께와 결정립경과의 관계를 조사한 결 과, 박판두께가 얇을수록 박판의 냉각속도가 빨라져 결 정립경이 미세화 된다. 용탕과 롤과의 접촉상태가 결정 립경에 크게 영향을 미치며, 최소 평균 결정립경은 72 μm 이다.
(4) 본 실험장치를 이용하여 제작한 박판은 압연이 가 능하며, 압연된 시료는 큰 균열도 없고, 인장시험 결과 303 MPa의 인장강도를 나타내었다.
