

1.서 론
실리카(SiO2)는 지각 중에 가장 많이 존재하는 성분으 로, 이온 배열이 규칙적이고 이를 이용한 표면처리 방 법이 비교적 쉬우며 다공성 물질이라는 장점 때문에 흡 착제, 흡수제, 촉매의 담체 등에 널리 사용되고 있다.1) 또한 실리카는 졸-겔(sol-gel) 공정을 통한 유무기 하이 브리드 재료로도 사용된다. 유무기 하이브리드 재료는 용 액 상태에서 제조되어 용액에 다양한 실란 화합물의 적 용이 가능하다는 특징이 있으며, 무기물이 갖는 우수한 기계적 강도와 유기물이 갖는 유연성, 성형성 등의 장 점을 동시에 가질 수 있다.2) 오늘날 정보화 사회에서 고 속화와 자동화 시스템이 일반화 되면서 제품의 이력 관 리를 위해 이러한 유무기 하이브리드 재료를 사용하는 기능성 라벨지(label)에 대한 관심이 증가하고 있다. 그 중에서도 PCB회로기판, TV브라운관 등 300 °C 이상의 온도가 발생하는 제조 공정에서 사용할 수 있는 바코드 프린팅용 고온 라벨지에 관한 관심이 증가하고 있다.3-5)
고온 라벨지 개발을 위해서는 기재(substrate)와 결합성 을 가지며, 열적, 화학적 안정성을 갖춘 무기 바인더 개발 이 필수이다. 바인더는 라벨지의 기재와 코팅층을 결합시 켜주는 역할을 하며, 내열(heat-resistant) 및 내식(corrosionresistant) 특성을 갖는 무기 바인더가 사용될 수 있다.6) Ryu와 Yang 등은 규산나트륨 수용액과 콜로이달 실리카 를 코팅액의 기재에 대한 바인더로 사용하여 우수한 열 적 특성과 수분 환경에서의 내구성 등에 대하여 보고하 였다.7,8) 또한 Kang등은 PCB용 바코드 라벨지 개발에 있 어서 고온안정성과 화학안정성이 우수한 고온용 실리카 계 무기 바인더를 개발에 대하여 보고하였다.9) 이와 같 이 실리카계 무기 바인더를 적용하여 우수한 결과를 보 여주는 연구가 많이 보고되고 있다.10-13)
본 연구에서는 폴리이미드(polyimide) 필름에 접착성이 우수하고 열적, 화학적 안정성을 갖춘 실리카 무기 바 인더 및 이를 이용한 고온 라벨지를 개발하고자 한다. 고온 라벨지의 기재로 사용되는 폴리이미드 필름은 열 적?화학적 안정성은 우수하지만, 고유의 갈색(brown) 컬 러로 인하여 바코드 인쇄를 위한 백색의 표면 코팅층 이 필요하다. 이산화티탄은 고온용 무기 백색 안료이며 화학적 성질이 안정하고 무독하다. 또한 산, 알칼리에 대 한 저항성이 강하고 착색력, 은폐력이 가장 크기 때문 에 백색 안료들 중에 가장 많이 사용된다.14-15) 졸-겔 공 정으로 제조한 실리카 무기 바인더에 이산화티탄을 혼 합하는 방식으로 코팅액을 제조하였다. 또한, 코팅액의 분산제(dispersant) 첨가량에 따른 분산안정성(dispersion stability) 및 분산제가 최종 코팅층에 미치는 영향에 대 해 확인하였다. 또한, 코팅층의 밀착성(adhesion), 백색도 (whiteness) 및 광택도(glossiness)를 측정하였고, 300°C 이상의 고온 환경 및 강산과 강염기 조건의 환경 하에 서 고온용 복합 코팅층의 특성 변화에 대하여 확인하였 다. 최종적으로 고온 라벨지의 인쇄성을 보기 위해 인 쇄적성(printability) 평가를 진행하였다.
2. 실험방법
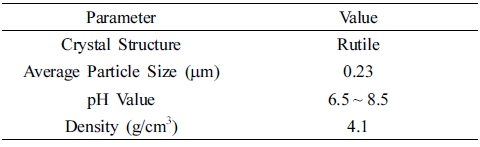
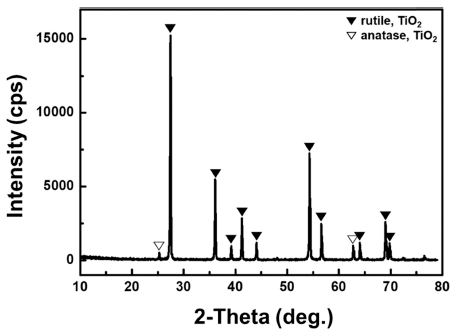
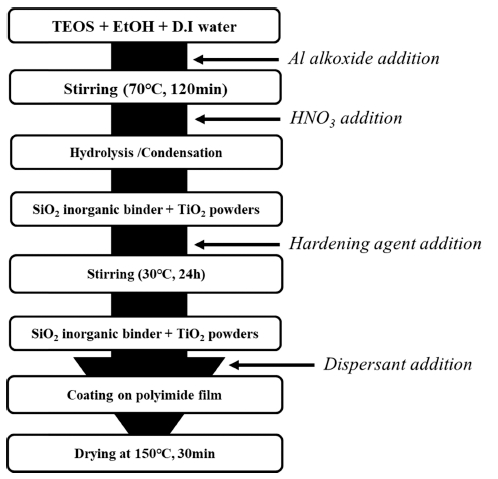
Fig. 2는 SiO2– TiO2 복합 코팅층 제조 공정을 나타 낸다. 고온 라벨지용 실리카 무기 바인더는 실록산(Si-OSi) 구조의 금속 알콕사이드 전구체를 사용하였고 졸-겔 방법을 이용하여 제조하였다. 실리카 출발 물질인 TEOS (tetraethyl orthosilicate, 98 %, Aldrich) 2.5 ml를 에탄올 (ethanol) 15 ml와 증류수(H2O) 15 ml에 교반 후 촉매 물질로 질산(HNO3, 65 %)을 첨가하였다. 질산 첨가를 통 한 가수분해 과정에서 용액은 70 °C 조건에서 120분동 안 저속으로 교반 후 상온에서 숙성 과정을 진행하였으 며, 실리카 무기 바인더 코팅층의 내마모성 향상을 위 하여 알루미늄 알콕사이드(aluminum isopropoxide, 98%, Aldrich)를 0.1 g 추가하였다.9) 백색 안료인 이산화티탄 (㈜유신라이텍)의 정보는 Table 1에 기재하였으며, 결정 구조는 Fig. 1에서 확인할 수 있다. 평균 입경 230 nm 에 루타일(rutile) 결정구조의 분말을 사용하였다. 이산화 티탄을 실리카 무기 바인더 코팅액 중량의 20, 30, 40, 50 % 비율로 추가한 후 24시간 혼합하여 복합 코팅액 (실리카 무기 바인더 + 이산화티탄)을 제조하였다. 이후에 폴리이미드 필름 위에서 코팅층의 열경화 특성 부여를 위하여 경화제로서 트리에틸아민(triethylamine, 98%)을 코팅액 대비 5 wt% 첨가하였다. 또한, 코팅층의 분산성 을 위해 분산제(Darvan, PHYSICAL PROPERTIES)를 이산화티탄 중량 대비 1, 5, 10, 15 % 첨가하였다. 코팅 층 제조는 바코터(bar coater)를 부착하여 코팅하는 반자 동 도공장치(KP-3000VH, 기배이앤티)를 사용하였으며, 바 코터는 No. 24를 이용하여 폴리이미드 필름 위에 코팅 공정을 진행하였다. 코팅액을 70 mm/s의 속도로 편면 도 포한 후, 오븐에서 150 °C, 30분 동안 건조 및 열경화 과정을 진행 하였다.
기재인 폴리이미드 필름과 복합 코팅층의 접착성 평가 는 ASTM D3359 규격 기준으로 밀착성 정도를 측정하 였으며, 접착 특성에 따라 5B(0 % 제거)에서 0B(65 % 이상 제거)로 정량화된다. 코팅층의 표면 성분 분포는 FE-SEM(S-4700, Hitachi)의 EDX(energy dispersive xray spectroscope) Mapping 방식으로서 확인하였고, 코팅 층의 표면 거칠기(surface roughness)는 3D 레이저 현미 경(OLS40-SU, OLYMPUS)을 이용하여 측정하였다. 코팅 액의 분산 안정성은 Turbiscan(Turbiscan Lab, Leanontech) 으로 측정하여 평가 하였다. 근적외선 광원(880 nm)을 이용하여 글라스 재질의 튜브에 담긴 샘플을 수직으로 5 시간 동안 5분 주기로 측정하였다. 코팅층의 고온 안 정성은 설정 온도(200 ~ 500 °C)에 도달한 오븐에 장입 하여 30분간 유지한 후 백색도와 광택도 변화를 측정 하여 평가하였다. 그리고 화학 안정성은 인쇄회로기판 제 조 공정에 세정제로 사용되는 HVF cleaner(pH 13.6)와 Circuposit conditioner(pH 1.6)를 사용하여 20 cc 용액에서 복합 코팅층 시편(1 cm × 1 cm)을 1분간 유지한 후 백색 도와 광택도의 변화를 측정하여 평가하였다. 실리카 무 기 바인더와 이산화티탄 복합 코팅층의 백색도는 휴대 용 백색도 측정기(ME-WSB-1)로 관찰하였으며, 광택도는 광택도 측정기(Rivers Park II 9104, BYK Gardner)를 이용하여 GU 60° 기준에서 측정하였다. 복합 코팅층의 인쇄 적성 평가는 고온 사용이 가능하고 ㈜대한잉크에 서 제조한 베젤(bezel)용 흑색잉크를 사용하였고 그라비 어 인쇄적성 시험기(CG1, IGT testing system)를 이용하 여 평가하였다.
3. 결과 및 고찰
Fig. 3은 이산화티탄 첨가량에 따른 실리카 무기 바인 더 복합 코팅층 표면의 (a)백색도(whiteness)와 (b)표면 거칠기(surface roughness) 변화를 나타낸다. 이산화티탄 첨가량 최적화는 코팅층의 백색도, 기재 은폐력 및 기 재와 코팅층의 밀착성을 고려하여야 한다. 코팅액 중량 대비 이산화티탄 첨가량이 20 wt%인 경우에는 폴리이미 드 필름의 갈색이 보이는 것을 확인 할 수 있으며, 이 는 은폐(hiding)가 충분히 이루어지지 않음을 알 수 있 다. 반면에 이산화티탄 첨가량이 30 wt% 이상인 경우부 터 폴리이미드 필름이 백색으로 완전히 코팅되어 갈색 이 보이지 않았으며 육안상으로는 첨가량 40 wt%, 50 wt%인 경우에도 큰 차이를 발견할 수 없었다. 이산화티 탄 첨가량이 20 wt%에서 코팅층의 백색도는 64.1이며, 30 wt%에서는 88.2로 크게 증가하였다. 이러한 결과는 이 산화티탄 20 wt% 조건에서 폴리이미드 필름의 은폐가 충 분히 이루어지지 않았기 때문이다. 또한 40 wt% 이상의 첨가량에서는 백색도 값의 변화가 거의 없었으며, 이는 이산화티탄 첨가량이 30 wt% 이상인 경우에 폴리이미드 필름 기재의 은폐 효과가 충분히 발현된다는 것을 보여 주고 있다. 복합 코팅층의 광택도 및 마찰, 내마모성 등 의 성능에 영향을 미치는 표면 거칠기를 확인하기 위해 3D 레이저 현미경을 통하여 측정하였다.9) 이산화티탄 첨 가량이 20 wt%에서 거칠기 값(Ra)이 0.106 μm에서 30 wt% 첨가시에는 0.128 μm으로 증가하였으며 이산화티탄 40 wt%인 경우 0.203 μm에서 이산화티탄 50 wt%로 증 가할 경우 0.311 μm로 증가하였다. 또한 3D 이미지에서 도 이산화티탄 함량이 증가할수록 거칠기 정도가 변화 하는 것을 볼 수 있으며 이를 통해 복합 코팅층의 표 면 거칠기는 이산화티탄 농도가 증가할수록 거칠기 정 도가 증가하는 것을 확인할 수 있다. 특히 이산화티탄 첨가량 40 wt% 이상에서 표면 거칠기가 크게 증가하고, 코팅 균일성이 크게 저하되는 것을 확인할 수 있다. 이 상의 결과로부터 이산화티탄 첨가량은 상대적으로 백색 도가 우수하고 표면 거칠기 값이 낮은 코팅액 중량 대 비 30 wt%로 최적화 하였다.
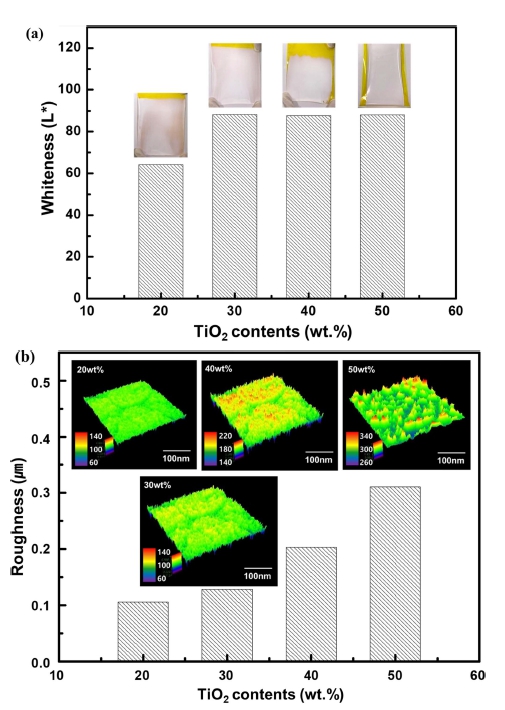
Fig. 3
Effect of TiO2 contents to (a) whiteness and (b) surface roughness of SiO2-TiO2 complex coating layer.
Fig. 4는 분산제 첨가량에 따른 코팅액의 분산 안정성 변화를 보여주고 있다. 분산제는 일반적으로 수계 슬러 리에 가장 많이 사용되는 darvan을 사용하였다.16) 코팅액 의 분산성 향상 및 복합 코팅층의 균일성 확보를 위해 분산제를 첨가하였으며, 분산제는 이산화티탄 중량 대비 1 wt%, 5 wt%, 10wt%, 15wt%를 첨가하였다. 시료를 Turbiscan 기기에 삽입하고 설정 온도 45 °C에 도달하 는 시간을 고려하여 30분 후부터 측정을 시작하였다. 최 초 측정 시작 시간을 기준으로 5시간동안 5분 주기로 측정하였다. Turbiscan은 파장이 880 nm인 근적외선(near infrared)을 광원으로 사용하며 분석 시 측정셀의 아래쪽 부터 위쪽으로 움직이면서 매 40 간격으로 pulsed NIR 을 조사하며 시료 전체 높이(55 mm)를 스캐닝한다. Fig. 4(a)는 분산제 첨가량에 따른 침전 및 응집 현상에 의 한 분산 안정성의 변화를 종합적으로 평가하기 위해 Turbiscan stability index(TSI)를 보여주고 있다. TSI는 아래의 식 (1)에서 보듯이 시료 높이(H)에서 시간에 따 라 측정된 각 profile간의 거리(di)로써 Scani에서 Scani-1 간의 차이를 모두 더해 절대값으로 나타내었다.
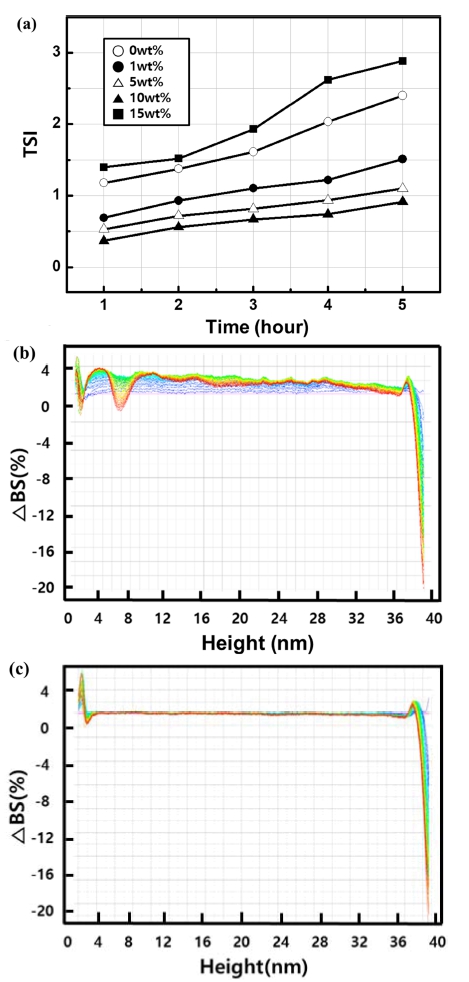
Fig. 4
Dispersion stability of SiO2 – TiO2 complex coating solution according to dispersant contents: (a) Turbiscan stability index, (b) Backscattering (dispersant : 0 wt%), (c) Backscattering (dispersant : 10wt%).
TSI지수는 항상 양(+)의 방향으로 증가하며 TSI 값이 커질수록 분산 안정성이 나빠진다는 것을 의미한다.17) 분 산제 첨가량을 10 wt%까지 증가하는 경우, 분산제를 첨 가하지 않았을 경우 보다 확연하게 분산 안정성이 향 상되고 있는 것을 확인할 수 있다. 그러나 분산제를 15 wt% 첨가하였을 경우에는 이산화티탄의 재응집 현상으 로 인하여 분산제를 첨가하지 않았을 경우보다 오히려 분산 안정성이 감소한 것을 확인할 수 있다. 따라서 분 산제 첨가량은 이산화티탄 대비 10 wt%를 최적의 첨가 량으로 선정하였다. Fig. 4(b)와 Fig. 4(c)는 복합코팅액 의 분산제 무첨가(0 wt%)와 30 wt% 첨가 조건에서의 후 방 산란(backscattering) 측정 결과이다. 후방 산란 값 측 정의 경우 높이에 따른 입자의 거동을 관찰하기 위하여 측정 셀을 임의적으로 상층(35-43 mm), 중간(15-25 mm), 하층부(0-5 mm)로 나누어 시료 내부 변화를 분석하였다. X축은 모두 측정 셀의 높이(mm)를 의미하며, Y축은 시 료의 분산 상태에 따른 backscattering(%)을 의미한다. Fig. 4(b) 결과에서 분산제 무첨가시 시료 상층부부터 후 방 산란 값이 증가하거나 감소하는 변화가 많으며 하층 부에서도 안정되지 않고 계속하여 침전 중에 응집하는 변화를 보이는 것으로 사료된다. 반면에 Fig. 4(c)의 분 산제 10 wt% 첨가 결과에서는 시료 중간부 에서 후방 산란 값이 증가하거나 감소하는 변화 없는 것으로 보여 전체적으로 입자들이 침전은 하지만 침전 중에 응집은 일어나지 않는 것으로 나타났다. 따라서 10 wt%의 분산 제를 첨가하였을 경우 분산제를 첨가하지 않았을 경우 보다 분산 안정성이 향상된 것을 확인 할 수 있다.
Fig. 5는 분산제 첨가량에 따른 복합 코팅층의 표면 관 찰 결과이다. Fig. 5(a)의 분산제 무첨가(0 wt%) 조건에 서 코팅액의 이산화티탄 분산이 제대로 되지 않아 수많 은 응집 및 기포 현상이 표면에서 관찰되었다. 분산제 첨가량 1 wt%와 5 wt% 조건에서는 코팅층 표면에서 기 포는 줄어들었지만 여전히 분산이 제대로 되지 않음을 볼 수 있다. 반면에 Fig. 5(d)의 분산제를 10 wt% 첨가 조건에서에는 코팅층 표면에서 응집과 기포 부위가 관 찰 되지 않았으며 분산이 가장 잘 되었음을 알 수 있 다. 그러나, 분산제 첨가량이 15 wt%로 증가시 복합 코 팅층 표면의 응집과 기포가 재 관찰되면서 분산성이 다 시 감소하였음을 볼 수 있다. 이러한 결과는 앞서 Fig. 4(a)의 TSI 지수 분석 결과에서 코팅액의 분산 안정성 변화 거동과 일치하는 것을 알 수 있다.
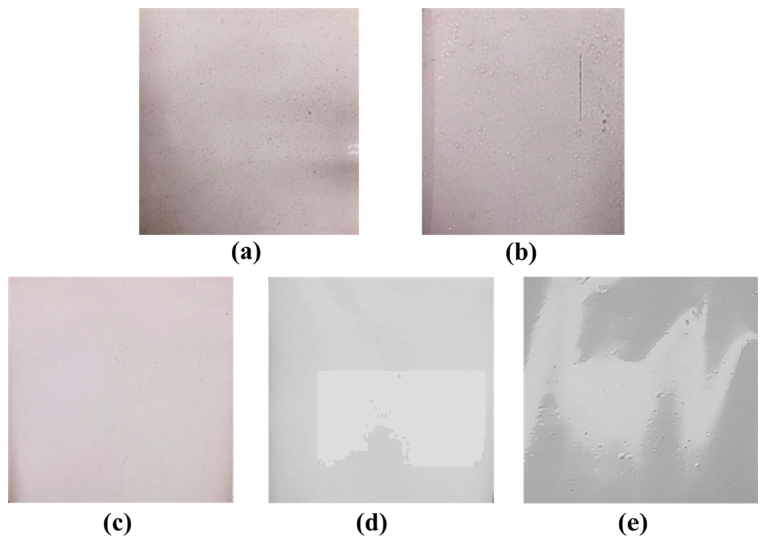
Fig. 5
Surface images of SiO2 – TiO2 complex coating layer according to dispersant contents: (a) 0 %, (b) 1 wt%, (c) 5 wt%, (d) 10 wt%, (e) 15 wt%.
Fig. 6은 분산제 여부에 따른 복합 코팅층의 표면 성분 을 FE-SEM(field emission scanning electron microscope) 의 EDX(energy dispersive x-ray spectroscopy) Mapping 방식으로 분석한 결과이다. Fig. 6(a), (b)는 분산제 무 첨가(0 wt%) 조건에서의 각각 Si, Ti의 Mapping 결과를 나타낸다. Mapping에서는 흰색으로서 성분 분포를 나타 내는데, Fig. 6(b)을 보면 Ti가 골고루 분산되어 있지 않 고 부분적으로 응집되어 있는 것을 확인 할 수 있다. Fig. 6(c), (d)는 분산제 10 wt% 첨가시 각각 Si, Ti의 Mapping 결과를 나타낸다. Fig. 6(d)에서 Ti는 Fig. 6 (b)와 비교하였을 때 코팅층 표면에 전체적으로 균일하 게 분포되어 있는 것을 관찰 할 수 있다. 따라서 일정 량의 분산제를 첨가함으로써 복합 코팅층의 분산성이 향 상 되었다는 것을 확인 할 수 있다. 이상의 결과로부터 분산제 첨가가 실리카 무기 바인더 내에서 이산화티탄 의 분산에 영향을 주어 최종적으로 복합 코팅층의 표면 특성을 변화 시키는 것을 알 수 있다.
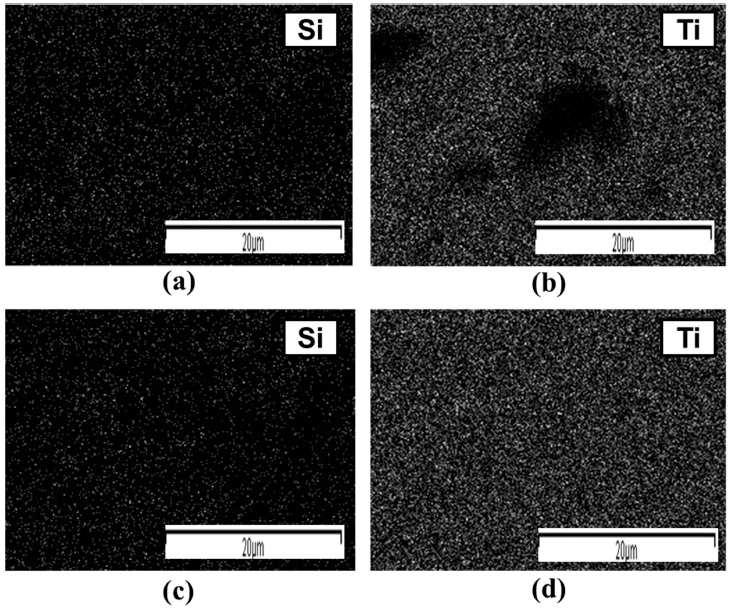
Fig. 6
Elemental mapping of SiO2-TiO2 complex coating surface: (a) Si (dispersant : 0 wt%), (b) Ti (dispersant : 0 wt%), (c) Si (dispersant : 10 wt%), and (d) Ti (dispersant : 10 wt%).
Fig. 7은 이산화티탄 30 wt%와 이산화티탄 대비 분산 제 10 wt%의 코팅액으로 폴리이미드 필름에 코팅한 SiO2 – TiO2 복합 코팅층을 보여주고 있다. Fig. 7(a)는 폴리 이미드 필름에 코팅된 복합 코팅층을 20 × 20 cm 면적으 로 전면 코팅한 사진이며 Fig. 7(b)는 복합 코팅층의 표 면을 FE-SEM을 이용하여 30,000배에서 관찰한 사진이 다. Fig. 7(c)는 복합 코팅층의 단면을 광학 현미경(optical microscope)을 이용하여 관찰한 결과이다. Fig. 7(a)에서 복합 코팅층은 폴리이미드 필름 위에 균일하게 코팅된 것을 확인할 수 있으며, 이는 Fig. 7(b)에서도 복합 코 팅층이 필름 위에 전체적으로 고르게 퍼져있는 것을 확 인 할 수 있다. Fig. 7(c)에서 복합 코팅층의 평균 두께는 13 μm 임을 알 수 있다. 코팅 공정에 사용된 코팅 바 (coating bar)는 No. 24(54.8 μm)를 사용하였으며, 따라서 기재 표면에서 건조 및 경화에 따른 최종 복합 코팅층 은 최초 두께의 25 %로 감소하는 것을 알 수 있다. 일 반적으로 코팅층이 건조 과정에서 최초 두께의 50 % 감 소되는 현상과 비교 시 실리카 무기 바인더와 이산화티 탄 복합 코팅층은 건조 및 경화 과정을 통하여 폴리이 미드 필름 위에서 매우 견고한 구조로 코팅 되었음을 보 여주고 있다. 또한 복합 코팅층의 접착 특성 평가(ASTM D3359) 결과 5B(0 % 제거)를 나타내며, 이는 코팅층과 기재의 우수한 밀착성을 확인하였다.
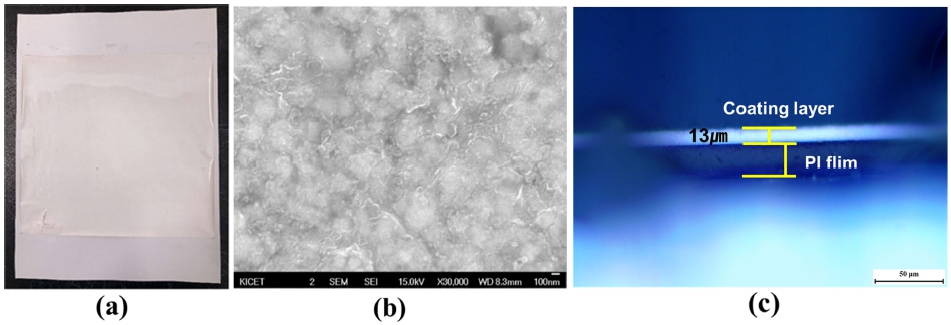
Fig. 7
(a) Surface image, (b) SEM image and (c) cross-section optical image of SiO2 – TiO2 complex coating layer. (TiO2 30 wt%, dispersant 10 wt%)
Fig. 8은 폴리이미드 필름에 코팅된 복합 코팅층의 고 온 안정성 및 화학 안정성 평가 결과이다. Fig. 8(a)는 고온 안정성 평가로서 온도 변화에 따른 복합 코팅층의 백색도 값(L*)과 광택도 값(Gu, 60º)의 변화를 관찰하였 으며, 실험 조건은 각 설정 온도의 오븐에 코팅지를 장 입하고 30분간 유지한 이후에 변화를 측정하였다. 결과 에서 복합 코팅층의 백색도는 상온에서 88.2이며, 400 °C 에서는 88.9로 측정되어 온도 증가에 따른 백색도의 변 화는 없는 것으로 확인되었다. 500 °C 조건에서도 복합 코팅층의 백색도는 89.1로 유지되는 것이 확인되었으나, 폴리이미드 필름 기재가 500 °C에서는 견디지 못하여 더 이상의 고온 실험은 진행되지 않았다. 복합 코팅층의 백 색도는 300 °C 이상에서도 감소하지 않는 우수한 물성 을 보이는 것을 확인하였다. 또한, 온도에 따른 복합 코 팅층의 광택도 변화를 보여주고 있으며, 광택도는 상온 14.0에서 400 °C에서 14.2으로 변화가 관찰되지 않았다. 이러한 결과는 개발한 복합 코팅층이 매우 우수한 고온 안정성을 갖고 있음을 보여주고 있다. Fig. 8(b)는 복합 코팅층의 화학 안정성 평가 결과를 보여주고 있다. 평 가는 인쇄회로기판(Rigid PCB) 제작 과정에서 실제 사 용하는 화학물질을 사용하였으며, pH 1.6인 강산성 용 액, pH 13.6인 강염기성 용액으로 측정되었다. 복합 코 팅층의 백색도는 강산성 용액(88.2→ 88.4)과 강염기성 용 액(88.2→ 88.6) 모두에서 변화가 관찰되지 않았다. 또한 광택도 평가 결과에서도 복합 코팅층은 강산성 용액(14.0 → 13.9)과 염기성 용액(14.0→ 14.4)에서 우수한 결과를 보여주고 있다. 이상의 결과로부터 졸-겔 공정으로 제조 한 실리카 무기 바인더와 이산화티탄을 혼합한 복합 코 팅층은 폴리이미드 필름에서 우수한 밀착성과 열적?화학 적 안정성을 갖는 것으로 확인되었다. 특히 고온 안정 성 평가에서는 500 °C까지도 백색도와 광택도의 변화가 없이 우수한 물성을 보이는 것을 확인하였다.
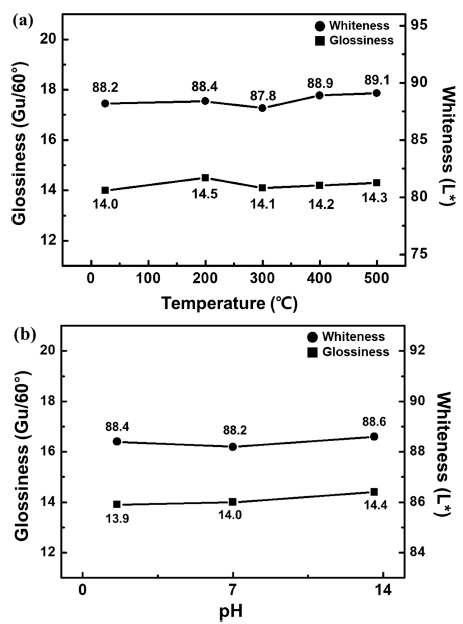
Fig. 8
(a) Thermal and (b) chemical stability of SiO2-TiO2 complex coating layer (TiO2 30 wt%, dispersant 10 wt%).
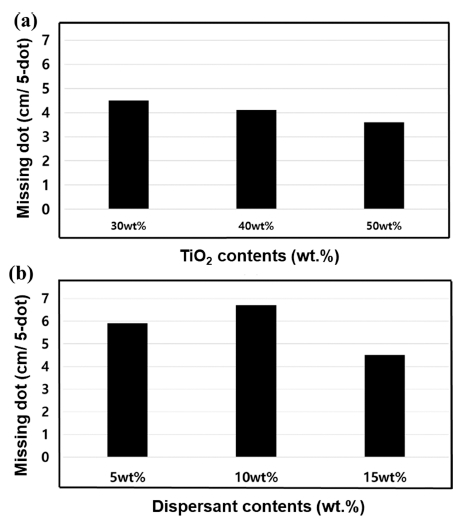
Fig. 9는 최적화 코팅액(TiO2 30 wt%, dispersant 10 wt%)으로 폴리이미드 필름에 제조한 SiO2– TiO2 복합 코 팅층의 인쇄적성 평가 결과이다. 평가는 그라비어(gravature) 인쇄적성 시험기를 사용해 복합 코팅층의 인쇄된 시편 의 일정한 망점 빠짐(missing dot)이 일어난 거리를 측 정하였다. Fig. 9(a)는 전체 중량 대비 이산화티탄 함량 에 따른 그래프 이며 이산화티탄 함량이 낮을수록 망점 빠짐이 일어난 거리가 증가하는, 즉 인쇄적성이 향상되 는 것을 확인 할 수 있다. 인쇄 소재의 거칠기와 평활 도는 그라비어 인쇄에 큰 영향을 미치므로18) 거칠기 값 이 가장 낮았던 이산화티탄 30 wt%의 인쇄성이 우수한 결과를 나타내고 있으며, 이러한 결과는 Fig. 3의 결과 와 일치하는 것을 알 수 있다. Fig. 9(b)는 이산화티탄 대비 분산제 함량에 따른 그래프 이며 분산제가 5 wt% 에서 10 wt%로 증가함에 따라 망점 빠짐이 일어난 거 리도 증가하였다. 반면에 분산제가 10 wt%에서 15 wt% 로 증가하였을 경우에는 망점 빠짐이 급격히 빠르게 진 행된 것을 확인 할 수 있다. 따라서 분산제가 10 wt% 인 경우에 우수한 인쇄적성을 나타내며 이러한 결과는 Fig. 5 결과와 일치하는 것을 알 수 있다.
4.결 론
300 °C 이상에서 열적, 화학적 안정성이 우수한 고온 라벨지 개발을 진행하였다. 폴리이미드 필름 기재와 코 팅층이 고온에서도 우수한 밀착성을 갖추어야 하기 때 문에 졸-겔 공정을 통하여 실리카 무기 바인더를 제조 하여 사용하였으며, 바코드 인쇄를 위한 백색 코팅층을 위해 이산화티탄을 무기안료를 혼합하였다. 복합 코팅액 (실리카 무기 바인더+이산화티탄)은 백색도와 표면 거칠 기 평가를 통해 이산화티탄 첨가량을 최적화 하였으며, 백색도 값이 우수하고 표면 거칠기 값이 가장 낮은 전 체 중량 대비 30 wt%를 사용하였다. 또한 복합 코팅층 표면의 분산성 향상을 위해 일정량의 분산제를 첨가하 였고 분산 안정성 및 표면 관찰 결과 분산제는 이산화 티탄 대비 10 wt%를 첨가하였을 때 가장 분산성이 향 상되었음을 확인하였다. 고온 안정성 평가 결과 400 °C 까지 백색도와 광택도의 큰 변화가 발견되지 않았다. 화 학 안정성 평가인 강산성(pH 1.6), 강염기성(pH 13.6) 세 정제 처리 후에 도 백색도와 광택도 모두 큰 변화가 발 견되지 않았으며 우수한 고온안정성과 화학적 안정성을 갖는 것을 확인하였다. 최종적으로 그라비어 인쇄적성 평 가 결과 최적화 코팅액(TiO2 30 wt%, dispersant 10 wt%) 조건에서 망점 빠짐이 일어난 거리가 가장 길었고 따라 서 고온 라벨지의 우수한 인쇄적성을 확인하였다. 이러 한 결과로부터 실리카 무기 바인더와 이산화티탄을 혼 합한 복합 코팅액을 개발하였고, 폴리이미드 필름에 우 수한 밀착성과 백색도 및 광택도에 대해 열적, 화학적 안정성과 고온 잉크에서도 우수한 인쇄적성을 갖추고 있 음을 확인하였다.
