

1. 서 론
유전체 캐패시터는 짧은 시간에 고 에너지를 방출할 수 있는 소자로 전자제품 고도화됨에 따라 고성능화, 소형 화가 요구되고 있다. 캐패시터의 중요한 특성인 충전 에 너지 양은 재료의 절연파괴전압과 유전 상수에 의해 결 정된다.1,2) 유전체 재료에 전계가 인가됨에 따라 다양한 형태의 분극의 거동이 관찰되며, 이러한 거동은 분극-전 계 폐곡선(polarization-electric field hysteresis)으로 나타 낼 수 있다. 유전체 종류에 따라 다양한 분극 거동을 보 이며, 이에 대한 것을 Fig. 1에 나타내었다. Fig. 1(a)는 에너지 저장 밀도 및 손실 에너지 값을 설명하기 위해 도시한 일반 유전체의 분극-전계 그래프이다. 유전체의 에너지 저장 밀도는 그래프의 상부 면적에 의해 결정된 다.1,3) 재료에 인가되는 전계의 크기와 최대 분극의 크 기가 클수록, 잔류 분극의 크기가 작을수록 저장 에너 지 양은 커지게 된다. 반면 유전체의 잔류 분극이 커지 게 되면, 폐곡선 내부면적에 해당하는 손실되는 에너지 의 양이 커지게 된다. Fig. 1(b)는 낮은 유전율과 높은 절연파괴전압을 가지는 폴리머 재료에서 주로 관찰되는 상유전체 분극-전계 거동이다. 그래프에서 확인할 수 있 듯이 잔류 분극의 크기가 매우 작고 최대 전계에서 분 극이 포화되지 않아 손실되는 에너지의 양이 적다는 특 징이 있다. Fig. 1(c)는 높은 유전율과 낮은 절연파괴전 압을 가지는 세라믹 재료에서 주로 관찰되는 강유전체 분극-전계 거동으로 잔류분극의 크기가 크며 최대 전계 에서 분극이 포화하여 손실되는 에너지의 양이 매우 크 다는 특징을 가지고 있다.
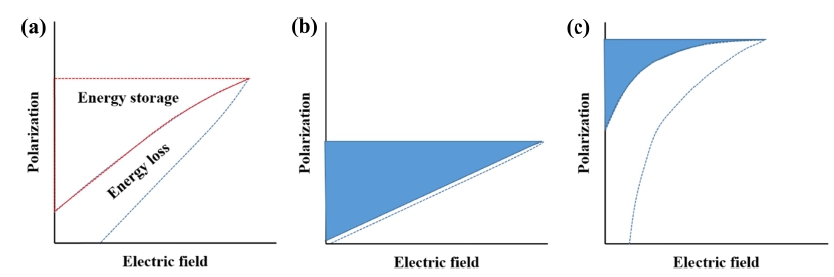
Fig. 1
Schematics of (a) energy density and loss at unipolar P-E hysteresis loop. Energy density of (b) paraelectric and (c) ferroelectric behavior.
폴리머 재료와 세라믹 재료는 각기 다른 유전 특성을 가 지고 있어 각각의 장단점이 확연히 드러난다. 이를 극복 하기 위해 PVDF-Pb(ZrxTi1-x)O3,4) PVDF-BaTiO3,5) PVDFPb( Mn1/3Nb2/3)O3-PbTiO3,6) PVDF-Fe3O4,7) BaTiO3-CoFe2O4- PVDF8) 혼합막들과 같이 높은 절연파괴전압을 가지는 폴 리머에 고유전율을 가지는 강유전체 미립자를 넣음으로 써 유전율을 증가시켜 고 에너지 저장 밀도의 유전체를 제조하고자 하였으며, 관련 연구는 현재 활발하게 진행 중에 있다.
PVDF는 대표적인 강유전 폴리머로 결정화 정도에 따 라 크게 α, β, γ, δ-상으로 나눌 수 있다. α-상은 자발분 극을 가지지 않는 상유전체로 절연파괴전압이 높으며 따 라서 에너지 손실양이 적다. 반면 β-상은 탄소 원자를 기 준으로 수소 원자와 불소 원자가 반대로 정렬되어 있어 전체적으로 자발분극이 형성되어 있어9) 높은 유전율을 가 지고 있지만 에너지 손실양이 높고 절연파괴전압이 낮 다는 특징을 가지고 있어 에너지 저장 소자로써는 적합 하지 않다. 일반적으로 PVDF β-상은 100 °C 이하로 열 처리할 때 주로 만들어지며 열처리 온도가 높아짐에 따 라 α, γ-상이 점차 형성되기 시작한다. 이처럼 PVDF 막 은 후 열처리를 통해 다양한 전기적 특성을 구현해 낼 수 있다.
상온분말분사공정은 나노 결정립을 가지며 치밀한 막을 제조해 낼 수 있는 공정으로 세라믹 소자를 제조하는 데 있어 다양한 물성을 구현해 낼 수 있는 공정이다.10-12) 이를 이용해 상온분말분사공정으로 PZT, BT, PMN-PT13-16) 등 다양한 강유전체 소자를 제조하는 연구가 활발히 진 행되고 있다. BZN은 상유전 물성을 가지고 있는 대표 적인 세라믹 재료로 유전율이 110 이상이며 이력 곡선 을 가지지 않아 에너지 손실이 매우 적다. 또한, 다른 세라믹에 비해 절연파괴전압이 비교적 높아 에너지 저 장 소자 적용에 매우 적합하다.17) Jeong 등의 연구에 의 하면, 상온분말분사공정으로 제조한 BZN막은 후 열처리 없이도 전계에 따른 분극 거동의 차이가 거의 없어 후 열처리를 별도로 진행할 필요가 없어2) 폴리머와의 혼합 막을 제조하는데 있어서도 매우 유리한 조성이다. 본 연 구에서는 상온분말분사 공정을 이용해 PVDF-BZN 혼합 막을 제조하고, 제조한 혼합막을 열처리하여 PVDF의 결 정상을 변화시켰다. 열처리 조건에 따른 혼합막내에서의 PVDF의 결정상을 분석하고 혼합막의 전기적 물성 변화 를 평가하였다.
2. 실험 방법
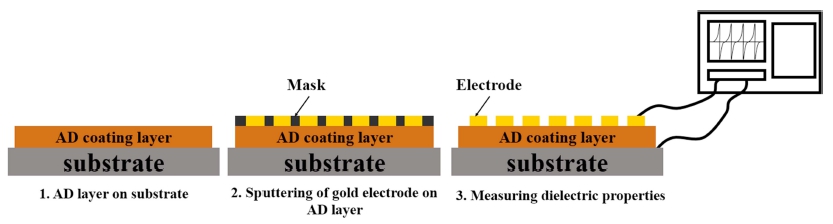
BZN 분말을 제조하기 위해서 Bi2O3(99.9 %, Aldrich), ZnO(>99 %, Aldrich) 그리고 Nb2O5(99.8 %, NewTech Materials) 분말을 지르코니아 볼, 에탄올과 혼합한 후 분 당 400의 회전 속도로 24시간동안 볼 밀링 공정을 진 행하였다. 완전히 혼합된 물질의 에탄올을 완전히 제거 하기 위해 건조로 온도를 80 °C로 유지시켰으며, 24시간 동안 건조를 진행하였다. 에탄올이 완전히 제거된 혼합 분말은 분당 10 °C의 승온 속도로 900 °C까지 승온 시 킨 뒤 2시간 동안 유지해 하소과정을 진행하였다. 상온 분말분사공정에 적합하게 만들기 위해 BZN 분말을 볼 밀링하였으며, 건조 후 채거름하였다. 합성된 BZN 분말 은 PVDF(99.9 % purity, Alfa Aesar)분말과 혼합하였으 며, BZN 분말과 혼합 분말은 상온분말분사공정을 이용 해 Pt/SiO2/Si 기판에 코팅하였다. 5 mm× 0.5 mm의 직 사각형 노즐을 이용해 기판과 5 mm 거리를 유지하면서 분말을 코팅하였다. 질소 가스는 분당 10 L의 분사속도 로 에어로졸 챔버에 공급하였으며, 질소 가스와 혼합된 분말은 노즐을 통해 기판에 분사해 BZN막과 혼합막을 기판 위에 제조하였다. 제조된 혼합막에서 PVDF의 상 변화에 따른 특성 변화를 확인하기 위해 200 °C에서 5 분, 30분간 열처리 후 급랭하였으며, 편의를 위해 BF (BZN막), MF(열처리를 실시하지 않은 혼합막), MF5(5 분 열처리 후 급랭시킨 혼합막), MF30(30분 열처리 후 급랭시킨 혼합막)으로 표기하였다. 코팅에 사용된 혼합 분 말과 공정으로 제조한 막의 미세구조를 전자주사현미경 (field emission sacanning electron microscopy, FESEM, S-4300SE, Hitachi)을 이용해 관찰하였다. 시편의 유전 특성을 측정하기 위해서 BZN, 혼합막 표면에 금 전극을 코팅하였다. 전극은 지름 500 μm의 원형이며, 마 스크를 이용해 스퍼터 장비로 코팅하였다.혼합막의 유전 율과 유전 손실은 임피던스 분석기(agilent technologies 4194A, Santa Clara, CA)로 측정하였으며, 코팅 과정 및 측정 방법을 Fig. 2에 나타내었다. 이를 이용해 혼합막 을 구성하는 두 조성의 부피비를 계산하였다. 결정성 및 열처리 과정에 의한 상변화를 확인하기 위해 X선 회절 분석을 진행하였다(HRXRD, Philips X'pert pro MRD Diffractometer, Philips, Netherlands). 또한 전계 인가에 따른 분극 변화는 P-E 측정 장치를 이용하여 측정하였 다(precision multiferroic and ferroelectric test system, P-PMF-K; Radiant Technologies, Albuquerque, USA).
3. 결과 및 고찰
BZN, PVDF 혼합 분말 및 제조한 시편의 미세구조를 관찰해보았으며, Fig. 3에 나타내었다. 혼합 분말은 평균 ~250 nm의 직경을 가지는 PVDF 구형 입자와 평균 ~2 μm의 직경을 가지는 불규칙한 형태의 BZN 입자로 구 성되어 있었다[Fig. 3(a)]. Fig. 3(a), (b)는 각각 BF와 MF의 단면 미세 구조로 치밀한 막을 구성하고 있었으 며, 막과 기판 사이의 경계가 모호한 것을 통해 막이 기 판에 강하게 접합되어 있음을 추정할 수 있었다. 하지 만 BF의 단면에 비해 MF의 단면이 뭉그러진 형태인 것 을 확인 할 수 있으며, 이는 MF에 포함된 PVDF 입자에 의한 것으로 판단된다. MF30의 미세구조를 Fig. 3(d)에 나타내었다. 막은 ~7 μm의 두께를 가지고 있었으며, 다 른 시편과는 다르게 일부가 뭉쳐져 있었으며, 이로 인 해 막 내부에 결함이 생긴 것을 확인 할 수 있었다. 본 현상은 열처리 직후 점도가 낮아진 PVDF 입자가 급랭 과정에 의해 서로 달라붙는 현상에 의해 나타난 것으로 판단된다.
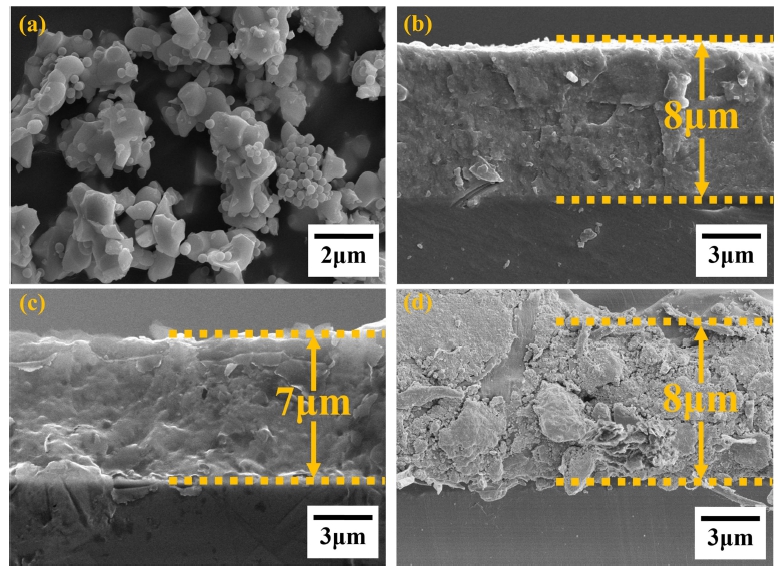
Fig. 3
The SEM images of (a) BZN-PVDF mixing powder and cross-section images of (b) BF, (c) MF and (d) MF30.
모든 시편의 유전 특성을 1 kHz부터 100 kHz 범위에 서 측정하였으며, 그 결과를 Fig. 4(a)에 나타내었다. BZN막의 유전 상수는 1~10 kHz의 주파수범위에서 110 으로 유사한 값을 나타내었다. 혼합막의 경우 열처리 여 부에 따라 약간의 유전율 차이가 있었으나, 전체 주파 수 범위에서 순수 BZN막에 비해 약 90 감소하는 것을 확인할 수 있었다. 이를 통해 혼합막을 구성하는 재료 의 대부분이 폴리머로 구성되어 있음을 추정할 수 있었 다. 열처리 조건에 따른 혼합막의 유전 상수 및 유전 손 실 값을 측정하였으며, 그 결과를 Fig. 4(b)에 나타내었 다. 1 kHz에서의 BF, BF5, BF30의 유전 상수는 24, 22, 17로 열처리 시간이 증가함에 따라 유전 상수가 감 소하였다. 혼합막의 유전 손실 또한 1 kHz에서 0.043, 0.033, 0.013로 열처리 시간이 증가함에 따라 감소하여, 열처리가 진행됨에 따라 전형적인 PVDF α상의 거동이 나타나는 것을 확인하였다. 혼합막을 구성하고 있는 두 물질의 혼합 비율을 추정하기 위해 혼합 물질의 유전율 을 구하는 수식 (1)을 이용하였다.18)
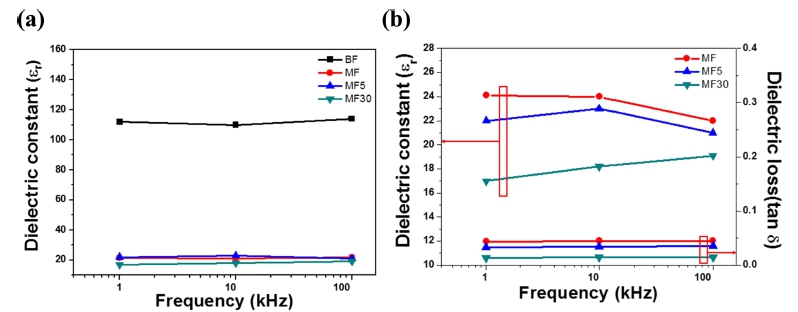
Fig. 4
(a) Dielectric constant and (b) loss of BZN-PVDF composite films of BF, MF, MF5 and MF30 for the frequency change.
α1, α2는 혼합된 두 물질의 부피비 (α1+α2=1), ε1, ε2는 각 물질의 유전율을 의미한다. 1 kHz에서 BZN막의 유 전율은 ~110이며, 일반적으로 알려진 PVDF 유전율 ~12 과 MF의 유전율(εm ~ 24)을 이용해 계산해 본 결과 혼 합막의 부피비는 12:88(BZN:PVDF)로 계산되었다.
Fig. 5(a)에 열처리 조건에 따른 혼합막의 X선 회절 패 턴을 나타내었다. 29.33(220), 34.01(400), 48.82(440), 57.96(622)에서 X선 회절 피크가 나타난 것을 통해 모 든 시편에서 전형적인 BZN의 X선 회절 패턴이 나타난 것을 확인하였다. 하지만 PVDF의 양이 많았음에도 불 구하고 PVDF의 X선 회절패턴을 확인할 수 없었는데, 이 는 PVDF의 X선 회절 패턴 강도가 낮기 때문으로 추 정된다. 후 열처리 조건에 따른 PVDF의 상변화를 분석 하기 위해 PVDF를 캐스팅 코팅한 후 혼합막과 동일한 조건으로 후 열처리하였으며, 이때의 PVDF막의 X선 회 절 패턴 변화를 Fig. 5(b)에 나타내었다. 열처리를 진행 하지 않은 PVDF 막은 약 18.24도에서 (020), 20.21도에 서 (220)의 X선 회절 피크를 가지고 있었으며, 이를 통 해 γ상을 가지고 있었다. 200 °C에서 5분간 열처리를 진 행한 후 급랭한 PVDF막은 17.64도에서 (100), 19.81도 에서 (110) 그리고 26.4도에서 (021) 피크가 형성되었으 며, 18.25도에서 (020) 피크의 세기가 강해졌으며, 20.21 도에 존재하였던 (220) 피크가 사라져 전형적인 α상의 결 정 피크를 가지고 있었다. 동일 온도에서 30분간 열처 리한 후 급랭한 시편은 5분 열처리한 시편과 동일한 X 선 회절 패턴 거동을 보여 α상을 가지고 있음을 확인 할 수 있었으며, (100), (110) 피크의 세기가 커진 것을 통해 막을 구성하는 α상의 결정성이 더 향상되었다.
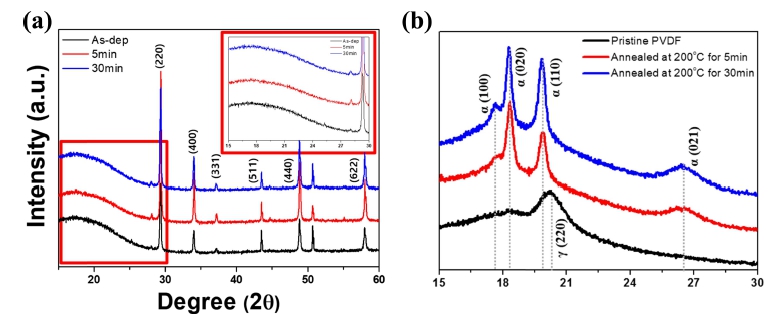
Fig. 5
XRD patterns of (a) BZN-PVDF composite films of MF, MF5 and MF30 and (b) pristine PVDF film annealed at 200 °C for 5 and 30 mins.
혼합막의 다양한 유전 특성을 확인하기 위해 시편에 500 kV/cm부터 절연파괴전계까지 전계를 인가하였으며, 이 에 따른 mono-polar 거동 변화를 측정하였다(Fig. 6). BF, MF, MF5, MF30의 절연파괴전계는 각각 900, 1,400, 1,200, 1,000 kV/cm 이었다. BZN에 PVDF가 첨가됨에 따라 절연 파괴 전압이 증가하였으며, 열처리 시간이 증 가함에 따라 절연파괴전압은 점차 감소하였다. PVDF α 상의 전형적인 특징으로는 낮은 에너지 손실 값과 높은 절연파괴전압 특성을 들 수 있다. 하지만 본 데이터에 서는 α상에 가까워졌지만 절연파괴전압도 함께 줄어드는 것을 확인할 수 있는데 이는 Fig. 3(d)과 같이 열처리에 의해 혼합막의 PVDF의 상전이와 함께 BZN에 응겨 붙 어, 막 내부에 결함이 생겨 나타난 현상으로 판단된다.
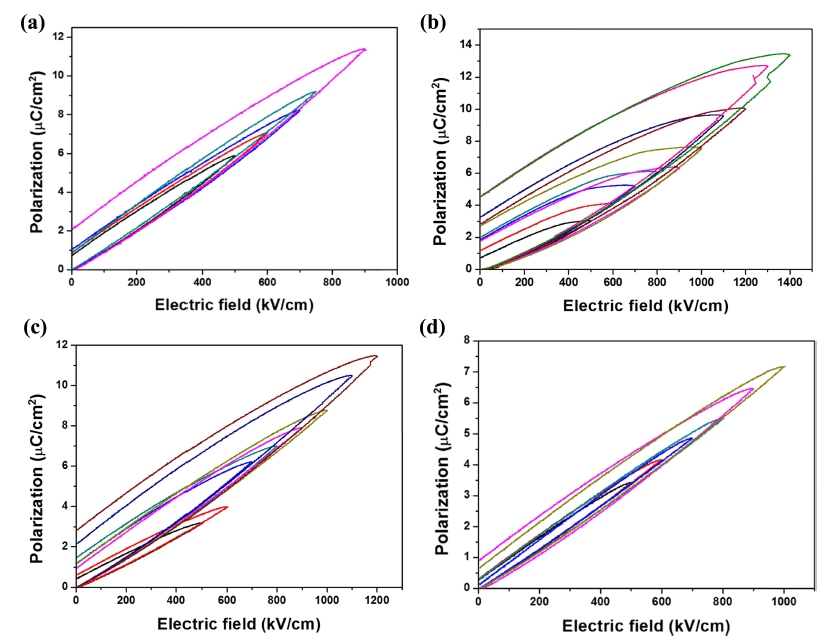
Fig. 7(a)에 900 kV/cm에서 각 시편의 Pmax, Pr 값을 나타내었다. BF은 11 μC/cm2의 Pmax를 가지고 있었으며, MF, MF5, MF30는 각각 7, 8, 6.5 μC/cm2의 Pmax를 가 지고 있음을 통해 순수 BZN에 PVDF를 첨가함에 따라 감소하는 경향을 보였다. 한편, BF, MF, MF5, MF30의 Pr값은 각각 2.17, 2.73, 0.96, 0.91 μC/cm2로 혼합막에서 열처리를 진행함에 따라 Pr이 감소하는 경향을 보였으며 각 Pmax-Pr 값을 확인해 본 결과 순수 BZN막이 8.83 μC/cm2로 가장 큰 값을 가졌으며, 이를 통해 900 kV/cm 전계에서 BF의 에너지 저장 밀도가 가장 클 것이라 추 정할 수 있었다. 각 막의 에너지 손실 특성을 비교하기 위해 에너지 손실 값(η)을 계산해 보았으며, 각 값을 가 장 낮은 에너지 손실 값(MF30, 500 kV/cm에서의 손실 값, η0)으로 나눠 전계에 따라 그래프로 나타내 보았으 며, 이를 Fig. 7(b)에 나타내었다. 모든 전계에 걸쳐 열 처리를 진행하지 않은 혼합막의 에너지 손실이 가장 컸 으며, 30분간 열처리한 시편의 에너지 손실이 제일 낮 아 PVDF α상의 전형적인 이력 곡선 특징이 나타남을 알 수 있었다.
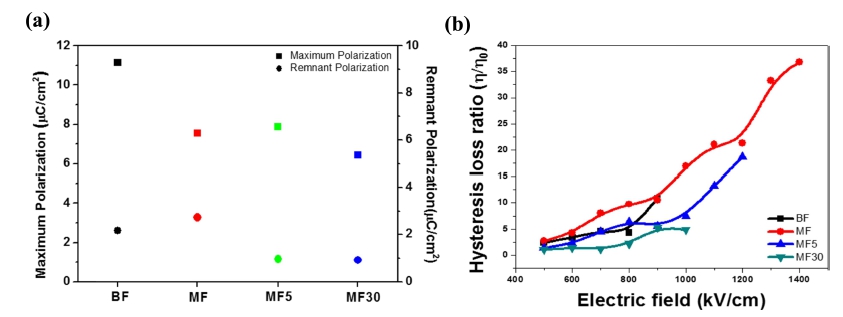
Fig. 7
(a) Maximum polarization and remnant polarization of BZN-PVDF composite films in terms of composition. (b) Hysteresis loss ratio (η/η0) of BZN-PVDF composite films with variation of applied electric field.
에너지 저장 밀도를 결정하는 물성은 각 재료의 유전 상수 및 재료에 인가되는 전계로 아래와 같은 식 (2)에 의해 결정된다.1-3)
2식 (2)을 활용하여 각 시편의 500 kV/cm부터 절연파 괴전압까지의 에너지 저장밀도를 구했으며, Fig. 8(a)에 나타내었다. 순수한 BZN 필름의 에너지 저장 밀도는 500 kV/cm에서 1.5 J/cm3를 가졌으며, 혼합막 시편들은 ~0.6 J/cm3의 에너지 저장밀도를 가지고 있음을 확인할 수 있었다. BF의 에너지 밀도가 다른 시편들에 비해 매우 높았는데 이는 혼합막에 비해 높은 유전율을 가지고 있 음에 기인하며, 열처리 시간이 늘어남에 의한 에너지 저 장 밀도차이는 PVDF의 결정상에 의한 유전 손실에 의 한 것이라 판단된다. 하지만 절연파괴전압에서의 에너지 저장밀도는 BF, MF, MF5, MF30에서 각각 3.6, 4.9, 4.5, 3.0 J/cm3 로 절연파괴전압이 제일 높은 MF에서 제 일 높은 값(1,400 kV/cm)을 가지고 있었다.
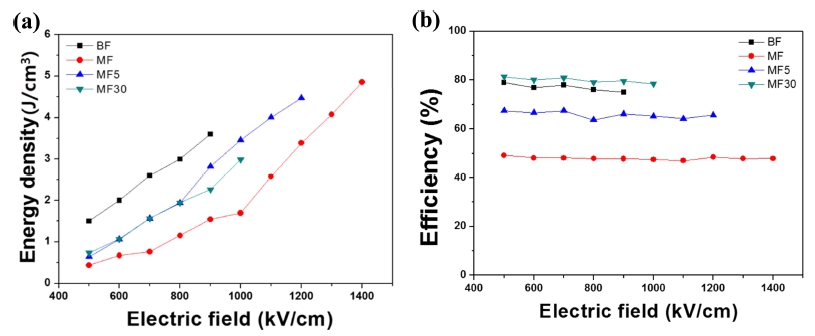
Fig. 8
(a) Energy density and (b) charge-discharge efficiency of BZN-PVDF composite film with the applied electric field.
에너지 저장 효율 식 (3)를 이용해1,2) 각 시편의 에너 지 저장 효율을 계산해보았으며, Fig. 8(b)에 인가된 전 계에 따른 각 시편의 효율의 변화를 나타내었다. BF의 효율은 500 kV/cm에서 79.3 %이었으며, 전계가 증가함에 따라 점차 감소해 절연파괴전계에서 66.4 %의 효율을 나 타내었다. 하지만 혼합막은 열처리 유무와 무관하게 전 계 증가에 따른 효율 거동이 감소하는 경향을 보이지 않 았다. MF, MF5, MF30은 평균적으로 각각 50, 69, 82 %의 효율을 보였으며, Fig. 7(b)에서의 에너지 손실 값 에 반비례하였다. 본 결과를 통해 MF은 BF에 비해 절 연파괴전압이 대폭 상승해 에너지 저장 특성이 증가되 는 결과를 얻었다. 이는 기존 상온분말분사공정을 이용 한 세라믹 코팅과정에서 형성되는 기공이 PVDF에 의해 메워지는 효과뿐만 아니라, 기본적으로 BZN보다 절연파 괴전압이 높은 PVDF 재료자체의 효과에 의한 것으로 판 단된다. 또한 후 열처리 과정을 통해 혼합막 내의 PVDF α상의 양을 늘릴 수 있었으며, 히스테리시스 감소하여 에 너지 효율이 증가하는 효과를 얻을 수 있었다.
4. 결 론
상온분말분사법을 이용해 BZN, BZN-PVDF 혼합막을 제조해보았으며, 혼합막 내 PVDF의 상변화에 의한 유 전, 에너지 저장 특성의 변화를 확인하기위해 혼합막을 200 °C에서 5분, 30분간 열처리 후 급랭하였다. 혼합막 들의 유전율은 10 kHz에서 ~20으로 순수 BZN막의 유 전율인 110에 비해 유전율이 크게 감소하였다. 혼합막의 유전율을 이용해 계산한 BZN, PVDF의 부피 비율은 12:88로 나타났다. 혼합막의 경우 열처리 시간이 증가함 에 따라 유전율이 감소하였으며, (24, 22, 17 @ 10 kHz) 유전손실 또한 10 kHz 주파수에서 0.04, 0.03, 0.01로 열처리 시간이 증가함에 따라 감소하였다. 이는 혼합막내 PVDF내 α상이 늘어남에 의한 현상으로 판단 된다. MF의 절연파괴전압은 1,400 kV/cm로 BF에 비해 500 kV/cm 증가하였지만 열처리 시간이 증가함에 따라 감소하는 경향을 보였다. (MF5, MF30 - 1,200 kV/cm, 1,000 kV/cm) 열처리를 실시하지 않은 PVDF/BZN 혼합 막의 에너지 저장 밀도는 4.9 J/cm3로 BM(3.6 J/cm3)에 비해 1.3 J/cm3 증가하였다.
