

1 서 론
이속압연(differential speed rolling, DSR)1-3)은 동속압 연(conventional rolling, CR)에서는 두께 표면부위에만 도입되는 전단변형을 내부까지 도입시킬 수 있으므로 두 께 방향으로 균일한 변형을 부가하는 데에 매우 효과적 인 가공법이다. 또한, 압연 롤과 재료사이의 마찰계수가 큰 조건의 일반 압연에서 재료 표면부위에만 도입되는 전단집합조직의 한 성분인 <111>//ND를 재료 전체에 도 입하여 성형성 향상에 기여할 뿐 아니라,4) cube texture 를 갖지 않게 되어 굽힘 특성 향상에도 효과가 있다고 알려져 있다.5) 그러므로 최근 동 및 동합금의 미세조직 및 집합조직 제어를 목적으로 이속압연을 적용한 사례 가 많이 보고되고 있다.6-11) 본 연구팀에서도 이전 연구 에서 무산소동과 C194(Cu-Fe-P)합금 등에 이속압연을 적 용하여 이속압연이 동속압연에 비해 균일변형량 도입에 매우 효과적임과,6) 이와 같은 이속압연의 효과는 어닐링 후에도 나타날 수 있음을 입증한 바 있다.7) 또한, 이속 압연의 효과는 압연 전 초기 미세조직 및 집합조직 상 태가 매우 중요하며,10,11) 재료의 종류 뿐 아니라 합금성 분에 따라서도 그 정도가 크게 다름을 밝힌 바 있다.6,11) 특히, 순도가 높은 합금일수록 동속과 이속의 차이에 따 라 두께방향으로의 미세조직 불균일성이 두드러지게 나 타났다. 이와 같은 결과는 순도가 높을수록 압연 롤과 피가공재 사이의 마찰계수가 피가공재의 전단변형 형성에 더 큰 영향을 끼치는 것에 기인한 것이라 사료된다. 그 러나 합금조성의 변화가 압연시 두께방향으로의 불균일 성에 얼마나 영향을 끼치는가는 더 많은 상세한 연구를 필요로 한다.
본 연구팀은 지난 연구에서 새롭게 합금설계한 Cu-3Ni- 0.7Si계 동합금에 동속 및 이속압연을 적용하여 압연 후 의 미세조직 및 기계적 특성을 조사한 바 있다.12) 그 결 과, 압연 상태로는 동속과 이속압연재에서 두께방향으로 의 미세조직 및 기계적 특성에 큰 차이가 없음을 확인 하였다. 다만, 동속압연재의 경우 압연 상태로는 나타나 지 않았던 두께방향으로의 미세조직 및 기계적 특성의 불균일성이 어닐링 시에는 확연히 나타남을 추가 연구 를 통해 알 수 있었다.13) 그리고 두께방향으로의 전단변 형량의 도입 정도가 미세조직 및 기계적 특성의 불균일 성에 큰 영향을 끼침을 명확히 하였다. 따라서 이와 같 은 두께방향으로의 미세조직 및 기계적 특성의 불균일 성이 이속압연재의 어닐링에서도 나타날지 알아보는 것 은 매우 흥미로운 주제라 할 수 있다. 그러므로 본 연 구에서는 지난 연구에서 이속압연에 의해 제조한 Cu-3Ni- 0.7Si계 동합금의 어닐링에 따른 두께방향으로의 미세조 직 및 기계적 특성을 상세히 밝히고자 하였다.
2 실험 방법
2.1 이속압연 및 어닐링
본 연구에 사용된 동합금은 새롭게 합금설계하여 만든 Cu-3.0Ni-0.7Si합금이며, 출발재료는 두께 3 mm, 폭 25 mm, 길이 300 mm인 열간압연 판재이다. 사용된 압연기 는 상부롤과 하부롤의 주속을 다르게 제어할 수 있는, 롤 직경이 130 mm인 이속압연기였으며, 압연은 압하율 을 50 %로 하여 상온 무윤활 조건에서 실시하였다. 이 속압연은 고속(high speed)인 상부롤의 주속(v2)을 4.0 m/ min, 저속(low speed)인 하부롤의 주속(v1)을 2.0 m/min, 즉, 이속비(difference speed ratio)를 2:1로 하여 실시하 였다. 이속압연에 의해 도입되는 전단변형량을 측정하기 위해 이전 연구와 동일한 방법으로 압연 전에 시편 중 앙부위에 시편과 동일한 재질의 핀을 삽입하여 두께방 향으로의 전단변형량의 크기를 정량적으로 측정하였다.5,12) 또한, 압연 후 어닐링은 전기로 내에서 200~900 °C 온 도범위에서 0.5h 동안 실시하였으며 가열 후 냉각은 공 냉으로 진행하였다.
2.2 특성 분석
어닐링 전후 시편에 대하여 광학현미경(optical microscopy) 에 의한 조직관찰을 실시하였다. 조직관찰은 시편 을 횡단면(TD면)에서 판재 절단기로 잘라내어 연마 후 (NH4)2S2O8의 10 % 수용액에서 화학부식한 후 관찰하였 다. 기계적 특성 평가는 어닐링 전후 시편에 대하여 상 온에서 인장시험 및 경도시험을 통하여 평가하였다. 인 장시험의 시험편은 표점거리 25 mm, 폭 6 mm로 인장축 이 압연방향과 일치하도록 방전가공기로 잘라 판상 인 장시편을 제작하여 실시하였다. 경도시험은 어닐링 전후 재료의 횡단면을 절단하여 기계 연마한 후 micro-vickers 경도기를 이용하여 실시하였으며, 경도값은 하중 유지시 간 5초로 10회 측정하여 최대값과 최소값을 뺀 나머지 의 산술평균값을 취하였다.
3 결과 및 고찰
3.1 이속압연에 의해 도입된 두께방향으로의 변형량의 크기
Fig. 1은 이속압연 후 핀삽입법에 의해 구한 두께방향 으로의 전단변형량 및 상당변형량 분포를 나타낸 것이 다. 여기서 상당변형량값(ε)은 이전 연구에서 핀삽입법에 의해 구한 전단변형량값(γ)12)을 아래의 식5)에 대입하여 구한 값이다.

Fig. 1
The variation of shear and equivalent strain in thickness direction of specimen deformed by the differential speed rolling.
여기서, r은 압연압하율이며, 본 실험에서는 50 % 압 하율로 압연하였으므로 0.5에 해당한다. 또한 시편의 실 제 두께는 1.50 mm이지만 두께방향의 상대 위치를 나타 내기 위해서 가로축을 Δt/t(t: 시편의 실제 두께, Δt: 실 제 두께와 상부롤 부위를 기준으로 측정한 위치까지의 거리와의 차이)의 값으로 나타내었다. 여기서는 편의상 시 편의 상부 롤 방향에 대하여 압연방향으로의 전단변형 량을 양의 값으로 정하고 압연 반대방향으로의 전단변형 량을 음의 값으로 나타내기로 한다. 그림에서와 같이, 전 단변형량의 값이 거의 모든 부위에서 양의 값을 나타내 었으며, 두께방향으로 하부롤 부위에 비해 상부롤 부위 와 중심 부위에 더 큰 전단변형량이 도입된 것을 알 수 있다.12) 한편, 상당변형량값은 두께방향의 위치에 의존하 지 않고 거의 같은 값(약0.8)을 나타내었다. 이것은 동 속압연에서와 유사하게12) 도입된 전단변형량의 크기가 압 축변형량에 의한 변형량 0.8에 비해 상대적으로 크지 않 았기 때문이다.
3.2 어닐링에 따른 두께방향으로의 미세조직 변화
Fig. 2는 이속압연 후 어닐링에 따른 시편의 두께방향 으로의 광학현미경 조직사진 변화를 나타낸 것이다. 그 림에서와 같이 압연 후 시편은 모든 부위에서 전형적인 가공 조직(deformation structure)을 나타내며 표면과 중 심 등 두께방향으로의 미세조직의 차이는 거의 관찰되 지 않았다. 그러나 500 °C 어닐링 시편의 경우, 하부롤 부위에서는 여전히 가공조직을 나타내었으나 상부 롤 표 면 및 중심 부위에서는 부분적으로 재결정된 미세한 결 정립들이 관찰되었다. 또한 600~700 °C 어닐링 시편의 경 우는 부위에 따른 미세조직의 차이는 두드러지지 않았 으며 하부롤 부위를 포함한 모든 부위에서 부분재결정 발생 부위가 확장되는 경향을 나타내었다. 또한, 800 °C 어닐링 시편에서는 그림에서와 같이 완전재결정이 발생 하여 평균입경이 32 μm의 등축의 미세한 재결정립들로 채워져 있음을 관찰 할 수 있다. 또한 850 °C 시편에서 는 모든 부위에서 결정립 성장(grain growth)이 활발히 일어나 조대한 결정립조직을 형성하였다. 이와 같은 어 닐링에 따른 두께방향으로의 미세조직 변화는 두께방향 으로 도입된 전단변형량의 크기와 큰 연관성이 있음을 알 수 있다. 즉, 최초 부분재결정이 발생했던 500 °C 어 닐링재의 경우 전단변형량 도입량이 상대적으로 컸던 상 부롤 부위 및 센터 부위에서 우선적으로 부분재결정이 발생하였으며, 하부롤 부위에서는 여전히 가공조직을 나 타내었다. 이와 같은 경향은 동속압연재에서도 관찰되었 는데,13) 그 이유는 비록 이속압연에 의해 도입된 전단변 형량의 절대값은 그리 크지 않았지만 압축변형과 전단 변형이 동시에 도입되어 복합변형모드가 작동하여 재결 정을 위한 유리한 환경이 조성되었기 때문이라 사료된 다. 다만, 동속압연의 경우는 중심 부위에 비해 상부롤 및 하부롤 부위에 상대적으로 큰 전단변형이 도입된 반 면,13) 이속압연의 경우는 상부 및 중심 부위에 전단변형 량이 상대적으로 크게 도입되어 재결정이 용이하게 발 생하였으리라 판단된다. 그러나, 그림에서와 같이 600 °C 어닐링재에서는 하부롤 부위에서도 부분재결정이 발생하 였으며, 700 °C 어닐링재에서는 재결정 부위가 크게 확 장되어 결정립계 부위 위주로 광범위하게 미세한 재결 정조직이 관찰되었다. 또한, 800 °C 어닐링재에서는 완전 재결정이 발생하여 거의 모든 부위에서 평균입경이 약 28 μm의 등축의 재결정조직을 나타내었다. 또한, 850 °C, 900 °C 어닐링재에서는 결정립성장이 활발히 일어나 평 균입경이 각각 106 μm, 120 μm의 조대한 결정립들로 성 장하였다. 이와 같은 어닐링에 따른 두께방향의 미세조 직의 변화는 일반 동속 압연재의 경향13)과 매우 유사하 였다. 다만, 재결정 및 결정립성장 후의 평균 결정립의 크기는 동속에 비해 이속압연재에서 더 미세한 경향을 나타내었다. 이것은 이속압연에 의한 압축 및 전단변형 의 동시 복합변형이 작용한 범위가 넓어 재결정 핵생성 사이트가 많았던 것에 기인한다고 사료된다.

3.3 어닐링에 따른 기계적 성질의 변화
Fig. 3에 어닐링에 따른 동합금의 두께방향으로의 경 도분포(Fig. 3a) 및 평균경도(Fig. 3b) 변화를 나타내었 다. 압연재(As-rolled)는 경도가 약 220Hv로 두께방향으 로 비교적 균일한 분포를 나타내었다. 그림에서와 같이 200~300 °C 어닐링재에서도 압연재와 유사한 경도분포를 나타내었으나, 400 °C 어닐링재에서는 경도가 증가하여 약 250Hv의 가장 높은 경도를 나타내었다. 그러나 500 °C 어닐링재의 경우는 경도가 큰 폭으로 감소하였으며 부 위에 따른 경도 값의 불균일성도 매우 큰 것을 알 수 있다. 특히, 상부롤 부위와 중심 부위의 경도가 낮고 하 부 롤 부위의 경도가 높은 경향을 나타내었는데 이것은 회복 및 부분재경정이 두께방향으로 불균일하게 발생하 였기 때문이다. 즉, 상부롤 및 중심 부위에서는 부분재 결정이 발생하여 여전히 가공조직으로 남아 있는 하부 롤 부위에 비해 낮은 경도를 나타낸 것으로 설명할 수 있다. 또한 600 °C 어닐링재의 경우도 부분재결정으로 인 해 부위에 따른 경도의 불균일성이 여전히 존재하지만 그 정도는 많이 감소하였음을 알 수 있다. 그러나 700 °C 이상의 어닐링재는 부분재결정 범위가 크게 확대되어 전 반적으로 경도가 크게 감소하였으며, 두께방향으로의 경 도분포의 불균일성 또한 크게 감소하였음을 알 수 있 다. 특히, 800 °C 이상의 어닐링재의 경우는 두께방향으 로 매우 균일한 경도분포를 보임을 알 수 있다. 어닐링 에 따른 이와 같은 두께방향으로의 경도분포 변화는 동 속압연재의 경우와 매우 유사하다. 그러나, 어닐링에 따 른 동속압연재와 이속압연재의 평균경도 크기는 재결정 온도를 기점으로 다소 다른 특징을 나타내었다. Fig. 4 에 어닐링온도에 따른 두 재료의 평균경도 변화를 비교 하여 나타내었다. 재결정이 활발히 발생하기 시작한 500 °C를 기점으로 두 재료의 평균경도값의 대소가 바뀌는 경향이 있음을 알 수 있다. 즉, 500 °C 이하의 온도에서 는 이속압연재의 경도가 동속압연재에 비해 컸으나 600 °C 이상의 온도에서는 반대로 동속압연재의 경도가 더 큰 경도값을 나타내었다. 이것은 Fig. 5에서와 같이 이 속압연에서 더 큰 상당변형량이 도입됨과 동시에 압축 변형과 전단변형의 동시작용으로 인해 재결정 발생에 유 리한 환경이 조성되었기 때문으로 사료된다.

Fig. 3
The hardness distribution through thickness (a) and the change of average hardness (b) of the copper alloy with annealing temperatures after differential speed rolling.
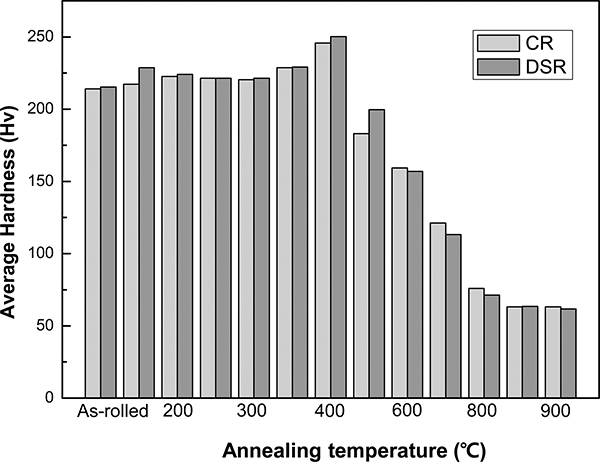
Fig. 4
Comparison of the average hardness of the specimens annealed at various temperatures after the conventional and differential speed rolling.

Fig. 6에 어닐링에 따른 동합금의 공칭응력-공칭변형량 (nominal stress-nominal strain) 곡선(Fig. 6a)과 인장 특 성을 정리한 그래프(Fig. 6b)를 나타내었다. 그림에서와 같이, 압연재와 100~300 °C 어닐링재는 모두 인장강도가 약 650MPa, 연신율이 약 6 %의 전형적인 가공재의 s-s 곡선을 나타내고 있으나, 400 °C 어닐링재는 강도와 연 신율이 모두 다소 증가한 곡선을 나타내었다. 그리고 500 °C 이상의 어닐링재는 인장강도와 항복강도가 감소 하고 연신율이 증가하는 전형적인 연화곡선을 나타내었 다. 어닐링에 따른 이와 같은 이속압연재의 인장특성의 변화는 동속압연재13)와 매우 유사하였으며, 400 °C 어닐 링재에서 강도, 연신율 모두 증가한 것 또한 동속압연 재13)에서와 마찬가지로 저온소둔경화에 기인한 것이라 판 단된다.

4 결 론
이속압연에 의해 냉간압연가공된 Cu-3.0Ni-0.7Si합금의 어닐링온도에 따른 두께방향으로의 미세조직 및 기계적 특성변화를 조사한 결과 다음과 같이 요약할 수 있다.
1) 동속압연재의 경우와 유사하게 어닐링에 따른 두께 방향의 미세조직 변화는 압연시 도입된 상당변형량의 크 기의 절대값에 의존하지 않고 전단변형의 도입 유무, 즉 압연시의 압축변형과 전단변형의 복합 변형의 대소에 좌 우되었다.
2) 어닐링온도 500 °C에서 주로 상부 롤과 센터 부위 에서 재결정이 발생하기 시작하여 어닐링 온도 상승과 함께 재결정 범위가 두께방향의 전체 범위로 확대되어 800 °C에서는 완전재결정이 발생하였다.
3) 경도값은 어닐링온도가 증가함에 따라 400 °C까지 는 점진적으로 증가하였으며 500 °C 이후에는 재결정의 발생으로 인해 크게 감소하는 경향을 보였다. 또한, 500~ 700 °C 어닐링재의 경우, 도입된 전단변형량의 크기에 의 존하여 두께방향으로 불균일한 경도분포를 보였으며, 800 °C 이상에서는 완전재결정의 발생으로 매우 균일한 경도분포를 나타내었다.
4) 완전재결정 후의 평균결정립 크기는 동속에 비해 이 속압연재에서 더 미세한 경향을 나타내었다.
5) 동속압연재와 유사하게 이속압연재의 어닐링에서도 인장강도 및 항복강도는 400 °C까지 어닐링온도 증가와 함께 증가하다가 500 °C 이상의 온도에서는 감소하였으 며, 연신율은 강도와 상반된 경향을 나타내었다.
