

1. 서 론
지르코니아는 탄성계수가 높고, 밀도가 낮고, 생체적합 성이 우수하고, 고온에서 내산화성과 기계적 성질이 우 수하기 때문에 방위산업재료, 고온재료 및 인공관절용 재 료에 적합한 것으로 알려져 있다. 그러나 많은 세라믹 재료와 같이 연성-취성파괴 천이온도 이하에서 파괴인성 이 낮은 단점이 있다.1) 지르코니아를 공업적으로 폭넓 게 사용하기 위해 파괴 인성을 향상시키는 방법으로는 나노구조를 제조하는 것과 제 이상을 첨가해서 복합재 료를 제조하는 것이다. 복합재료에서 제 이상은 균열전 파를 막아주기 때문에 파괴인성이 증가되는 것으로 보 고되고 있다.2,3) 또한 결정립의 크기가 나노 크기로 매 우 미세한 재료는 경도의 증가와 동시에 파괴인성이 향 상되기 때문에 많은 연구자들이 계속 연구를 진행하고 있다.4,5)
나노분말은 공침법, 연소합성, 졸-겔법, 전기폭발법, 고 에너지 볼 밀링 법 등에 의해서 제조되고 있다. 이 중 에서 고에너지 볼밀링 방법은 밀링 도중에 기계적 합성 이 일어나기도 하고, 분말에 많은 결함과 스트레인이 유 도 되어 소결온도를 낮추기도 한다.6,7) 초기분말이 나노 크기로 매우 미세하더라도 일반 소결시 고온에서 장시 간 유지해야하기 때문에 소결도중에 결정립 성장으로 나 노구조의 소결체를 제조하기 어렵다. 나노구조의 소결체 를 만들기위해서는 저온에서 짧은 시간 내에 소결이 진 행되어야 한다. 이러한 관점에서 최근에 고주파유도가열 소결장치가 개발되었다. 이 소결 장치로 최근에 나노구 조의 금속-세라믹 복합재료, 세라믹 재료가 제조되었다.8,9) 이 소결장치의 소결 원리는 유도전류에의해 표면정화 발 생되고, 전기장 하에서는 원자의 확산이 빠르고, 소결 중 가압하면 소결의 구동력이 증가해서 소결이 촉진되는 것 으로 보고되고 있다.10-13)
본 연구에서는 WO3와 Zr분말을 고 에너지 볼 밀링하 여 나노분말의 W와 ZrO2를 기계적 합성하고, 이들 분 말을 고주파유도가열 소결하여 짧은 시간 내에 나노구 조의 W-1.5ZrO2 복합재료를 제조하고자 한다. 이 복합재 료의 기계적 성질과 미세조직을 조사 분석한 후, 단상 ZrO2의 기계적 성질과 비교하고자 한다.
2. 실험 방법
본 연구에 사용한 WO3 분말은 미국 Alfa 회사에서 구 입하였고, 분말의 순도와 크기는 각각 99.8 %와 10~20 μm 이었다. Zr 분말은 한국 세종회사에서 구입하였고, 분 말의 순도와 크기는 각각 98 %와 45 μm 이하이었다. W- 1.5ZrO2 복합재료를 합성하기 위해서 WO3와 1.5Zr 분말 을 측량하였다. 측량한 분말들을 고에너지 볼 밀링 용 기에 넣은 후, 직경 10 mm인 WC-10Co 초경 볼을 이 용하여 4시간 동안 볼 밀링을 하였다.
고 에너지 볼 밀링한 분말들을 흑연 다이에 충진한 후 고주파유도가열 소결장치로 소결하였다. 이 소결장치는 참 고문헌14)에 나타내었다. 소결과정은 4단계로 이루어 졌 다. 첫번째 단계는 진공상태로 만드는 것이고, 두 번째 단계는 분말에 80Mpa의 일축압력을 가하는 것이고, 세 번째 단계는 고주파유도 전류를 가해서 흑연다이와 분 말을 가열하는 상태이고, 마지막 단계는 소결한 시편을 상온으로 냉각시키는 단계이다. 이 과정 동안 시편의 수 축은 실시간으로 리니어 게이지로 측정하였고, 온도는 광 온도계로 측정하였다.
소결한 시편의 상대밀도는 아르키메데스 방법으로 계 산하였다. 시편의 결정상과 미세조직은 다이아몬드 액과 알루미나로 경면 연마한 후, 각각 X-선 회절방법과 주 사전자현미경으로 조사 분석하였다. 밀링한 분말과 소결 한 시편의 입자 크기는 X-선 회절 반가폭을 이용한 Suryanarayana 식 [15]으로 계산하였다. 소결한 시편의 경도와 파괴인성은 비커스경도계로 측정하였다. 20 kgf 하 중으로 압흔을 형성시킨 후, 형성된 압흔의 면적으로 경 도를 계산하였고, 압흔 모서리로부터 발생된 균열의 길 이를 측정하여 니하라 식 [16]을 이용하여 파괴인성을 계 산하였다.
3. 결과 및 고찰
3.1 나노분말 합성
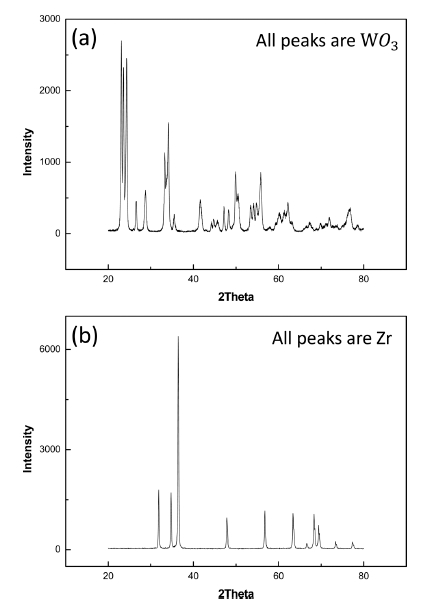
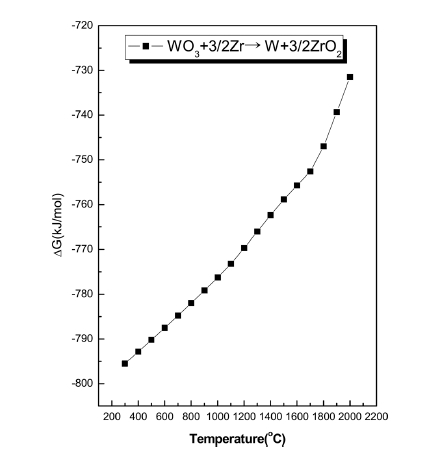
Fig. 1은 WO3와 Zr 초기 분말의 X-선 회절 도형을 나타낸 것이다. Fig. 1(a)와 (b)에서는 각각 WO3와 Zr 피크만 관찰되었다. WO3와 Zr 분말을 고에너지 볼 밀 링한 후, X-선 회절 시험한 결과는 Fig. 2에 나타내었 다. X-선 회절도형에서 반응물의 피크는 관찰되지 않고 생성물인 ZO2와 W 피크만 관찰되었다. 이 결과로부터 고에너지 볼 밀링하는 동안에 WO3와 Zr분말이 고상치 환 반응하여 ZrO2와 W이 생성되었음을 알 수 있다. Fig. 3은 온도에 따른 생성 깁스자유에너지 변화를 나타 낸 것이다. 자유에너지 변화는 모든 온도구간에서 음의 값을 나타내기 때문에 반응(1)은 열역학적으로 안정함을 알 수 있다.
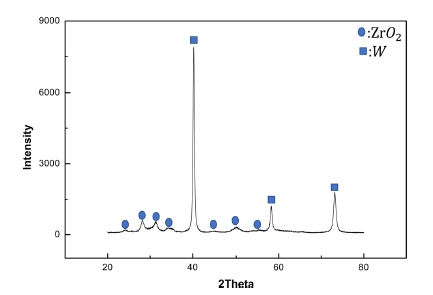
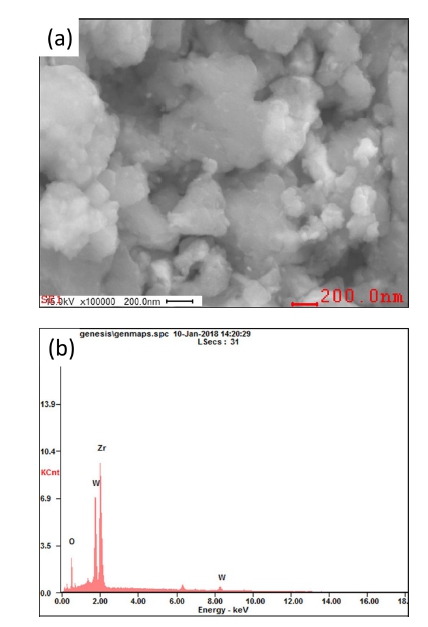
밀링한 분말의 주사전자현미경 미세조직과 EDS분석 결 과는 Fig. 4에 나타내었다. 분말들이 매우 미세하고 응 집되어 있음을 알 수 있다. EDS분석에서는 W, Zr와 O 피크만 관찰되고, 밀링 도중에 용기로부터 오염될 수 있 는 철 피크는 관찰 되지 않았다. 그리고 Fig. 2에서 W 와 ZrO2 피크의 반가폭 컸다. 이유는 밀링에 의해 분말 에 도입된 스트레인과 분말의 미세화에 기인된 것이다. Suryanarayana 식 [15]으로 계산한 W과 ZrO2 분말의 크 기는 각각 21과 13 nm이었다.
3.2 나노분말 소결
Fig. 5는 밀링한 ZO2+W 분말에 유도전류와 80Mpa 압력을 가했을 때, 가열 시간에 따른 온도 변화와 수축 길이 변화를 나타낸 것이다. 수축길이는 1,000 °C 까지 는 거의 일정하다가, 그 이상의 온도에서 급격히 증가 하였다. 1,200 °C 이상의 온도에서는 수축길이 변화가 거 의 일정하였다. 이것으로부터 1,200 °C 이상의 온도에서 는 소결이 완료되었음을 알 수 있다.
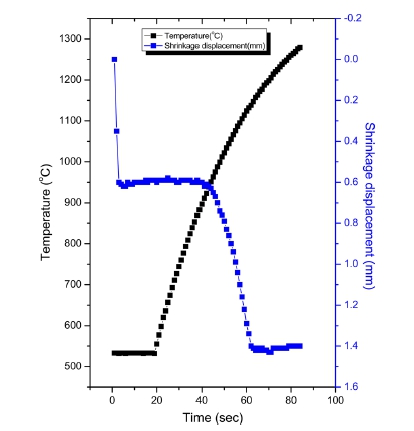
Fig. 5
The variation of temperature and shrinkage displacement with heating time during the sintering of W − ZrO2 powders.
Fig. 6은 밀링한 분말을 고주파유도가열 소결 장치로 1,300 °C에서 소결한 시편의 X-선 회절도형을 나타낸 것 이다. X-선 회절도형에서 ZO2와 W 피크만 관찰되었 다. 소결한 복합재료에서 ZrO2와 W 결정립의 크기를 Suryanarayana 식 [15]으로 계산하기 위해서 BrCosθ에 따른 Sinθ를 Fig. 7에 나타내었다. 측정한 ZrO2와 W 결 정립의 크기는 각각 44와 39 nm 이었다.
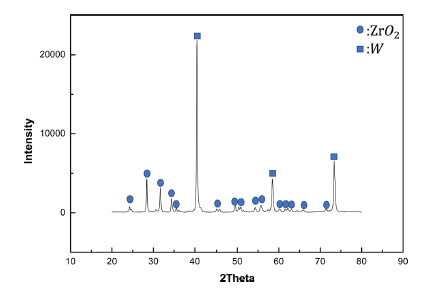
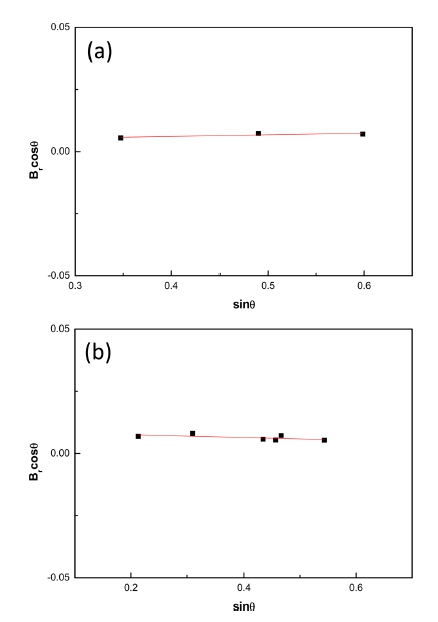
Fig. 7
Plot of Brcosθ versus sinθ for W (a) and ZrO2 (b) in the composite sintered at intered at 1300 °C.
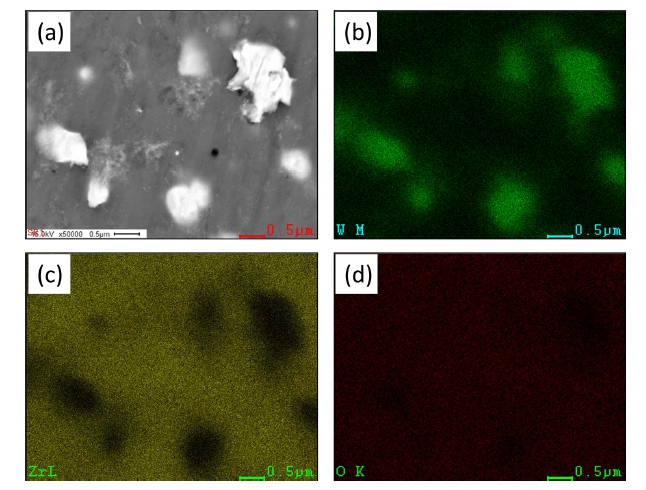
소결한 복합재료에서 ZrO2와 W 결정립 크기가 초기 분말의 크기와 비교할 때 크게 증가하지 않았다. 이것 은 소결온도가 1,300 °C로 낮고, 가열속도가 약 1,000 °C/ min으로 빠르기 때문에 시편이 고온에서 가열된 시간이 짧아서 소결 중에 결정립 성장이 크게 일어나지 않았기 때문으로 판단된다. Fig. 8은 1,300 °C로 가열한 복합재 료의 주사전자현미경 미세조직과 X-선 맵핑한 결과를 나 타내었다. 소결체의 미세조직은 매우 미세한 결정립들로 구성되어 있음을 알 수 있고, 질량효과와 X-선 맵핑 결 과에 의해서 회색부분은 ZrO2이고, 밝은 부분은 W 임 을 알 수 있다. 소결한 이 복합재료의 상대밀도는 약 98 %이었다. Malewar 등17)은 W분말을 고에너지 볼 밀 링한 후, 1,790 °C 온도에서 900분 가열하여 치밀한 수 마이크론 입자크기를 가진 W을 제조하였다. 본 연구에 서는 치밀한 나노구조의 복합재료를 2분 이내의 짧은 시 간에 저온에서 제조할 수 있는 것은 아래와 같은 이유 들 때문으로 생각된다. 전류에 의해 프라즈마 발생으로 표면이 정화되고, electromigration 효과로 원자의 확산이 빠르고, 소결 중 가압하면 소결의 구동력이 증가해서 소 결이 촉진되는 것으로 보고되고 있다.10-13)
3.3 기계적 특성
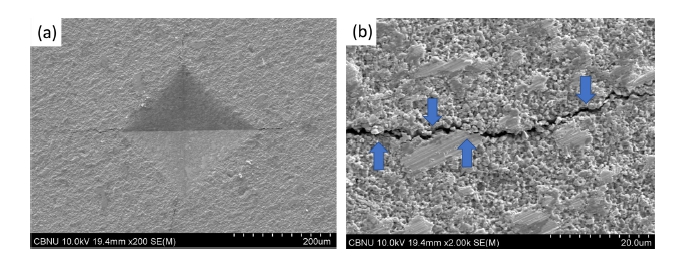
W-1.5ZrO2 복합재료의 경도는 하중 20 kgf의 비커스 경도계로 측정하였다. Fig. 9는 비커스 경도 압흔 자국 과 균열 전파를 나타내었다. 균열은 압흔 모서리에서 전 파가 시작되었다. 경도는 압흔의 면적을 계산하여 측정 하였으며, 파괴인성은 압흔 모서리로부터 전파된 균열의 길이를 측정한 후 니하라 식 [16]을 사용하여 평가하였 다. W-1.5ZrO2 복합재료의 경도와 파괴인성은 각각 540 kg/mm2과 5 MPa·m1/2 이었다. 본 연구에서 W-1.5ZrO2 복합재료의 파괴인성은 3.7 MPa·m1/2로 보고된 단상의 ZrO2 보다 높았다. Fig. 9(b)에서 관찰할 수 있듯이 균 열이 가교지고(↑), 굴곡지면서(↓) 전파하고 있음을 관찰 할 수 있다. 이것은 W-1.5ZrO2 복합재료에서 ZrO2 상과 W상이 각각 균열 전파를 억제시키기 때문으로 판단된다.
4. 결 론
WO3와 Zr 분말을 고에너지 볼 밀링으로 W와 ZrO2 나노분말을 합성하였다. 이 나노분말을 고주파유도 가열 소결장치로 2분 이내의 짧은 시간에 치밀한 나노구조의 W-3/2 ZrO2 복합재료를 제조하였다. W-3/2 ZrO2 복합 재료의 상대밀도는 98 %이었고, 경도와 파괴인성은 각각 540 kg/mm2과 5 MPa·m1/2 이었다. W-1.5ZrO2 복합재료 의 파괴인성은 파괴인성이 3.7 MPa·m1/2로 보고된 단상 의 ZrO2보다 높았다. 이것은 W-1.5ZrO2 복합재료에서 W와 ZrO2 상이 각각 균열 전파되는 것을 막아주기 때 문으로 생각된다.
