

1. 서 론
최근 몇 년간 국내를 비롯해 세계 곳곳에서 빈번하게 발생하고 있는 지진으로 인해 많은 인명 및 물질적 피 해가 지속적으로 증가하면서 건축물의 안전에 대한 중 요성이 커지고 있다. 이에 따라 내진(seismic resistant) 설계 의무화에 대한 법규가 강화되고, 건축물의 구조재 에 대한 규격도 개정되고 있다.1-3) 특히 건축물의 구조 재로 많이 사용되는 내진 철근의 경우 일반 철근 보다 항복 강도, 항복 강도 대비 인장 강도(tensile to yield ratio, 이하 항복비) 및 균일 연신율(uniform elonagion)이 높아 적은 양으로 더 큰 하중을 견딜 수 있을 뿐만 아 니라 항복 이후 소성 변형 중에 보다 많은 외부 에너지 를 흡수함으로써 건축물의 안전성을 향상시킬 수 있다.1-6)
일반적으로 철근의 내진 성능은 재료의 항복비 및 균 일 연신율 등으로 평가된다. 이들 인자는 재료의 화학 조성 및 제조 방법에 따른 미세조직에 크게 의존하는 데, 강도와 함께 내진 성능을 향상시키기 위해 합금원 소 첨가 또는 다양한 제조 공정 방법이 적용된다.6-8) 특 히 합금원소 첨가에 의한 고용 및 석출 강화를 많이 활 용하고 있는데, 탄소(C)의 경우 강도를 효과적으로 증가 시키지만, 연성을 감소시켜 조기 파단의 원인을 제공할 수 있다. 바나듐(V)의 경우 석출 강화에 효과적인 합금 원소로 탄소 및 질소(N)와 결합하여 탄화물 및 질화물 을 형성함으로써 강도와 내진 성능을 동시에 향상시킬 수 있다. 그러나 과도한 합금원소 첨가는 자재 단가 상 승의 문제점과 제조 시 용접 결함 발생을 유발하기 때 문에 탄소 당량(carbon equivalent, Ceq)으로 합금원소 함 량을 일정 수치 이하로 제한하고 있다.1)
본 연구에서는 pilot plant를 이용하여 600 MPa급 두 내진용 철근을 제조한 후 미세조직, 경도 및 인장 특성 을 비교하고, 이들의 미세조직과 기계적 특성의 상관관 계를 이해하여 향후 항복 강도 700 MPa급 이상의 초고 강도 내진 철근 개발에 활용하고자 하였다.
2. 실험 방법
본 연구에서 사용된 두 철근의 자세한 화학 조성을 Table 1에 나타내었으며, 편의상 ‘A 철근’ 및 ‘B 철근’ 으로 표기하였다. 철근들의 탄소 당량(Ceq)은 항복 강도 600 MPa급 내진 철근에 관한 대한민국 철근 표준규격 을 만족하였다. 두 성분의 철근에 대한 pilot plant 제조 를 위하여 진공 용해 및 화학 분석을 거쳐 잉곳(ingot) 을 제조한 후 빌렛(billet)에 용접하였고, 이를 900 ºC 이 상에서 열간 압연한 후 공냉 공정을 통해 제조되었다. Fig. 1에 철근 제조에 사용된 잉곳과 빌렛의 제조 및 용 접 과정을 나타내었다.
Table 1
Chemical composition (wt%) of the A and B steel bars. The chemical composition and carbon equivalent (Ceq= C + 1/6Mn + 1/15Cu + 1/5V) of the A and B steel bars satisfy the requirements of KS D3504 specification.1)
 |
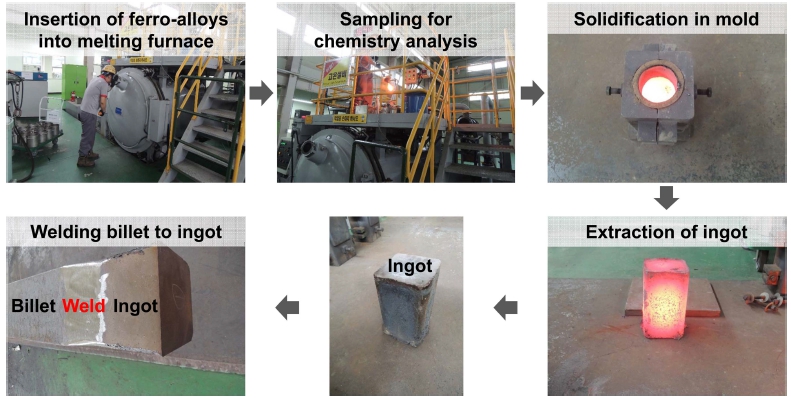
Fig. 1
Photographs showing a process to fabricate 600 MPa-grade seismic-resistant reinforced steel bars by a pilot plant.
제조된 두 철근의 미세조직은 시편의 단면을 기계적으 로 연마한 후 3 % 나이탈 용액으로 에칭하여 광학현미경 및 주사전자현미경(SEM, scanning electron microscope, AIS1800C, SERON, Korea)을 사용하여 관찰하였다. 페 라이트 및 펄라이트 분율은 영상 분석기(image analyzer) 를 이용하여 측정하였고, 페라이트 결정립 크기는 ASTM E 112 표준 시험법의 원형 교차 방법(circular intercept procedures)을 통해 측정하였다.9)
한편 항복 강도 600 MPa급 두 내진용 철근의 인장 특 성을 평가하기 위해 본 연구에서는 표준 철근 인장 시 편 규격(KS B0801)에 따라 별도의 기계적 가공없이 표 점 거리를 각 철근 지름의 8배, 물림 간격을 표점 거리 에 지름의 2배를 더한 길이를 철근에 표시한 후 100톤 용량의 만능재료시험기를 이용하여 표준 철근 인장 시 험 규격(KS B0802)에 따라 항복점까지의 응력증가율 11.5 N/mm2·s, 항복점 이후의 변형증가율 50 %/min으로 상온에서 각 철근마다 3번의 인장 시험을 실시하였다. 인 장 시험에 따른 응력-변형률 곡선으로부터 얻은 항복 강 도는 불연속 항복 거동을 보인 경우 상부 항복점을 항 복 강도로 하고, 연속 항복 거동을 보인 경우 0.2 % 상 쇄한 유동응력을 항복 강도로 규정하였다.1) 또한 인장 강 도, 균일 연신율 및 총 연신율(total elongation)을 측정 하여 미세조직과 인장 특성의 상관관계를 고찰하였다.
3. 실험 결과 및 고찰
3.1 미세조직
본 연구에서 사용된 철근 단면의 중심부(center region), 표면에서 1 mm 이내 표면부(surface region) 및 중심부 와 표면부의 가운데인 중간부(middle region)의 미세조직 을 광학현미경 및 주사전자현미경을 통해 관찰한 결과 를 각각 Fig. 2와 Fig. 3에 나타냈다. A와 B 철근 모두 페라이트-펄라이트 조직이 형성되었는데, 이는 pilot plant 를 이용한 제조 공정 중 빌렛을 열간 압연한 후 공냉 을 통해 느린 냉각 속도로 제조되었기 때문이다. 광학 현미경 및 주사전자현미경 사진들로부터 위치별 미세조 직의 변화를 정량적으로 측정하여 그 결과를 Fig. 4에 나타냈다.
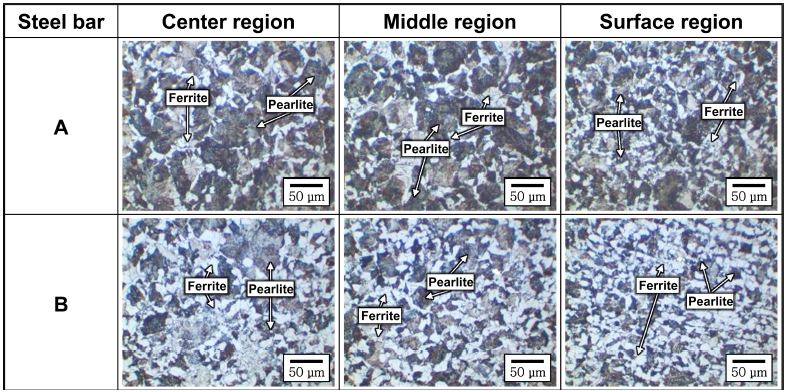
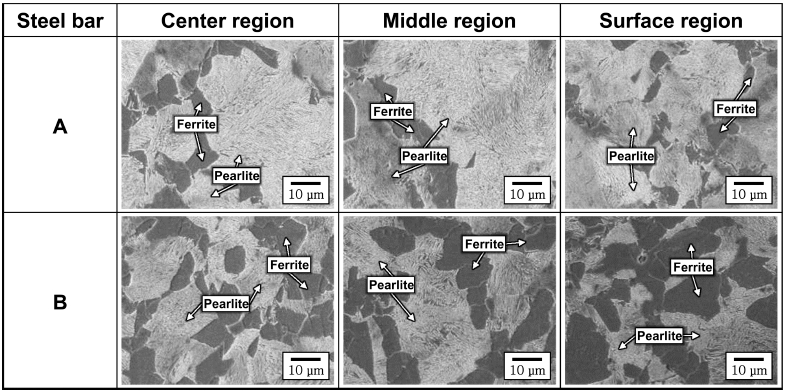
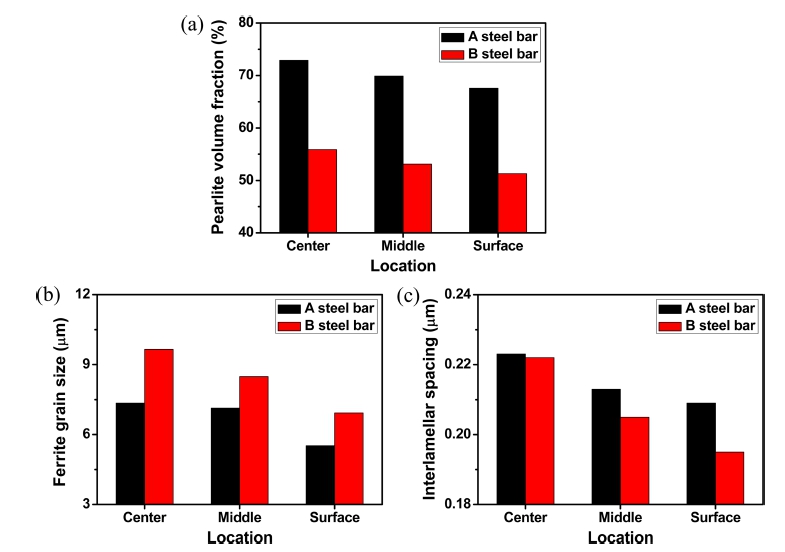
Fig. 4
Variations in (a) pearlite volume fraction, (b) ferrite grain size and (c) interlamellar spacing plotted as function of location for the A and B steel bars with fully ferrite-pearlite structure.
먼저 위치별 미세조직적 인자의 변화를 살펴보면(Fig. 4), A 및 B 철근 모두 중심부에서 표면부로 갈수록 펄 라이트 분율, 페라이트 결정립 크기 및 층상 간격이 감 소하는 경향을 나타내었다. 이는 펄라이트 분율 및 페 라이트 결정립 크기의 경우 열간 압연 시 표면부가 중 심부보다 상대적으로 많은 변형을 받아 미세해진 오스 테나이트 결정립계가 페라이트 핵색성 장소로 작용되면 서 페라이트 핵생성이 활발하게 일어났기 때문이다. 또 한 페라이트 결정립 크기의 경우에는 냉각 시 표면부가 중심부보다 상대적으로 빠르게 냉각되어 결정립 성장이 억제되었기 때문이다. 층상 간격의 경우에는 표면부가 중 심부보다 상대적으로 빠르게 냉각되면서 펄라이트 성장 이 억제되어 층상간격이 작았다.6,10)
두 철근의 미세조직적 인자를 보다 상세히 비교해보면 (Fig. 4), 페라이트 결정립 크기를 제외한 펄라이트 분율 및 층상 간격의 경우 모든 위치에서 대체로 A 철근이 B 철근보다 비교적 높은 값을 나타냈다. 일반적으로 탄 소 함량이 증가할수록 페라이트 변태는 억제되지만, 상 대적으로 펄라이트 변태를 촉진시키며, 바나듐은 석출 물의 형성을 통해 오스테나이트 결정립 크기를 미세화 시킴으로써 페라이트 핵생성을 촉진시킨다고 알려져 있 다.11-13) A 철근의 경우 B 철근에 비해 높은 탄소 함량 으로 인해 높은 펄라이트 분율과 조대한 층상 간격을 나 타내는 것으로 판단된다. 페라이트 결정립 크기의 경우 비교적 높은 바나듐 함량을 가진 B 철근이 미세한 페라 이트 결정립 크기를 나타낼 것으로 예상했으나 그렇지 않았다. 이는 A 및 B 철근이 각각 0.16 및 0.19 wt%의 높은 바나듐 함량을 가지고 있어, 비교적 적은 차이를 가지기 때문에 탄소 함량의 영향이 페라이트 결정립 크 기에 더 큰 영향을 미친 것으로 생각된다.
3.2 경도 및 인장 특성
본 연구에서 사용된 철근들에 대하여 표면부에서 중심 부까지 1 mm 간격마다 측정한 경도 결과를 Fig. 5에 나 타냈다. A 및 B 철근 모두 표면부에서 중심부로 갈수 록 경도가 증가했는데, 이는 표면부에서 중심부로 갈수 록 경한(hard) 조직인 펄라이트의 분율이 증가하기 때문 이다. 또한 모든 위치에서 A 철근이 B 철근보다 높은 경도를 나타냈는데, 이는 모든 위치에서 A 철근의 펄라 이트 분율이 B 철근에 비해 상대적으로 높기 때문이다.14)
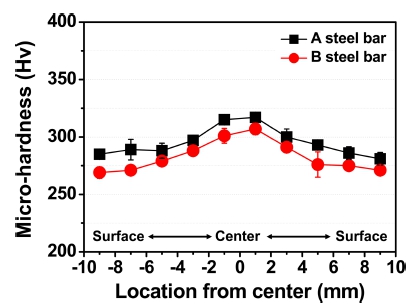
Fig. 5
Hardness plotted as a function of location of the A and B steel bars, showing a A-shaped hardness distribution.
한편 각 철근마다 3번씩 상온 인장 실험을 실시하여 얻은 상온 인장 곡선을 Fig. 6에 나타냈고, 그 결과를 Table 2에 정리하였다. 본 연구에서 사용된 B 철근의 인 장 특성은 대한민국 철근 표준규격의 항복 강도 600 MPa급 내진 철근에 관한 규격을 만족하였다. 먼저 각 철 근들의 상온 인장 곡선을 살펴보면(Fig. 6), A 철근의 경 우 각 철근들의 연신율 차이가 크고, 일부 철근에서 조 기 파단이 발생한 것을 확인할 수 있었다. A 및 B 철 근들의 상온 인장 시험 후 파단된 철근들을 보면(Fig. 7), A #1 및 A #2 철근은 다른 철근들과는 다르게 네킹 (necking)이 발생한 흔적이 거의 없었고, 특히 A #1 철 근은 그립(grip)부에서 파단이 발생한 것을 확인할 수 있 었다. 이는 B 철근에 비해 경한 조직인 펄라이트 분율 이 높은 A 철근의 경우 전위 슬립(slip)에 의한 소성변 형이 억제되면서 조기 파단 및 그립부 파단이 발생한 것 으로 생각된다.15)
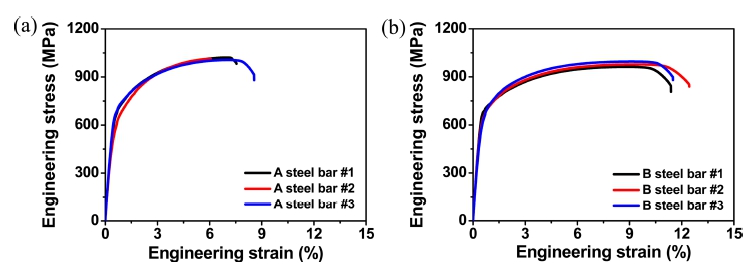
Fig. 6
Engineering stress-strain curves of the (a) A and (b) B steel bars. Room-temperature tensile test was performed according to KS D0802 specification.
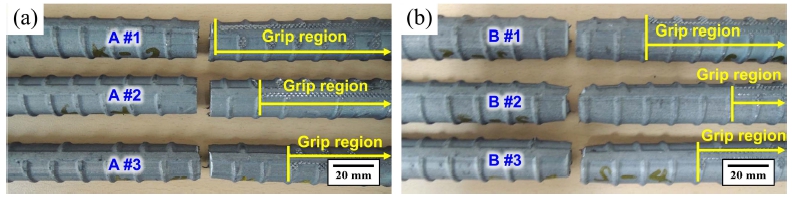
Table 2
Tensile properties of the A and B steel bars. The tensile properties of the B steel bar satisfy the requirements of KS D3504 specification.1)
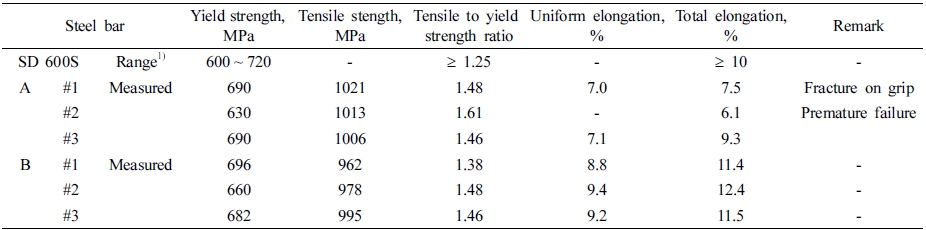 |
또한 두 철근의 인장 특성을 비교해 보면(Table 2), A 및 B 철근 모두 600 MPa 이상의 높은 항복 강도를 나 타내고, 인장 강도의 경우에는 A 철근이 1,000 MPa 이 상으로 B 철근에 비해 높았다. 이로 인해 A 철근의 항 복비가 B 철근보다 더 높았다. 반면 균일 및 총 연신 율의 경우 B 철근이 각각 8 및 11 % 이상으로 A 철근 에 비해 매우 우수하였다. 일반적으로 항복 강도는 재 료의 초기 미세조직에 의해 결정되는데, 미세한 결정립 을 가지거나, 펄라이트와 같은 경한 미세조직 분율이 높 을수록 항복 강도가 크다.15-18) 본 연구에서는 펄라이트 의 분율이 높은 A 철근에 비해 펄라이트 분율이 낮은 B 철근도 높은 항복 강도를 나타냈는데, 이는 비교적 높 은 바나듐 함량에 의해 형성된 석출물이 항복 강도 증 가에 기여한 것으로 판단된다. 인장 강도는 항복 이후 가공경화의 영향을 크게 받는데, 일반적으로 페라이트-펄 라이트 조직에서 펄라이트 분율이 높을수록 가공경화가 증가하여 인장 강도가 높아지며, 기지(matrix)와 부정합 (incoherency)을 이루는 석출물도 가공경화를 증가시킨다 고 알려져 있다.15-18) A 및 B 철근의 경우 펄라이트 분 율의 차이는 큰 반면, 바나듐 함량의 차이는 적고, 두 철근 모두 0.15 wt% 이상의 높은 바나듐 함량을 가지고 있기 때문에 펄라이트 분율의 영향이 커서 A 철근의 인 장 강도가 더 높게 나타났다. 따라서 항복 강도와 인장 강도의 비율인 항복비도 A 철근이 더 높은 것으로 판 단된다. 반면 균일 및 총 연신율의 경우 B 철근이 높 았는데, 이는 펄라이트 분율이 낮고, 연한(soft) 상인 페 라이트의 분율이 높아 상대적으로 전위의 슬립에 의한 소성변형이 원활하게 일어나기 때문이다.15)
본 연구에서 pilot plant를 이용하여 제조된 A 및 B 철근 모두 600 MPa 이상의 우수한 항복 강도 및 1.25 이상의 우수한 항복비를 가지지만, B 철근의 균일 및 총 연신율이 각각 8 및 10 % 이상으로 A 철근보다 우수 하였다. 따라서 B 철근이 강도 및 항복비와 함께 연신 율도 고려해야 하는 600 MPa급 내진 철근에 더 적합한 것을 알 수 있었다.
4. 결 론
본 연구에서는 pilot plant를 이용하여 제조된 600 MPa 급 두 내진용 철근의 미세조직을 정량적으로 분석하고, 경도 및 인장 시험을 통해 미세조직과 기계적 특성의 상 관관계를 고찰하여 다음과 같은 결론을 얻었다.
두 철근의 펄라이트 분율 및 페라이트 결정립 크기는 중심부에서 표면부로 갈수록 감소하였는데, 이는 중심부 와 표면부의 열간 압연 시의 변형되는 정도 및 냉각 속 도의 차이 때문이다. 한편 A 철근이 B 철근에 비해 높 은 펄라이트 분율과 조대한 층상 간격을 나타냈는데, 이 는 B 철근에 비해 높은 탄소 함량 때문이다.
철근의 위치에 따른 경도 분석 결과 A 및 B 철근 모 두 중심부에서 표면부로 갈수록 경도가 감소하였는데, 이 는 중심부에서 표면부로 갈수록 펄라이트 분율 감소하 였기 때문이다. 특히 A 철근이 모든 위치에서 B 철근 보다 경도가 높았는데, 이는 비교적 많은 탄소 함량에 의한 높은 펄라이트 분율 때문이다.
항복 강도는 탄소 함량이 높은 A 철근과 바나듐 함 량이 높은 B 철근 모두 600 MPa 이상의 높은 항복 강 도를 나타냈지만, 인장 강도는 A 철근이 높았다. 이는 높은 탄소 함량에 의한 높은 펄라이트 분율이 가공경화 를 증가시켰기 때문이며, 이에 따라 항복비도 A 철근이 더 높았다. 반면 균일 및 총 연신율의 경우 B 철근이 높았는데, 이는 낮은 펄라이트 분율로 인해 전위의 슬 립에 의한 소성변형이 원활히 일어났기 때문이다. 반면 높은 펄라이트 분율을 가진 A 철근은 전위의 슬립이 원 활하지 못해 조기 파단 및 그립부 파단이 발생하였다.
