

1.서 론
구형 UO2(이산화 우라늄) 핵연료는 1970년대부터 미 국의 ORNL (Oak Ridge National Laboratory)에서 개 발하기 시작하여, 현재 세계 각국에서 지속적인 연구개 발이 이루어지고 있다. 최근에는 중국이 10 MW (HTR- 10:high temperature gas cooled reactor-10)의 고온가스 냉각로(high temperature gas cooled reactor)시험 운전 성공에 이어, 전기 생산을 목적으로 HTR-PM (high temperature reactor-pebble bed module)으로 명명된 고 온가스냉각로를 건설하여 운전 중에 있다. 후쿠시마 원 자로 사고를 겪은 일본도 HTTR (high temperature testing reactor) 프로그램을 통하여 공학규모의 고온가스 냉각로를 건설하여 수소를 생산하는 실험을 수행하고 있다.1-3)
고온가스냉각로용 핵연료는 기존의 경수로나 중수로에 서 사용되는 펠렛 형태가 아닌 구형의 UO2 연료핵 입 자를 제조하고, UO2 연료핵 표면에 TRISO(tri-isotropic) 다중코팅을 하여 연료체를 제조한 후, 이를 흑연 매트 릭스 분말과 혼합 성형하여 pebble 혹은 prismatic 형태 로 제조하여 원자로에 장전된다.
UO2 연료핵 입자 제조는 우라늄화합물의 용해공정, 제 조된 UN(uranium nitrate) 용액의 전처리 공정, broth 용 액(UN+첨가제 혼합물)의 제조공정을 거쳐, 진동 노즐 등 을 통하여 우라늄 혼합물의 구형 액적을 제조한다. 제 조된 우라늄 혼합물 액적은 겔화, 숙성, 세척, 건조 및 후속 열처리 공정을 통하여 ADU (ammonium diuranate) →UO3→UO2로 변환시켜 약 500 μm 정도의 구형 입자 로 제조된다. 그러나 최근 들어, 우주선용, 극지형 및 심 해탐사용과 같은 소형 원자로의 개발이 진행됨에 따라, 원 자로에 장전되는 핵연료의 형태로 기존의 UO2 외에 UN, UCO, UC와 같은 다양한 형태의 핵연료가 개발되고 있 다. 또한 소형원자로에 장전되는 핵연료의 입자크기도 상 대적으로 큰 입자가 유리하므로 구형이면서 입자크기가 큰 연료핵 입자가 요구되나, 입자크기가 증가하면 입자 의 구형도, 내부구조의 건전성을 확보하기 어려우므로 고 난도의 기술이 필요하다.
현재 국내에서 고온가스냉각로용 핵연료 제조과정 중, UO2 연료핵 입자 제조공정에 대한 연구는 U3O8과 같은 우라늄 산화물을 질산에 용해하는 용해공정이 실험실 규 모로 완료되어 용해조를 비롯한 실험 장치와 용해조건 이 확립되어 있다. 제조된 UN 용액을 유기물 첨가제와 혼합하는 broth 용액 제조공정은 UN 용액의 사전 전처 리 과정을 포함해서 broth 용액 중의 우라늄 농도, 유 기물 첨가제의 종류와 첨가량, 제조방법 등에 대한 기 술이 확보되어 있다. 구형 액적 및 ADU gel입자 제조 공정은 vibrating nozzle system, broth 용액 공급 장치, 가스 접촉 장치 및 gelation column 등으로 이루어지는 데 이 장치들을 자체 개발하여 운전하고 있다. 구형 UO2 연료핵 입자를 제조하기 위해서는 우라늄을 함유한 질 산염 용액을 출발물질로 하는 습식공정인 sol-gel 법을 이용한다.4)
Sol-gel 공정은 크게 내부겔화 공정(internal gelation method)과 외부겔화 공정(external gelation method)으로 구분 된다.5) 내부겔화 공정에서 우라늄 용액을 산화물로 제조하기 위해서는 산 결핍 상태의 ADUN (acid deficient uranyl nitrate)용액을 사용한다. 구형 액적을 제조하기 위 한 broth 용액은 urea, HMTA (hexamethylenetetramine) 과 ADUN 용액을 혼합하여 제조하며, 모든 용액의 온 도는 0 °C 혹은 그 이하의 온도를 유지하여야 한다. 제 조된 broth 용액은 진동노즐 시스템을 이용해서 구형으 로 액적을 형성시키고, 이를 고온의 유기용매(silicone oil, paraffin oil 등) 속에서 겔화시킨다. 겔화된 입자 표면을 싸고 있는 유기용매는 CCl4와 같은 용매를 사용해서 세 척하고 암모니아수를 이용하여 겔화된 입자를 세척함으 로써 입자 내부에 잔류하는 암모니아, 질화암모늄 등과 같은 반응부산물을 제거하고 공기분위기에서 건조, 하소 한 후 환원분위기에서 소결하여 1,000 μm 크기 이상 되 는 구형의 UO2 입자를 제조한다.5)
내부겔화 공정의 단점은 ADUN 용액의 제조 조건이 까다롭고 액적 제조 시에는 첨가제의 분해를 막기 위하 여 공급용액의 온도를 0 °C 이하로 유지해야 하는 조건 과 겔화된 입자에 남아있는 유기용매를 세척하기 위하 여 환경 문제를 일으키는 CCl4 같은 용매를 사용해야 하 는 난제를 가지고 있다. 그러므로 내부겔화 공정을 이 용하여 고온가스냉각로용 연료핵을 대량으로 제조하는 것 은 경제적 및 환경적인 어려움 때문에 제조공정 선택에 서 제외되고 있다.
한편, 외부겔화 공정은 이탈리아에서 개발된 SNAM (societa nazionale metanodotti) 공정으로, 이 공정의 특 징은 수용성의 유기 고분자 물질인 PVA (poly vinyl alcohol)를 UN 용액에 첨가하고, THFA (tetrahydrofurfuryl alcohol)와 같은 구형입자 형성 보조제를 함께 혼합하여 broth 용액을 제조하는 것이다. 첨가되는 유기 고분자 물 질은 구형의 액적 외부에 존재하는 암모니아 이온이 액 적 내부로 확산되면서 화학반응에 의한 침전물로 형성되 는 동안, gel 입자를 구형으로 유지시키는 역할을 한다. 외부겔화 공정의 장점은 내부겔화 공정이 갖는 공급용액 (broth)의 낮은 온도나 세척공정에서 사용되는 CCl4 같은 유기용매 세척제가 필요 없어 대량 제조에 유리한 장점 이 있는 반면, 외부에서 겔화반응을 유도하는 관계로 겔 화 속도가 느리고 구형도가 낮아질 수 있으며, 더욱이 우 라늄 액적의 크기가 커질수록 액적의 중심부까지 충분한 겔화반응을 유도하기 힘들기 때문에 큰 입자를 제조하기 어렵다. 따라서 외부겔화 공정에서 제조되는 연료핵 크기 는 주로 500 μm 크기 이하로 제조된다.6,7)
본 연구에서는, 대량의 연료핵 입자를 제조하기 위해 서 외부겔화 공정이 내부겔화 공정 보다 더 나은 장점 을 가지고 있는 것으로 판단되어, 외부겔화 공정을 이 용하여 현재 사용하고 있는 500 μm 크기의 UO2 입자 보다 큰 크기를 갖는 약 900 μm 크기의 UO2 연료핵 입 자를 제조할 수 있는 공정 연구를 수행하였다. 기존에 500 μm정도 크기의 연료핵 입자를 제조해 온 외부겔화 공정을 기반으로 하여, 각각의 단위공정에서 사용되어온 주요 장치를 개선하고, 제조변수를 조절하여 900 μm 크 기의 UO2 연료핵 제조 가능성을 조사하였다.
2. 실험방법
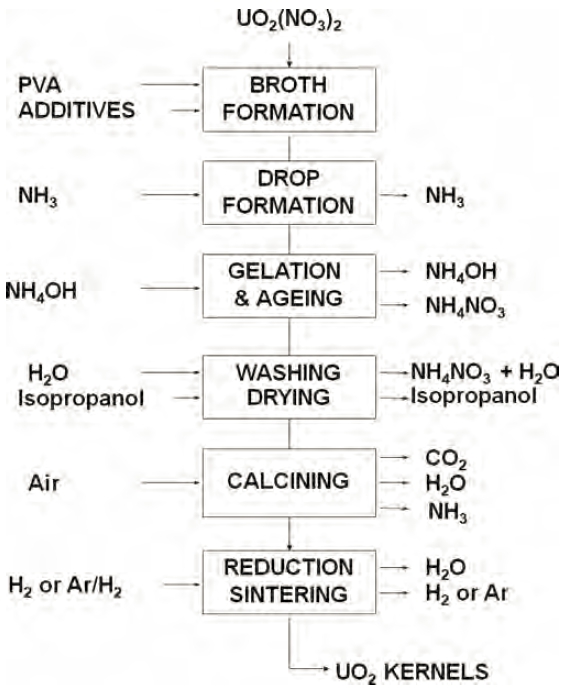
Fig. 1은 구형 UO2 연료핵을 제조하기 위한 전체공정 을 나타낸 것이다. Broth 용액을 제조하기 위하여 UO2 분말을 500 °C에서 24시간 동안 공기 중에서 산화시켜 U3O8 분말을 제조하였다. 제조된 U3O8 분말을 온도 조 절이 가능한 double jacket 유리용기에 넣고 14 M 질산 (HNO3, 60-70 %, Junsei)을 첨가하여 6시간 동안 교반하 며 용해하였다. 용해된 우라늄 용액을 여과하여 불순물 을 제거한 후 적정법으로 우라늄농도를 분석하여 원료 우라늄 용액으로 하였다. 원료 우라늄 용액을 30 ml씩 취하여 0.6-1.0 M의 broth 용액을 제조하였다. 먼저 broth 용액을 제조하기 위해서 우라늄 용액에 1.25 M의 요소 (urea, CH4N2O, 99 %, Sigma-Aldrich)를 첨가한 후, 핫 플레이트에서 요소가 분해되도록 90℃에서 30분 동안 가 열하여 pH 1.5의 우라늄 용액을 사전중화시켜 액적 제 조 시 빠른 중화반응을 유도하였다. 이어서 THFA (tetrahydrofurfuryl alcohol, C5H10O2, 99 %, Sigma-Aldrich) 와 PVA (polyvinyl alcohol, 56-98 low ash, Mowiol) 를 첨가하여 50-70 mPa-s 점도를 가진 broth 용액으로 제조하였다. 제조된 broth 용액을 진동 장치와 노즐로 분 사하여 일정한 크기의 구형 액적을 형성시켰다. 이때 분 사된 액적은 공기층에서 표면장력에 의해 구형화가 이 루어지고, NH3 가스층을 통과하면서 액적의 표면에는 사 전경화가 일어나 안정적으로 gelation column 내의 암모 니아수에 입수되게 하였다. 제조된 액적의 크기는 입체 현미경(stereo microscope, SMZ18, Nikon, Japan)으로 측정하였다.
Gelation column 내의 우라늄 액적은 표면 반응이 충 분히 이루어지도록 0.5시간 동안 정치시켰으며, 우라늄 액 적을 이동시킬 때 표면결함이 발생되지 않도록 암모니 아수와 함께 우라늄 액적을 AWD (Aging, Washing, Drying)장치로 옮기고 우라늄 액적 중심부까지 겔화되도 록 실온부터 80 °C까지 온도를 높였으며, 암모니아수의 농도는 7-14 M까지 변화시키면서 3시간 동안 숙성을 하 여 겔화 정도를 조사하였다. 또한 외부겔화 공정에서는 첨가하지 않는 HMTA를 첨가하여 겔화 보조제로 사용 하여 영향을 조사하였다.
숙성공정이 완료된 ADU 입자를 AWD 내에서 증 류수로 세척하고 질산암모늄 제거 정도를 판단하기 위 하여 세척액의 전기전도도(electrical conductivity meter, VERSASTAR/Thermo Co.)를 측정하였다. 또한, ADU 입자 내에 잔류하는 물을 제거하기 위해 순수 2-propanol [(CH3)2CHOH, 99.7 %]로 세척한 후 AWD 장치에서 400 mmHg의 진공 분위기로 상온부터 60 °C까지 서서히 승온 시키면서 24시간 동안 건조하였다.
건조된 ADU 입자를 하소로에 장입하여 200, 300, 450, 600 °C의 조건에서 하소시키고, 하소온도에 따른 열처리가 ADU 입자의 미세조직에 미치는 영향을 비 표면적 분석기(surface area analyzer, Bellsorp I, Bell, Japan)로 분석하였다.
하소공정을 통하여 불순물이 제거된 구형 UO3를 96 %Ar-4 %H2 분위기에서 환원 및 소결하여 900 μm크기 의 UO2 연료핵을 제조하였다. 제조된 UO2 연료핵의 특 성을 광학현미경(optical microscope, DM RXP, Leica, Switzerland), 전자현미경(scanning electron microscope, VEGA II, Tescan, Czech), 입도형상분석기(particle size and shape analyzer, QICPIC, Sympatech, Germany) 및 밀도측정기(density meter, AccuPycII, Micromeritics, USA)로 분석하였다.
3. 결과 및 고찰
Fig. 2는 0.6 M의 우라늄 농도를 가진 broth 용액과 1.8 mm 크기의 노즐을 사용하여 3,000 μm 크기의 우라 늄 액적을 제조하고자 용액을 공기층으로 분사시켜 구 형액적을 형성시키고, 구형액적이 NH3 가스층을 통과하 면서 사전경화 반응과 함께 gelation column의 7 M 암 모니아수에 적하된 우라늄 액적으로 파쇄 및 변형된 것 을 나타냈다. 500 μm 크기의 UO2 연료핵을 제조하기 위 해서는 1,800 μm 크기를 가진 구형액적을 형성시키는데 이때의 broth 용액의 점도는 55 mPa-s 정도로 gelation column의 암모니아수에 입수되어도 변형이 없는 구형도 를 가진 우라늄 액적으로 유지되었으나,8) 3,000 μm 크 기의 액적 제조에서는 이 보다 높은 65 mPa-s의 점도에 서도 원형을 유지하지 못하고 대부분의 액적이 파쇄 및 변형이 되었다.

Fig. 2
ADU gels prepared using NH3-only gas layer during casting process (U-concentration:0.6M-U/l, nozzle dia.:1.8 mm).
액적의 구형도를 유지하는데 가장 큰 변수는 점도와 NH3 가스에 의한 사전경화 반응로서 외부겔화 공정에서 는 50-70 mPa-s 사이의 점도범위에서 제조되며, NH3 가 스는 우라늄 액적의 표면을 충분하게 경화시키도록 고 안된 분배기를 통과하게 된다. 점도가 상기 범위보다 낮 으면 액적 외부에 사전경화가 일어난 액적이라도 gelation column의 암모니아수에 입수 시 충격으로 변형이 되는 반면, 점도가 너무 높으면 노즐에서 분사된 액적이 공 기층을 통과하는 동안 구형을 형성하지 못하여 낮은 구 형도를 가지는 특성이 있다. 구형도가 낮은 연료핵은 핵 연료 제조 시 TRISO 코팅 단계에서 각 코팅층의 모양 과 두께가 불균일해짐에 따라 고온가스냉각로에서 연소 될 때 코팅층의 균열을 발생시켜 핵분열성 가스가 누출 되는 원인을 제공한다.
Fig. 3은 이러한 현상을 개선하기 위해 Fig. 2와 같은 실험 조건에서 NH3 가스층 하부에 14 M 암모니아수를 분무시키는 장치를 부착하여, 상기와 같은 실험 조건으 로 3,000 μm 크기의 우라늄 액적을 gelation column에 적하시키면서 추가로 구형액적의 표면을 사전경화시킨 구 형의 우라늄 액적 모양을 나타낸 것이다. Fig. 2와 같이 약 3,000 μm 크기의 대형 우라늄 액적을 암모니아 가스 층만을 사용하여 사전경화된 액적은 암모니아수 column 에 입수 시 낙하 충격으로 액적의 원형을 유지하지 못 하였으나, NH3 가스층과 14 M 암모니아수 분무층을 통 과시킨 액적은 이중 사전경화 영향으로 입수 충격에도 구형도를 유지하였다. 본 연구에서는 이와 같이 우라늄 액적의 사전경화를 위한 장치를 기존의 gelation column 으로부터 개선함으로써 외부겔화 공정으로도 3,000 μm 이 상의 대형 우라늄 액적을 제조할 수 있는 가능성을 확 인하였다. 일반적으로, 암모니아수 분무층에서의 분무정 도에 따라 구형액적의 사전경화 정도가 달라지는데, 본 연구에서는 14 M 암모니아수 분무장치의 노즐크기를 0.2 mm로 사용했을 경우, 2 L/h의 분무량을 유지하는 것이 최적성태를 나타내었다. 다만, 대량의 액적형성을 위한 scale-up의 경우 노즐 크기와 분무량이 실험장치의 특성 에 따라 변화되기 때문에, 분무장치를 최적화하는 추가 적인 연구가 필요할 것으로 보인다.
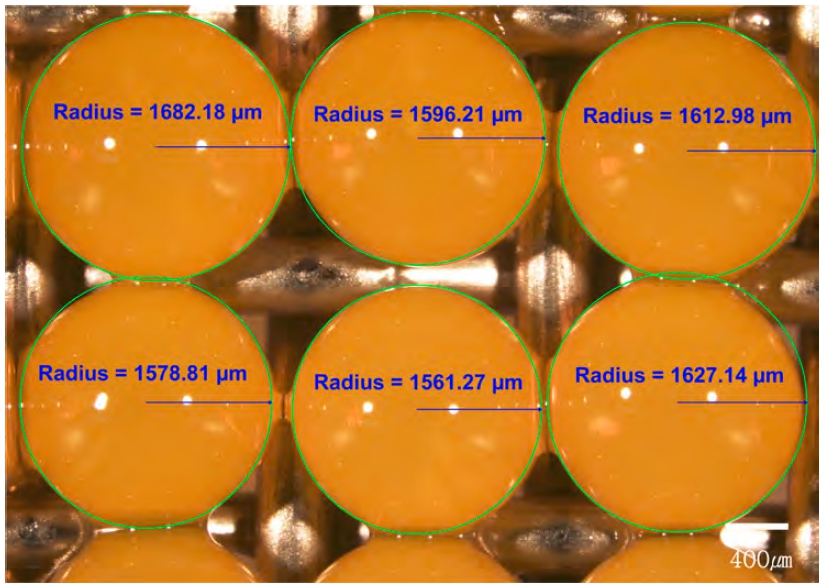
Fig. 3
ADU gels prepared using both NH3 gas layer and spraying system during casting process (U-concentration:0.6M-U/l, nozzle dia.:1.8 mm).
Fig. 4는 우라늄 농도를 0.6, 0.7, 0.8, 1.0 M로 broth 용액을 제조하여 NH3 가스층과 암모니아 분무장치를 이 용하여 적하된 입자의 형상이다. 우라늄 농도가 0.6-0.8 M까지의 농도에서는 Fig. 4(a~c)와 같이 액적의 원형을 잘 유지하였으나, 우라늄 농도가 1.0 M 이상의 농도에서 는 Fig. 4(d)와 같이 액적에 균열이 발생 되었다. 이것 은 액적에 우라늄 함량이 높아지면서 액적의 무게가 증 가되어 낙하될 때 충격으로 균열이 발생된 것으로 판단 된다. 우라늄 농도가 높을수록 우라늄 액적의 수축률이 낮아 건조공정에서 균열발생을 방지하는 장점을 가진다 고 보고하고 있으나,9) 본 실험 장치를 이용한 외부겔화 공정에서는 노즐에서 일정한 주파수에 의하여 액적이 형 성되고, 적하되어 공기층과 NH3 가스층 그리고 암모니 아수 분무층에 이르는 일정한 길이를 통과하게 함으로 써 사전경화를 증대시켜도, 우라늄 농도를 높이는 부분 에 제약을 받는 것으로 보여 진다. 따라서 외부겔화 공 정에서의 우라늄 농도는 0.8 M 이하의 농도에서 broth 용 액을 제조하는 것이 바람직한 것으로 판단된다.

Fig. 4
The ADU gels prepared using various uranium concentration: (a) 0.6 M, (b) 0.7 M, (c) 0.8 M, (d) 1.0 M.
한편, Fig. 5(a)는 노즐로부터 분사되어 사전경화된 우 라늄 액적이 gelation column에서 일정시간 정치한 액적 을 시료로 채취하고 암모니아수 농도와 온도를 변수로 하여 겔화 정도를 조사한 것으로, 7 M 암모니아수가 들 어 있는 gelation column에서 30분 이상 정치된 액적은 액적의 가장자리만 겔화가 일어나고 중심부는 액상으로 남아있어 7 M 암모니아수에서 정치된 액적은 충분한 겔 화가 일어나지 않는 것으로 관찰되었다.
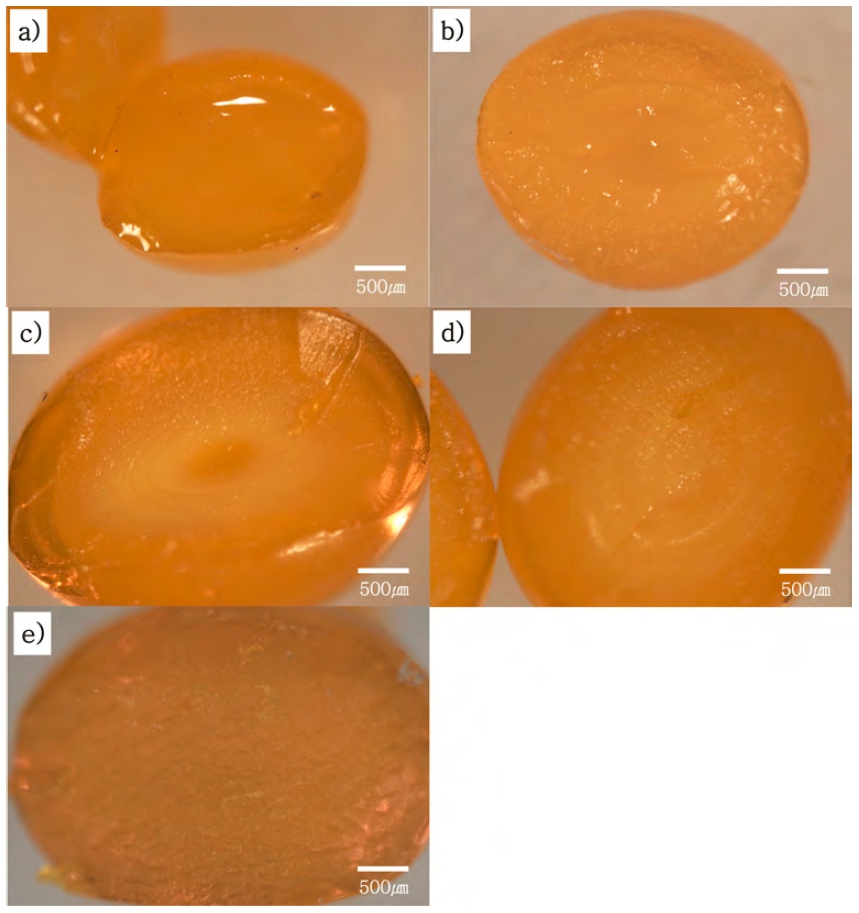
Fig. 5
Change of internal structure of ADU gels during aging process according to without or with HMTA in broth solution: (a) 7 MNH4OH (28 °C, 0.5 h, 0 M-HMTA), (b) 7 M-NH4OH (80 °C, 3 h, 0 M-HMTA), (c) 14 M-NH4OH (28 °C, 3 h, 0 M-HMTA), (d) 14 MNH4OH (60 °C, 3 h, 0 M-HMTA), (e) 14 M-NH4OH (60 °C, 3 h, 0.4 M-HMTA).
일반적으로 외부겔화 공정에서는 7 M 암모니아수 용 액을 숙성공정에 사용하며 숙성온도는 60-80 °C에서 수 시간 진행하고 있다.8) 본 실험에서는 7 M 암모니아수 용 액과 80 °C에서 3시간 숙성한 결과를 Fig. 5(b)에 나타 내었다. 80 °C에서 숙성된 경우 상온보다 겔화가 중심부 로 확대된 것을 확인할 수 있었다. Fig. 5(c)는 상온인 14 M 암모니아수 용액에서 3시간 숙성한 결과로 암모니 아수의 농도를 크게 높였으나 액적의 중심부까지 겔화 가 완전하게 이루어지지 않았음을 볼 수 있다. 타 연구 에서는 14 M 암모니아수 용액에서 3시간이면 겔화가 완 결된다고 보고 하였으나,9) 본 실험에 적용한 결과 중심 부까지 겔화가 완전하게 일어나지 않는 것으로 나타났 다. 이러한 차이는 broth 용액의 조성차이 때문에 발생 한 것으로 추측된다. Fig. 5(d)는 14 M 암모니아수 용액 과 60 °C에서 3시간동안 숙성된 결과로 액적의 중심부 가 완전한 겔화에는 미치지 못한 것으로 관찰되었다.
이와 같이 숙성공정에서 불완전한 겔화는 우라늄 입자 의 내부구조 형성에 영향을 미쳐 Fig. 6과 같이 후속 열 처리과정을 거쳐 최종 소결된 UO2 입자 중심까지 치밀 한 조직을 가지지 못하는 것으로 나타났다. 외부와 내 부가 모두 치밀한 구조를 갖는 UO2 입자를 제조하기 위 해서는 gelation공정에서 완전히 겔화시키는 공정개발이 필요할 것으로 보여 추가적인 실험을 진행하였으며, 본 연구에서는 broth 용액에 HMTA를 0.1-0.4 M까지 증가 시켜 겔화정도를 관찰하였다. 0.4 M 이하에서는 완전한 겔화반응에는 미치지 못하였고, 0.4 M에서는 충분한 겔 화반응이 일어나 Fig. 5(e)와 같이 액적의 가장자리나 중 심부까지 균질하게 겔화가 진행된 것으로 관찰되었다.9) 이것은 액적 속의 HMTA가 온도의 영향으로 분해반응 이 일어나 액적 내부에서 발생된 암모니아 이온이 겔화 를 촉진시키는 것으로 판단되었다. 따라서 본 실험에서 대형 우라늄 액적을 위한 숙성공정은 고농도의 암모니 아수와 온도가 필요하였으며 겔화 촉진제로서 0.4 M HMTA를 첨가하는 방법으로 중간생성물인 2,600 μm 크 기의 ADU 입자를 얻을 수가 있었다. 일반적으로 외부 겔화 공정에서는 우라늄 구형액적 제조 환경이 25 °C 이 상이기 때문에, 본 연구에서와 같이 HMTA를 사용하여 우라늄 액적의 겔화반응을 유도할 경우 HMTA가 분해 되어 암모늄 이온이 broth 용액과의 반응으로 침전을 일 으켜 broth 용액으로서 기능이 상실된다. 따라서 HMTA 를 최소량으로 0.4 M을 첨가하고 broth 용액의 용기에 이 중 냉각장치를 설치하여 온도를 15 °C로 유지시키면서 HMTA 분해속도를 제어하여 ADU gel입자를 제조함으 로써 양호한 결과를 얻었다.
숙성공정이 완료된 입자들을 AWD장치를 이용한 세척 공정에서 ADU 입자 내부에 생성된 질산암모늄(NH4NO3) 을 제거하여 건조공정에서 발생되는 균열을 방지한다. 세 척용액은 증류수로서 2 L/batch로 하여 30분마다 세척용 액을 교체하면서 세척용액의 전기전도도를 측정하여 세 척정도를 파악하였다. 질산암모늄의 세척정도를 시간에 따 라 측정한 전기전도도 결과를 Fig. 7에 나타내었다. 30 분씩 3회까지 세척에서는 전기전도도가 급격하게 감소하 다 그 후에는 완만한 감소를 한다. 이것은 겔화된 입자 의 표면 근처에 있는 질산암모늄이 용출되는 것으로 판 단되며 입자의 내부에 있는 질산암모늄의 용출되는 속 도가 현저히 느린 것으로 유추할 수 있다.
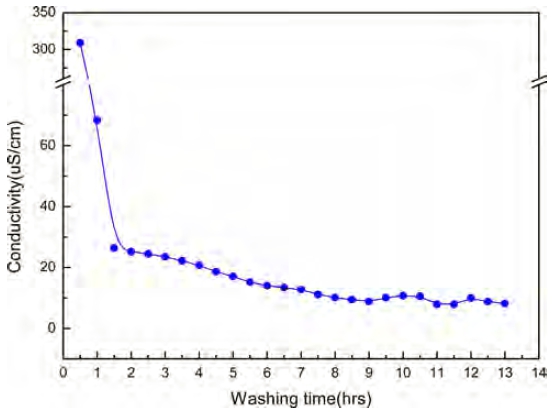
Fig. 8은 숙성공정에서 생성된 질산암모늄이 세척공정 에서 제거되지 않으면 잔류하는 질산암모늄의 영향으로 건조과정에서 시료에 균열이 발생하는 것을 나타내었다. 세척공정에서 입자로부터 용출되는 질산암모늄의 농도에 대한 세척용액의 최종 전기전도도가 10 uS/cm 이상에서 는 건조공정에서 ADU 입자들의 균열이 발생하는 것으 로 나타나므로 균열을 방지하기 위해서는 세척용액의 전 기전도도가 10 uS/cm 미만이 되기까지 세척하는 것이 필 요한 것으로 판단되었다.
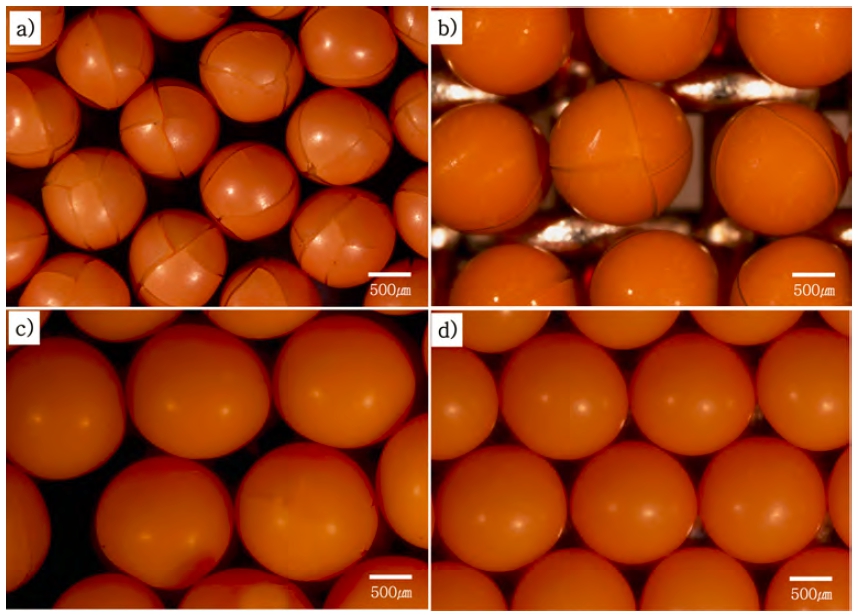
Fig. 8
ADU particles dried with different conductivities because of residual ammonium nitrate in the washing process:(a)50 uS/cm, (b) 30 uS/cm, (c) 20 uS/cm, (d) 8 uS/cm.
Fig. 9는 건조된 ADU 입자를 다양한 온도에서 하소 시켜 ADU 내부의 미세구조 변화를 비표면적 분석기로 분석한 결과이다. ADU 입자에는 첨가제로 넣은 PVA와 THFA 및 수분 등을 함유하고 있어 하소공정을 통하여 이들을 모두 제거하여야 한다. 하소공정에서 열처리 온 도가 높아짐에 따라, 우라늄 액적의 구형도를 유지하기 위해 첨가되었던 PVA 등 첨가물들이 제거되고, 입자 내 부에는 다양한 나노미터 크기의 기공이 생성되는 것을 비표면적 변화를 통하여 확인할 수 있었다.

Fig. 9
Surface area and pore size changes in calcined spheres under different thermal treatment conditions.
하소 온도가 높아질수록 비표면적이 적어지고 기공 크 기도 감소되는 것으로 나타났다. 하소온도 구간별 비표 면적과 기공크기 특징을 살펴보면, 200 °C와 300 °C 사 이에서 비표면적은 크게 감소되지 않았으나 평균 기공 크기는 현저하게 감소되는데 이것은 하소 온도가 높아 짐에 따라 UO3 입자 내부의 전체 기공량은 변화가 없 고 수축에 의한 기공크기만 변한 것으로 나타났다. 반 면에 300 °C와 450 °C 사이에서는 비표면적은 감소되나 기공크기는 변하지 않는 것으로 분석되었는데 이것은 하 소 온도가 높아짐에 따라 UO3 입자의 내부가 수축과 더 불어 기공도 소멸되면서 내부구조가 조밀해지는 것으로 추측된다. 하소온도 600 °C에서는 비표면적과 기공크기도 둘 다 감소된 것으로 보아 UO3 입자의 내부가 매우 조 밀해진 것으로 판단된다.
ADU 입자는 300 °C 하소공정에서 UO3 상으로 변환 되는 것으로 보고되고 있다.8) 따라서, 이전 500 μm 크 기의 UO2 입자 제조 실험에서 선정한 300 °C 하소 조 건을 본 900 μm 크기의 UO2입자 제조에서도 적용하였 다. 300 °C에서 하소된 UO3 입자를 텅스텐 소결로를 이 용하여 96 %Ar-4 %H2 분위기에서 1,600 °C까지 3°C/ min으로 승온시키는 공정으로 환원 및 소결하여 900 μm 크기의 UO2 입자를 제조할 수 있었다.
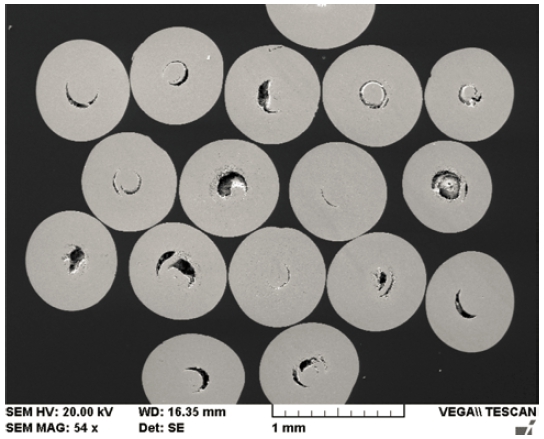
Fig. 10은 소결된 UO2 입자의 단면을 주사전자현미경 과 7 M 질산용액으로 에칭된 입자의 미세조직을 광학현 미경으로 분석한 결과이다. 900 μm 크기를 가진 UO2 입 자를 확인할 수 있었으며, UO2 입자의 내부 미세구조는 1-120 μm까지 다양한 크기의 결정이 생성된 것으로 확 인되었다. 일반적으로 외부겔화 공정에서 제조된 UO2 입 자내의 결정 크기는 겔화 반응 기구 영향으로 UO2 입 자 외부 쪽의 결정이 크게 성장하고 중심부로 갈수록 결 정들이 작아지며 다수의 기공을 포함하고 있음이 보고 되고 있다.12) 이것은 겔화과정에서 액적의 가장자리부터 암모니아 이온의 겔화반응이 시작되어 먼저 치밀화가 일 어나기 때문에 가장자리의 결정이 입자의 중심보다 결 정이 크게 형성되는 것으로 판단된다. 제조된 UO2 입자 는 헬륨가스를 이용한 밀도측정에서 10.78 g/cm3(이론밀 도 98.4 %: 우라늄의 이론밀도는 10.96 g/cm3임)의 높은 밀도를 갖는 것을 확인하였다.
Table 1은 제조된 UO2 입자를 입도형상분석기를 이용 하여 입도크기 분포를 분석한 결과를 나타낸 것으로 진 구도(sphericity)는 0.948이고, 평균 입자 크기는 907.5 μm 크기이었다. 기존의 외부겔화 공정으로는 500 μm 크 기 이하의 UO2 입자만을 제조 가능하였으나, 본 연구에 서 공정개선을 통하여 높은 밀도와 진구도를 가진 900 μm 크기의 UO2 입자를 제조할 수 있었다. 앞으로 극 지나 오지 및 우주선에 사용될 고온가스냉각로 개발이 예상되므로 500 μm 보다 큰 UO2와 UCO 및 UN 연료 핵에 대한 장주기용 핵연료가 요구되고, 따라서 본 연 구를 통하여 개선된 외부겔화 공정의 적용성이 확대될 것으로 기대된다.
4.결 론
본 연구에서는 외부겔화 공정을 기반으로 단위공정 장 치를 개선하고 제조변수를 조절하여 900 μm 크기의 UO2 입자를 제조하는 기술을 개발하였다. 우라늄 액적이 통 과되는 NH3 가스층 확장과 14 M 암모니아수를 분무시 킬 수 있는 장치의 개선으로 3,000 μm 크기의 액적에 대 한 사전경화를 강화시켜 양호한 구형도를 갖는 우라늄 액적을 제조할 수 있었다. 진구도와 고밀도 UO2 입자 제 조를 위해서 우라늄 broth 용액에 겔화반응을 촉진시키 는 HMTA를 첨가하여 숙성공정에서 액적의 외부로 부 터 암모니아 이온을 침투시키는 한편, 액적 내부에서도 암모니아 이온을 생성시켜 액적의 중심부까지 충분한 겔 화가 이루어지도록 함으로써 10.78 g/cm3의 소결밀도와 0.948의 진구도를 갖는 900 μm 크기의 UO2 입자를 제 조할 수 있었다.
