

1. Introduction
2. Experimental Procedure of Hybrid Metal Matrix Composite of Al7068 Reinforced with Fly Ash-SiC-Al2O3
2.1 Metal Matrix
2.2 FA particles
2.3 SiC particles
2.4 Al2O3 particles
3. Result and Discussion
3.1 Wear Analysis Result of Various Samples Using Pin and Disk Apparatus
3.2 Modeling and Simulation results of the proposed model
3.3 Experimental validation
3.4 Comparison Results
4. Conclusion
1. Introduction
Aluminum-based metal matrix composites (Al-MMCs) represent a fascinating class of advanced materials that have garnered significant attention in materials science and engineering. These composites are characterized by incorporating aluminum as the matrix material, reinforced with one or more secondary phases typically composed of ceramics, carbides, or other metallic elements. The unique combination of properties exhibited by Al-MMCs, such as enhanced strength, stiffness, wear resistance, and thermal stability, has made them a preferred choice for a wide range of applications in aerospace, automotive, and other industries where lightweight, high-performance materials are essential. Al-MMCs offer a diverse range of mechanical and thermal properties, making them highly adaptable for specialized applications. These composites typically incorporate various reinforcing materials to tailor their performance characteristics. SiC is a favored choice due to its exceptional strength, hardness, and wear resistance, often utilized to bolster the mechanical properties of Al-MMCs.1,2,3,4)
Al2O3 is another prevalent reinforcement, prized for its superior thermal stability and electrical insulation properties. Graphite, on the other hand, is introduced when heightened thermal conductivity is desired without compromising on weight. Boron Carbide (B4C) finds its niche in Al-MMCs, lending exceptional hardness and ballistic resistance. Beyond ceramics, particulate materials such as titanium, boron, and even carbon nanotubes can be incorporated to fine-tune the composite’s properties for specific applications. Furthermore, whiskers, including SiC whiskers (SiCw) and Al2O3 whiskers, in the form of single crystal reinforcements, are also employed to enhance the strength and toughness of aluminum matrices in Al-MMCs. This versatile array of reinforcements provides Al-MMCs with the adaptability to meet the stringent demands of diverse industries, from aerospace to automotive and beyond. Al-MMCs exhibit significant advantages over cast iron, particularly in terms of wear performance and strength. Al-MMCs, when properly reinforced, can offer superior wear resistance, making them highly desirable for applications involving abrasive environments or high-friction conditions. The inclusion of reinforcements like SiC or Al2O3 significantly enhances their hardness and wear properties, outperforming conventional cast iron materials.5,6,7,8)
Moreover, Al-MMCs excel in terms of strength-to-weight ratio, as their tailored compositions result in higher tensile strength and stiffness while maintaining a lower overall density compared to cast iron. This lightweight yet robust characteristic is particularly advantageous in weight-sensitive applications, such as aerospace and automotive components. However, despite their remarkable attributes, Al-MMCs do face several challenges. Fabrication can be complex and costly, often requiring specialized processing techniques like powder metallurgy or infiltration methods. Achieving uniform dispersion of reinforcement materials within the aluminum matrix can be challenging, affecting the material’s overall performance. Additionally, while Al-MMCs offer excellent wear resistance, they may be vulnerable to certain corrosive environments, necessitating appropriate coatings or surface treatments. Balancing the desired properties with cost-effectiveness remains a constant challenge in the widespread adoption of Al-MMCs, particularly in industries where cost constraints are significant. Nonetheless, ongoing research and development efforts aim to address these challenges and expand the application range of these advanced materials.9,10,11,12)
The choice of piston material, often based on Al-MMCs, is critical in internal combustion engines. Al-MMCs pistons are favored due to their unique combination of properties. Their lightweight nature helps reduce reciprocating mass, improving engine efficiency and fuel economy. Furthermore, the incorporation of reinforcements like SiC enhances wear resistance, making Al-MMCs pistons well-suited for high-stress environments where abrasive wear is a concern. The improved thermal conductivity of these composites aids in heat dissipation, reducing the risk of overheating and piston scuffing.13,14,15)
Kumar et al.16) analyzed A356 aluminum alloy pistons and their composites. Following the addition of the FA reinforcement to the A356 aluminum alloy, the overall deformation, the directional deformation, and the corresponding elastic strain were reduced. Because directional deformation is the displacement of a system in a direction specified by the user, total deformation is the vector sum of all directional displacements of the system. The displacement along the Y direction is less since the load is applied along the Y direction. Additionally, it was shown that the deformation and strain values decrease as the volume percent of the FA reinforcement rises. Finer grain size, thermally-induced dislocations, and particle or matrix interfaces are some of the microstructure features that have changed, and this had an impact on the rise in Young’s modulus. However, this material is not suitable for applications that require high strength and stiffness.
Adogbeji et al.17) compared the wear properties of particle-reinforced composite foams (PRCF), which are made by combining foaming agents (TiH2 and ZrH2) with AlSi10Mg particles using the directed energy deposition technique. The AlSi10Mg that was produced using ZrH2 had the best wear resistance, according to the findings of the wear tests. Due to the abundance of holes on the specimen surface in the PRCF (ZrH2), friction fluctuations were at their maximum. However, the abrasion’s wear debris filled these holes, flattening the surface and lowering the friction coefficient.
Karuppusamy et al.18) examined AZ91-based MMCs reinforced with 1.5 and 3.0 wt% tungsten carbide (WC) particles as an alternative to the current material. The samples were then artificially aged at 175 °C and solutionized at 420 °C to enhance their mechanical qualities. Characterization showed that adding WC to the matrix resulted in a decrease in tensile strength and an increase in compressive strength. Testing of pistons under quasi-static load conditions at the product level revealed that the AZ91 alloy piston could withstand a force of 10 kN. The strength of the pistons increased by between 30 % and 70 % with the addition of WC. It promoted the use of pistons made of magnesium-based materials, with a maximum weight reduction of 35%. However, microcracks were formed near the piston pin due to ineffective crushing strength of the composite material.
Du et al.19) conducted dry sliding pin-on-plate tests against a high-speed train brake pad used to assess the wear performance of the composites, and electron microscopy was used to investigate the wear surfaces. The metal matrix composite was shielded from additional wear damage by the creation of an iron-based tribolayer during wear. The wear surface of the composite containing 19 % SiC particles in the size of 32 µm exhibited signs of third body wear, and the coefficient of friction increased during wear. The intermetallic phases inhibited the growth of the Fe-based tribolayer, while the rare earth and transition metal added to the matrix alloy enhanced the composite’s hardness. However, the thermal conductivity of the pad needs to be further improved by adding additional reinforcement particles.
Ravinath et al.20) examined the metallurgical, hardness, and dry-sliding wear behaviour of the LM25 (Al-6.6Si-0.2Mg) alloy reinforced with Al2O3 particles in relation to ageing temperatures. The liquid metallurgical method, followed by solutionizing and ageing, was used to manufacture the LM25 alloy reinforced with 10 weight percent of alumina particles. The produced alloy and its composite underwent investigation using optical, field emission scanning electron microscopy (FESEM), energy-dispersive X-ray spectroscopy (EDS), and X-ray diffraction methods under every circumstance. On the Vickers micro hardness tester, the heat-treated alloy and composites were examined for hardness. The hardness values of the heat-treated alloy and composite samples increased by 96 % and 55 %, respectively, in comparison to LM25. However, there is a chance for the agglomeration of the reinforced particles when the percentage inclusion exceeds certain limit.
Subbarao and Gupta21) investigated how different superalloys perform thermally and structurally when the gas pressure circumstances were altered. CATIA is used to generate the piston model, while ANSYS 16 was used for analysis. Load, support, convection coefficient, and heat flow are employed as boundary conditions. Several super alloys with different thermal conductivities and densities are chosen as materials. In comparison to other materials employed, Alcoa Deltalloy’s maximum temperature occurred at a lower level for the same heat flow input. It has a greater thermal expansion coefficient and less deformation. Alcoa Deltalloy demonstrated an increasing tendency of deformation under combined thermal and structural load; however, the trend was non-linear.
Krishnan22) had developed aluminum alloys reinforced with ceramic particles, known as aluminum metal matrix composites (AMMCs), to address the poor performance and low wear resistance issues at high temperatures in aluminum alloys. Although other methods existed for creating MMCs, both liquid-state and solid-state production had been widely utilized and were detailed extensively. The manufacturing of MMCs via the liquid-state method was less expensive and required less technical knowledge compared to solid-state synthesis. However, factors had varied depending on the specific aluminum alloys employed and the desired properties of the composite.
Prakash et al.23) implemented a stir casting approach to guarantee a consistent distribution of CNT/Alumina components in the A6061 matrix to improve the mechanical characteristics of samples. Particle-enhanced metal matrix composites were made via stir casting. Optical microscopy and hardness tests were used to characterise the samples. However, CNT clumping or clustering in the composite influences CNT survival and dispersion in the Al matrix.
Sharma et al.24) investigated the impact of 6-18 % SiC particle reinforcement on the mechanical characteristics and structure of an AMMCs that was made by casting and mixing technique. Universal test equipment was used to perform static tensile testing at room temperature to assess the mechanical characteristics of the composite. Moreover, inadequate ductility and manufacturing issues prevent SiC-reinforced metal matrix composites from being used more widely.
Olhan et al.25) developed the unique long glass fiber-reinforced aluminum metal matrix composite (LGFRAMMC) for use in automobiles. Using the friction stir processing (FSP) method, long glass fibre with varying fibre volume percentages (50, 66, 80, and 100 vol%) was incorporated as reinforcement into aluminum alloy (Al6061) to create the composite specimens. Tensile and Izod impact stress, two of the main loading circumstances for the composite materials, were studied to understand their mechanical behavior. Thus, the tunnel fault was the reason for the composite specimens’ lower tensile strength when compared to the base metal.
Overall, from this literature study, it is understood that the material is not suitable for applications requiring high strength and stiffness.16) The abrasion wear debris filled the holes, flattening the surface and lowering the friction coefficient.17) Because of the composite material’s insufficient crushing strength, microcracks are developed close to the piston pin.18) The thermal conductivity of the pad needs to be further improved by adding additional reinforcement particles.19) The agglomeration of the reinforced particles occurs when the percentage inclusion exceeds a certain limit.20) This also leads to non-linear deformation. Hence, there is a need for a new novel material selection for the aluminum metal matrix composite reinforcement to reduce wear and improve the strength to utilize the material in a practical application effectively.21) The variables vary based on the composite’s intended qualities and the aluminum alloys utilized.22) CNT clumping or clustering affects the CNTs’ survivability and dispersion within the Al matrix.23) Poor ductility and manufacturing challenges limit the use of SiC-reinforced metal matrix composites.24) The tunnel fault caused the decreased tensile strength of the composite specimens compared to the base metal.25) Hence, to improve the quality of the metal matrix composite, a novel matrix needs to be proposed.
Overall, Aluminum-based Metal Matrix Composites face challenges due to intricate fabrication methods, precise reinforcement dispersion, corrosive environment susceptibility, and affordability. Research aims to simplify fabrication, improve environmental resilience, and enhance cost-effectiveness. Hence a novel Al7068 is proposed to overcome the existing problems by its higher strength-to-weight ratio and offers a high specific modulus.
The major contributions in this paper are given as follows:
(1)To solve the high thermal expansion due to local clustering, the FA particles are added to the metal matrix composite, which improves dispersion stability in high temperatures.
(2)Introducing SiC into aluminum-based materials creates improved grain boundaries, acting as efficient barriers to dislocation movement, thereby alleviating machining challenges associated with high-hardness reinforced particles and concurrently enhancing surface wear resistance.
(3)To overcome high cyclic load and overheats due to the high load on the piston during combustion, Alumina is added which improves the HMMC’s ability to withstand external loads, it enhances the compressive strength, and has good load-bearing capacity.
(4)These contributions mentioned above have been considered to solve the problems in aluminum-based metal matrix in the existing methods.
The Content of the paper is organized as follows: section 1 describes the literature survey, section 2 describes the proposed methodology and its working process, and section 3 discusses the proposed model evaluation, performance, and comparative analysis. Finally, section 4 concludes the paper.
2. Experimental Procedure of Hybrid Metal Matrix Composite of Al7068 Reinforced with Fly Ash-SiC-Al2O3
HMMC materials are widely used in engine components, particularly pistons, to improve wear resistance and overall performance. Key tribological indicators, such as wear and friction coefficients, directly influence the effectiveness of these composites. However, existing HMMCs face limitations, including reinforcement particle clustering, high CTE, and inadequate anti-seizure properties, all of which affect engine efficiency and durability. To overcome these challenges, this study introduces a “Hybrid Metal Matrix Composite of Al7068 Reinforced with Fly Ash-SiC-Al2O3”. The selection of the Al7068 matrix is driven by its superior strength-to-weight ratio and high specific modulus, making it stronger than most aluminum alloys and cast iron. However, conventional aluminum alloys suffer from surface degradation due to localized clustering of reinforcement particles, leading to poor wear performance. Additionally, their relatively high CTE induces dimensional changes and clearance reductions between sliding components under varying thermal conditions, impairing anti-seizure properties. The proposed composite formulation strategically addresses these issues to enhance both tribological and mechanical performance.
Particle clustering in aluminum-based composites typically arises due to improper dispersion and agglomeration of reinforcements during fabrication, causing inhomogeneous load distribution and premature surface wear. To counteract this, FA is introduced as an active dispersion stabilizer, preventing reinforcement particles from agglomerating. The spherical morphology and low density of FA particles improve wetting characteristics, reducing interfacial energy disparities that lead to clustering. Furthermore, by employing an optimized multi-stage stir-casting technique with controlled stirring speed, temperature, and reinforcement feeding rates, the distribution of SiC and Al2O3 particles is homogenized within the Al7068 matrix. The combined effect of FA acting as a dispersion aid and controlled stir-casting parameters ensures a uniform reinforcement matrix, enhancing microstructural integrity and mitigating localized surface degradation.
A high CTE in aluminum-based composites causes dimensional instability under fluctuating thermal conditions, leading to excessive thermal expansion, clearance loss, and increased risk of piston seizure. The proposed HMMC formulation addresses this by strategically integrating the use of FA, SiC, and Al2O3 particles to counteract thermal expansion effects. FA, with its high silica content, inherently lowers the overall CTE of the composite, reducing thermal mismatch between reinforcement and matrix. Moreover, the SiC particles provide high thermal conductivity, facilitating efficient heat dissipation from combustion zones, thereby minimizing thermal gradients and localized expansion. Meanwhile, Al2O3 reinforcement strengthens the composite’s ability to withstand compressive loads at elevated temperatures, improving resistance to deformation under cyclic thermal stresses. The synergistic effect of these reinforcements ensures that the composite maintains dimensional stability, clearance retention, and superior anti-seizure properties under extreme operating conditions. Finally, with the scientifically structured reinforcement strategy and optimized processing techniques, this novel HMMC formulation outperforms conventional aluminum composites in addressing reinforcement clustering, wear resistance, and thermal expansion challenges, making it a highly viable material for high-performance engine pistons
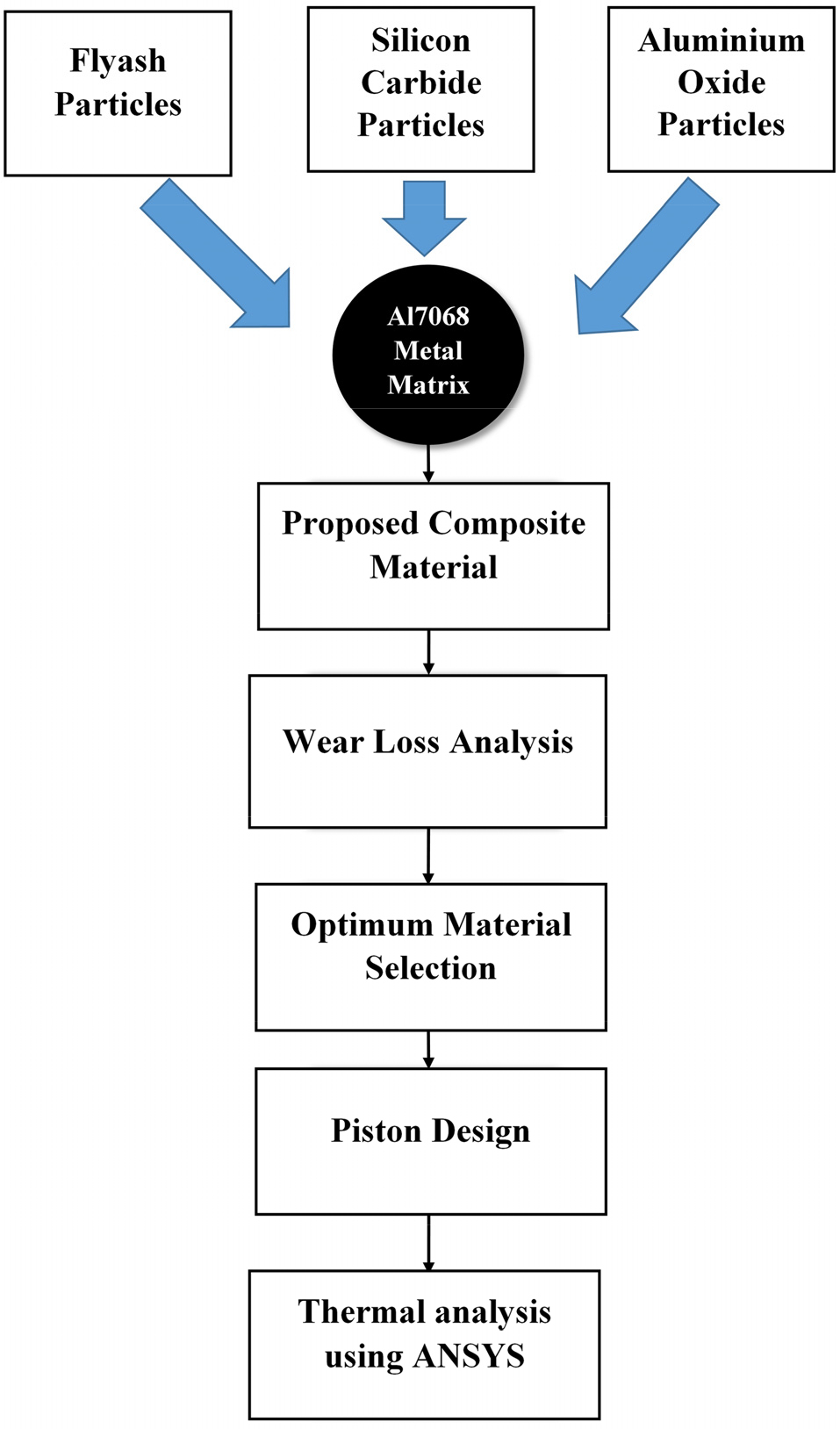
Fig. 1 shows the process flow for making the proposed composite material. In this process, FA particles, SiC particles, and aluminum oxide particles are reinforced into the Al7068 metal matrix to achieve the desired composite material. Using the Stir-casting method, a constant 2% of FA is added to Al7068, while SiC and Al2O3 are combined at varying percentages to achieve a total reinforcement content of 10 %. The wear performance of the composite is evaluated experimentally using a Pin-on-Disc Apparatus. Then the mechanical properties such as tensile strength, elongation percentage, impact strength, and hardness are determined for each reinforced particle combination. The composite with the best properties, in terms of wear resistance and mechanical properties, is chosen based on the different percentages of SiC and Al2O3. The selected composite properties are imported into design software for piston modeling. Finally, the piston model is numerically analyzed with ANSYS software to determine its structural integrity and performance under various conditions. The technical aspects of the proposed hybrid aluminum metal matrix composite are discussed in the upcoming sections.
2.1 Metal Matrix
To overcome the shortcomings of conventional aluminum-based HMMCs, Al7068 is selected as the matrix material in the design of the proposed model. This alloy is specifically chosen due to its outstanding mechanical and thermal properties, making it a suitable candidate for applications where strength, fatigue resistance, and thermal stability are critical.
Al7068 possesses a higher strength-to-weight ratio compared to many other aluminum alloys and cast iron. This feature is vital in applications where maximizing strength while minimizing weight is required. Furthermore, Al7068 has a high specific modulus, which indicates higher rigidity in relation to its weight. This feature is essential for improving the structural integrity of the HMMC and ensuring its ability to bear diverse loads and stresses effectively. Al7068’s high strength-to-weight ratio and specific modulus make it an excellent choice for applications that require both strength and lightweight design. One significant advantage of Al7068 is its superior chip control during milling. This characteristic is practical in that it enables faster machining speeds. The ability to machine Al7068 at high rates improves manufacturing efficiency while also enhancing precision. Al7068 has excellent fatigue resistance, which is crucial in applications involving cyclic loading or stress changes. Engine components, which are subjected to continual pressures and cyclic loading during operation, benefit from materials that are highly fatigue-resistant. The use of Al7068 improves the HMMC’s lifetime and durability in stress-induced conditions, ensuring consistent performance over lengthy operational durations.
Al7068 is mainly made up of aluminum, with zinc, copper, magnesium, and trace amounts of other metals. These alloying elements have an important role in improving the mechanical properties of Al7068, providing its high strength, specific modulus, and fatigue resistance. The Composition of this Al7068 matrix is shown in Table 1.
Table 1.
Composition of Al7068 in weight %.
| Element | Weight (%) |
| Zn | 7.5 |
| Mg | 2.5 |
| Cu | 2.2 |
| Fe | 0.15 |
| Mn | 0.10 |
| Ti | 0.5 |
| Si | 0.12 |
| Others | 0.15 |
| Al | Balance |
2.2 FA particles
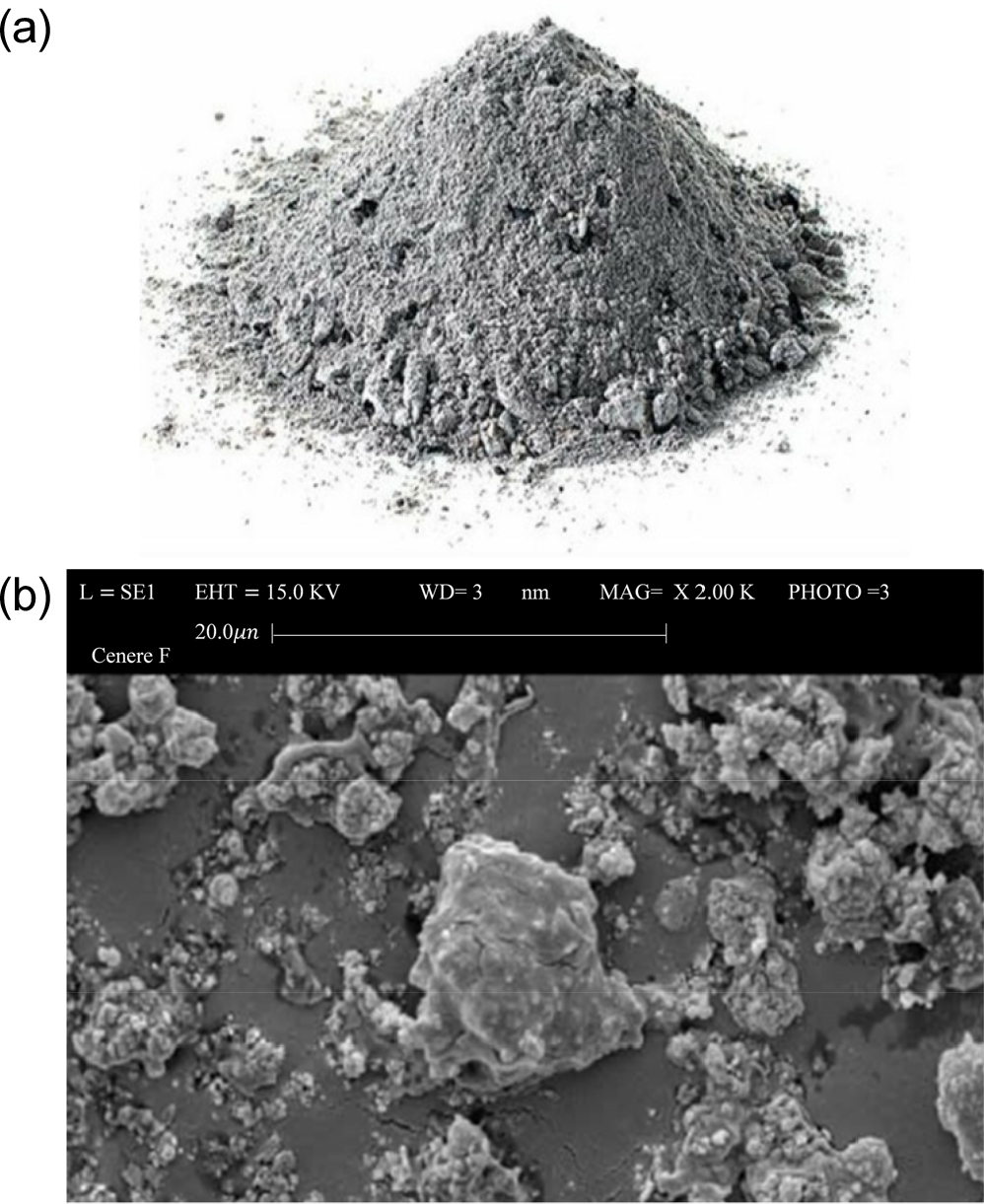
The utilization of FA particles as reinforcements in the proposed Hybrid Metal Matrix Composite of Al7068 Reinforced with FA-SiC-Al2O3 aims to improve the composite material’s overall characteristics. Precisely a reinforcing material, FA is a byproduct of coal combustion in power plants. FA, made from coal combustion in power plants, has been selected as a reinforcing material due to its great reinforcement potential. The particles, filtered to a size range of 65-75 µm, are largely composed of iron (Fe2O3-10 %), magnesium (MgO-0.5 %), silica (SiO2-45 %), and Al2O3-30 %. FA particles, characterized by their fine, spherical morphology with sizes ranging from micrometers to sub-micrometers, play a crucial role in mitigating the inherent problem of reinforcement clustering in aluminum-based composites. The spherical geometry inherently reduces the surface energy, promoting superior flowability and uniform dispersion within the Al7068 matrix.
Fig. 2 shows the (a) FA particles (b) Microscopic image of FA particles with a size of 20 µm. Unlike conventional reinforcements that tend to agglomerate due to irregular shapes and high surface energy, FA acts as a natural dispersant, effectively preventing localized clustering of SiC and Al2O3 particles. The glassy, silt- and clay-sized composition of FA enables it to occupy interstitial voids between primary reinforcements, further enhancing homogeneity by disrupting potential agglomeration sites. This optimized dispersion not only minimizes stress concentration and premature material failure points but also improves load transfer efficiency, ensuring that the composite exhibits enhanced wear resistance, reduced microstructural defects, and superior mechanical integrity under cyclic loading conditions. By stabilizing reinforcement distribution and mitigating thermal expansion mismatches, FA integration significantly elevates the structural robustness of the composite, making it an ideal choice for high-performance applications such as engine pistons subjected to extreme thermal and mechanical stresses.
The addition of FA particles to the metal matrix increases the stiffness of the HMMC. The suitable distribution of FA through the matrix reinforces the structure, leading to enhanced stiffness and mechanical strength. This increased stiffness helps to improve the wear performance of the composite material, making it more resistant to the challenges provided by dry sliding situations. Further, FA effectively reduces the overall CTE of the HMMC by introducing a thermally stable, low-expansion phase within the Al7068 matrix. Its high silica and alumina content, which possesses inherently lower CTE values than aluminum, acts as a thermal stabilizer, counteracting the matrix’s expansion under high temperatures. The fine, spherical morphology of FA particles enhances interfacial bonding, restricting atomic mobility and inhibiting thermal strain propagation across the composite. Additionally, its uniform dispersion prevents the formation of thermal stress concentration zones, mitigating differential expansion between the matrix and reinforcements. This synergistic effect ensures dimensional stability, minimizes clearance reduction in engine components, and significantly enhances the anti-seizure properties of the composite under extreme thermal cycling conditions. Therefore, FA particles are thermally stable, thus they remain intact even at high temperatures, providing continual lubrication. The uniform distribution of particles limits the migration of metal atoms, lowering the material’s thermal expansion and eliminating thermal expansion mismatches, which could lead to breaking.
In mechanical systems, seizures occur due to high contact pressure or temperature, leading to system failure as two metal surfaces in relative motion adhere to each other. Improving a material’s anti-seizure properties is particularly crucial for pistons operating in high-pressure and high-temperature environments. The hardness and thermal stability of FA particles contribute to enhancing the anti-seizure properties of the HMMC. The uniform distribution of these particles throughout the metal matrix forms a barrier that prevents direct metal-to-metal contact, thereby reducing seizure occurrences in high-pressure and high-temperature conditions. This improvement is significant for the reliability and durability of mechanical systems, particularly those operating in a challenging environment. The benefits of using FA particles as reinforcements in HMMC include their high reinforcement potential, homogeneous dispersion, contribution to improved stiffness and wear performance, reduction in CTE, and increase in anti-seizure qualities. These features make FA a valuable addition to the metal matrix composite, addressing a variety of performance difficulties while also boosting the material’s overall reliability and durability under rigorous operational conditions.
2.3 SiC particles
The challenges posed by high cyclic axial loads and elevated temperatures in engine pistons are effectively addressed through the incorporation of SiC particles as reinforcements in the aluminum matrix. This technique leverages the unique properties of SiC to enhance both load-bearing capacity and heat dissipation. The SiC particles, when integrated into the aluminum matrix, create robust grain boundaries that significantly protect the material from the challenges provided by strong cyclic axial loads. These grain boundaries provide efficient barriers to dislocation movement within the material. Dislocations, or flaws in the crystal lattice structure, cause material deformation under stress. The addition of SiC particles inhibits dislocation propagation, strengthening the material against the stresses caused by repeated axial loading. This reinforcement method not only inhibits dislocation movement, but it also greatly improves the toughness of the composite material. SiC particles produce barriers at grain boundaries that increase resistance to high cyclic axial stresses, ensuring the engine piston’s durability and endurance under rigorous operational conditions.
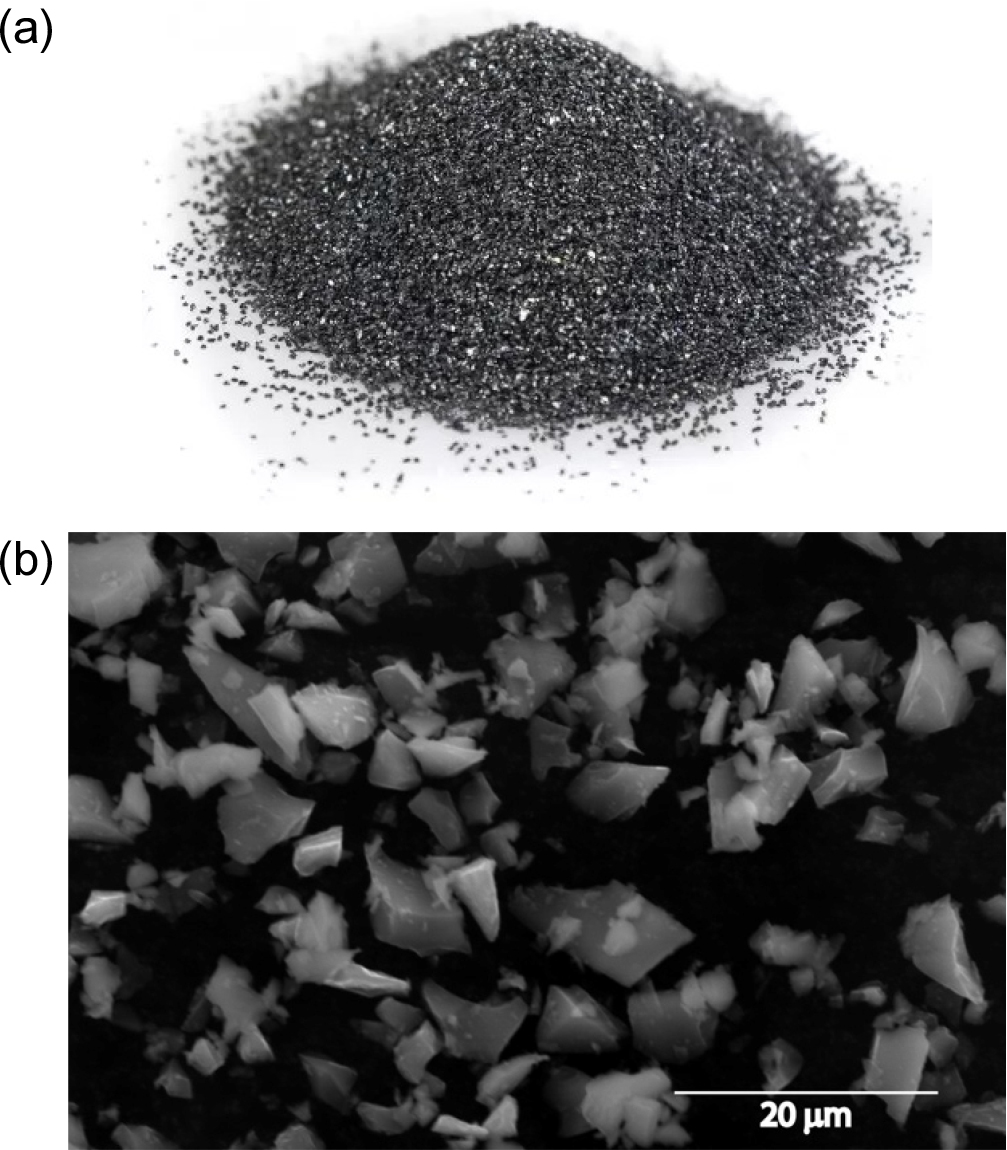
Fig. 3 illustrates the Silicon Carbide particles and microscopic image of Silicon Carbide particles with a structural size of 20 µm. SiC particles are sophisticated ceramic particles that are widely employed as reinforcement in composite materials. These particles have great hardness, thermal conductivity, and mechanical strength, making them perfect for improving the qualities of a variety of materials, including metals and plastics. SiC particles are incorporated into matrices such as aluminum to increase the structural integrity, wear resistance, and thermal performance of the final composite. A microscopic view of Silicon Carbide particles discloses the precise structure and morphology of each particle. SiC’s hexagonal crystal lattice structure reveals the arrangement of silicon (Si) and carbon (C) atoms.
Furthermore, the inclusion of SiC particles allows for a load transfer mechanism during the composite material’s creep. Creep, or permanent distortion under continuous mechanical stress, is an important consideration in engine piston applications. The load transfer mechanism enables SiC particles to carry a portion of the imposed load, lowering the overall stress experienced by the aluminum matrix. This not only improves the material’s creep resistance, but also increases the engine piston’s longevity and durability. SiC’s impressive thermal properties, particularly its high thermal conductivity, serve a significant part in heat dissipation within engine components. SiC has higher heat conductivity than other materials, such as metals and ceramics. This property is critical for dispersing heat produced during combustion processes. Moreover, the SiC effectively reduces thermal expansion mismatches in the Al7068 matrix by using its high thermal conductivity and ultra-low CTE, creating a thermally conductive framework that dissipates heat rapidly and uniformly. Here, SiC forms strong interfacial bonds with aluminum, restricting differential thermal expansion by fixing the matrix structure and minimizing microstructural distortions. Its high stiffness impedes thermal strain propagation, preventing localized expansion zones that lead to material fatigue and dimensional instability. Furthermore, SiC’s ceramic nature resists phase transformations at elevated temperatures, maintaining structural integrity across extreme thermal gradients. This unique combination ensures thermal equilibrium, enhancing piston longevity and mitigating engine inefficiencies caused by fluctuating expansion rates.
Overall, the strategic integration of SiC particles in the aluminum matrix strengthens the material mechanically and thermally. SiC’s grain boundaries operate as dislocation barriers, enhancing hardness and resilience to high cyclic axial stresses. Furthermore, SiC’s superior thermal conductivity allows for effective heat dissipation, ensuring that the engine piston remains thermally stable even under the most demanding conditions. This method improves the engine piston’s load-bearing capacity, structural integrity, and thermal performance, resulting in higher overall engine dependability and performance.
2.4 Al2O3 particles
The strategic inclusion of Al2O3 particles into the aluminum metal matrix is a strategically important method in the manufacture of HMMCs for pistons. In this proposed model, Al2O3 is selected for its chemical characteristics, which improves corrosion resistance, high-temperature stability, and mechanical durability in the composite material, making it ideal for the extreme conditions faced by engine pistons.
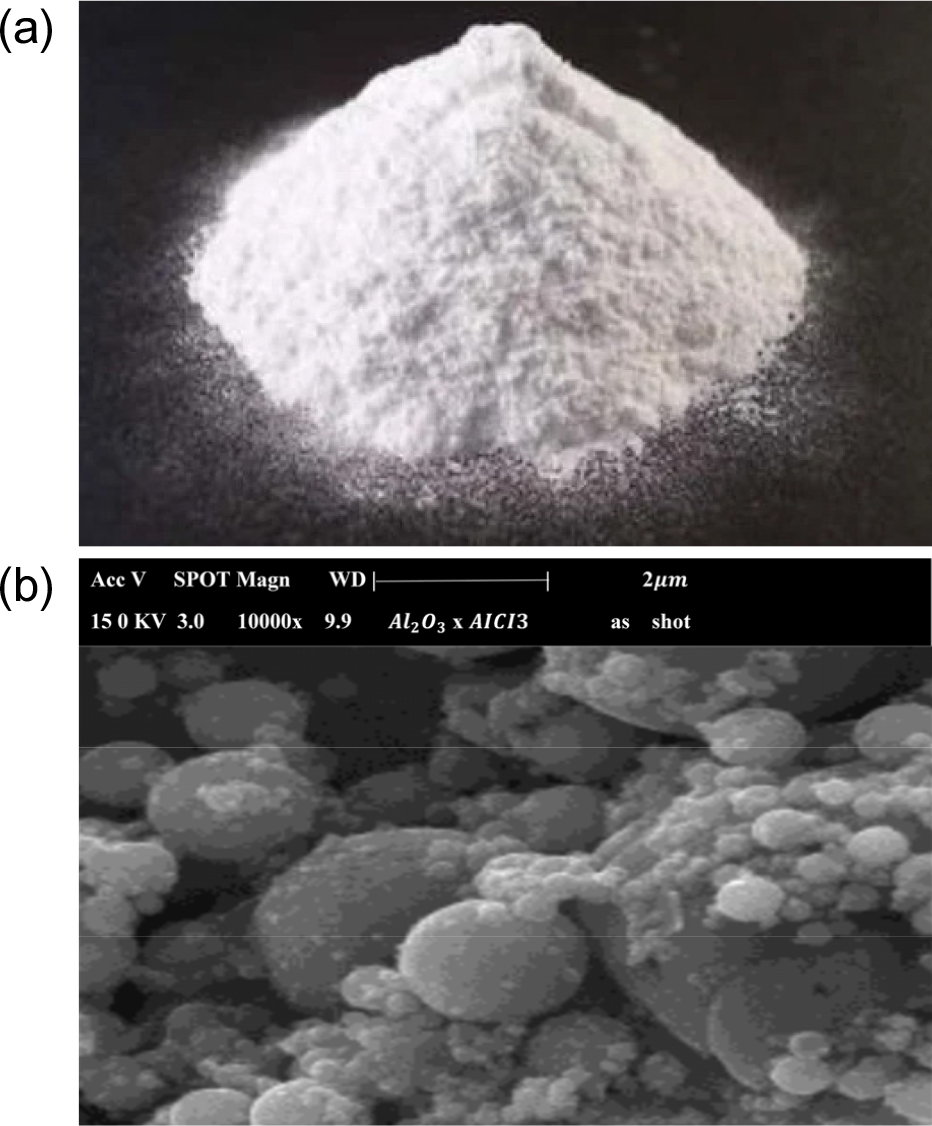
Fig. 4 shows the (a) Alumina particles (b) Microscopic image of Alumina particles with a structural size of 2 µm. Alumina particles, also called aluminum oxide particles, are ceramic particles made of aluminum and oxygen. Composites are distinguished by their great hardness, wear resistance, and thermal stability. Alumina particles are often utilized as reinforcements in composite materials to improve their mechanical qualities. The microscopic properties of alumina particles are critical for optimizing their integration into composite materials, guaranteeing optimal dispersion and bonding to the matrix.
Al2O3 has higher corrosion resistance since it is insoluble in water. This feature is especially useful for engine pistons, where moisture is a typical source of corrosion. Al2O3’s insolubility ensures that it fails to dissolve or weaken when exposed to external moisture, increasing the material’s overall resistance to corrosion. This is essential to preserving piston strength in difficult working circumstances. The composite material’s overall stability and durability are enhanced by its lack of reactivity with either the aluminum matrix or the surrounding environment. Al2O3 has a high melting point, therefore it allows for high temperatures without degrading or losing its protective characteristics. Here, Al2O3 provides exceptional thermal stability in the Al7068 matrix due to its ultra-high melting point and low thermal diffusivity, which act as a thermal barrier against excessive heat penetration. Moreover, Al2O3 forms a chemically stable oxide layer at elevated temperatures, preventing oxidation-induced degradation and maintaining the composite’s microstructural integrity. Its high elastic modulus restricts thermally induced lattice distortions, reducing internal stresses that contribute to thermal fatigue and crack propagation. Additionally, Al2O3’s strong interfacial adhesion with aluminum enhances load transfer efficiency, preventing thermal delamination under cyclic heating. This advanced thermal shielding mechanism significantly improves the composite’s long-term durability, ensuring reliable piston performance under extreme engine conditions.
Further, the addition of Al2O3 particles promotes strain hardening in the aluminum matrix. Strain hardening, also known as work hardening, is the process by which a metal becomes stronger and harder when it experiences deformation. This property is especially relevant for materials that undergo repeated stress cycles, such as engine pistons. The presence of Al2O3 particles spreads applied stress over a broader area, lowering stress concentration at a single spot. This stress dispersion helps to prevent crack formation, which frequently occurs at high stress locations. The strong and rigid structure of Al2O3 particles prevents cracks from propagating throughout the material. This obstacle causes cracks to seek alternate pathways around the particles. The deviation of the crack route raises the total energy required for crack propagation, increasing the material’s resistance to fracture. This technique of crack deflection and higher energy absorption helps to avoid catastrophic failure caused by crack formation and propagation, hence improving the piston’s overall dependability and longevity.
Overall, the strategic addition of FA, Silicon Carbide, and Alumina particles enhances the mechanical, thermal, and corrosion-resistant properties of the metal matrix composite, transforming it into an advanced material with increased strength-to-weight ratio, wear resistance, and thermal stability. These characteristics make the composite a good choice for use in engine components and other applications requiring cyclic loads, high temperatures, and resistance to wear and corrosion.
3. Result and Discussion
This section explored the potential application of an experimental matrix with different added particle percentages in piston manufacturing. Tests were conducted to assess the performance of the matrix, and the findings showed that the characteristics of the matrix and the percentage of particles added were correlated. Simultaneously, the piston was simulated using the ANSYS platform to forecast its behavior in real-world scenarios. The feasibility of the proposed matrix for piston manufacturing was confirmed by a comparative study between the experimental results and the ANSYS simulation results.
3.1 Wear Analysis Result of Various Samples Using Pin and Disk Apparatus
The selection of the optimum material among the analysed samples involves a comprehensive assessment of the wear loss performance under different compositions and loads. Various percentages of these added particles were studied, specifically in the compositions: Al7068+2 wt% FA+2 wt% SiC+6 wt% Al2O3, Al7068+2 wt% FA+3 wt% SiC+5 wt% Al2O3, Al7068+2 wt% FA+4 wt% SiC+4 wt% weight fraction Al2O3, Al7068+2 wt% FA+5 wt% SiC+3 wt% Al2O3, and Al7068+2 wt% FA+6 wt% SiC+2 wt% Al2O3. The wear test, conducted using a Pin-on-Disc Apparatus, measured the wear loss performance at varying loads of 20 N, 30 N, and 40 N for each composition. The mechanical properties, including tensile strength, elongation %, impact strength, and hardness, were also calculated for each combination of reinforced particles. Considering the wear test results and mechanical properties, the optimum material was selected based on a balance of wear resistance and desirable mechanical characteristics. The combination of reinforcement particles with the most promising composition, showing reduced wear and improved mechanical performance, was chosen for further analysis. These samples were subjected to wear loss analysis under three different loads, and the results are presented in the following graphs.
Fig. 5 demonstrates the wear loss at a load of 20 N. The Al7068 alloy, enriched with 2 % fine aluminum, 4 % silicon carbide, and 4 % alumina, exhibited superior wear resistance with a recorded wear loss of 0.01 g under a 20 N load. In contrast, the Al7068 alloy alone displayed a higher wear loss of 0.06 g under the same 20 N load. The alloy’s synergistic properties, attributed to the combined effects of fine aluminum, silicon carbide, and alumina, effectively mitigated material deterioration caused by frictional forces. This compelling performance positions the alloy as a promising candidate for applications demanding durable and wear-resistant materials.
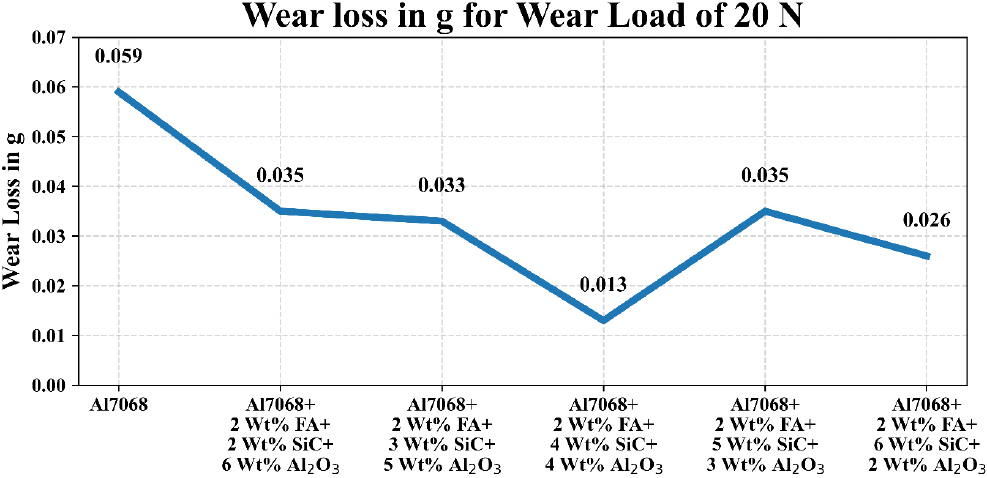
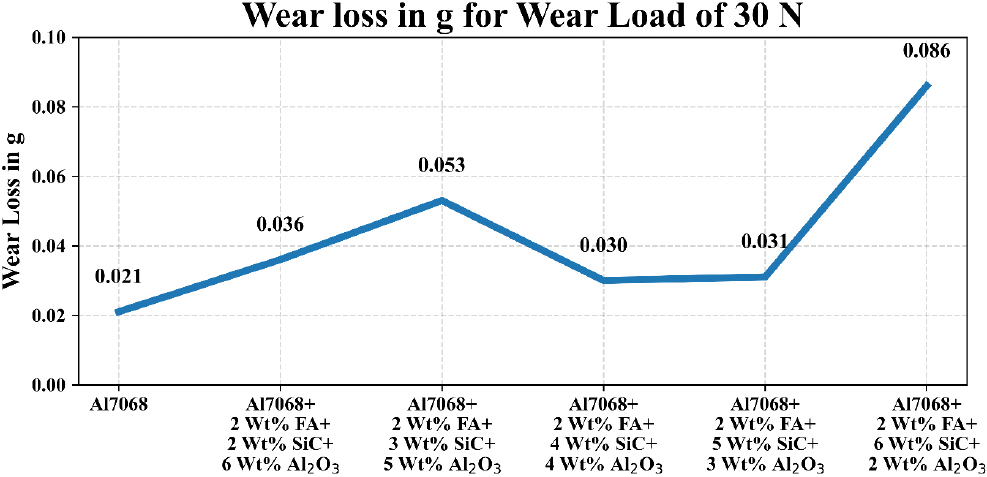
Fig. 6 depicts the wear loss at a wear load of 30 N. Under 30 N stress circumstances, the pure Al7068 alloy had a poor wear resistance of 0.021 g, but the Al7068 alloy containing 2 wt% FA + 6 wt% SiC + 2 wt% Al2O3 a has a high wear loss of 0.086 g. Despite the increased wear loss, the alloy demonstrated effectiveness in mitigating material loss, surpassing the performance of other composite or modified samples, making it a promising choice for wear-resistant applications.
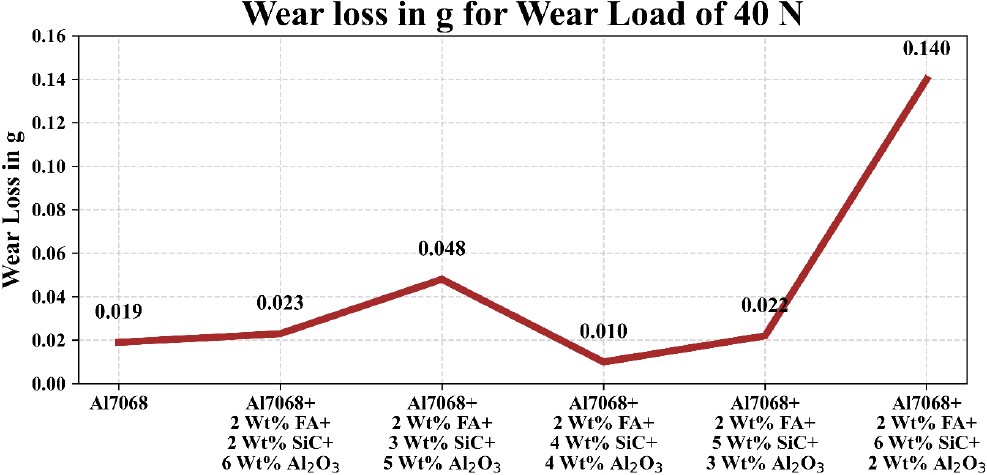
The presented Fig. 7 illustrates wear loss at a 40 N load. Within this context, the Al7068 alloy, enriched with 2 % fine aluminum, 4 % silicon carbide, and 4 % alumina, exhibited remarkable effectiveness in reducing wear loss under the specified 40 N load, surpassing the performance of other tested samples. The collective properties of this composite alloy, even under increased load conditions, indicate its promising potential for applications demanding exceptional wear resistance in high-stress environments.
The above Fig. 8 shows the elongation % at various loads such as 20 N, 30 N, 40 N. Elongation refers to how much a material possibly bend or stretch before breaking. From the graph the weight % of SiC increases, elongation generally decreases. In this case, with a constant load of 20 N, elongation drops from 7.5 % for 2 % SiC to 7.1 % for 6 % SiC. This graph shows that increasing SiC content reduces elongation, resulting in more weak behaviour. Similarly, with changing weights and a constant SiC content, there are small variations in elongation. For instance, with 6 wt% SiC, elongation drops from 7.3 % at 20 N to 7.3 % at 40 N, indicating generally constant behaviour under various loads.
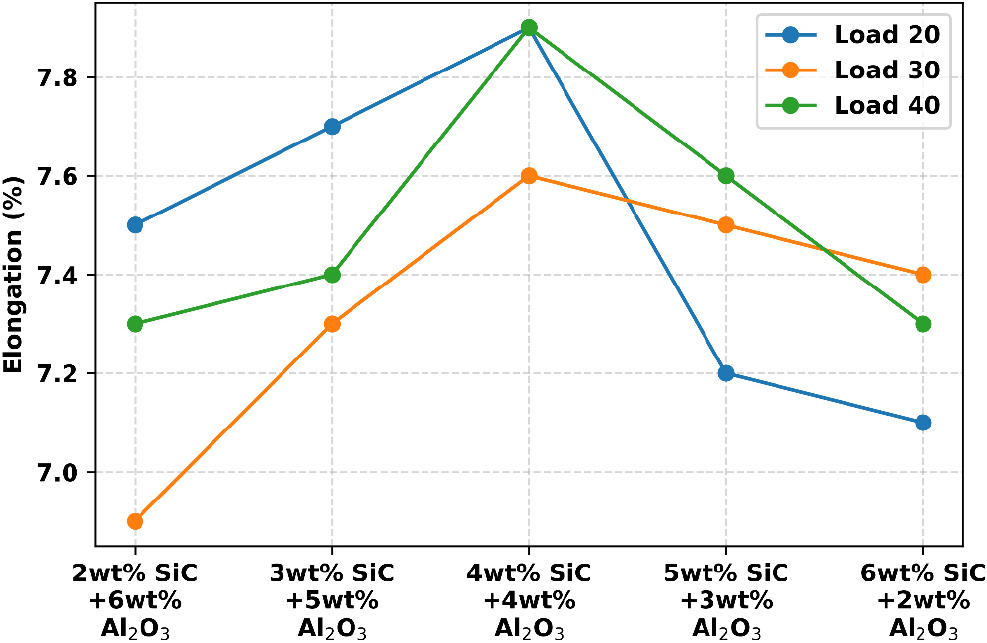
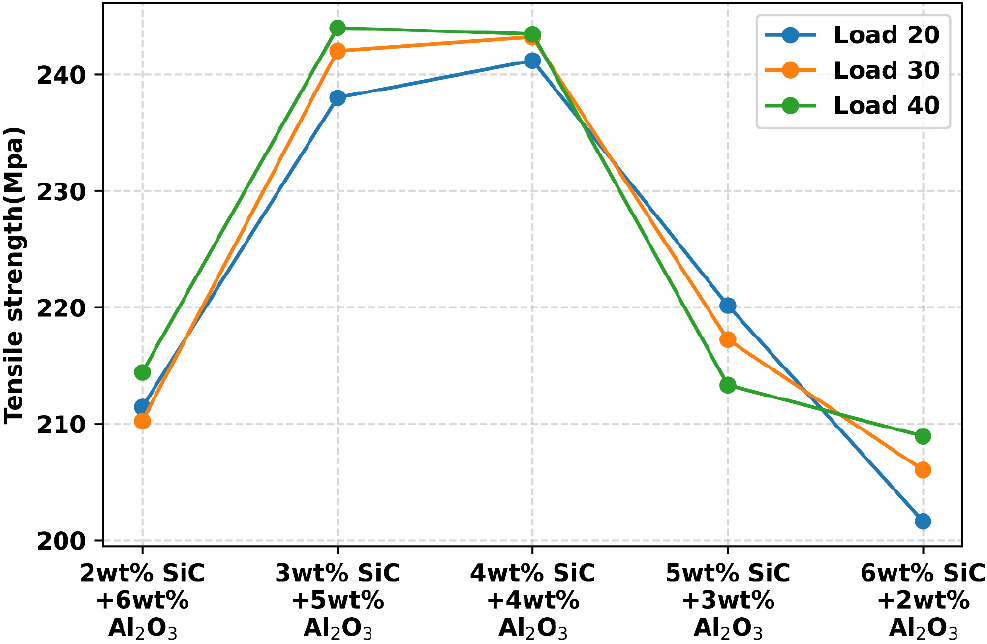
Fig. 9 illustrates the tensile strength at various loads such as 20 N, 30 N, 40 N. Tensile strength, measured in MPa, is the greatest stress that a material withstands when being stretched or pulled before breaking. From the graph see that, on average, as the weight % of SiC grows, therefore ensures the tensile strength. For instance, with a load of 20N, tensile strength increases from 211.43 MPa for 2 wt% SiC to 241.19 MPa for 4 wt% SiC. This suggests that higher SiC concentration increases tensile strength, reflecting the reinforcing action of SiC particles. Similarly, tensile strength varies with load while maintaining a constant SiC concentration. Tensile strength at 4 wt% SiC, for example, improves from 243.21 MPa at 30 N to 243.46 MPa at 40 N, indicating a small improvement in tensile strength with increasing load.
The above Table 2 illustrates the mechanical properties of Al7068 alloy with varying weight percentages of SiC and Al2O3 compositions and loads, showcasing their corresponding wear loss, tensile strength, elongation, impact test results, and hardness. Consider the composition with 4 % SiC and 4 % Al2O3, which exhibits a great balance of attributes. Under a load of 20 N, the wear loss is a minimal 0.023 g, demonstrating its abrasion adaptability. The tensile strength of 241.19 MPa indicates the material’s resistance to stress. Furthermore, the elongation is 7.9 %, suggesting high flexibility and the impact test provides a score of 7.9 Joules, demonstrating high toughness. The hardness of 124.6 BHN implies a significant resistance to deformation. Considering these factors, the 4 % SiC and 4 % Al2O3 composition appear to be a balanced material with good wear resistance, high tensile strength, and reasonable ductility and impact resistance. As a result, based on a balance of wear resistance and mechanical properties, the 4 % SiC and 4 % Al2O3 composition appears to be the best material among the possibilities available.
Table 2.
Mechanical properties of Al7068 alloy with varying weight percentages of SiC and Al2O3 Compositions and Loads.
The alloy Al7068, when augmented with finely dispersed elements such as aluminum, silicon carbide, and alumina, showcased exceptional performance in wear loss analysis across diverse load conditions. Specifically, the composite sample Al7068 + 2 % by weight fine aluminum (FA) + 4 % by weight SiC + 4 % by weight Al2O3 consistently demonstrated enhanced wear resistance. The synergistic strengthening effect resulting from these basic elements markedly reinforced the Al7068 matrix, imparting an exceptional ability to withstand material loss. This makes it a highly suitable choice for applications demanding outstanding durability under varying load conditions.
3.2 Modeling and Simulation results of the proposed model
This section describes the simulation and modeling result of the proposed piston model. This effective mathematical modeling strategy employs ANSYS. The variation of different heat flux and thermal boundary conditions of the piston has also been discussed to study the effectiveness of this proposed model.
The 3D piston model depicted in Fig. 10 represents a high-precision cylindrical component engineered for efficient operation within an internal combustion engine. The piston has an overall height of approximately 100 mm and a diameter of around 75 mm, ensuring an optimal fit within the cylinder bore to maintain a seamless reciprocating motion. The crown of the piston, designed with a dome curvature radius of 20 mm, enhances combustion efficiency by promoting better air-fuel mixing and increasing compression ratios. The ring grooves, located near the piston head, play a crucial role in minimizing blow-by gases and optimizing lubrication, thereby contributing to improved sealing and reduced frictional losses. To endure high thermal and mechanical stresses, the piston is fabricated from a hybrid aluminum metal matrix composite, a material known for its superior wear resistance, high strength-to-weight ratio, and enhanced thermal stability. The dome structure at the top not only allows for quieter operation and improved cooling but also ensures greater durability under cyclic loading conditions. The optimized material composition significantly reduces deformation to approximately 0.20 mm, while the ultimate tensile strength reaches an impressive 190 MPa, ensuring superior mechanical resilience. These features collectively validate the simulation claims, demonstrating the structural robustness, thermal efficiency, and mechanical performance enhancements of the proposed hybrid composite piston design.
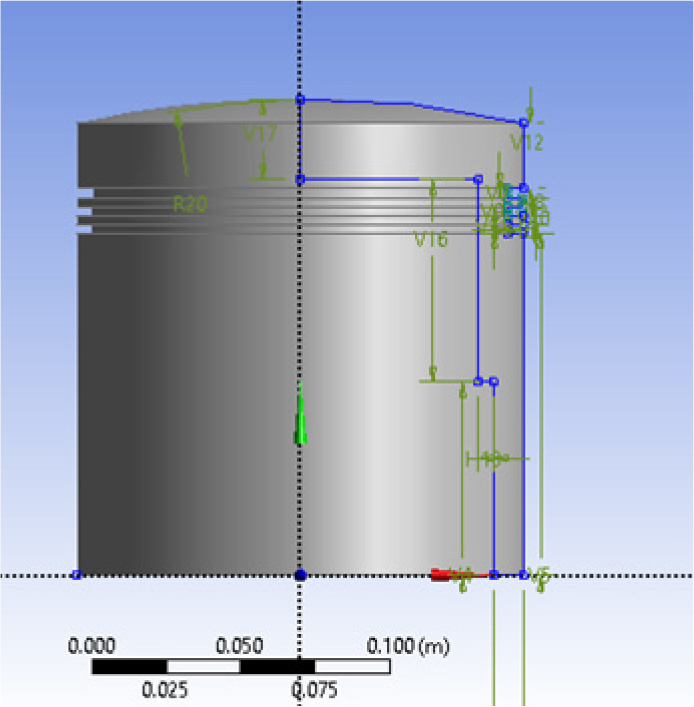
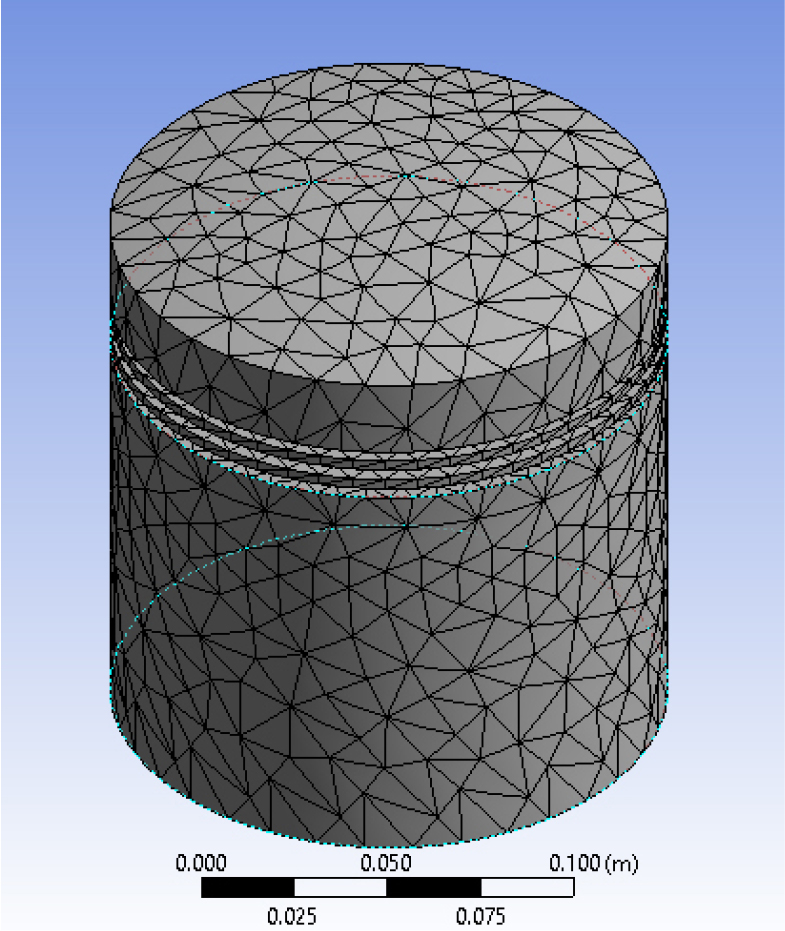
Fig. 11 determines the meshing configuration of a HMMC within ANSYS. Here, the mesh density is strategically optimized to balance computational efficiency and accuracy, ensuring a precise representation of critical stress concentration zones, particularly near the piston rings, skirt, and dome. The average element size is approximately 1.5 mm, with finer elements (≤ 1 mm) concentrated in high-stress regions to improve convergence in mechanical and thermal simulations. The elements generated ensure a high-resolution model suitable for finite element analysis without excessive computational overhead. This meshing structure enables detailed evaluations of stress distribution, thermal conductivity, deformation characteristics, and fatigue life, crucial for predicting operational performance under extreme conditions. The multi-layered meshing strategy is adopted to accommodate non-uniform thermal and mechanical loads, ensuring an accurate study of localized heat dissipation. By implementing adaptive refinement techniques, this meshing approach effectively balances numerical precision and computational feasibility, laying a robust foundation for reliable structural simulations and design optimizations.
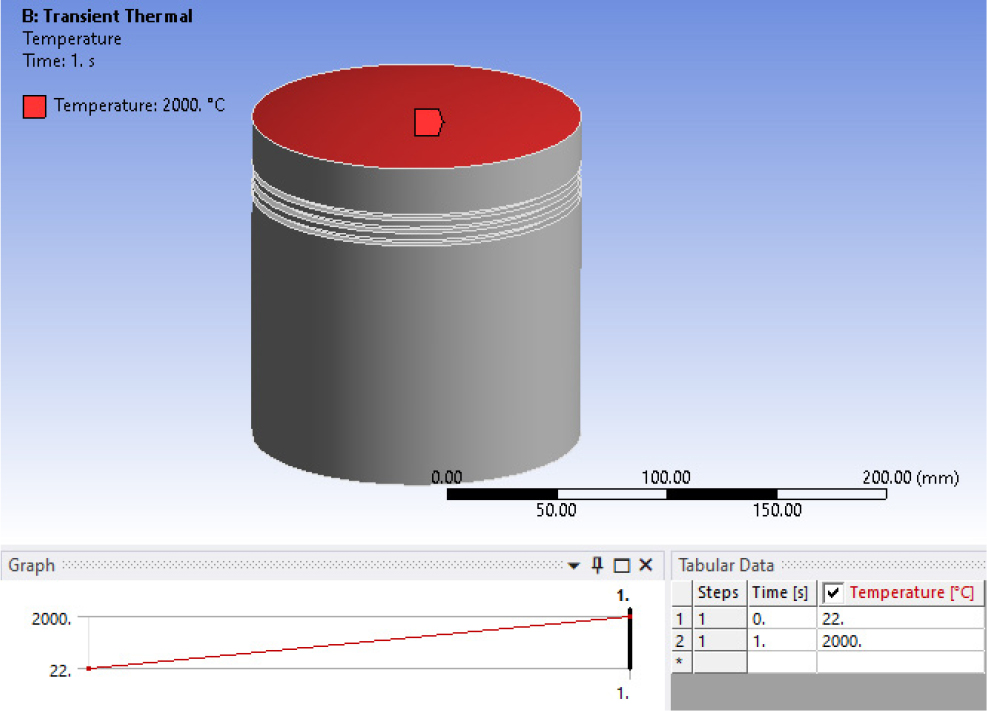
The transient thermal simulation of an HMMC piston in ANSYS, with a critical focus on its thermal boundary conditions under extreme operating conditions, is presented in Fig. 12. The simulation initiates with an applied surface temperature of 2,000 °C at the piston crown, mimicking combustion chamber conditions during peak power cycles. Heat conduction propagates through the piston body, which is thermally constrained by convective heat transfer along its skirt and ring land regions, representing cooling effects from lubrication and contact with cylinder walls. The temperature gradient analysis reveals a sharp decline in thermal load from the top surface to the lower body, ensuring a controlled heat dissipation pathway. The underlying heat flux dynamics dictate material endurance, with thermal stresses exceeding 180 MPa near the crown-ring interface, where temperature-induced expansion is most pronounced. Hence with the piston’s high thermal conductivity, the heat absorption rate is optimized to prevent localized thermal failures. The plotted temperature vs. time curve indicates a rapid transient response within 1 second, validating the material’s heat-resistant capabilities and design efficiency under extreme thermal cycles. This rigorous thermal boundary definition ensures the piston’s durability, structural integrity, and operational sustainability under prolonged engine conditions.
A comprehensive total heat flux analysis of HMMC piston in ANSYS, providing crucial insights into the thermal energy distribution and heat transfer characteristics under extreme operational conditions is presented in Fig. 13. The maximum total heat flux recorded in the simulation reaches 3.0133 × 107 W/m2, concentrated primarily on localized regions of the piston crown, where combustion-induced thermal loads are most intense. Conversely, the minimum total heat flux, measured at approximately 2.2085 × 10-5 W/m2, extends from the piston rings down to the skirt, reflecting a gradual dissipation of thermal energy towards the cooler, less thermally stressed regions. The simulation further highlights that the interior surface of the piston endures the highest thermal flux, indicating the critical importance of material selection and thermal barrier coatings to prevent localized overheating and thermal fatigue. By analyzing this heat flux distribution, it is possible to refine piston geometry, optimize cooling mechanisms, and enhance engine thermal efficiency while ensuring structural integrity and long-term operational safety in high-performance conditions.
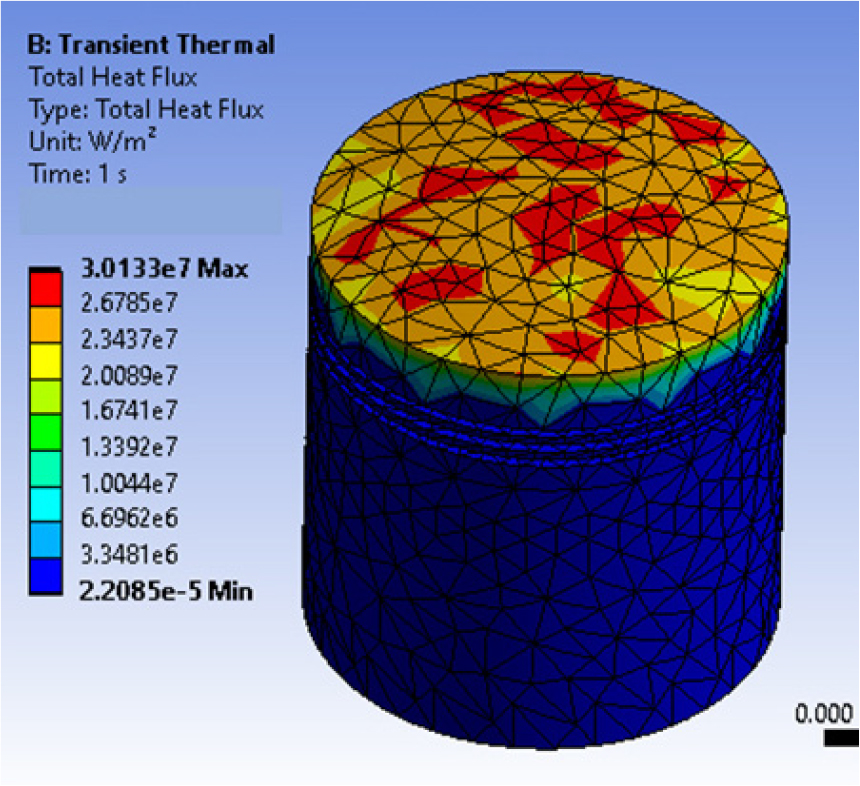
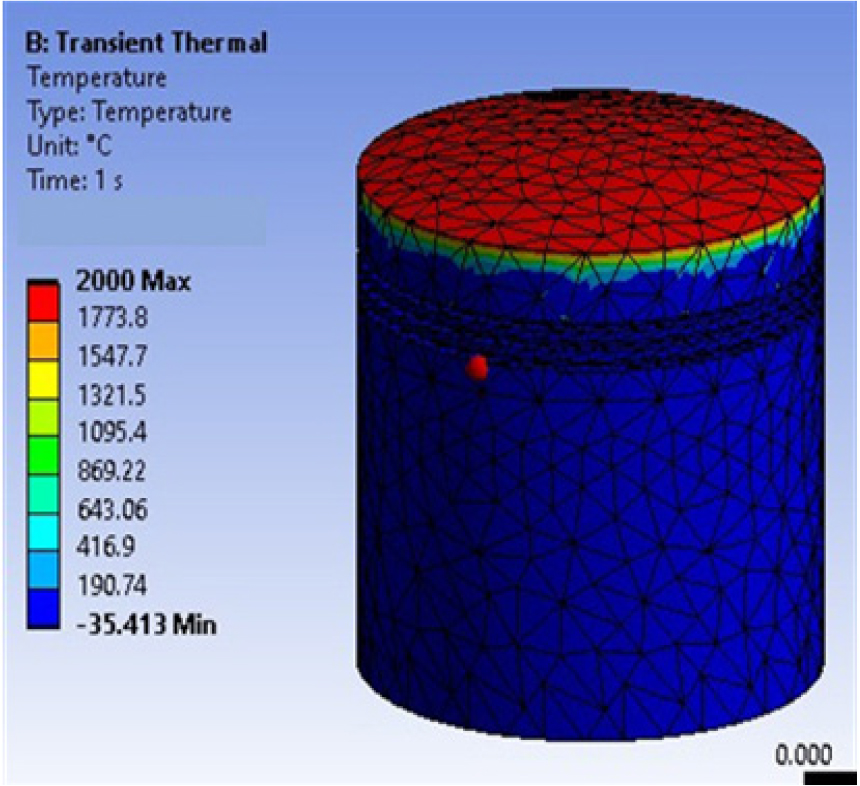
Fig. 14 offers an in-depth temperature distribution analysis of HMMC piston in ANSYS, demonstrating the thermal response and heat dissipation characteristics at 1s under extreme operating conditions. The maximum temperature of 2,000 °C, applied as a thermal boundary condition at the piston crown, is clearly represented in red, indicating the region of highest thermal intensity due to direct exposure to combustion gases. As heat propagates downward through the piston body, the temperature gradient decreases progressively, showcasing a uniform thermal dissipation pattern towards the piston skirt and bottom surface. This simulation is critical in evaluating material performance, thermal stresses, and potential failure points, ensuring that the piston maintains structural integrity under high-temperature conditions. The results aid in refining piston geometry, selecting advanced heat-resistant materials, and optimizing cooling strategies, ultimately contributing to enhanced thermal efficiency and prolonged engine component lifespan in high-performance applications.
A detailed temperature variation analysis of HMMC piston in ANSYS, capturing its thermal response at 0.47679 seconds under high-temperature operating conditions is depicted in Fig. 15. This simulation highlights the critical thermal extremes, showcasing both maximum and minimum temperature zones within the piston as it undergoes rapid heat transfer during combustion. The highest temperature is concentrated at the piston crown, which is directly exposed to combustion gases, while the lower temperature regions extend towards the piston skirt and bottom, illustrating the material’s thermal dissipation capability. This analysis provides crucial insights into heat distribution, potential thermal stress zones, and material endurance, ensuring the piston’s reliability and durability in high-performance engines. The findings contribute to refining thermal management strategies, optimizing piston material selection, and enhancing overall engine efficiency by mitigating potential thermal-induced failures.
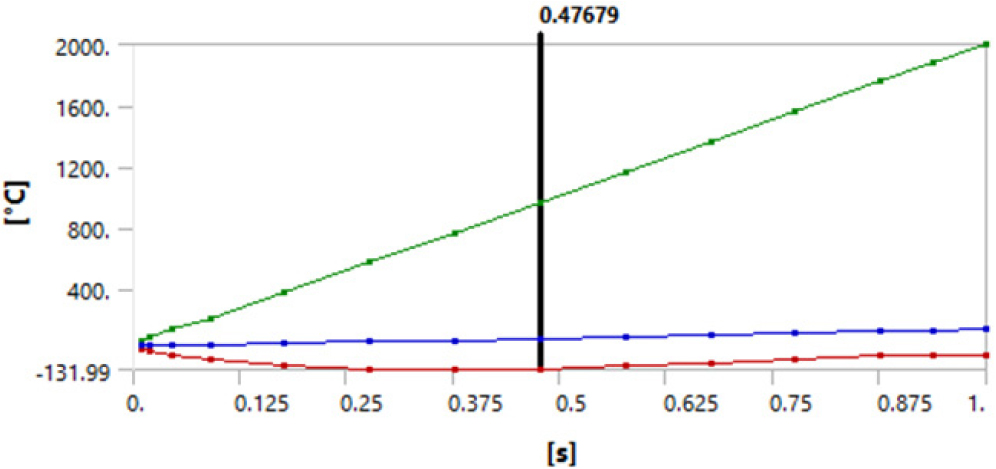
Table 3 provides a detailed analysis of the piston’s thermal performance during simulation, detailing its minimum and maximum temperatures. For instance, the initial temperature values at 1.e-002 seconds indicate the starting thermal conditions of the piston, setting a baseline for its performance. As the simulation progresses, observing the increasing trend in temperatures up to the final time point of 1 second is crucial for understanding how the piston responds to extended operational durations. The wide range of temperatures, from -35.413 °C to 2,000.0 °C, highlights the diverse thermal conditions the piston encounters during its lifecycle.
Table 3.
Minimum and maximum temperature.
3.3 Experimental validation
This section presents the experimental validation of the proposed model, comparing simulation results with real-world experimental data to ensure the practical feasibility of the model. The validation process involves wear data, which confirms the model’s effectiveness in predicting the piston’s thermal and mechanical behavior.
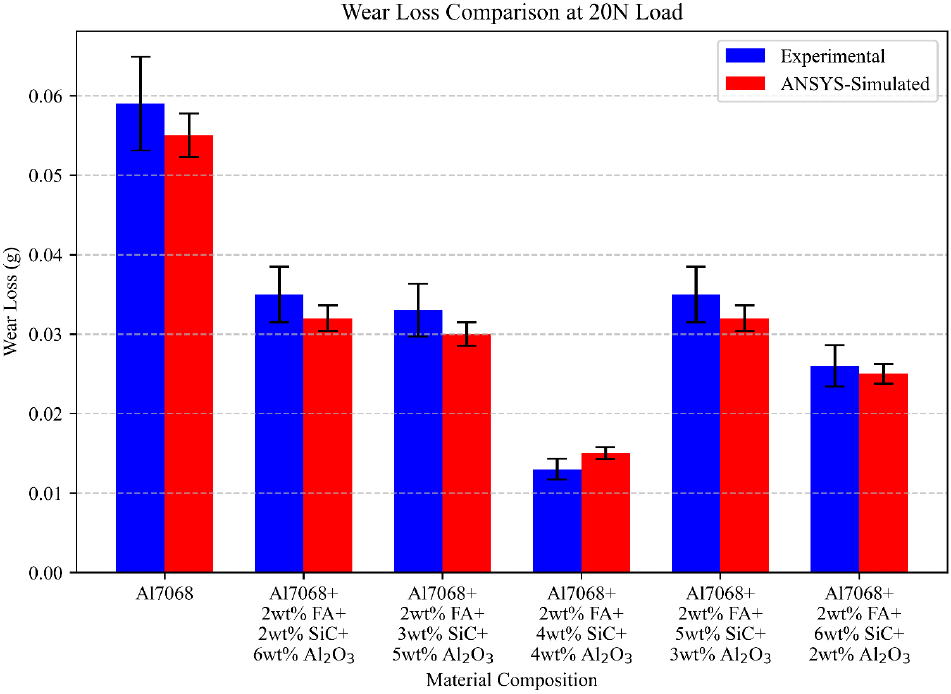
Fig. 16 presents a comparative analysis of wear loss for different material compositions under a 20 N load, focusing on both experimental and ANSYS-simulated results. The experimental results show that the unreinforced Al7068 exhibits the highest wear loss of approximately 0.059 g, whereas the hybrid composites demonstrate significantly lower wear loss. Among the reinforced composites, the Al7068 + 2 wt% FA + 4 wt% SiC + 4 wt% Al2O3 composition exhibits the least wear loss of around 0.014 g, indicating superior wear resistance. Other compositions, such as Al7068 + 2 wt% FA + 2 wt% SiC + 6 wt% Al2O3, Al7068 + 2 wt% FA + 3 wt% SiC + 5 wt% Al2O3, Al7068 + 2 wt% FA + 5 wt% SiC + 3 wt% Al2O3 and Al7068 + 2 wt% FA + 6 wt% SiC + 2 wt% Al2O3, show wear losses of approximately 0.035 g, 0.033 g, 0.036 g, and 0.027 g respectively. The experimental values closely align with ANSYS-simulated results, validating the accuracy of the numerical model with minor deviations. This validation confirms the reliability of the proposed hybrid composite in reducing wear loss compared to Al7068.
The wear loss comparison of Al7068 and its hybrid composites under a 30 N load, highlighting both experimental and ANSYS-simulated results is presented clearly in Fig. 17. The experimental data reveals that Al7068 + 2 % FA + 6 % SiC + 2 % Al2O3 exhibits the highest wear loss around 0.085 g, confirming its susceptibility to wear. Among the reinforced composites, Al7068 demonstrates the lowest wear loss, measuring approximately 0.021 g, indicating superior tribological performance. Other compositions, such as Al7068 + 2 wt% FA + 2 wt% SiC + 6 wt% Al2O3, Al7068 + 2 wt% FA + 3 wt% SiC + 5 wt% Al2O3, Al7068 + 2 wt% FA + 4 wt% SiC + 4 wt% Al2O3 and Al7068 + 2 wt% FA + 5 wt% SiC + 3 wt% Al2O3 exhibit wear losses of 0.027 g, 0.046 g, 0.025 g, and 0.0251 g, accordingly. Despite slight variations, the experimental findings narrowly align with simulation results, reinforcing the reliability of the computational model for wear prediction.
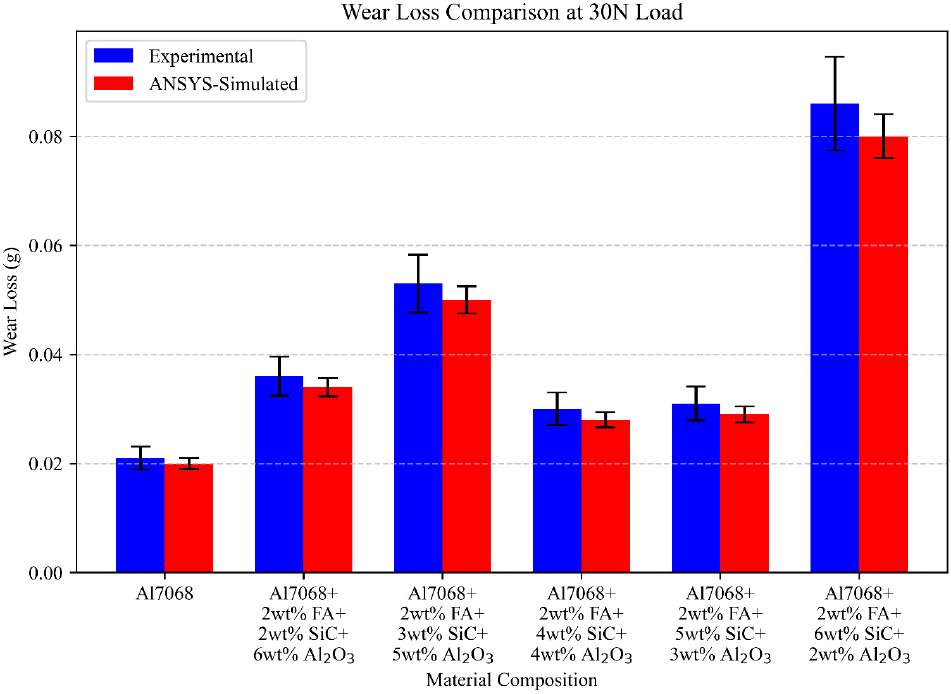
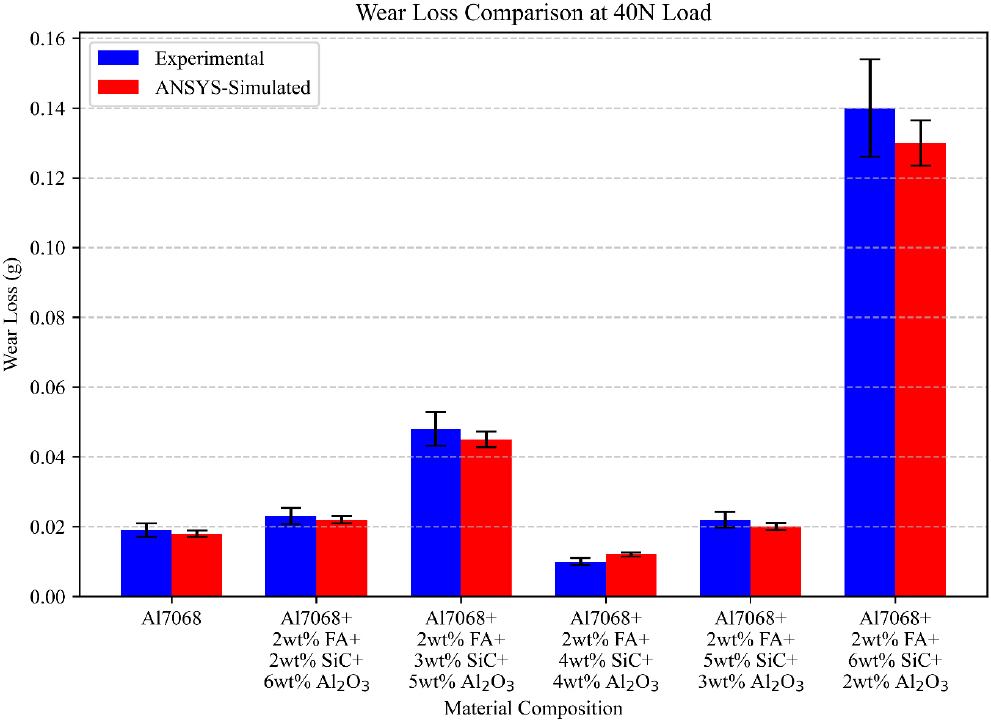
Fig. 18 provides a comparative assessment of wear loss at a 40 N load, highlighting experimental and ANSYS-simulated results. The experimental analysis indicates that Al7068 exhibits a substantial wear loss of approximately 0.019 g, reaffirming its lower wear resistance. Among the hybrid composites, Al7068 + 2 wt% FA + 4 wt% SiC + 4 wt% Al2O3 demonstrates the most promising performance, recording a minimal wear loss of 0.01 g, proving its superior resistance to material degradation. Compositions such as Al7068 + 2 wt% FA + 2 wt% SiC + 6 wt% Al2O3, Al7068 + 2 wt% FA + 3 wt% SiC + 5 wt% Al2O3 and Al7068 + 2 wt% FA + 5 wt% SiC + 3 wt% Al2O3 exhibit wear losses around 0.022 g, 0.044 g, and 0.021 g, respectively, maintaining consistency with previous load evaluations. A notable increase in wear loss is observed for Al7068 + 2 wt% FA + 6 wt% SiC + 2 wt% Al2O3, with an experimental value of approximately 0.14 g, surpassing all hybrid compositions. The close alignment between experimental and simulated results validates the reliability of the hybrid composite model, with only minor variations which is likely due to material inhomogeneity or microstructural variations.
3.4 Comparison Results
In this section, a thorough examination of the proposed metal matrix composite’s outcomes is provided, juxtaposed with benchmarks such as Alcoa Deltalloy 4032 T651 aluminum,21) UNS S20103,21) and NIMONIC alloy,21) alongside alloys like Al7075,26) AlSiC,26) and AlTiB2.26) The analysis systematically illustrates how the composite outperforms these established materials.
Fig. 19 compares the maximum temperatures in pistons using different metal matrices. The existing metal matrices such as Alcoa Deltalloy 4032 T651 aluminum, UNS S20103, and NIMONIC alloy have a maximum temperature value of 150 °C, 270 °C, and 435 °C respectively. The proposed matrix notably achieves a superior minimum temperature of 100 °C, showcasing better heat management and reduced thermal stress. This signifies improved thermal conductivity, highlighting the potential for enhanced piston durability and engine performance by addressing thermal concerns.
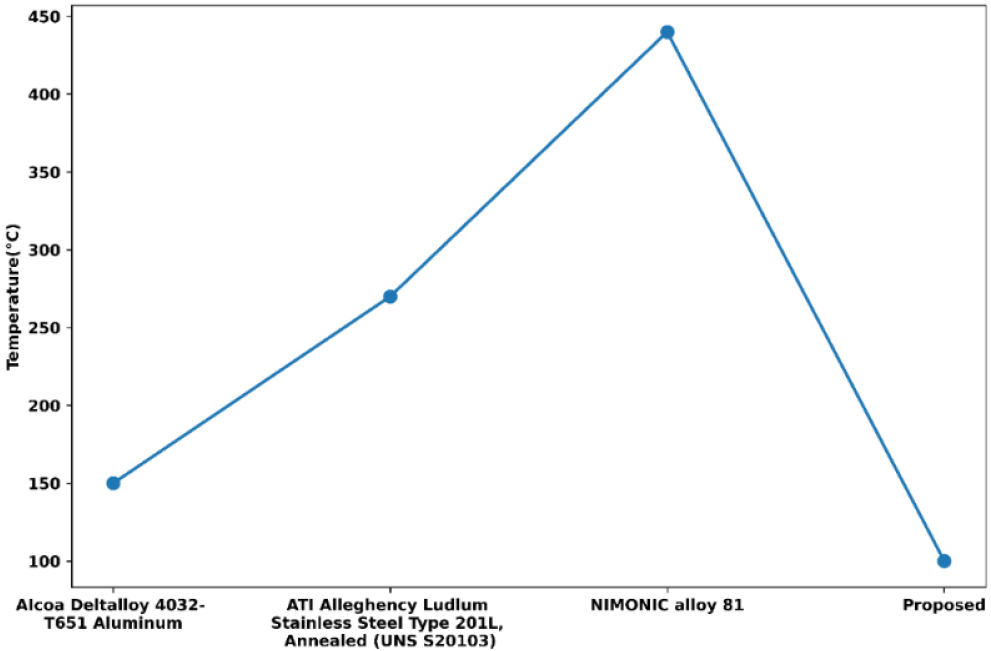
Fig. 20 compares the equivalent stress in pistons subjected to thermal loads of the proposed model with the existing metal matrices. The existing metal matrices such as Alcoa Deltalloy 4032 T651 aluminum, UNS S20103, and NIMONIC alloy achieve an equivalent stress value of 100 MPa, 500 MPa, and 50 MPa. Initially showing NIMONIC with lower stress than the proposed metal matrix. Specifically, the proposed metal matrix has an impressive equivalent stress of 50 MPa, revealing higher performance when compared to existing alternatives. This finding indicates the proposed metal matrix surpasses existing options in terms of stress resistance under heat loads. When the piston is made of the proposed material, the equivalent stress is lower, indicating greater structural integrity and longevity.
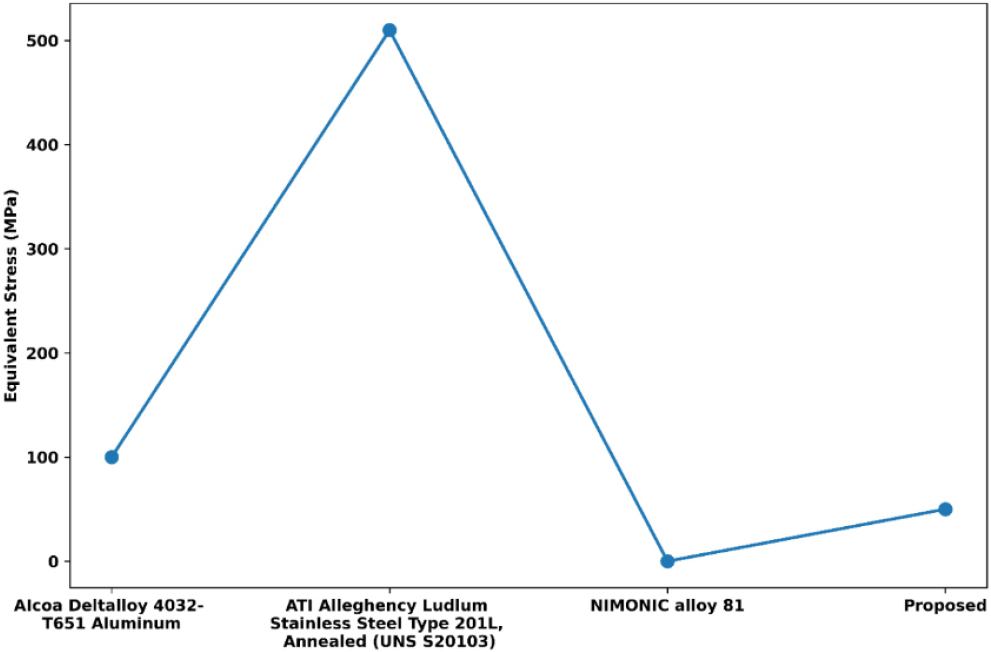
Fig. 21 showcases the comparison of UTS with various aluminum matrix composites. Various aluminum matrix composites such as Al7075, AlSiC, and AlTiB2 achieve a UTS value of 140 MPa, 175 MPa, and 185 MPa. The proposed material matrix is a standout with a high ultimate tensile strength of 190 MPa, signaling a major leap in material science. Its exceptional performance across industries positions it as a leader in aluminum composites, hinting at the transformative potential in manufacturing and structural design.
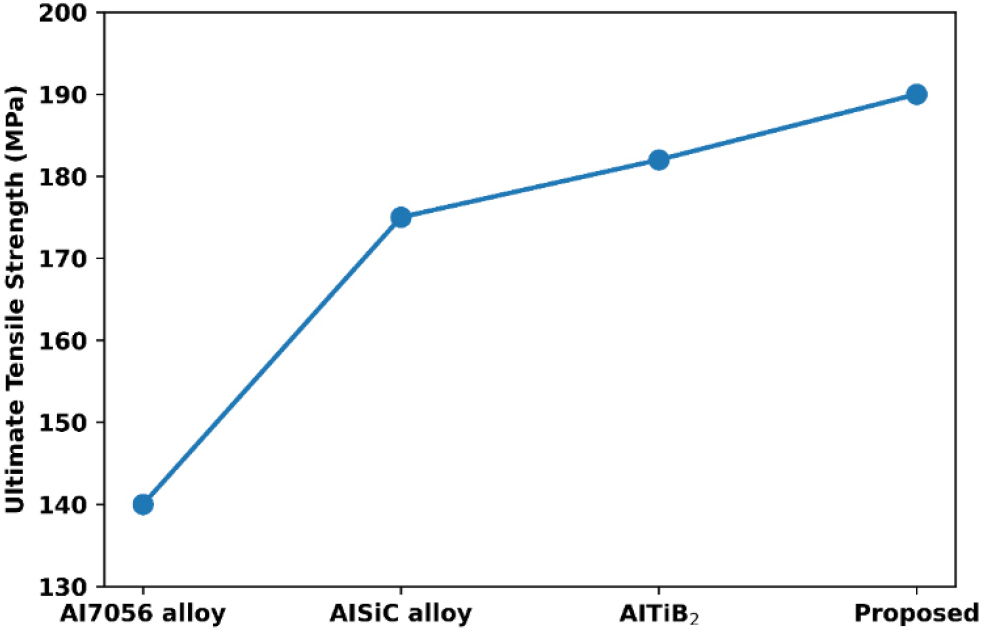
Fig. 22 compares the elongation capabilities of various aluminum composite materials. Various aluminum composite materials such as Al7075, AlSiC, and AlTiB2 achieve an Elongation value of 185 %, 145 %, and 137 % respectively. Compared with existing aluminum composite materials the proposed matrixes achieve a high elongation value of 190 %. This dual capability suggests its versatility and potential applications in industries requiring both strength and elongation, indicating transformative potential in engineering and structural domains.
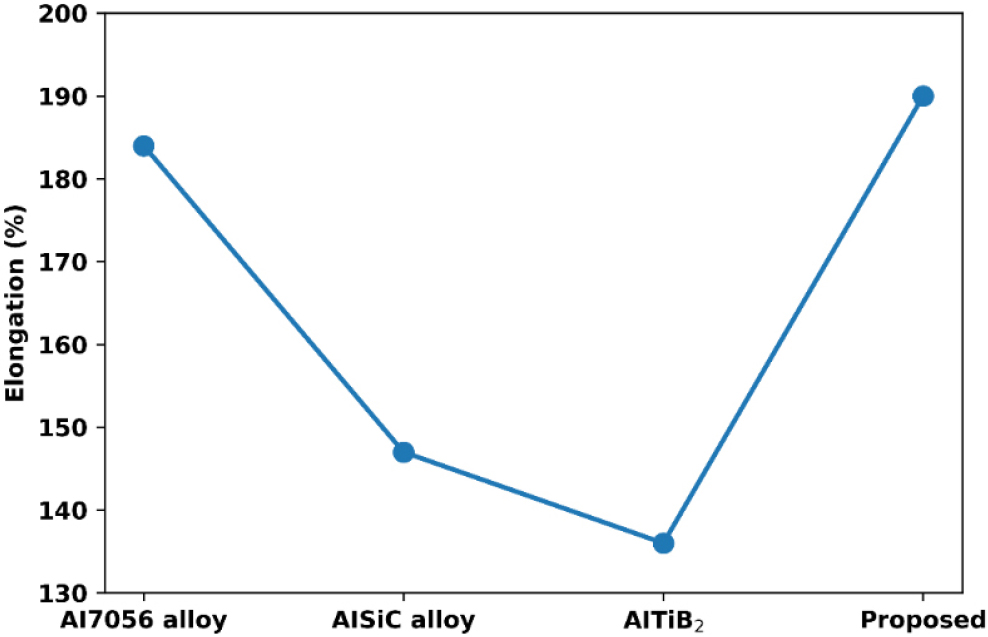
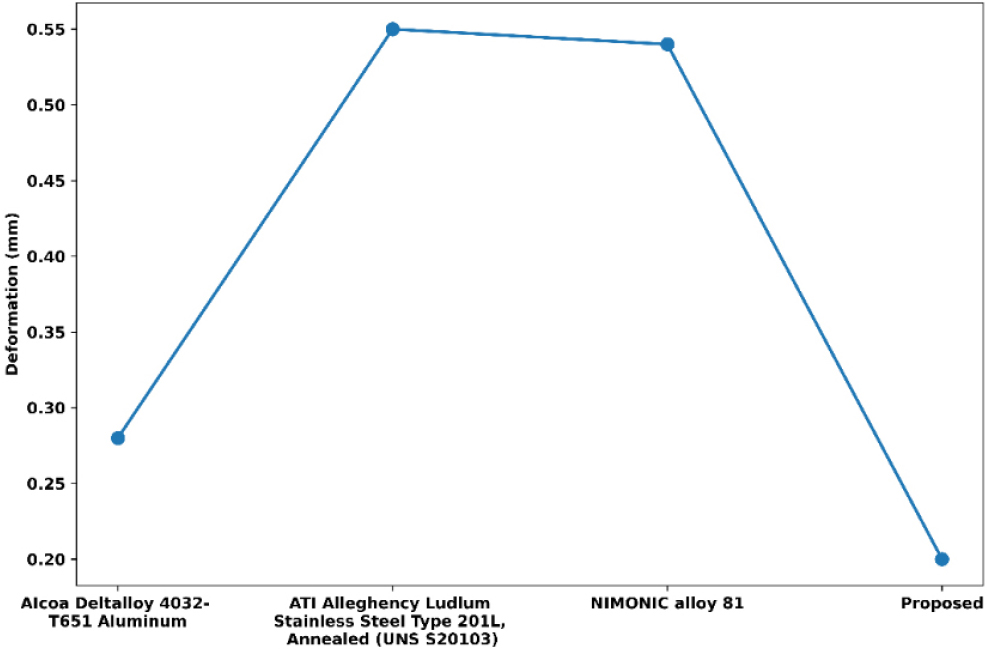
Fig. 23 presents a comparison of maximum deformation in various matrix piston materials. The existing metal matrices such as Alcoa Deltalloy 4032 T651 aluminum, UNS S20103, and NIMONIC alloy attain a maximum deformation value of 0.27 mm, 0.55 mm, and 0.53 mm. Compared with existing matrix composites the proposed matrix composite has an impressively low 0.20 mm deformation. The proposed matrix composite exhibits reduced deformation, indicating its potential for enhanced durability and reliability in piston applications.
The above Fig. 24 shows the comparison of the hardness of the various matrix piston materials.27) The existing materials such as cast iron, AlSiC, Hypereutectic alloy, and stainless steel attains a hardness value of 60 BHN, 100 BHN, 116 BHN, and 80 BHN. Compared with existing materials the proposed matrix composite achieves the highest hardness value of 137.8 BHN. The large increase in hardness (137.8 BHN) suggests better resistance to wear, deformation, and stress, making the composite material ideal for high-performance applications. Higher hardness is frequently related to enhanced strength and durability, resulting in improved performance and dependability in engine pistons subjected to strong cyclic axial stresses.
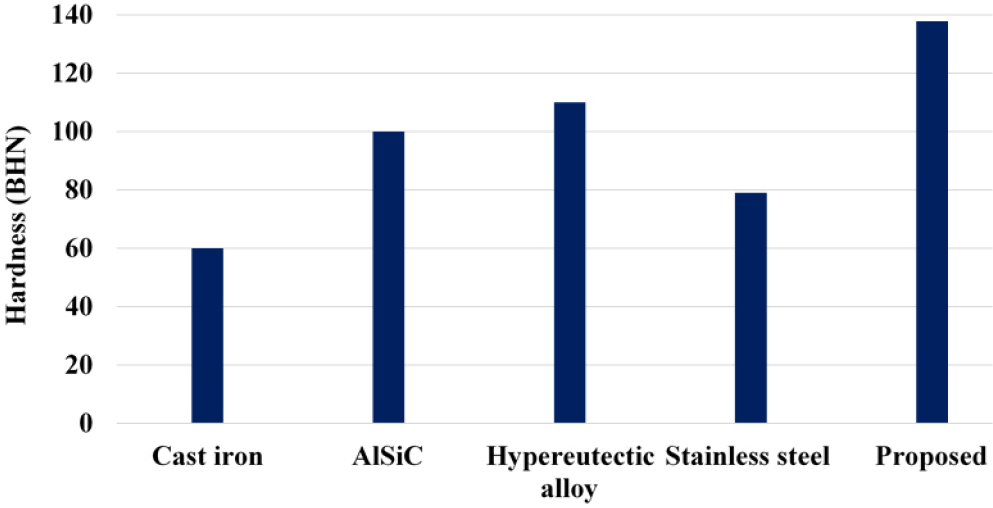
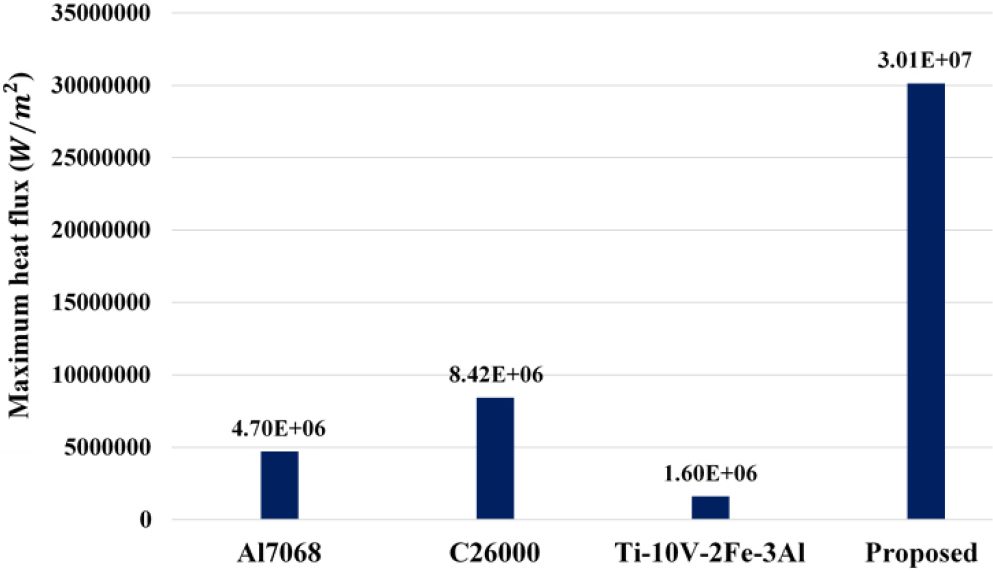
Fig. 25 depicts the comparison of the maximum heat flux of the proposed matrix with various existing matrix piston materials.28) The existing matrix piston materials such as Al7068, C26000, and Ti-10V-2Fe-3Al achieve a maximum heat flux value of 4.70E+06, 8.42E+06, and 1.60E+06 respectively. Compared with existing materials the proposed matrix piston material attains a high heat flux of 3.01E+07. The proposed matrix composite’s significantly greater maximum heat flux demonstrates its capacity to handle and dissipate larger quantities of heat generated during engine operation. This is a key factor for engine pistons, where excellent heat management is required to avoid overheating and subsequent damage.
Overall, the proposed approach demonstrates that it is more effective and accurate when compared to previous models such as Alcoa Deltalloy 4032 T651 aluminum, UNS S20103, NIMONIC alloy, Al7075, AlSiC, and AlTiB2. The proposed model attains a low deformation of 0.20 mm, a high ultimate tensile strength of 190 MPa, and a high elongation value of 190 %. This proves that the proposed model performed well when compared to other existing metal matrices.
4. Conclusion
Finally, the proposed Hybrid FA-SiC-Al2O3 Reinforced Al7068 Metal Matrix Composite emerges as an effective solution for addressing the long-standing challenges of clustering, high thermal expansion coefficients, and cyclic load failures in traditional piston materials. The strategic reinforcement of FA, SiC, and Al2O3 enhances wear resistance, thermal stability, and mechanical strength, ensuring superior performance in engine applications. FA particles, with their spherical morphology, facilitate uniform dispersion within the matrix, mitigating clustering issues that often lead to localized surface degradation. Additionally, their low thermal conductivity reduces the composite’s overall CTE, preventing dimensional instability and clearance reductions in sliding components. SiC particles act as efficient heat transfer conduits, dispersing combustion heat and reducing localized overheating, effectively minimizing thermal expansion mismatches. This ensures that thermal stresses are distributed more evenly, enhancing the composite’s structural integrity under cyclic thermal loads. Al2O3 reinforcement further bolsters thermal stability by preventing grain boundary softening at high temperatures, maintaining mechanical strength and structural coherence over prolonged operational cycles. Through extensive comparative analysis, this novel composite exhibits significant improvements in thermal stability up to 100 °C, minimal deformation of 0.20 mm, and an ultra-tensile strength of 190 MPa, reinforcing its robustness under extreme conditions. The notable reduction in equivalent stress to 75 MPa highlights its structural integrity, minimizing fatigue failures. The composite’s reinforcement strategy not only enhances heat dissipation, load-bearing capacity, and anti-seizure properties but also ensures long-term wear resistance and durability, making it a highly viable alternative to conventional aluminum-based pistons. Its ability to withstand high cyclic axial loads, thermal fluctuations, and mechanical stress variations enhances overall engine efficiency and reliability. The emphasis on understanding its wear behavior in hybrid aluminum metal matrix composite pistons further underscores its role in mitigating wear-related issues, significantly extending the operational lifespan of engine components. This study establishes the composite as a superior alternative to existing metal matrix pistons, ensuring enhanced performance, longevity, and endurance under demanding operational conditions. The future research could focus on optimizing manufacturing techniques, assessing real-world durability, and ensuring compatibility with diverse engine architectures, paving the way for modern-generation high-performance hybrid composites.
