

1. 서 론
최근 장신구 시장에는 소비자의 다양한 니즈에 따라 Cu가 다량으로 포함된 레드-핑크 계열의 금합금재가 출 시되었으며, 현재는 전통적인 옐로우, 화이트 골드보다 더 큰 시장을 형성하고 있다.1,2) 레드 골드는 주로 Cu가 주 된 합금원소로 작용하여 레드 색상을 구현하며, Au-Cu 상태도3,4)에서 알 수 있듯이 fcc구조의 AuCu, AuCu3 규 칙상이 발생하여 취성이 발생할 수 있으므로 규칙상이 발생하지 않는 409 °C 이상에서 가공처리 후 칭을 하 는 고난이도 공정이 필요하다.
통상적인 주얼리제품은 주로 로스트왁스법으로 제조되 며, 이때 두 가지 이상의 요소를 접합하거나 주조 시 결 함이 생긴 경우 표면 기공(pore) 등을 제거하기 위해 필 수적으로 솔더링이 필요하다.5) 특히 체인 제품과 같이 선 재를 연속하여 가공, 접합하거나 반지제품의 요소 결합 과 같은 솔더링 공정에서는 최종 솔더부가 모재와 구별 되지 않도록 하는 색 특성이 중요시되고 있다.
한편, 레드 골드 장신구는 금이 58.5wt%인 14K, 75.0 wt%인 18K 합금이 주로 사용된다. 이중에서 소비자의 니즈가 고급화되면서 18K 장신구의 수요가 더 증가하고 있다. 상대적으로 구리합금원소가 많은 14K 레드 골드 제품용 솔더소재는 모재보다 융점을 낮추기 위한 Cd, Ag, Zn 등의 백색원소가 소량 포함되며, 이때 전체적으 로 구리의 함량변화가 크지 않기 때문에 솔더부와 모재 의 색상차이가 크지 않다. 반면 18K 레드 골드 제품용 솔더재료의 경우 모재와 동일한 금함량을 유지하기 위 해 구리함량이 상대적으로 적어지므로 융점을 낮추고자 Cd 등의 백색원소가 10.0wt% 이상 투입된다. 그러나 이 경우 솔더부의 육안 구별이 가능할 정도로 색차가 커져 이를 해결하기 위해 모재와 색차가 크지 않은 정함량 솔 더의 개발이 필요하다.
또한 최근에는 작업의 편의성을 위해 18K 합금용 솔 더재 대신 융점이 낮은 14K 레드 골드를 솔더재로 채 용하여 제품을 접합하거나 표면에 발생한 기포를 메우 는데 활용하는 것으로 보고되고 있으나, 궁극적으로는 함 량이 낮은 솔더부에 의해 전체 제품의 금함량이 소폭 저 하되어 함량미달의 원인이 되는 문제가 있으므로 모재 와 동일한 금함량을 갖는 정함량 솔더가 필요하다.
따라서 18K 레드 골드용 솔더재로써 사용되기 위한 물 성으로는 1) 모재와 금의 함량이 동일하여 함량 품질을 보증할 수 있고, 2) 모재와의 색상이 육안상 구별하기 어 려워야 하며, 3) 모재보다 약 50 °C 이상 낮은 융점을 가져야하고, 4) 모재와 비슷한 정도의 가공성과 미세구 조를 가져야하고, 5) 우수한 경도를 가져 선재가공성이 용이해야하고, 6) 젖음성이 우수하여 모재의 틈으로 솔 더재의 융액이 잘 흘러 들어가야 하는 것이 요구된다.
이러한 요구조건을 만족하기 위해서 기존에는 모재와 동일한 75.0wt%의 금함량 내에서 Cd를 10.0wt% 포함 한 정함량 솔더재가 사용되었다. Cd를 채용할 경우 육 안으로 솔더부가 식별가능하지 않은 정도이면서도, 솔더 재의 융점을 모재보다 50 °C 이상 낮춰주고, 금합금 융 액의 유동성을 증가시켜 솔더재로서의 성능을 만족시킬 수 있었다. 그러나 Cd원소는 궁극적으로 인체에 유해하 여 장신구로써 사용 도중 땀 등에 의한 용출로 인체에 흡수되는 경우 질병의 원인이 될 수 있어 적극 배제될 필요가 있다.6)
이러한 문제를 해결하기 위한 방법으로 본 연구에서는 Cd와 동일한 효과를 낼 수 있는 합금원소인 In의 대체 가능성을 확인하였다. In은 귀금속재와 합금될 수 있는 원소 중 하나로 156.6 °C의 저융점을 가진 원소로서 금, 구리와 각각 5.0, 10.0wt% 이내에서는 전율고용체를 이룰 수 있고, 합금 시 융점을 낮추어 줄 수 있으며, 모 재에 대한 젖음성을 향상시켜 솔더재로써 적합할 수 있다.7)
이에 따라 본 연구에서는 18K 레드 골드용 솔더재를 개발하기 위해 Cd를 배제하고 대신 In을 10.0wt%까지 첨가하여 이때 솔더재로서의 물성변화를 확인하였다.
2. 실험 방법
Table 1은 본 연구에 사용된 레드 골드 시료의 조성 을 나타낸 것이다. 상업적으로 사용되는 레드 골드의 구 성원소는 Au-Cu-Ag인 3원계가 기본적으로 합금되므로, 이에 따라 #1 시료와 같은 비율로 레드 골드 모재를 가 정하여 Ag가 소량 포함된 시료를 준비하였다. 이후 솔 더용 소재(#2~#5)는 Ag를 배제하고 Cu 대신 In의 양을 1.0, 3.0, 5.0, 10.0wt%로 변화시킨 18K 레드 골드 솔더 재 시료를 준비하였다.
Table 1
Sample description for 18K red gold and solder alloys [wt%].
| elements | Au | Ag | Cu | In | Cd | Total |
|---|---|---|---|---|---|---|
| sample No. | ||||||
| 1 | 75.0 | 1.3 | 23.7 | 0.0 | - | 100.0 |
| 2 | 75.0 | - | 24.0 | 1.0 | - | 100.0 |
| 3 | 75.0 | - | 22.0 | 3.0 | - | 100.0 |
| 4 | 75.0 | - | 20.0 | 5.0 | - | 100.0 |
| 5 | 75.0 | - | 15.0 | 10.0 | - | 100.0 |
| 6 | 75.0 | - | 15.0 | - | 10.0 | 100.0 |
한편 제안된 솔더재와 비교하기 위해 기존 상업적으로 사용되는 Cd가 10.0wt% 투입된 Au75.0-Cu15.0-Cd10.0 의 기준 솔더시료(#6)를 준비하였다. 각 시료는 마그네 시아 도가니 내에 LPG-산소 토치를 이용하여 각 비율 로 칭량된 합금재를 투입하고 붕사 플럭스와 같이 용해 하여 제작하였다.
준비된 각 시료의 금함량을 정량적으로 확인하기 위해 KS D ISO 11426 규격8)에 따른 회취법(cupellation)을 진행하였다. 각 시료로부터 0.2 g씩 취한 후 0.6 g의 Ag 와 Pb 포일과 함께 cupell 도가니 상부에 위치시키고 1200 °C에서 열처리를 통해 회취 후 질산처리를 통해 최 종적으로 99.9wt% 이상의 Au만 확보하여 시료와의 무게 비를 계산하여 18K의 정함량을 만족하는지 확인하였다.9)
또한 시료의 In 첨가량에 따른 주조 후 In과 Cu의 정 량적인 조성과 이들의 편석 정도를 확인하기 위해 SEMEDS( JEOL사 JSM-6010PLUS/LA모델)을 이용하여 작업 거리(working distance)를 10 mm로 고정하고 가속전압 20 kV, 500배로 확대하여 맵핑(mapping) 분석을 진행하 였다.
한편 각 시료의 평판가공 후 미세구조를 확인하기 위 해 FE-SEM(Hitachi사 S4300모델)을 이용하여 5 kV의 가 속전압으로 500배율로 확대 분석하였다. 명확한 상의 확 인을 위해 각 시료는 표면을 폴리싱하고 왕수(질산1:염 산3 혼합물)에 60초간 에칭하여 전과 후의 폴리싱면을 관찰하였다.
In 첨가량에 따른 색변화는 UV-VIS-NIR(Shimadzu사 UV-3105PC모델)을 이용하여 슬릿사이즈 5, 스캔속도 medium으로 가시광선 영역(380~780 nm)에서 reflectance 모드를 이용하여 반사도를 측정하였다. 이후 Color Analysis 프로그램을 이용하여 Lab 지수를 확보하고 18K 레드 골 드인 모재시료(#1)를 기준으로 색차(color difference)를 비교하였다. 이때 육안으로 색상 확인을 위해 광학현미 경(GIA Instruments사 815000모델)을 이용하여 시편의 상부로부터 광원이 조사되는 두상광 조명하에서 20배율 로 촬영하여 이미지를 확보하였다.
솔더재의 융점확인은 TGA-DTA(Shimadzu사 DTG-60 모델) 분석을 통해 진행하였다. 각 조건별로 약 14 mg 의 시료를 취하여 20~1100 °C의 온도범위에서 20 °C/min 의 승온속도로 분석을 진행하였으며, 산화에 의한 오차범 위를 최소화하기 위해 질소분위기 내에서 진행하였다. 이 후 확보된 데이터 내에서 용융에 의한 흡열반응으로 피 크가 급락 후 증가하는 변곡점 내 골 부분을 융점으로 선정하였다.
합금 후 압연기로 평판가공 된 레드 골드 시료에 대 해 비커스경도기(Mitutoyo사, MVK-H1모델)를 이용해 비 커스 경도를 측정하였다. 통상 솔더재는 1 mm 직경으로 인발되어 사용되므로 주조된 시료를 1 mm 두께로 압연 후 0.5 kgf의 하중을 15초간 시료에 인가하여 측정하였 으며, 오차율을 줄이기 위해 시료 당 3회 측정 후 평균 값을 계산하여 경도값을 정하였다.
최종적으로 각 시료의 용융에 따른 상대적인 젖음성을 확인하기 위해 평판 석고틀 상부에 각각 0.40 g의 합금 재를 넣고 대기로((주)써모텍사 SK1700-B30모델)를 이용 하여 10 °C/min의 승온속도로 1200 °C-10분 간 유지하여 용융 후 냉각시켜 석고에 접촉된 반구형 고상시료를 확 보하였다. 이후 고상시료의 후면부 조명을 사용한 암시 야 광학이미지를 확보하고 Image J 프로그램을 이용하 여 젖음각(wetting angle)을 계산하였다.
3. 실험 결과 및 고찰
먼저 18K 레드 골드용 솔더재로서 중요한 정함량을 판 단하기 위해 모든 시료의 금함량을 큐펠법으로 확인한 결과를 Table 2에 나타내었다. 각 시료 모두 75.00wt% 이상의 Au 함량을 나타내고 일부(+) 함량을 보이는데 이 는 합금 제조 시 Cu, In 등의 산화로 보이며 일반적인 산소토치 용해로도 건전한 합금이 진행되었음을 보이고 있다.
Table 2
Results of Au content in each sample [wt%].
| sample No. | 1 | 2 | 3 | 4 | 5 | 6 |
|---|---|---|---|---|---|---|
| cupelled Au | 75.44 | 75.04 | 75.26 | 75.18 | 75.06 | 75.07 |
| content | ||||||
Table 3는 솔더재로서 사용되기 위한 #2~#5시료의 Cu, In의 투입량(t)과 EDS 측정 결과를 나타낸 표이다. 초기 목적한 Cu와 In의 합금비 대비 실제 측정값은 최대 0.50 wt%의 오차를 보여 이는 EDS 측정 시 발생할 수 있는 오차율로 판단되었으며, 토치를 이용한 금속의 합금 시 산화, 또는 도가니 내로의 각 원소의 흡수없이 목적한 바와 같이 함금된 것을 확인하였다.
Table 3
EDS results of Cu and In contents in each sample [wt%].
| elements | Cu(t) | Cu | In(t) | In |
|---|---|---|---|---|
| sample No. | ||||
| 2 | 24.00 | 23.50 | 1.00 | 0.94 |
| 3 | 22.00 | 22.33 | 3.00 | 2.88 |
| 4 | 20.00 | 20.21 | 5.00 | 4.68 |
| 5 | 15.00 | 14.96 | 10.00 | 9.84 |
Fig. 1은 In이 투입된 시료의 In원소에 대한 EDS mapping 이미지를 나타낸 것이다. (a)~(c)의 각 시료의 경우 In 투입량이 증가함에 따라 분포가 더 조밀하게 나 타나는 것을 확인할 수 있었다. 한편 (d)와 같이 솔더재 내에 10.0wt%의 In이 투입된 경우, Au-In의 상태도10)에 의하면 상온에서 안정한 Au8In의 α '규칙상이 생겨 편석 이 생길 가능성이 있으나, 결과와 같이 시료 전체에 걸 쳐 고른 분포를 보이고 있어 이러한 상들의 편석 없이 건전한 합금이 진행된 것을 알 수 있었다.

Fig. 1
EDS mapping images of the samples with In contents of (a) 1.0wt%, (b) 3.0wt%, (c) 5.0wt%, and (d) 10.0wt%.
Fig. 2는 제조된 각 시료에 대한 에칭 전(좌)과 후(우) 의 FE-SEM 미세구조 분석을 나타낸 것이다. (a)는 레 드 골드 모재시료(#1)를 나타낸 것으로 에칭 전 특징 없 이 균일한 표면을 보였으며, 에칭을 통해 약 43.3 μm의 결정립 크기를 확인할 수 있었다. (b)는 In이 5.0wt% 포 함된 시료(#4)로, 에칭 전 (a)와 마찬가지로 균일한 표 면을 확인하였으며, 약 18.3 μm의 결정립 크기를 확인하 였다. 이러한 모재대비 In의 첨가에 의한 결정립 미세화 효과에 근거해서 In이 함유된 솔더는 기계적 강도의 향 상이 예상되었다. (c)는 In이 10.0wt% 포함된 시료(#5) 로, 에칭 전 균일한 미세구조를 보이고 있으나, 에칭 후 에는 12.2 μm의 결정립 크기를 보여 5.0wt% In 시료보 다 더욱 향상된 결정립 미세화효과를 보였다. 그러나 에 칭 후 결과에서 볼 수 있듯이 결정립계를 따라 In의 과 잉상들의 우선 부식현상도 확인 되었다.

Fig. 2
FE-SEM images of the samples with In contents of (a) 0.0wt%, (b) 5.0wt%, (c) 10.0wt%, and (d) Cd 10.0wt%.
(d)는 Cd 10.0wt% 시료(#6)로 에칭 전 타 시료와 마 찬가지로 균일한 미세구조를 보였으며, 결정립 크기는 42.5 μm로 레드 골드 모재와 비슷함을 보였다. 이는 In 이 첨가된 시료와 달리 결정립 미세화효과가 적으므로 In 보다 기계적 강도가 상대적으로 낮을 것으로 예상되 었다. 또한 In 10.0wt%와 달리 에칭 후의 입계 우선부 식은 확인할 수 없었다.
Table 4는 각 시료의 Lab 칼라지수와 매크로이미지를 나타낸 것이다. Lab 지수 내에서 L의 경우 0~100의 범 위 내에서 시료의 밝기를 나타내며 a는 green~red의 정 도를 나타내며, b의 경우 blue~yellow의 정도를 나타낸다.
Table 4
Lab color index results and macro images of 18K solder alloys.






In이 투입되지 않은 모재시료(#1)의 경우 Lab값이 81.82/ 11.64/23.5로 통상적인 레드 골드 색상인 붉은색의 색상 을 나타내며, 육안분석 시에도 레드색상의 금합금 색상 을 띄고 있다.
In이 1.0, 3.0wt% 포함된 #2, #3시료의 경우 각각 81.14/ 11.17/21.02, 84.17/8.34/22.65를 나타내어 모재 대비 색 차(color difference)가 2.61, 4.14로 나타났다. 육안으로 구별 가능한 최소한의 색차는 4.00이며, 6.00까지는 동 일색상으로 받아들여지므로,11) In이 3.0wt% 이하로 포함 될 경우 상업적인 레드 골드 시료와 동일한 색상을 나 타낸다고 판단하였고, 육안분석 시에도 구별이 어려웠다.
한편 In이 5.0, 10.0wt% 포함된 시료의 경우 육안분 석 시 레드색상의 채도가 소폭 감소하는 것을 확인하였 다. 칼라지수의 경우도 a값이 소폭 감소함에 따라 각각 7.67. 7.50의 색차를 보이고 있어 육안분석 결과와 마찬 가지로 모재와 색차가 발생하였으나, 값이 크지 않아 명 확한 구별은 어려울 것으로 판단되었다. 또한 상업적으 로 사용되는 Cd가 10.0wt% 투입된 시료의 경우도 레드 골드 시료대비 5.70의 색차를 보였으나 차이가 크지 않 았으며, 육안분석 시에도 모재와 거의 동일 색상으로 판 단할 수 있었다.
따라서 In이 10.0wt% 까지 첨가된 시료 및 Cd가 포 함된 상업적 솔더재의 경우 기존 레드 골드와의 색차가 육안으로 확연하게 구별이 어려운 정도였으며, 특히 5.0 wt% 보다 적은 양을 투입한 솔더재의 경우는 기존의 상 업적 솔더재보다 더 적은 색차로 우수한 광학적 특성을 나타내는 것을 확인하였다.
Fig. 3은 레드 골드 및 솔더재의 TGA-DTA 분석에 따 른 융점을 나타낸 그래프이다. 그래프 Y축에 나타낸 화 살표로 상업적으로 사용되는 Cd원소가 포함된 솔더재의 융점을 나타내었다.
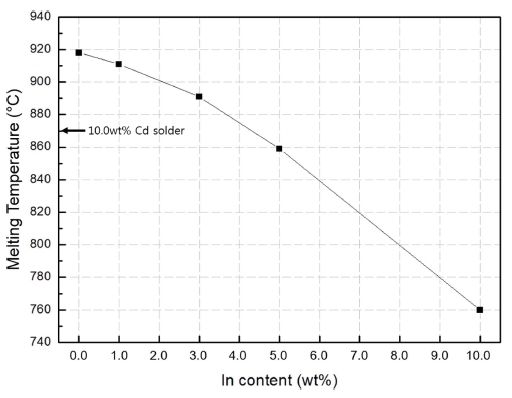
기준 모재시료(#1)인 18K 레드 골드의 융점은 918.54 °C로 나타났다. 이후 솔더재로 채용하기 위해 1.0~10.0 wt%의 In이 첨가된 솔더 합금재의 융점은 각각 911.2, 891.56, 859.64, 760.22 °C로 In의 첨가량이 증가하면서 융점은 감소하였다. 이는 Sohn 등10)이 보고한 Au-In의 이원계 합금에서 In이 10.0wt% 이상 첨가될 경우 Au의 융점이 기존 1064 °C에서 700 °C 이하로 낮아질 수 있 는 결과와 잘 일치하였다.
그러나 1.0wt%의 In이 첨가된 시료의 경우 7.34 °C로 모재와의 융점차이가 크지 않아 솔더재로서의 채용이 불 가능할 것으로 판단되었다. 한편 3.0~10.0wt%의 In이 첨 가된 시료의 경우 모재와 각각 26.98, 58.9, 158.32 °C의 융점차를 보였으며, 특히 5.0, 10.0wt%의 In이 첨가된 시 료의 경우 모재보다 50 °C 이상의 큰 융점차를 보여 원 활한 솔더링 작업을 진행할 수 있을 것으로 판단되었다.
한편 10.0wt%의 Cd가 포함된 상업적인 레드 골드용 솔더재의 경우 870.19 °C의 융점을 갖는 것으로 판단되 었다. 이는 In이 5.0wt% 첨가된 시료보다 높은 융점을 가져 실제 Cd보다 In을 넣을 경우 솔더링에 유리한 융 점특성을 갖는 것으로 판단되었다. 실제 제품 생산 공 정에 있어서 체인제작과 같이 선재로 연속 솔더링 작업 을 진행하는 경우, 모재의 융점과 −50 °C 정도의 차이를 이용하는 것이 바람직하다. 이에 따라 기존에는 이러한 조건을 충족시키는 10.0wt%의 Cd가 포함된 솔더재로 작 업하였으나, 제안된 5.0, 10.0wt%의 In이 투입된 솔더를 채용할 경우 융점을 100 °C 이상 낮추어 소요되는 공정 에너지 측면에서 유리할 것으로 판단되었다.
Fig. 4는 In 첨가량에 따른 레드 골드 솔더재의 비커 스 경도를 나타낸 그래프이다. 레드 골드 모재 기준시 료(#1)인 경우 평균 201.94를 나타내고 있으며, 1.0, 3.0 wt%의 경우 205.66, 242.19로 소폭 증가하였다. 이후 In 의 첨가량이 증가함에 따라 5.0, 10.0wt%일 때 각각 389.15, 465.33으로 급증하는 것을 알 수 있었다. 주얼 리 합금재의 경우 통상 150 정도의 비커스 경도값을 가 지는데,12) 각 시료의 경우 as cast 상태가 아닌 선재가 공을 고려한 압연 시편이므로 가공경화가 발생하여 이 보다 높은 경도를 보이는 것으로 판단되었다.
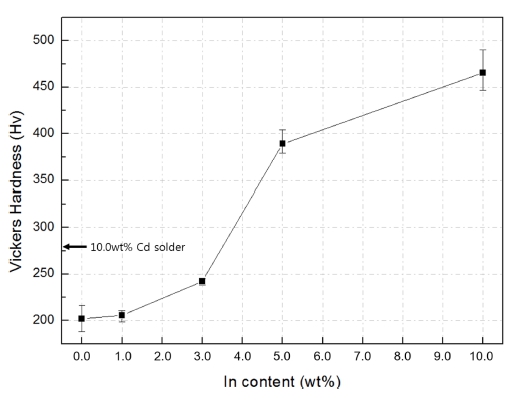
또한 In의 첨가량이 증가함에 따른 경도 증가가 10.0 wt%의 Cd가 첨가된 솔더시료보다 큰 이유는 결정립 미 세화효과와 고용체 강화효과 때문이다. 결정립 미세화효 과는 앞선 보인 미세구조 분석 결과와 같이, In이 첨가 됨에 따라 Cd와 달리 모재보다 결정립 크기가 25 % 정 도로 작아질 수 있으므로 결정립계의 피닝효과에 의해 경도가 높아질 수 있다. 또한 고용체 강화면에 있어서 In과 Au의 원자반지름 차가 Cd와 Au의 차이보다 크기 때문에 상대적으로 유리할 수 있다. 이는 Song 등7)이 보 고한 Au-Ag 금합금재에 In을 첨가하여 각 원소의 원자 크기의 차이에 따른 고용체강화로 경도가 증가한다는 보 고와 잘 일치하였다.
따라서 In이 5.0wt% 이상 첨가된 각 솔더시료 모두 상업적으로 사용되는 10.0wt% Cd-솔더재 이상의 경도값 을 가져 선형가공이 가능한 솔더재로서의 특성을 확인 하였다.
Fig. 5는 레드 골드 솔더재의 젖음각을 나타낸 그래프 이며, 그래프 내 그림은 In이 1.0wt% 첨가된 #2 시료의 실제 젖음각 분석 이미지를 나타낸 것이다.
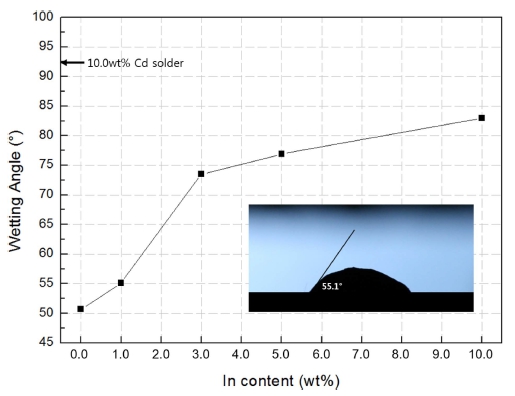
In이 없는 모재시료(#1)의 경우 50.7°를 나타내었으며, 특 히 분석 시 사용된 하부의 석고플라스크를 고려하면 모 재는 로스트왁스 주조시 잘 젖어들어 공정에 유리할 것 이 예상되었다.
In이 1.0wt% 첨가된 시료의 경우 55.1°로 In이 투입됨 에 따라 소폭 상승하였다. 이후 In의 첨가량이 3.0~10.0 wt%로 증가함에 따라 각각 73.5°, 76.9°, 83.0°로 증가하 는 것을 확인하였다. 한편 Cd가 10.0wt% 첨가된 솔더 재의 경우 92.4°의 젖음각을 보여 In이 동일 비율로 첨 가된 시료보다 더 높은 것을 알 수 있었다.
통상 주조용 재료로는 70° 미만의 접촉각을 나타내어 야 건전한 젖음이 가능하다.13) 그러나 상업적으로 이미 사용되고 있는 Cd가 포함된 솔더재의 경우 92.4°로 높 은 접촉각을 보이는데, 이는 실험의 편의상 18K 금속모 재와의 접촉각이 아닌 석고 기판 상부에서 측정하였기 때문으로 판단되었다. 그러나 간접적으로 In이 10.0wt% 까지 포함된 18K 솔더재 경우를 비교하면 10.0wt% Cd 의 상업적인 솔더재보다 상대적으로 좋은 젖음성을 보 인다고 판단되었다.
4. 결 론
기존 인체에 유해한 중금속 원소인 Cd가 포함된 상업 적인 18K용 정함량 레드 골드 솔더재를 대체하기 위해 In을 제안하고 In의 첨가량에 따른 물성을 확인하였다. 제안된 In이 투입된 18K용 정함량 솔더재는 10.0wt%까 지 기존 레드 골드 모재와 비슷한 색상을 보였으며, 5.0wt% 이상의 In이 투입될 경우 모재보다 50.0 °C이상 낮고, Cd가 투입된 상업적 솔더재보다 유리한 융점을 가 지는 것을 확인하였다. 또한 In이 함유된 솔더는 양이 증 가할수록 고용강화로 인해 상업적 솔더재보다 우수한 경 도를 보여 선재가공이 유리하였고, 특히 젖음성도 Cd 첨 가 솔더시료 대비 우수하여 솔더재로서의 특성이 더 우 수하였다.
