

1. 서 론
태양광 발전은 환경친화적이며, 지속 가능한 에너지 자 원으로서 대표적인 재생에너지원이다. 2018년 전 세계 태양광 누적 설치량은 약 509 GW로 2017년 407 GW 대비 25 % 가량 증가하는 등 태양광 산업의 규모는 지 속적으로 증가하고있다.1) 그러나 태양광 모듈에는 수명 이 존재하며 이는 제작 년도에 따라 20 ~ 30년으로 다 양하지만 많은 양의 태양광 모듈이 1990년대에 설치가 급증하기 시작했고, 머지않은 미래에 상당량의 수명이 다 한 태양광 모듈이 발생할 것으로 예상된다.2) 또한 유 럽 연합(European Union, EU)에서는 2012년부터 전기· 전자 폐기물 처리 지침(waste electrical and electronic equipment, WEEE) 개정을 통해 태양광을 전기·전자 폐기물로 규정하였다.3) 따라서 수명이 다한 태양광 모듈 을 처리하는 방법이 매우 중요한데 가장 이상적인 방법 은 태양광 모듈을 재활용하는 것이며, 이에 따른 다양 한 연구가 진행되고있다.4-10) 일반적으로 전 세계에 설치 된 태양광 모듈은 결정질 실리콘 기반의 모듈로 약 95 % 이상을 점유하고 있으며, 저철분 유리, 알루미늄 프레 임, 태양전지, 구리 리본, 봉지재인 ethylene vinyl acetate (EVA), 백시트 그리고 정션박스로 구성되어있다.11) 태양 광 모듈에 존재하는 유용소재 중 실리콘을 회수하는 것 이 중요한데, 이는 태양전지를 제조하기 위해 사용되는 폴리 실리콘의 고순도화 공정 비용이 태양광 모듈 제조 비용의 30 % 이상을 차지하기 때문이다.12) 최적화된 습 식 공정을 통해 수명이 다한 폐태양광 모듈로부터 고순 도 실리콘을 회수하여 태양광 산업에 적용한다면 환경 적·경제적으로 이익을 창출할 수 있을 것으로 기대된다.
태양광 모듈에 사용되는 태양전지에는 다양한 종류가 있지만, 현재 발생하는 폐모듈은 후면전계형(back surface field, BSF) 태양전지를 기반으로 제작되었을 것으로 예 상된다. 후면전계형 태양전지는 일반적으로 은(Ag)과 알 루미늄(Al)으로 이루어진 전·후면 금속 전극, 반사방지 막, 에미터층 및 후면전계층 등으로 이루어져 있으며, 태 양전지로부터 실리콘을 회수하기 위해서는 해당 구성 요 소들의 제거가 필수적이다. 기존 연구에서는 태양전지로 부터 실리콘을 회수하기 위해 혼합액을 이용하거나 반 사방지막을 물리적으로 연삭하여 제거하였으며, 이 외에 도 유기산을 이용해 은을 회수하는 방법 등 태양전지 내 의 구성 요소들을 제거하는 다양한 방법이 존재한다.13-17) 그러나 상기의 공정들은 반응성이 매우 높고 회수율이 낮다 또한 유기산의 높은 비용 및 긴 공정 시간 등으 로 인해 태양광 산업에 적용하기 어렵다는 단점이 있다.
따라서 종래의 무기산을 사용하여 다단으로 구성된 습 식 공정을 통해 반응성을 제어함과 동시에 목적하는 층 을 선택적으로 제거함으로써 실리콘 회수를 극대화하였 다. 이때 공정 시간 및 용액의 양은 선행된 예비 실험 을 통해 적정 조건을 도출하였고 이를 적용하였다. 습 식 공정에서 가장 주요한 용액의 농도를 제어하여 최적 공정을 확보하는 연구를 수행하였으며 공정을 통해 회 수한 실리콘 웨이퍼를 기반으로 태양전지를 재제조하여 상용 웨이퍼 기반의 태양전지와 비교하였다.
2. 실험 방법
2.1 습식 공정을 통한 실리콘 회수
본 논문에서는 p-type, 두께 200 μm의 3-busbar를 가 진 후면전계형 6인치 단결정 실리콘 태양전지를 사용하 였다. 공정은 질산(HNO3), 염산(HCl), 알칼리염(alkali salt)이 첨가된 황산(H2SO4) 및 수산화칼륨(KOH) 수용액 순으로 총 4단계에 걸쳐 제거 대상 층을 제거하였으며 공정 순서 개략도를 Fig. 1에 나타내었다.
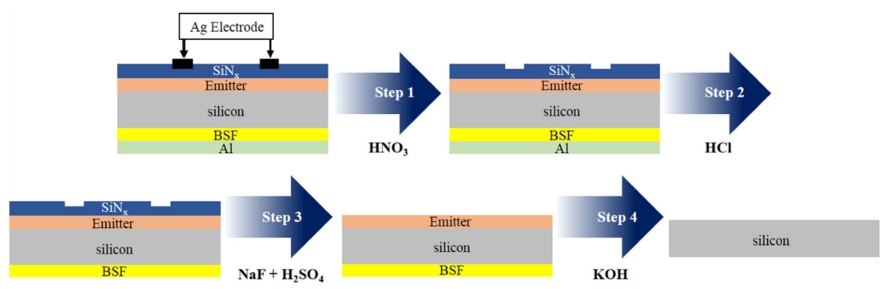
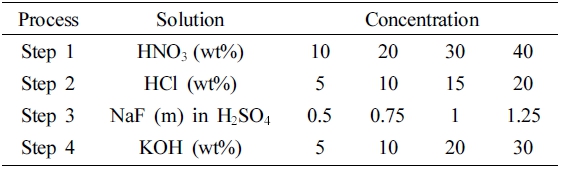
예비 실험을 통해 공정 시간은 20분, 용액의 양은 태 양전지 1개(10 g)를 기준으로 고체 액체의 비율(고액비) 이 10인 46 ml로 고정하였다. 모든 공정은 상온에서 이 루어졌으며, 교반 속도는 200 RPM이었다. 농도에 따른 제거 목표 층의 제거 효과를 확인하기 위해 각 공정 별 로 농도를 변경해가며 실험을 진행하였으며, 단계별 화 학 공정의 농도 조건은 Table 1에 나타내었다.
HF+HNO3 혼합산을 이용하여 태양전지를 완전 용해시 켜 태양전지 한 장에 함유되어있는 Ag 및 Al의 함유량 을 확인하였다. 이때 사용한 혼합산의 농도는 각각 50 wt% 이었으며, 비율은 1:5이었다. 유도결합 플라즈마 원 자방출분광기(inductively coupled plasma-atomic emission spectroscopy, ICP-AES, ICPS-1000IV, Shimadzu, Japan) 분석을 통해 혼합산 내에 존재하는 Ag 및 Al의 농도를 파악하여 HNO3 및 HCl 공정을 통한 Ag와 Al의 제거 효과를 확인하였고, 이차 이온 질량 분석법(secondary ion mass spectroscopy, SIMS, IMS 7f-Auto, Fracnce) 분석 을 통해 SiNx 층의 두께 감소 거동을 확인하였다. 한편 후면전계층의 경우 4-point probe를 통한 면 저항 측정 을 통해 제거 효과를 확인하였다. 최종적으로 유도결합 플라즈마 질량분석(inductively coupled plasma-mass spectroscopy, ICP-MS, Thermo iCAP-Q, Thermo Fishier Scientific, USA)을 통해 회수 실리콘의 순도를 측정하였 다. 또한 도출된 최적 공정을 통해 태양전지로부터 실 리콘 웨이퍼를 회수하였다.
2.2 태양전지 재제조
회수된 결정질 실리콘 웨이퍼의 크기는 156 × 156 mm2, 두께는 약 150 μm, 비저항 값은 약 0.75 Ω · cm로 나 타났다. 회수된 실리콘 웨이퍼는 KOH : isopropanol 혼 합액을 사용하여 88 °C의 조건에서 텍스쳐링(texturing) 을 진행하였다. 이후 튜브 퍼니스 내에서 염화포스포릴 (phosphorous oxychloride, POCl3)를 원료로 사용하여 기 체 확산을 통해 에미터층을 형성하였다. 열확산 이후 HF 용액을 사용하여 규산염 유리(phosphosilicate glass, PSG) 를 제거하였고, 습식 화학 식각 공정(HF/HNO3/H2SO4/ D.I. water)을 통해 edge isolation을 적용하였다. 5㎚ 두 께의 SiO2층은 열 산화 공정으로 인해 증착되었다. 반 사 방지막(SiNx:H)은 플라즈마 화학 기상 증착법(plasmaenhanced chemical vapor deposition) 공정을 통해 증착 하였고 실란(silane), 암모니아(ammonia) 그리고 아르곤 (argon) 가스를 사용하였다. 반사 방지막의 두께는 약 760 ~ 770Å이며, 표면 패시베이션(passivation) 층으로서의 기 능 또한 갖고있다. 전, 후면 전극의 경우 Ag 및 Al 페 이스트를 사용한 screen-printing 기법을 이용하여 형성하 였다. 페이스트 도포 및 건조 후 ohmic contact을 형성 하기 위해 IR-lamp를 사용하여 벨트 퍼니스에서 동시 소 성하였다. 재제조한 태양전지의 전류-전압 특성은 솔라 시 뮬레이터(McScience K210 LAB160)를 사용하여 측정하 였다. 동시에 상용 실리콘 웨이퍼를 통해 제작한 태양 전지와 회수 실리콘 웨이퍼를 기반으로 재제조한 태양 전지의 전기적 특성도 비교하였다.
3. 결과 및 고찰
태양전지 한 장을 완전히 녹인 혼합액에서 Ag와 Al 의 농도를 확인하기위해 ICP-AES 분석을 진행하였으며 그 결과, Ag와 Al의 농도는 각각 2,796, 23,736 ppm으 로 나타났고 각각의 해당량이 용해되었을 때 태양전지 의 전, 후면 전극이 모두 제거된 것으로 판단하였다. 전 면 Ag전극은 반응식 (1)과 같이 HNO3와의 반응을 통 해 용해시켰다.18) 이때 HNO3의 농도를 10, 20, 30 및 40 wt%의 농도로 10 wt%씩 늘려가며 실험을 진행하였으 며, Ag의 용출량을 Fig. 2(a)에 나타내었다. 농도가 증 가할수록 HNO3 내에 용해된 Ag의 양이 증가하는 것을 확인하였다. Ag는 30 wt%에서 2,795 ppm이 검출되었는 데 이는 태양전지 1개 내에 존재하는 Ag의 양과 비슷 한 수준이었기 때문에 질산 농도 30 wt%에서 태양전지 내 대부분의 Ag가 용해되었다고 판단된다. 한편 후면의 Al 전극을 용해시키기위해 반응식 (2)와 같이 HCl과의 반응을 통해 용해시켰고 사용된 HCl의 농도를 5, 10, 15 및 20 wt%까지 5 wt%의 간격으로 증가시켰다.19) 용액의 농도가 증가할 수록 Al의 용해도가 증가하는 것을 확인 하였으며, 이를 Fig. 2(b)에 나타내었다. Al은 15 wt%에 서 21,646 ppm이 검출되었으며, 앞서 확인한 태양전지 내 의 Al의 양과 비교하였을 때 Al이 완전히 용해되지 않 은 것으로 보여진다. Al의 농도가 태양전지를 완전 용 해했던 결과와 약 2,000 ppm 이상 낮은 이유는 후면전 계층에 Al-Si 형태로 잔존하는 Al이 HCl에서는 용해되 지 않기 때문이다. 결과적으로 HNO3 30 wt%, HCl 15 wt%의 농도에서 Ag 및 Al의 용해 농도가 최대치에 도 달하였으며, 해당 조건에서 태양전지 내의 Ag 및 Al 제 거가 가장 효율적인 것으로 나타났다.
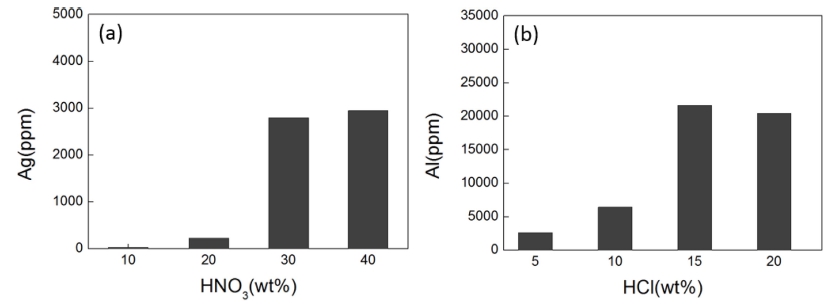
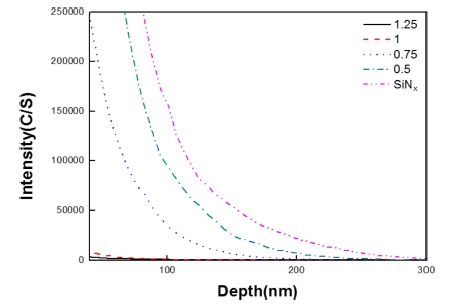
Fig. 3은 SIMS 분석을 통해 NaF의 몰랄농도에 따른 태양전지의 SiNx 층의 두께를 확인한 결과이다. 반응식 (3)과 같이 NaF가 첨가된 H2SO4을 사용해 SiNx 층을 제 거하였다.20,21) H2SO4에 첨가된 NaF의 몰랄농도가 증가 함에 따라 SiNx의 두께가 감소하는 것을 확인하였으며, 1 m 및 1.25 m의 조건에서 SiNx를 50 nm 이하의 두께 로 제거가 가능하였다. SiNx 층의 두께가 1 m의 조건에 서 1.25 m의 조건과 비슷한 수준을 보였기 때문에 1 m 의 조건에서 대부분 제거가 되었다고 판단된다. 이후 반 응식 (4)와 같이 KOH 용액을 통해 실리콘을 식각하여 에미터와 후면전계층을 동시에 제거하였다.22) KOH의 농 도는 5, 10, 20 및 30 wt%의 농도에서 진행되었고 후면 전계 층 제거 효과를 확인하기 위해 4침법(4-point probe) 를 통해 후면의 면 저항(sheet resistance)을 측정하였다. 그 결과 KOH 5 및 10 wt%의 조건에서 회수한 실리콘 의 면 저항은 각각 17 및 23 Ω/sq가 측정되었고 20 및 30 wt%의 조건에서 회수한 실리콘은 높은 저항 값으로 인해 측정이 불가하였다. 이는 태양전지 제작 시 후면 알루미늄 페이스트 도포 후 소성하는 과정에서 고농도 불순물 효과로 인해 실리콘과의 접촉저항을 줄여주는 Al- Si합금으로 이루어진 후면전계층이 생성되는데 이 후면 전계층이 제거되면서 접촉저항이 증가한 것이 원인으로 판단된다.23) 이에 따라 면 저항이 측정되지 않는 조건인 KOH 20 wt%의 농도에서 후면전계층이 제거가 되었다고 판단하였다. 한편 일반적인 에미터층은 약 0.2 ~ 0.3 μm 의 두께로 형성되고 후면전계층의 경우 약 5 μm의 두 께로 형성되기 때문에 상대적으로 두께가 얇은 에미터 층은 후면전계층과 함께 제거됐을 것으로 판단된다.24,25) 분석 결과를 통해 H2SO4에 첨가된 NaF 1m, KOH 20 wt%에서 각각 SiNx 층과 후면전계층이 대부분 제거가 된 것을 확인하였다.
실험 결과를 통해 태양전지로부터 실리콘을 회수하기 위한 용액의 적정 농도는 HNO3 30 wt%, HCl 15 wt%, H2SO4에 첨가된 NaF 1 m 및 KOH 20 wt%으로 확인되 었다. 도출된 적정 농도를 기반으로한 최적공정을 통해 실리콘을 회수하였고, ICP-MS 분석을 통해 순도를 확인 한 결과를 Table 2에 나타내었다. 결과적으로 실리콘 회 수 공정을 통해 7N5의 순도를 갖는 실리콘을 회수할 수 있었다. 일반적으로 태양전지를 제조하기 위해서는 6N 이 상의 순도를 지닌 실리콘을 사용하여야 하며 회수한 실 리콘의 순도를 보았을 때 태양전지를 제조하기위해 재 사용이 가능함을 확인하였다.26) 또한 이러한 높은 순도 는 습식 공정을 통해 금속 전극, SiNx, 에미터 및 후면 전계층 대부분이 제거가 되었음을 의미한다.
3.2 재제조 태양전지 특성평가
그러나 ICP-MS 분석을 통한 순도 분석은 국부적인 부 분만을 평가하기 때문에 분석 결과가 대표성을 가진다 고 보기 어렵다. 따라서 확보한 최적 습식 공정 조건을 통해 실리콘 웨이퍼를 회수하였다. 회수한 웨이퍼는 KOH 혼합액을 통해 텍스쳐링을 진행하였고 POCl3를 사용하 여 에미터층 형성하였다. 또한 PSG 제거, edge isolation 공정 후 반사방지막 증착, Ag 및 Al paste 도포 및 소 성 공정을 통해 태양전지를 재제조하여 전기적 특성을 분석을 하였다. 화학공정을 통한 회수 및 재제조 과정 을 Fig. 4에 나타내었다.
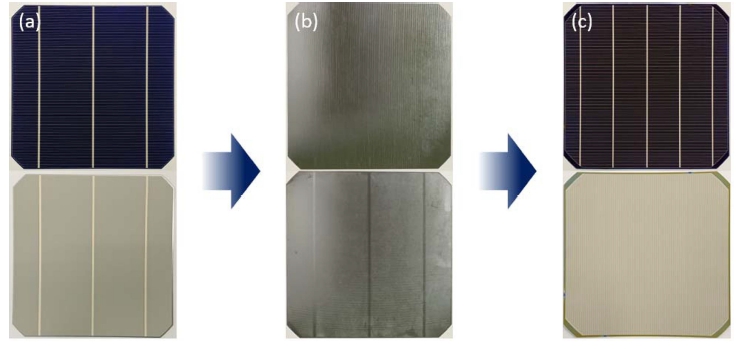
Fig. 4
Pictures of chemical etching process from a 6” c-Si solar cell: (a)solar cell; (b) recovered c-Si wafer; (c) remanufactured solar cell.
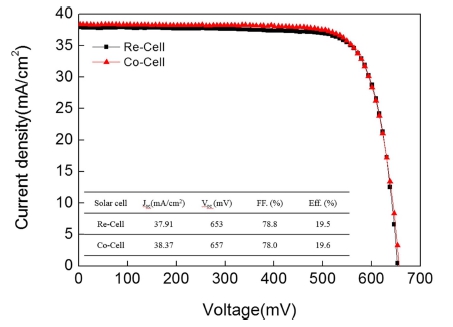
Fig. 5는 재제조한 태양전지(remanufactured solar cell) 와 상용 웨이퍼 기반의 태양전지(commercial wafer based solar cell)의 I-V curve를 나타낸 결과이며, 개방 전압 (open-circuit voltage, Voc), 단락 전류(short-circuit current, Jsc), 충진률(fill factor, FF), 효율(efficiency, η) 등을 통 해 전기적 특성을 비교, 평가하였다. 재제조 태양전지와 상용 웨이퍼 기반 태양전지의 효율은 각각 19.5 %, 19.6 %로 유사한 효율을 보였으나, 재제조 태양전지의 효율 이 다소 낮은 것으로 나타났다. 이는 습식 식각공정을 통해 회수한 재제조 태양전지의 두께가 상용태양전지에 비해 두께가 얇은 것이 원인으로 보여진다. 일반적으로 태양전지의 효율은 두께에 영향을 받는데, 이 경우 얇 아진 웨이퍼의 두께로 인해 광 경로 길이(optical path length)가 감소하여 광 흡수 에너지가 감소하게 되고 이 로 인해 광학적 손실(optical loss)이 발생하게 된다. 27) 이러한 이유로 재제조한 태양전지가 상용 웨이퍼 기반 의 태양전지에 비해 다소 낮은 효율이 나타난 것으로 판 단된다.
4. 결 론
본 논문에서는 습식 화학 공정을 통해 태양전지로부터 실리콘을 회수함에 있어, 사용되는 용액의 농도에 따른 제거 대상 층의 거동을 확인하였다. ICP-AES 분석으로 HNO3 및 HCl 공정에서의 Ag 및 후면전계층을 제외한 Al의 제거 효과를 확인하였으며, SIMS 분석을 통해 NaF 가 첨가된 H2SO4 공정에서의 SiNx 층 제거 효과를 확 인하였다. 또한 4-point probe를 통해 KOH 공정에서의 후면전계층 제거 효과를 확인하였다. 각 공정에서 농도 가 증가함에 따라 목적하는 층의 선택적 제거 효과가 상 승하는 것을 확인할 수 있었으며, 최적 습식 공정의 농 도는 각각 HNO3 30 wt%, HCl 15 wt%, NaF 1 m가 첨 가된 H2SO4 및 KOH 20 wt%로 나타났다. 해당 공정을 통해 회수한 실리콘의 순도를 ICP-MS 분석을 통해 분 석한 결과 7N5의 순도를 확인하였고 이를 통해 불필요 층이 모두 제거 되었다고 판단했다. 최적 공정 조건을 통해 태양전지로부터 실리콘 웨이퍼를 회수하였고, 이를 기반으로 태양전지를 재제조하여 상용 웨이퍼를 기반으 로 제작한 태양전지와의 전기적 특성을 비교하였다. 그 결과 재제조 태양전지의 효율은 19.5 %로 확인되었고 이 는 상용 웨이퍼 기반의 태양전지와 거의 유사한 효율을 나타내었으며 따라서 태양광 산업에 사용하기에 충분할 것으로 판단된다.
