

1. 서 론
최근, 자동차 경량화 목적으로 알루미늄(Al)1,2,3,4,5) 및 마그네슘(Mg) 합금6,7,8,9)에 대한 연구가 활발히 진행되고 있다. 특히, Al 합금은 경량성 외에도 기계적 성질과 용접성이 우수하여 5000계와 6000계열이 자동차 구조재로 널리 사용되고 있다. 그러나 더 광범위한 활용을 위해서는 강도와 연성의 향상이 요구된다. 일반적으로 강도와 연성은 반비례 관계가 있으므로 두 특성을 동시에 향상시키는 것은 매우 어려움이 있다. 그러나 이중 조직(bimodal structure)1) 또는 불균일 조직(heterogeneous microstructure, HM)을 형성하면 강도와 연성 모두가 향상된다는 발표 이래로 그에 관련된 연구가 많이 이루어지고 있다.10,11,12,13,14,15,16,17,18) HM을 형성하기 위한 방안으로 극저온 가공,1) 전기 증착,10) 분말야금법,11,12,13,14,15,16,17,18) SPS19,20) 등이 제안되었으나, 공정이 복잡하고 시편 크기가 제한적이며 열처리 조건의 재현성 확보가 어렵다는 한계가 존재한다. 따라서 본 연구팀은 이미 실용화된 공정인 냉간압연접합(cold roll-bonding, CRB)을 활용하여 불균일 조직을 용이하게 형성할 수 있다는 것에 착안하여 그에 대한 연구를 진행해 오고 있다.
일반적으로 금속의 미세조직은 소성가공에 의해 도입되는 변형량과 밀접히 관련되어 있으므로 변형량 제어를 통해 다양한 조직 형성이 가능하다. 특히 압연 공정에서는 압연 롤과 소재 간 마찰에 따른 전단변형이 미세조직과 기계적 특성에 큰 영향을 미치므로,21,22,23,24) 마찰 조건과 어닐링을 적절히 조절하면 HM의 형성이 가능하다. 그러나 일반압연에서는 표면에만 전단변형을 도입할 수 있으며 중심부에까지는 구조적으로 불가능하다. CRB법은 표면의 중앙부위로의 이동이 가능하고 특성이 상이한 이종(different) 재료의 활용이 가능하다는 점에서 HM 형성에 매우 효과적인 공정이라 할 수 있다. 본 연구실에서는 이전 연구에서 다양한 이종 Al의 CRB 공정을 통하여 2~4층으로 구성된 이종 Al 층상 클래드 재료를 제조하였으며 다양한 기계적 물성을 구현할 수 있었다.25,26,27,28,29,30,31,32,33,34) 특히, 지난 연구에서 HM을 형성시키기 위한 방안으로 AA1050 및 AA6061판재를 사용한 이변형율(different strain) CRB를 실시하여 고강도 및 고연성이 가능하다는 것을 입증하였다.35) 그 연구에서는 AA1050판재의 경우 어닐링재(O재)를 출발재로 하여 상당변형률(equivalent strain, ε)이 0, AA6061판재는 미리 50 % 압하율로 압연을 하여 ε= 0.8인 상태를 출발재로 하였었다. 그 결과 350 °C 어닐링 재료에서 기존의 강도-연성의 반비례 관계를 벗어나 강도 및 연성 모두 우수한 특성을 나타낸다는 흥미로운 결과를 도출할 수 있었다. 본 연구에서는 지난 연구결과를 참고로 AA1050 및 AA6061판재의 초기 변형율 상태를 정반대로 하여 이변형률 CRB를 실시하여 제조된 AA1050/AA6061판재의 미세조직 및 기계적 특성을 면밀히 분석하였다.
2. 실험 방법
2.1. 실험방법
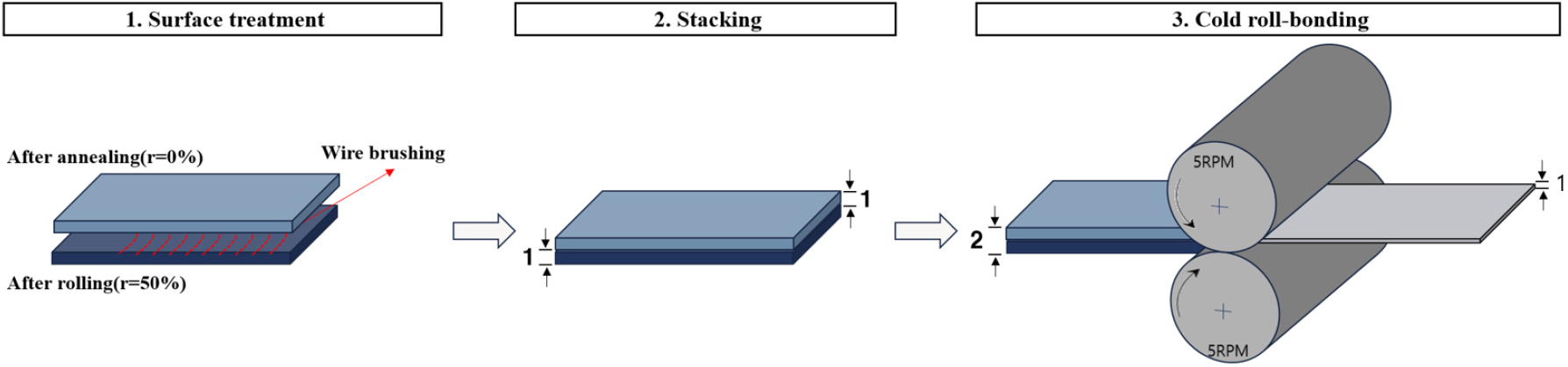
실험에 사용된 AA1050 및 AA6061 Al 합금의 조성을 Table 1에 나타내었다. 두 합금 모두 두께 2 mm, 폭 30 mm, 길이 100 mm의 판상으로 절취하여 전기로에서 450 °C, 1 h 동안 균질화 처리 후 공냉한 시편을 두께 1 mm 로 냉간압연(압하율 r = 50 %, 상당변형률 ε = 0.8)하였다. 그 후 AA1050판재는 압연된 상태(deformed state)를 출발재료로 하였고, AA6061판재는 450°C, 1 h 동안 다시 어닐링 하여 재결정조직 상태(ε= 0)로 만든 후 출발재료로 하였다. 즉, 두 재료의 초기상태의 변형률을 달리하여 CRB를 실시하였다. CRB는 Fig. 1과 같이 롤 직경이 350 mm인 2단 압연기로 롤 주속 5 rpm, 무윤활 조건으로 상온에서 최종 두께 1 mm로 압연하였다. 그러므로 압연에 따른 총 압하율은 AA1050판재의 경우 r = 75 % (ε = 1.6), AA6061판재의 경우 r = 50 % (ε = 0.8)였다. 앞으로 이 CRB 판재를 A1765로 명명하기로 한다. 그리고 CRB 후에는 200~400 °C의 온도 범위에서 1 h 동안 어닐링한 후에 공냉하였다.
Table 1.
Chemical composition of aluminum alloys used in this study (wt%).
| Material | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Each | Al |
| AA1050 | 0.03 | 0.29 | 0.02 | 0.01 | 0.01 | - | 0.01 | 0.01 | 0.03 | RE |
| AA6061 | 0.6 | 0.7 | 0.3 | 0.15 | 1.0 | 0.16 | 0.25 | 0.15 | 0.05 | RE |
2.2. 특성 평가
광학현미경(optical microscopy, OM) 미세조직 관찰은 CRB 및 어닐링된 AA1050/AA6061 층상 판재의 폭 중앙부에서 TD면에 평행하게 절단하고 기계 연마 및 전해 에칭(HClO4 : Ethanol = 1 : 9 용액 속에서 액체온도 5 °C, 전압 45 V의 조건)한 후에 실시하였다. 전해 에칭 후 전계 방사형 주사전자현미경(field emission scanning electron microscope, FE-SEM, JEOL JSM-7001F) 및 전자후방 산란 회절(electron back scattering diffraction, EBSD, HITACHI SU-6600)을 사용하여 미세조직 및 집합조직을 측정하였다. 이때, 측정 면적은 300 × 200 µm, step size는 0.25 µm으로 진행하였으며, 해석은 TSL OIM Data Collection ver.3.5를 이용하여 진행하였다.
기계적 특성은 상온에서 경도시험 및 인장시험으로 평가하였다. 경도시험은 Micro-Vickers 경도계를 이용하여 TD면에 평행하게 압연방향으로 자른 후 시편의 두께방향으로 일정하게 이동하며 0.05 kgf의 하중으로 압입시간 20 s의 조건에서 실시하였으며, 두께방향의 중심부를 기준으로 상부는 양수(+), 하부는 음수(-)로 표기하였다. 인장시험편은 인장방향이 압연방향과 평행하게 평행부의 폭 6 mm, 길이 32 mm가 되도록 방전가공기로 가공하여 준비하였으며, 인장시험은 Instron type의 만능시험기(Shimadzu Ag-IS)를 사용하여 상온에서 10-3 s-1의 일정한 변형률 속도로 파단이 일어날 때까지 진행하였다.
3. 결 과
3.1. 미세조직
Fig. 2에 출발재료 및 CRB된 AA1050 및 AA6061 판재의 광학현미경 미세조직을 나타내었다. 그림에서와 같이, 출발재료의 AA1050은 r = 50 %로 냉간압연된 상태이므로 결정립이 압연방향으로 연신된 가공조직을 나타내며, AA6061은 어닐링된 상태이므로 등축(equiaxed) 형상의 재결정조직을 나타내고 있다. 또한 CRB된 AA1050판재는 r = 75 %로 더 한층 압연된 상태이므로 압연방향으로 크게 연신된 전형적인 가공조직을 나타내고 있으며, AA6061 판재 또한 r = 50 %로 가공된 상태이므로 압연 가공조직을 나타낸다.
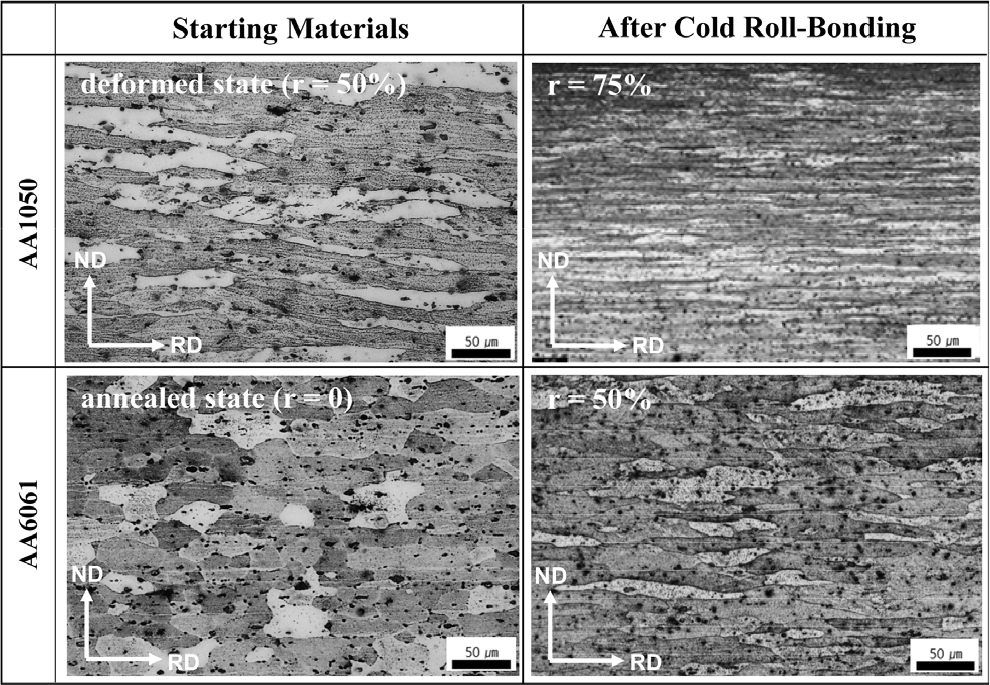
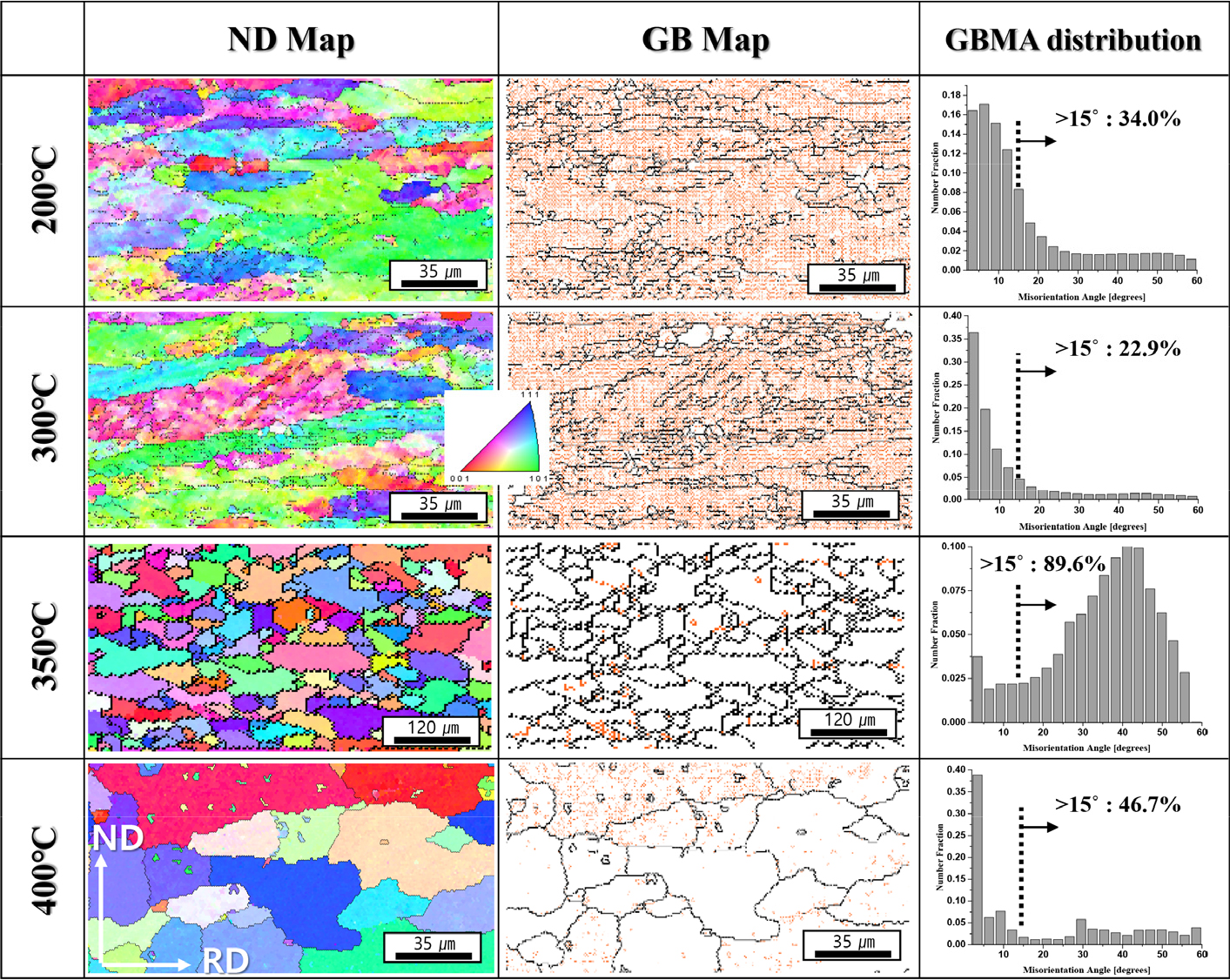
Fig. 3은 CRB재-AA1050 부위의 어닐링 온도 증가에 따른 SEM/EBSD 미세조직 변화 결과를 나타낸 것이다. 여기서 ND map, GB map, GBMA 분포는 각각 normal direction map, grain boundary map, grain boundary misorientation angle 분포를 의미한다. 그림에서와 같이, 200 및 300 °C 어닐링 시편은 전형적인 가공조직을 나타내지만, 300 °C 시편에서는 화살표로 표시한 바와 같이 새롭게 형성된 미세한 재결정립도 부분적으로 관찰이 된다. 350 및 400 °C 시편은 완전 재결정이 발생하여 압연방향으로 다소 연신된 조대 결정립(coarse grains)들로 구성되어 있으나, 400 °C 시편의 결정립이 350 °C 시편에 비해 다소 크며 등축에 가까워진 것을 알 수 있다. 또한 GBMA 분포로부터 200, 300, 400 °C 시편에서는 결정립계의 어긋남각(misorientation angle)이 15° 이상의 고경각입계(high angle grain boundaries, HAGB)의 분율이 저경각입계(low angle grain boundaries, LAGB)의 분율보다 낮은 반면 350 °C 시편의 경우는 HAGB 분율이 약 75 %로 LAGB의 분율보다 높은 것을 확인할 수 있다.

Fig. 4는 CRB재-AA6061 부위의 어닐링 온도 증가에 따른 SEM/EBSD 미세조직 변화 결과를 나타낸 것이다. 그림에서와 같이, 200 및 300 °C 어닐링 시편은 AA1050 부위와 유사하게 전형적인 가공조직을 나타내지만 300 °C 시편에서는 화살표로 표시한 바와 같이 새롭게 형성된 미세한 재결정립도 관찰이 된다. 350 및 400 °C 시편 또한 AA1050부위와 유사하게 완전 재결정이 발생하여 조대 결정립들로 구성되어 있으나, 400 °C 시편의 결정립이 350 °C 시편에 비해 크며 등축에 가까워져 있는 것을 알 수 있다. 또한 GBMA 분포로부터 200, 300, 400 °C 시편에서는 HAGB의 분율이 LAGB보다 낮은 반면 350 °C 시편의 경우는 HAGB 분율이 약 90 %로 LAGB에 비해 압도적으로 높은 것을 알 수 있다.
3.2. 기계적 성질
Fig. 5에 CRB 후 어닐링 온도별 시편의 두께방향으로 경도 분포[Fig. 5(a)] 및 평균 경도[Fig. 5(b)]를 나타내었다. Fig. 5(a)에서와 같이 압연(as-rolled)재, 200 °C, 300 °C 어닐링재의 경우 AA1050에 비해 AA6061부위의 경도가 크게 높은 경도 분포를 나타내었다. 그러나 350 °C 및 400 °C어닐링재는 모든 영역에서 완전재결정의 발생에 의한 연화로 인해 두 부위의 경도가 거의 같은 값을 나타내어 두께 방향으로 균일한 경도분포를 나타내었다. 또한 Fig. 5(b)에서와 같이 평균경도는 AA1050, AA6061 모두 어닐링 온도가 증가함에 따라 감소하나 그 감소폭은 AA6061에서 더 컸다.
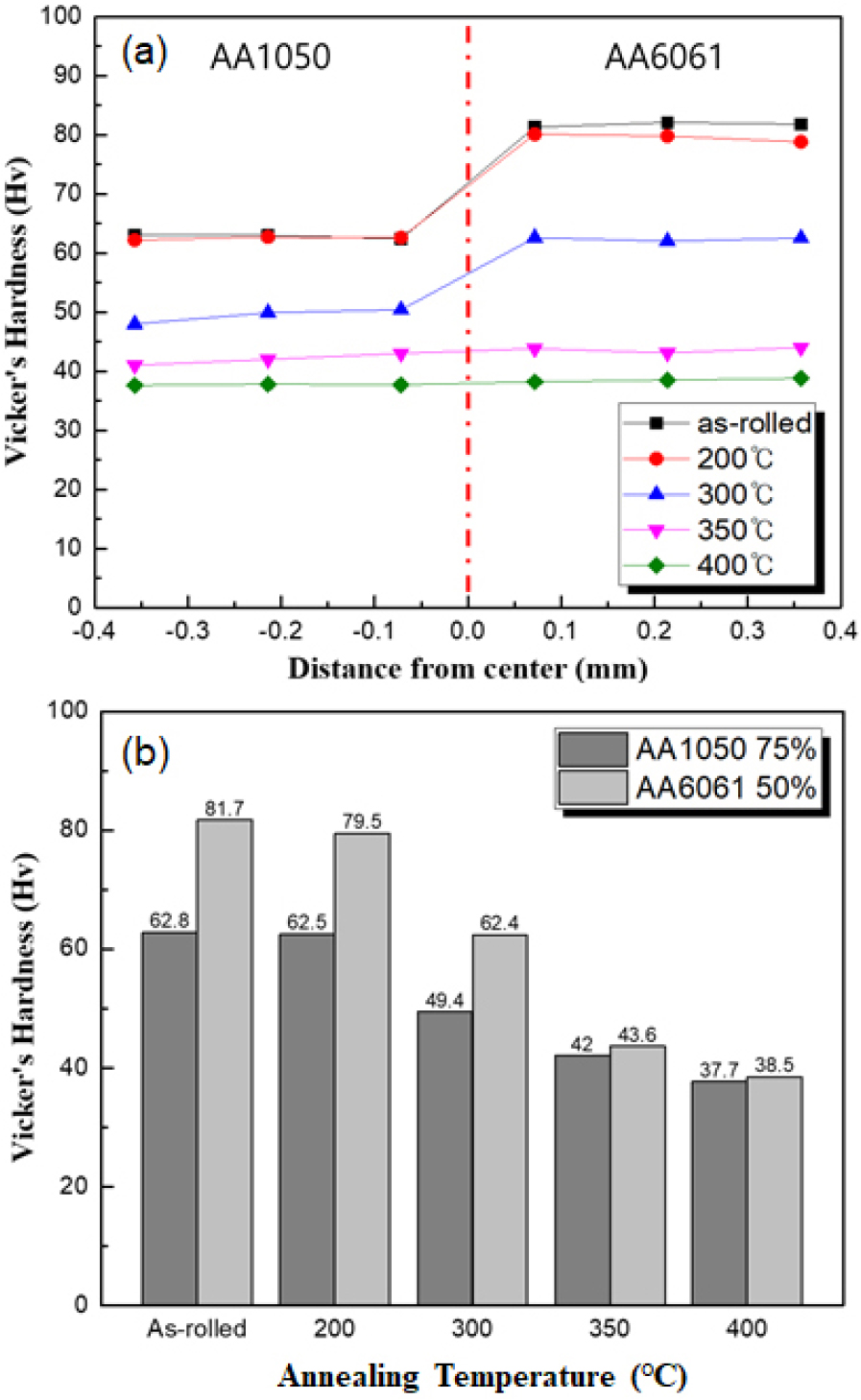
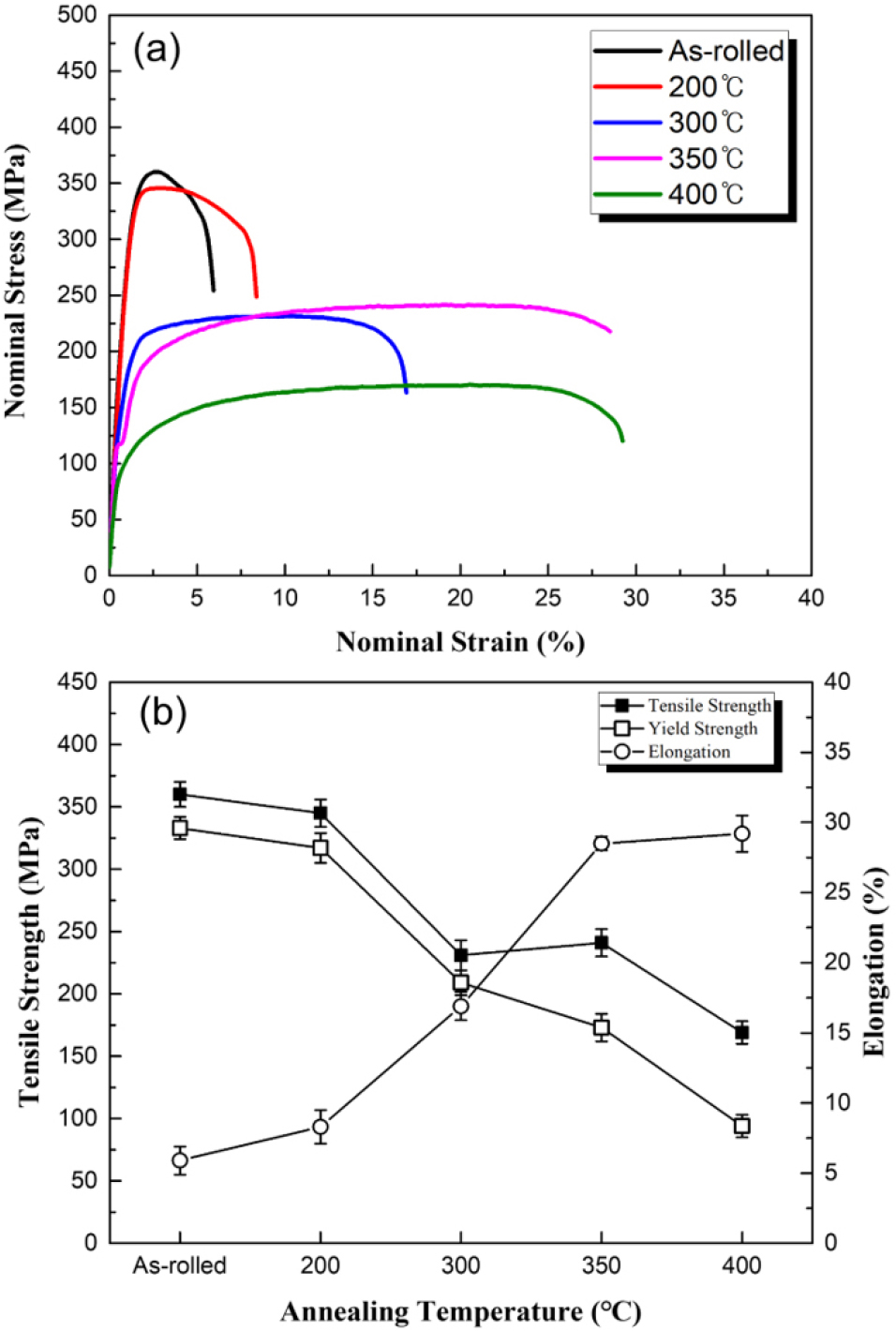
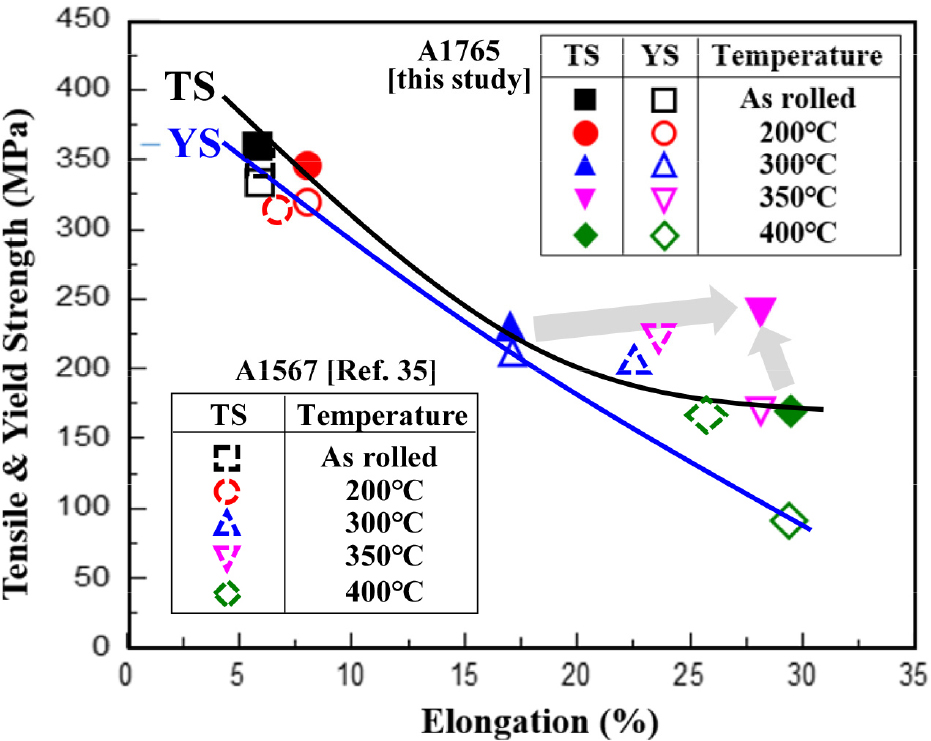
Fig. 6에 CRB재와 어닐링재의 인장시험에 의해 얻어진 Nominal stress-Nominal strain 곡선(S-S 곡선)[Fig. 6(a)]과 어닐링 온도 증가에 따른 기계적 성질 변화[Fig. 6(b)]를 나타내었다. Fig. 6(a)와 같이, 어닐링 온도가 증가함에 따라 어닐링재의 인장강도는 감소하고 연신율이 증가하는 경향을 나타내었다. 다만, 300 °C 이상의 시편에서는 특이한 s-s 곡선을 나타내었다. 즉, 350 °C 시편이 300 °C 시편보다 최대인장강도와 파단연신율 모두에서 높고 400 °C 시편 보다는 연신율이 유사하고 인장강도가 월등히 큰 곡선의 형태를 나타낸다는 점이다. 이와 같은 특이한 결과는 Fig. 6(b)에서도 명확히 확인이 된다. 즉, 어닐링 온도가 증가함에 따라 인장 및 항복강도는 감소하나 연신율은 크게 증가하는 경향을 나타내는 것을 확인할 수 있다. 그런데, 300 °C에서 350 °C로 어닐링 온도가 증가할 때는 인장강도 및 연신율 모두 증가하였다는 점이다. Fig. 7에 CRB재 및 어닐링재의 강도-연신율 관계를 나타내었다. 참고를 위해 지난 연구에서 얻은 A1567의 인장강도-연신율 관계 결과도 점선으로 함께 나타내었다.35) 인장강도와 연신율은 일반적으로 반비례 관계를 나타낸다. 그러나 그림에서와 같이 A1765 과 A1567 모두에서 350 °C 어닐링재의 경우는 인장강도 및 연신율 모두 일반적인 경향에서 벗어나 우수한 특성을 나타냄을 알 수 있다. 또한 인장강도는 모든 동일 어닐링 조건에서 본 연구의 A1765가 지난 연구의 A1567에 비해 높은 값을 나타내었다.
4. 고 찰
최대인장강도는 항복강도와 항복 후의 가공경화량의 합으로 표현된다. 그런데 Fig. 6(b)에서와 같이, 항복강도는 350 °C 시편이 300 °C 시편보다 더 낮으나 최대인장강도는 350 °C 시편의 값이 더 높았다. 이것은 두 재료 사이의 최대인장강도의 차이는 가공경화량의 차이라는 점을 명확히 해 준다. 또한 Fig. 6(a)에서와 같이, 350 °C 시편의 파단연신율이 300 °C 시편보다 큰 것은 균일연신율 항목의 기여도가 컸기 때문인 것을 알 수 있다. 그러므로 두 시편의 기계적 특성의 차이를 명확히 밝히기 위해서 가공경화량과 균일연신율에 초점을 맞추어 분석을 진행할 필요가 있다.
먼저, 가공경화량의 차이를 분석하기 위해 다음과 같은 방법으로 가공경화지수를 도출하였다. 인장시험 시 소성변형영역에서의 진응력(σt)과 진변형률(εt)은 다음과 같은 관계식으로 표현된다.36)
여기서, K는 강도계수(strength coefficient), n은 가공경화지수(work hardening exponent)이다. 또한, 진응력(σt)과 진변형률(εt)은 Fig. 6의 공칭응력(σn)과 공칭변형률(εn)을 통해 구하였다. 300~400 °C 어닐링재에 대하여 위의 식 (1)로부터 lnσt - lnεt 관계를 그리면 Fig. 8과 같이 된다. 그림에서 각 직선의 y절편을 통해 강도계수 K값을 구하고 기울기를 통해 가공경화지수 n값을 구하여 Table 2에 나타내었다. Table 2에서와 같이, 어닐링 온도가 증가함에 따라 가공경화지수는 증가하였으며, 특히 300 °C와 350 °C 구간에서 큰 폭의 증가가 관찰되었다. 이러한 n값의 상승은 350 °C 에서의 완전재결정에 기인한 것으로 판단된다. 재결정 상태의 재료는 초기 변형 저항이 낮고 균일 변형을 유도하므로 가공경화지수가 높다고 보고되고 있다.37)Table 2에서 또 하나 주목할 점은 350 °C 시편의 강도계수(K)가 400 °C 시편 뿐 아니라 300 °C 시편에 비해서도 현저히 높다는 것이다. 일반적으로 K값은 가공된 재료에서 내부 전위밀도가 높거나 재결정된 재료에서는 미세결정립일수록 크게 나타나는 경향을 보인다. 300 °C 어닐링재는 회복으로 인해 변형으로 축적된 전위가 많이 소멸되었으며, 극히 부분적으로 재결정이 시작되는 단계에 머물러 세 시편 중에 중간 수준의 K값과 낮은 n값을 나타낸 것으로 판단된다. 반면, 350 °C 어닐링재는 완전재결정으로 인해 높은 K값을 나타낸 것으로 사료된다. 이는 Fig. 3의 GB map을 통해서도 확인할 수 있으며, 전위 소멸에 의한 연화효과보다, 미세결정립 생성에 의한 강화 효과가 우세하여 상대적으로 큰 K값을 나타낸 것으로 판단된다. 350 °C 시편의 보다 자세한 결정립 분석과 전위 밀도를 확인하기 위해 커널 평균 방위차(kernel average misorientation, KAM) 분석을 진행하여 Fig. 9에 나타내었다. AA1050 영역의 경우, GB map에서와 같이, 압연 방향으로 길게 연신된 조대한 재결정립과 함께 부분적으로 미세한 등축의 재결정립의 존재가 관찰되었다. 그러나 KAM map에서는 일부 영역에서 전위가 완전히 소멸되어 0°의 KAM 각도를 나타낸 반면, 특정 영역에서는 축적된 전위가 잔존하여 약 5°의 KAM 각도를 나타내었다. 반면 AA6061 영역은 AA1050과 달리 대부분의 영역에서 비교적 미세하고 등축인 재결정립들로 채워져 있다. 또한 KAM map을 통해 KAM각도가 편중되어 있지 않고 균등하게 분산되어 나타내고 있음을 알 수 있다. 이러한 결과를 통해, AA1050 영역은 조대화된 재결정립이 존재함에도 잔재한 전위가 높은 밀도로 분포하며, AA6061 영역 또한 상대적으로 미세한 등축 재결정 조직을 나타내고 있음에도 전위가 완전히 소멸되지 않고 많이 남아 있음을 알 수 있었다. 이와 같은 결과는 Fig. 3과 Fig. 4에서 350 °C 어닐링 시편에서만 특별히 고강도 입계 분율이 압도적으로 높았던 이유였다고 판단된다. 결론적으로 350 °C 어닐링 시편은 이러한 HM이 높은 미세조직적 특징으로 인해 높은 강도계수와 가공경화지수를 유지한 것으로 판단된다.
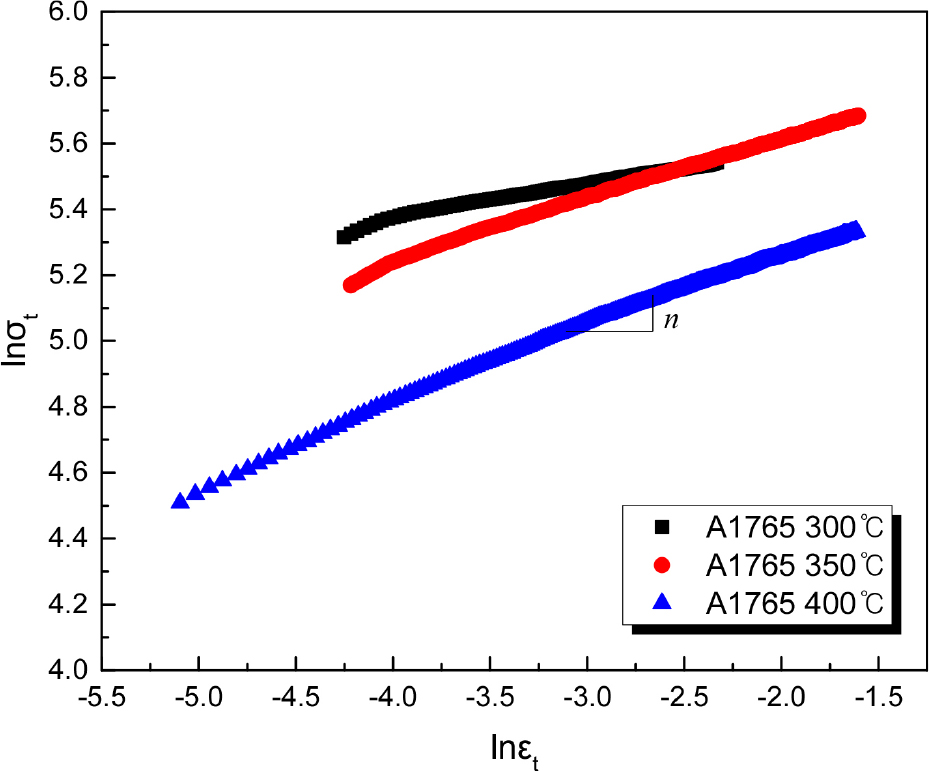
Table 2.
Mechanical properties of A1765 annealed at 300, 350, and 400 °C after cold rolling.
| K (MPa) | n | |
| 300 °C | 323 | 0.1 |
| 350 °C | 395 | 0.18 |
| 400 °C | 300 | 0.22 |
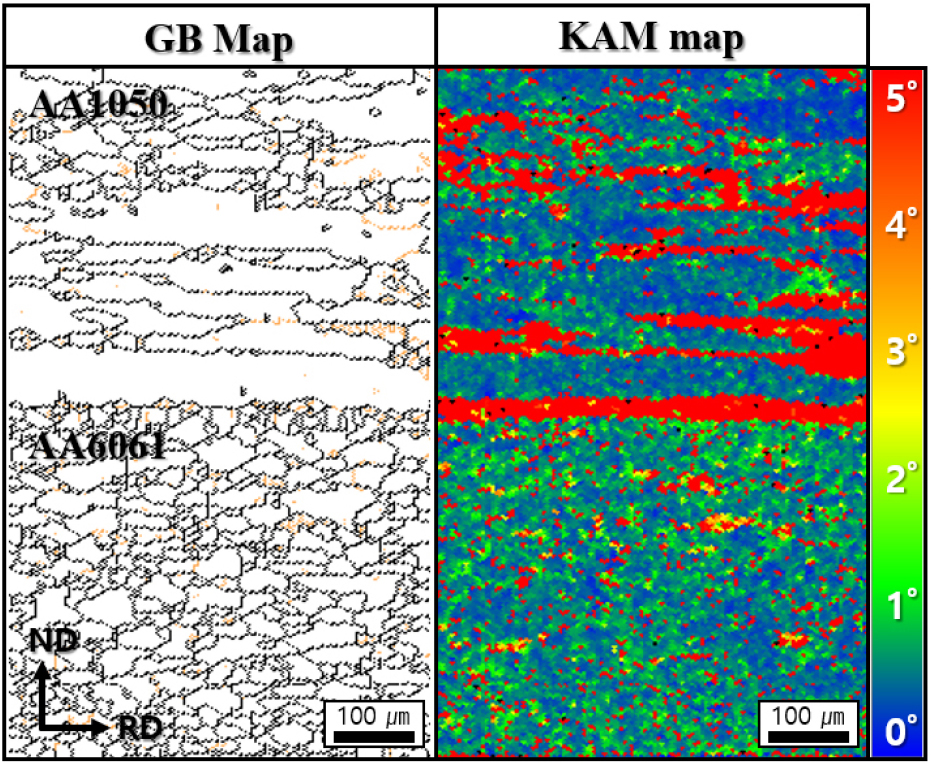
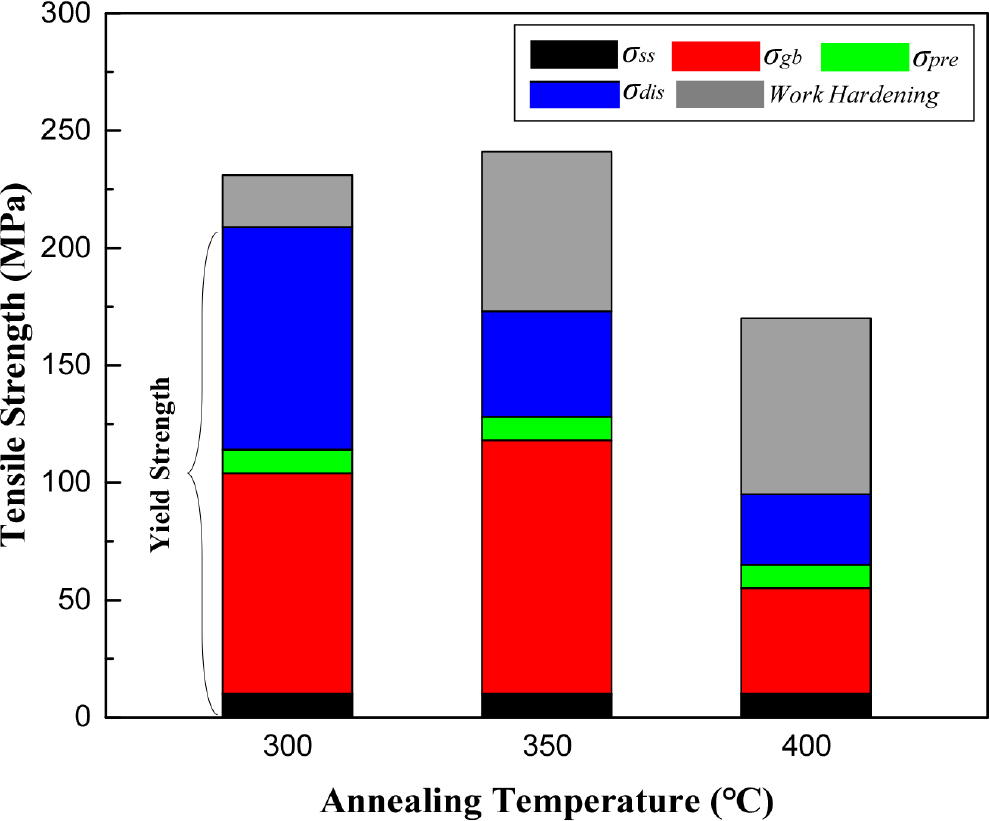
Fig. 10에 300, 350, 400 °C 어닐링 재료의 항복강도 및 최대인장강도에 기여하는 요소들에 대한 강도 분율을 그림으로 나타내었다. 그림에서와 같이, 최대인장강도는 항복강도와 항복 후의 가공경화량의 합으로 표현된다. 최대인장강도에 기여하는 항복강도의 분율은 300 °C 시편에서 가장 높으며 350, 400 °C로 온도가 증가함에 따라 감소한다. 특히, 350과 400 °C 시편의 최대인장강도의 차이는 항복강도의 차이인 것이 확인된다. 일반적으로 항복강도를 구성하는 요인으로는 아래와 같은 항목들로 구성된다.
여기서, 는 항복강도(yield strength), 는 고용체강화(solid solution strengthening), 는 결정립계강화(grain boundary strengthening), 는 석출강화(precipitation strengthening), 는 전위에 의한 강화(dislocation strengthening)를 나타낸다. 여기에서 와 의 항목은 본 연구의 항복강도 차이에 영향을 준다고 보기 어렵다. 300 °C시편에서 항복강도 기여도가 가장 큰 것은 전위에 의한 가공경화 기여도가 가장 컸기 때문인 것을 그림을 통해 알 수 있다. 또한 350 °C 시편은 400 °C 시편에 비해 미세결정립에 의한 의 강화효과가 컸으므로 높은 인장강도를 나타낸 것임을 알 수 있다. 한편, 최대인장강도에 기여하는 가공경화량의 분율은 300 °C 어닐링재에서 가장 낮으며 350 °C와 400 °C 시편은 비슷한 수준을 보이는 것을 알 수 있다. 결론적으로 및 의 강화효과가 동시에 컸던 350 °C 시편의 인장강도가 300 및 400 °C 시편에 비해 높은 인장강도를 나타냈다고 할 수 있다.
5. 결 론
AA6061에 비해 AA1050판재의 변형률이 높은 이변형률 CRB 공정을 적용하여 AA1050/AA6061 이종 Al 층상 판재를 성공적으로 제조하여 다음과 같은 결론을 얻을 수 있었다.
(1) CRB 재료 및 300 °C까지 어닐링된 시편은 AA1050, AA6061 모든 부위에서 주로 가공조직을 나타내었으나, 350 °C 이상에서 어닐링된 시편은 완전재결정조직을 나타내었다.
(2) AA1050, AA6061 모두 어닐링 온도가 증가함에 따라 경도는 감소하였으나 그 감소폭은 AA1050에 비해 AA6061 부위에서 더 컸으며, 350 °C 이상에서는 결국 거의 같은 경도 값을 나타내었다.
(3) 어닐링 온도가 증가함에 따라 어닐링재의 대부분의 인장강도는 감소하고 연신율이 증가하는 전형적인 연화 경향을 나타내었으나, 350 °C 시편의 경우만 강도 및 연성 모두 높은 특이한 기계적 특성을 나타내었다. 이것은 350 °C 시편에서 300 °C 및 400 °C 시편에 비해 인장강도에 영향을 주는 주요 두 인자인 가공경화효과 및 결정립미세화 효과가 균형 있게 작용한 결과라 사료된다.
(4) AA6061에 비해 AA1050의 변형률이 높은 이변형률 조건의 CRB 및 어닐링 공정을 통해서도 두께 방향으로 불균일한 미세조직을 효과적으로 도입하여 강도와 연신율이 우수한 AA1050/AA6061 이종 층상 Al 합금 판재 제조가 가능함을 확인할 수 있었다.
