

1. 서 론
최근 반도체를 비롯한 첨단 산업의 발달에 따라 더 빠 르게 더 큰 데이터를 처리할 수있는 소자의 개발이 요 구되고 있다. 이러한 소자에는 대규모 집적 회로(ultra large scale integrated, ULSI) 구조가 필요하며 이를 얻 기 위해서는 낮은 비저항과 전자이동(electro-migration, EM), 응력이동(stress-migration, SM) 등에 대한 내성이 뛰어난 구리를 박막형태로 하여 회로 물질로 사용하게 되었으며 이에 대한 연구가 국내·외적으로 활발히 이 루어지고 있다.1-3) 구리박막을 형성시키는 방법으로는 증 발증착법, 스퍼터링(sputtering) 등의 물리적 방법과 유기 금속화학증착법(metal organic chemical vapor deposition, MOCVD) 등과 같은 화학적 방법, 그리고 전해 도금 및 무전해 도금법 등의 전기화학적 방법이 있다. 스퍼터링 등의 물리적 방법은 양호한 막질을 얻을 수는 있으나, 비아 홀(via hole)이나 접촉홀(contact hole)의 종횡비가 클 경우에 단차피복성의 한계를 극복하기 어려워 홀내 부에 공동(void)이 형성되거나 듀얼 다마신 공정(dualdamascene process)이 곤란하다는 단점이 있다. MOCVD 법 등의 화학적 방법은 스퍼터링의 단점인 단차피복성 에 대해 우수한 성질을 가지고 있어 미세화에 대응이 가 능하다는 장점이 있으나 높은 원료비용과 낮은 성장속 도, 재현성 등 신뢰성이 떨어진다는 단점이 있다. 무전해 도금법은 높은 종횡비에서도 우수한 갭 필링(gap filling) 특성을 보여주지만 결정립 크기가 작아 EM에 대한 내 성이 낮고 반응 화학성도 복잡하여 제어가 어렵다는 단 점이 있다.4) 전기도금법은 통전을 위한 씨앗층(seed layer) 이 반드시 필요하다는 단점이 있지만, 진공장치를 필요로 하지 않아 제조단가를 줄일 수 있고 도금에 쓰이는 전 해액의 조성, 도금 시간, 온도, 첨가제 조절 등을 통하 여 박막 결정립의 크기나 표면 거칠기 등의 조절이 용 이하다.5-6) 또한, 전기도금법에 의한 박막은 형성이 비교 적 빠르고, 상대적으로 간단하고 쉬운 장치를 사용하여 상대적으로 양호한 막질을 얻을 수 있다는 장점 외에도 EM에 대한 내성이 우수하고, 유지보수 비용도 매우 낮은 장점을 가지고 있다.7) 따라서 전기도금법에 의한 금속 구 리 박막 또는 구리선의 제조는 구리 자체의 장점과 전 기도금법의 우수성 등으로 인하여 산업전반에 걸쳐 많이 이용되고 있다. 특히 인쇄회로기판(printed circuit boards, PCB), 패키지 시스템, 그리고 반도체 소자 제조에 폭넓 게 쓰이고 있다.8-9) 전기도금법을 이용하여 구리 박막을 형성할 때 표면 형상과 구조 및 기계적 특성은 음극 전 압, 전류밀도, 도금액의 조성과 같은 다양한 도금 변수 에 영향을 받는다.10-12) 그 중 전기도금의 변수로써 도금 액의 조성을 달리하는 연구가 활발히 진행되고 있다. 전 기도금을 위한 도금액은 구리이온이 포함된 전해액, 환 원제, 유기첨가제 등을 사용한다. 이용 가능한 전해액 중 황산-황산구리 전해액은 비교적 빠른 도금 속도, 낮은 비 용, 낮은 독성, 그리고 도금 후 박막의 강도와 유연성 이 일정하다는 장점을 가지고 있기 때문에 전자산업 부 품제조 전해액으로 광범위하게 사용되고 있으며, 이와 관 련된 많은 연구가 이루어지고 있다.13-15) 구리박막의 미 세구조 및 물리적 특성의 개선을 위해서 음극전압, 전 류밀도, 전해질의 조성 등의 조절 및 첨가제의 종류 및 조성 등을 달리하는 등 많은 연구가 이루어지고 있다. 그러나, 전해질의 산화-환원반응이 일어날 수 있게 전자 의 흐름을 만들어 내는 대전극(counter electrode)에 관한 연구는 상대적으로 적게 이루어져왔으며, 연구는 주로 전 극의 모양 및 위치에 대한 연구가 주를 이루어 왔고, 소 재에 대한 연구는 상대적으로 적게 이루어졌다.
본 연구에서는 표준 3-전극계에서 일반적으로 사용되 는 대전극의 소재를 교체하고 그에 따른 차이점을 알아 보고자 하였다. 일반적으로 구리 전해도금 시 대전극으 로 고가의 백금 매쉬, 흑연, 또는 다결정 구리를 사용 한다. 이를 대체할 수 있는 재료로서 상대적으로 저렴하 면서 새로운 특성을 기대할 수 있는 단결정 구리(singlecrystal Cu)를 선정하여 3-전극계의 대전극으로 사용하였 고, 이를 통해 만들어진 구리 박막의 미세구조의 변화 및 기계적 특성의 변화를 측정하였으며 다결정 구리(polycrystal Cu)를 대전극으로 사용하여 제조한 구리박막의 미 세구조 및 기계적 특성과 비교 관찰하였다.
2. 실험 방법
직경 4 inch 실리콘 웨이퍼((100), H9100-0302, Ultrapak Wafershield)를 너비 10 mm, 길이 25 mm의 크기로 자른 다음 아세톤, 에탄올, 증류수의 순서로 각각 5분간 초음파 세척 후 고순도 질소 가스로 상온 건조하여 표 면에 존재할 것으로 여겨지는 유기물을 제거하였다. 인 장시험용 시편을 만들기 위하여 표면 세정한 실리콘 기 판 위에 Fig. 1(a)와 같은 마스크를 제작하여 부착한 후 열증발 증착장치(thermal evaporator, 마루엘엔씨(주))를 이 용하여 두께 5 nm 정도의 크롬(Cr, 99.95 %, RND Korea Company)과 50 nm정도의 두께로 금(Au, 99.9 %, Alfa Aesar)을 증착하여 전도성 기판(작업전극, working electrode) 으로 사용하였다. 구리박막의 전착은 Fig. 1(b)와 같 이 3-전극법으로 전기화학 분석기(CompactstatTM, IVIUM Tech.)를 이용하여 일정전위를 인가하여 실험을 진행하였 으며, 기준전극(reference electrode)으로는 포화 Ag/AgCl 전극(CH Instruments, Inc.)을, 대전극(counter electrode) 으로는 두께 2 mm, 너비 15 mm, 길이 60 mm의 (111) 단결정 구리전극과 다결정 구리전극을 이용하였다. 구리 박막의 전착에 사용된 전해액은 CuSO4 ·5H2O 100 g/L와 H2SO4 100 g/L를 혼합하여 사용하였으며, 전극 소재 이 외의 다른 요인을 제거하기 위하여 전해액에 유기첨가 제는 사용하지 않았다. 40 °C 용액온도에서 전착을 진행 하였으며, 이온의 흐름을 방해하지 않기 위해 교반은 실 시하지 않았다. 전극간 거리는 약 2 cm로 일정하게 유 지하였고, 작업전극에 −1.0 V의 전압을 10분 동안 인가 하여 구리 박막을 형성하였다.
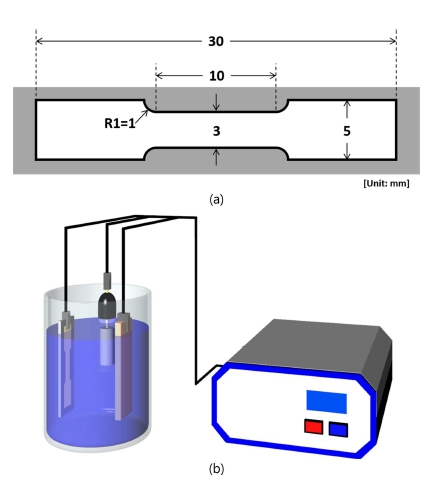
Fig. 1
Schematics of (a) dog-bone-shaped tensile specimen, (b) 3- electrodes cell for electrodeposition of Cu.
전기도금 시에 인가되는 초음파는 핵 생성을 촉진하여 결정립의 크기를 줄여 도금막의 기계적 특성을 높여준 다고 보고 되었다.16) 본 연구에서는 두 가지 현상을 관 찰하기 위하여 초음파 인가 실험이 진행되었다: 1) 기존 의 연구와 같은 결정립의 크기에 미치는 영향; 2) 대전 극의 변화에 따른 이온의 흐름 변화 영향을 관찰하기 위 하여 도금 중에 초음파를 인가하였다. 상용화된 초음파 발생기(Vibra-CellTM, Sonics & Materials, Inc., USA)를 이용하여 이전 연구와 같은 에너지 밀도의 초음파를 Fig. 1(b)의 기준전극의 반대편에 초음파 발생기 프로브를 장 착한 후 인가하였다.16-17) 초음파의 인가에 의해서 발생 할 수 있는 도금 두께의 변화에 의해 발생할 수 있는 기계적 특성 측정 오류를 최소화하기 위하여 시편의 두 께를 여러 차례 측정하여 사용하였다.
구리 박막의 표면과 단면 형상을 관찰하기 위하여 전 계방사 주사전자현미경(S-4700, Hitachi)을 이용하였으며, 구리 박막의 기계적 특성은 인장시험기(LRXPlus, Lloyd Instruments, England)를 이용하여 측정하였다. 박막 인장 시험기(LRXPlus, Lloyd Instruments, England)의 그립 부분과 시편 사이의 미끄러짐을 방지하기 위하여 시편 의 그립 부분에 얇은 유리를 부착하고, 1 kN 하중 셀을 사용하여 10 mm/min cross-head 속도로 인장시험을 하 였다. 인장 시험의 신뢰도를 높이기 위해 구리박막을 전 해연마(electropolishing) 하여 표면을 평탄하게 만드는 작 업을 진행하였고 전해연마조건은 Table 1에 나타내었다. 인장시험용 시편은 구리 박막을 20 wt% 90 °C NaOH 용액에서 2시간 동안 담가 실리콘을 제거하고 증류수로 세척하여 준비하였다.
3. 결과 및 고찰
3.1 미세구조 분석
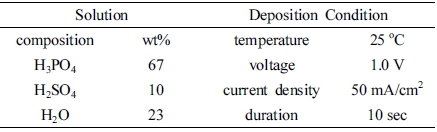
앞서 언급한 바와 같이 구리박막의 미세구조와 인장강 도, 탄성계수와 표면경도 등의 물리적 특성은 음극 전 압과 전류밀도, 도금액의 조성 등 다양한 조건에 따라 영향을 받게 되지만, 본 논문에서는 다른 변수를 배제 하고 대전극의 변화만을 변수로 두어 그 효과를 알아보 고자 하였다. Fig. 2는 전해액의 온도를 40°C로 유지시 킨 가운데 대전극 변화 및 도금시간에 따른 구리박막의 표면 미세구조 차이를 보여주는 전자 현미경(SEM) 사 진으로 대전극으로 다결정 구리전극을 사용하여 전착한 구리박막의 경우(Fig. 2(a) & (c))와 (111) 단결정 구리 전극을 사용하여 전착한 구리박막의 경우(Fig. 2(b) & (d))를 나타내었다. Fig. 2에서 보는 바와 같이 다결정 구 리전극을 사용하였을 때는 결정립의 경계가 선명하게 나 타나는 것을 확인할 수 있다. 이 차이는 전착시간이 증 가할수록 뚜렷해지는데 5초간 전착한 Fig. 2의 (a)와 (b) 에 비해 120초간 전착한 (c)와 (d)의 경우 결정립계의 형 태에 더 큰 차이를 보였으며 위와 같은 결과가 대전극 의 차이로만 이루어졌다는 사실에 주목할 만 하다. 이 후에 거론 될 표면경도, 탄성계수와 같은 기계적 특성 의 차이 또한 상기 미세구조의 차이에서 기인한다고 판 단된다. 전해도금에 의한 박막 성장 메커니즘은 전기분 해에 의한 이온들의 환원반응이므로 전류밀도는 중요한 변수중의 하나이다. 하지만 동일한 조건에서 다결정과 단 결정 구리 대전극 별로 각각 5회씩 도금을 실시하고 전 류밀도를 측정했을 시 단결정 구리 대전극에서의 전류 밀도가 다결정 구리 대전극에서의 전류밀도에 비해 약 간 큰 것(1 mA/cm2 미만) 외에는 별 다른 차이가 없었 다. 따라서, 대전극의 결정 방위가 전해질내에서 이동하는 구리 이온에 영향을 주는 것으로 추측할 수 있다. 이는 Fig. 3의 결과를 통해서도 간접적인 확인이 가능할 것으 로 판단된다.
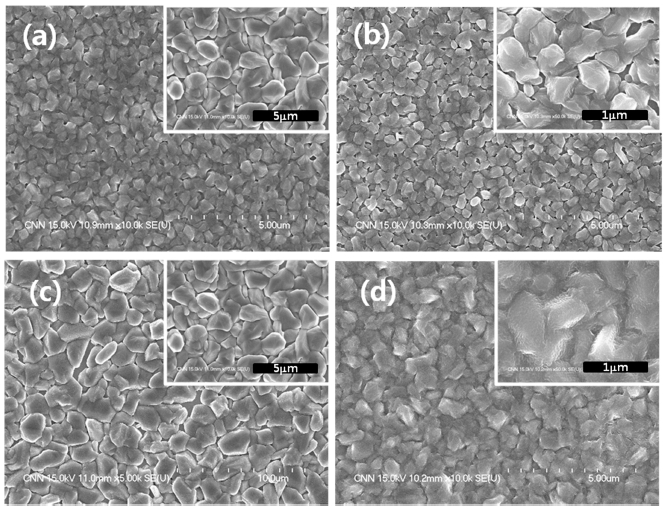
Fig. 2
SEM images of copper thin films in plane-view: (a) poly-crystalline Cu, 5s; (b) (111) single-crystalline Cu, 5s; (c) poly-crystalline Cu, 120s; (d) (111) single-crystalline Cu, 120s.
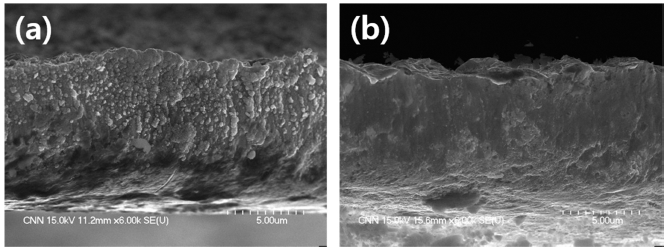
Fig. 3(a)와 (b)는 Fig. 2(c)와 (d)에 삽입된 미세구조 사진을 확대한 것이다. 즉, 다결정 구리 대전극과 단결 정 구리 대전극을 이용하여 120초 동안 전착한 구리 박 막의 전자현미경 사진이다. 앞서 말한 바와 같이 대전 극의 결정 구조에 따라 전착된 구리 박막의 미세구조에 많은 차이가 있음을 알 수 있다. 그러나, 전착 도중에 초음파 에너지를 인가하면 두 구조에는 큰 차이가 없음 을 알 수 있다. Fig. 3(b)와 (d)는 각각의 대전극으로 전 착 실험시에 초음파 에너지를 인가한 구리 박막의 표면 사진이다. 결정립의 크기가 작아진 것은 확실히 알 수 있으나(이는 이전 연구에서와 같음을 알 수 있다16-17)), 초 음파 에너지를 인가하지 않았을 때와는 두 조건의 차이 는 거의 없음을 알 수 있다. 다만, 쉽게 인지 하기는 어 려우나 자세히 관찰하면 Fig. 3(d)의 경우가 확연히 구 분되지는 않지만 결정립의 경계가 Fig. 3(b)보다는 덜 선 명하다는 것은 알 수 있다. 이러한 약간의 차이가 기계 적 거동(3.2절에 설명)에 어느 정도 영향을 미치는 것으 로 판단된다. 미세구조의 차이는 앞으로 투과전자현미경 등의 자세한 분석이 뒤따라야 할 것으로 생각되며, 현 재 연구가 진행 중에 있다.
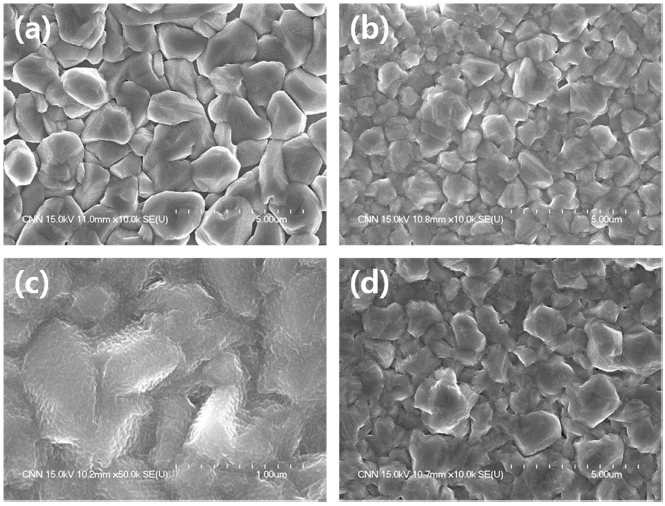
Fig. 3
SEM micrographs of copper thin films deposited for 120s with and without ultrasonic irradiation: (a) poly-crystalline Cu anode, no ultrasonication; (b) poly-crystalline Cu anode, ultrasonication; (c) (111) single-crystalline Cu anode, no ultrasonication; (d) (111) singlecrystalline Cu anode, ultrasonication.
3.2 기계적 거동 분석
3가지 조건(다결정/단결정 구리 대전극 사용, 단결정 구 리 대전극 사용 시 초음파 인가)의 시편을 제작하여 인장 시험을 실시 하였다. Fig. 4(a)에서 보는 바와 같이 (111) 단결정 구리를 대전극으로 사용하여 얻은 구리박막의 평 균 최대인장응력은 약 190MPa 이상이며, 다결정 구리를 사용한 경우는 약 125 MPa 정도이었고, 0.2 % off-set법 으로 구한 항복응력은 각각 165 MPa, 85 MPa 정도였 다. (111) 단결정 구리 대전극을 사용하였을 경우에 최 대인장응력은 약 52 %, 항복응력은 약 94 % 정도의 상 승효과를 관찰할 수 있었는데 이는 구리박막의 미세구 조의 차이에서 발생한 것으로 판단된다. 영률(Young’s modulus)의 경우는 125 GPa 정도로 일반적인 벌크구리 의 영률과 비슷하게 측정되었다.
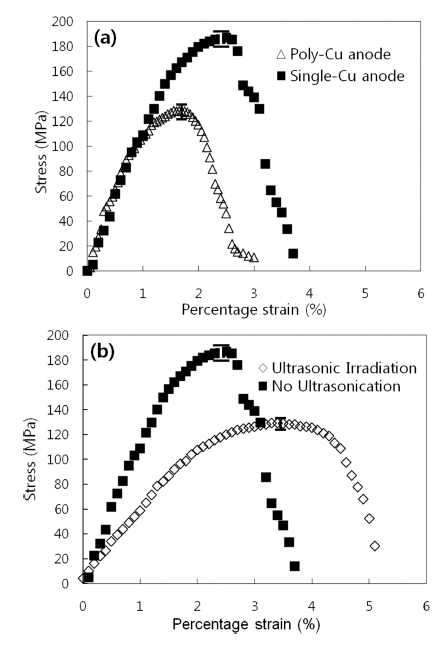
Fig. 4
Stress-Strain curves of Cu thin films fabricated using by: (a) poly-crystalline Cu anode and (111) single-crystalline Cu anode; (b) single-crystalline Cu anode with and without ultrasonic irradiation during deposition.
앞서 미세구조 분석에서 서술한 바와 같이 (111) 단결 정 구리를 대전극으로 사용하여 얻은 구리박막의 결정 립계는 다결정 구리 대전극을 이용해서 만든 구리 박막 의 결정립계에 비해 불분명하고 뭉그러진 형상을 띠는 데, 이러한 미세구조가 결정립계의 결함을 어느 정도 상 쇄시키며 결합력으로 작용하여 인장응력과 항복응력을 상 승시킨 것으로 판단된다. 파단시까지의 변형율 또한 (111) 단결정 구리를 대전극으로 사용하여 얻은 구리박막의 경 우가 좀 더 높게 측정되었다. (111) 단결정 구리 대전 극 사용의 경우 파단시까지의 변형율이 약 3.7 %로 약 2.7 %의 변형율을 보인 다결정 구리 대전극을 사용한 경 우보다 약 37 %의 상승효과를 관찰할 수 있었다.
Fig. 4(b)는 (111) 단결정 구리 대전극을 이용한 구리 박막 전착 과정 중에 초음파 에너지를 인가하였을 때와 그렇지 않은 경우의 박막의 응력-변형율 곡선을 나타낸 다. 그래프에서 보는 바와 같이 초음파를 인가한 경우 의 최대인장응력과 항복응력은 각각 130 MPa와 105 MPa 정도로 관찰되었다. 이는 다결정 구리 대전극을 사용하 였을 때와 비교했을 때 약간 높거나 비슷한 수치임을 알 수 있다. 그러나, 영률의 경우는 58 GPa 정도로 현저히 낮으며, 파단시까지의 변형율은 5.1 % 정도로 증가하였 다. 이는 단결정 구리 대전극을 이용한 구리 박막 전착 시에 인가된 초음파 에너지가 형성되는 결정립계에 부 정적인 영향을 미쳐 박막의 연화를 일으키는 것으로 판 단된다. 영률의 저하는 박막 내부에 결함 즉 원자가 조 밀하게 쌓이지 못하여 발생할 수 있는 다공질 형태의 결 함에 의해 일어난 현상일 수도 있을 것으로 판단된다. 이러한 현상은 이전의 연구16) 결과와 비교하면 전혀 다 른 결과임을 알 수 있다. 즉, 문헌(16)의 Fig. 4(b)를 보 면 다결정 구리 대전극을 사용하고 초음파 에너지를 인 가했을 경우는 결정립 크기의 감소로 인하여 Hall-Petch 기구에 의하여 최대인장응력이 현저히 증가하였으며(~40 %) 영률의 경우도 약간 증가한다고 보고 되었다. 이러한 결 과로부터, 초음파 에너지의 인가에 의해서 발생되는 결 정립계의 변화가 대전극의 결정성에 따라서 기계적 특 성에 미치는 영향이 다르다는 것을 알 수 있다. 3.3절 의 메커니즘 제안에서 조금 더 자세히 설명하겠지만, 단 결정 구리 대전극이 도금 시에 만드는 구리 이온의 흐 름에 의해서 형성되는 구리 박막의 결정립계가 일반적 인 다결정 구리 대전극에 의해서 만들어지는 결정립계 와 근본적으로 다르기 때문에 일어나는 현상으로 생각 된다. 단결정 대전극의 경우는 다결정 대전극의 경우와 는 달리 초음파에 의해 만들어지는 큰 에너지가 이온의 흐름을 흐트러뜨리고 이는 조밀한 구조 형성을 방해함 으로써 Fig. 3(c)에서 보여준 미세구조의 형성을 방해하 여 기계적인 특성이 저하되는 것으로 판단된다.
단결정 구리 대전극과 다결정 구리 대전극을 이용해서 형성시킨 구리박막의 파단면을 주사전자현미경(SEM)으로 관찰하였고, 그 이미지를 Fig. 5에 나타내었다. Fig. 5(a) 와 Fig. 5(b)는 각각 대전극으로 (111) 단결정 구리와 다 결정 구리를 사용한 시편의 파단면 사진들이다. Fig. 5(a) 의 경우 파단면의 구조가 복잡하고 입체적이며, 전체적 으로 입계가 찢어진 형태를 띠고 있는 것으로 관찰된 다. 그에 반해 Fig. 5(b)의 파단면은 선명하고 평면적이 며 상하 방향으로 결이 형성되어 있는 Cleavage 파단 형 태를 띤다고 볼 수 있다. 이러한 파단면의 구조적인 차 이는 구리박막의 평면 SEM 사진과 결부되는 현상이며 이러한 차이가 인장응력과 변형율에 영향을 미치는 것 으로 사료된다.
3.3 메카니즘 제안
대전극의 결정성에 따라 증착된 구리박막의 미세구조 및 기계적 특성이 변한다는 사실을 실험적으로 확인하 였고, 이를 설명하고자 다음과 같은 형성 메커니즘을 제 안하고자 한다. A. Hamelin는 상대전극이 각각 백금, 금, 유리상탄소로 변화함에 따라 작업전극인 (111) 단결 정 금의 전압전류곡선이 바뀐다고 보고하여 상대전극도 전해질 내부반응에 어떤 형태로든 영향을 줄 수 있다는 것을 보여주었으며,18) M. Kim 등은 다결정 구리 대전 극을 사용하여 구리 박막을 전착할 때 초음파 에너지를 인가하면 핵 생성률을 증가시켜 결정립의 크기를 줄일 수 있기 때문에 인장강도가 증가한다고 보고 하였다.16) 본 연구에서는 단결정 구리를 대전극으로 사용하였을 경 우 초음파 에너지의 인가가 오히려 인장강도의 감소와 영률의 감소를 가져오는 것을 관찰하였다. 본 연구에서 이것은 단결정 소재를 대전극으로 사용할 시 전해질 내 에서 전하들이 고유한 흐름 또는 일정한 흐름(uniform stream)을 형성하여 이동하게 되고 이 흐름을 초음파 에 너지가 방해하여 생긴 결과라고 판단하였다. 미시적 관 점에서 봤을 때 다결정 대전극의 경우는 Fig. 6(a)에 도 식적으로 표현한 것처럼 대전극의 표면에서 형성될 수 있는 전기장이 결정립의 방향에 따라 우선적이며 크게 형성될 수 있을 것으로 추측할 수 있다. 이러한 가정하 에 단결정 대전극의 경우는 대전극 소재의 결정 방향이 한 방향으로 일정하기 때문에 다결정 대전극에 비해 균 일한 방향의 전기장이 형성될 수 있을 것으로 추측할 수 있다(Fig. 6(b)). 따라서 단결정 대전극을 사용하였을 경 우, 작업전극으로 이동하는 이온의 흐름이 보다 더 균 일하게 유지되어 박막의 초기 핵 생성 및 결정성장이 치 밀해지게 될 것이라고 추측해 볼 수 있다. 여기에 초음 파 에너지가 가해지면 일정한 흐름에 균열이 발생하고 핵 생성률이 증가하게 되고 이는 Fig. 3(d)에서 보는 것과 같이 불완전하게 뭉그러진 결정립계를 형성하게 되고 이 것이 인장강도, 영률 감소 및 변형율의 증가 등으로 나 타나는 것으로 추측된다.
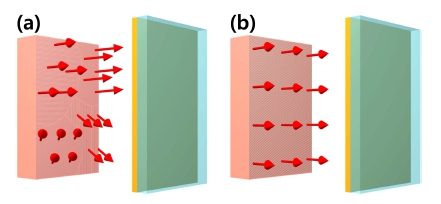
Fig. 6
Schematics of Cu2+ ions moving direction between electrodes (a) poly-crystalline Cu anode (b) single-crystalline Cu anode.
본 연구에서 제안하는 메커니즘은 직접적인 확인은 어 렵기 때문에 간접적으로 관찰되는 현상학적인 결과를 바 탕으로 하고 있다. 그러므로, 앞으로 더 많은 연구를 통 하여 보다 더 직접적인 결과를 관찰할 필요가 있다고 판 단되며 이에 대한 추가 연구가 진행되고 있다.
4. 결 론
단결정 구리를 전기화학 전착 시에 대전극으로 사용하 게 되면 형성되는 구리박막에 어떠한 영향을 주는지에 대해 알아보기 위해 연구를 진행하였다. 작업전극으로 쓰 일 전도층인 크롬과 금은 열증착 방법으로 실리콘 기판 위에 형성하였고, 도금용액은 황산구리와 황산으로 구성 하였다. 구리박막은 3-전극계에서 (111) 단결정 구리전극 과 다결정 구리전극을 사용하여 형성하였다. (111) 단결 정 구리전극을 사용하여 구리박막을 제조한 경우, 다결정 구리전극을 사용했을 때보다 결정립계의 구분이 불분명 하다는 것을 SEM 사진을 통해 확인하였다. (111) 단결 정 구리전극과 다결정 구리전극의 평균 최대인장응력은 각각 190 MPa, 125 MPa였고 0.2 % off set법으로 구한 항복응력은 각각 165MPa, 85 MPa였다. (111) 단결정 구 리전극을 사용했을 때, 약 52 %의 최대인장응력, 94 % 의 항복응력 상승효과를 관찰할 수 있었다. 전착시에 초 음파 에너지를 인가하면 대전극으로 (111) 단결정 구리 를 사용하였을 때 최대인장응력과 탄성계수는 현저히 줄 어들고 변형율은 늘어나는 박막의 연화 현상을 관찰할 수 있었다. 결과적으로 (111) 단결정 구리 전극을 대전 극으로 사용하였을 때 상대적으로 우수한 기계적 특성 을 가진 구리박막을 제조할 수 있었다. 이러한 차이를 유발하는 미세구조의 변화는 대전극 결정면의 분포에 따 른 표면에서의 전기장의 균일성의 차이 때문이라고 생 각되며 이러한 미세구조의 차이는 항복강도, 최대인장강 도 및 변형율과 같은 구리박막의 기계적 특성에 영향을 주는 것으로 판단된다. 이러한 현상을 설명하기 위해 단 결정 전극 소재와 다결정 전극 소재 표면에서 일어날 수 있는 이온의 흐름을 모식도를 통해 설명하였다.
