1. 서 론
소성가공용의 용도로서 마그네슘합금 판재를 제조하 기 위한 박판 연속주조법의 연구가 활발히 진행되고 있 다.1-8) 최적의 박판제작 조건을 명확하게 하고, 또한 제 조장비의 적절한 설계를 실시하기 위해서는 이론적 해 석9)이 가장 효과적이다.
저자들은 지금까지 용융드래그방법을 이용하여 마그네 슘합금 박판제작에 관한 연구10-12)를 수행하여 왔다. 본 연구에서는 용융드래그방법에 전열응고해석법13,14)을 적용 하여 지금까지 명확하게 정립되어 있지 않은 마그네슘 합금의 용융드래그방법에 있어서 박판제작 과정의 용탕 과 롤 사이의 열전달계수 및 이 결과를 이용하여 박판 및 롤의 온도변화를 조사하였다.
2. 실험 방법
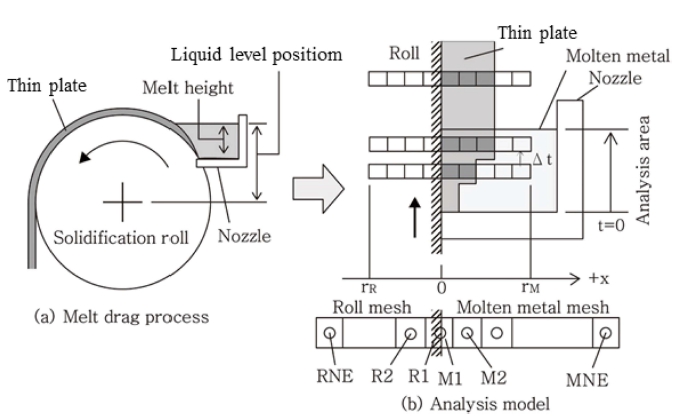
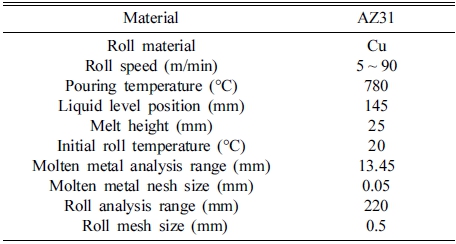
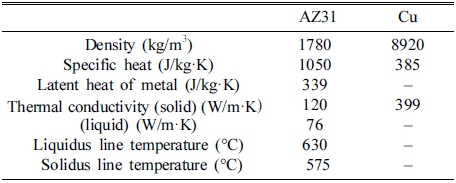
Fig. 1에 실험장비의 개요도 및 해석모델을 나타내었 으며, Table 1에는 실험조건과 해석조건을 나타내었다. 박판제작 실험은 이전에 보고한12) 조건과 동일하며, 해 석에 이용한 물성값15)을 Table 2에 나타내었다. 일차원 비정상 열전도 방정식을 유한차분법(finite difference method)9)을 이용하여 해를 구하였다. 아래에 본 해석에 서 사용한 가정을 나타내었다.
롤 면은 평평한 형상이다.
열 이동은 롤의 반경 방향 (박판두께 방향)만 일차 원이다.
해석한 프로세스는 준정상상태이다.
계산을 시작할 때의 용탕과 롤 면의 온도는 일정 하다.
어느 경계면에서도 미끄럼은 없다.
롤의 물성값은 온도에 관계없이 일정하다.
용탕의 반응고 영역에 대한 물성값은 지렛대법칙에 따른다.
노즐 벽, 대기와의 접촉면은 단열로 되어 있다.
해석은 Fig. 1과 같이 용탕과 롤이 접촉한 후 박판 이 노즐을 나올 때까지로 한다.
해석에 사용한 기본식은 다음과 같이 일반적인 일차원 비정상 열전도식 이다.
각 메시에 대한 기본식은
그리고 응고잠열의 보정은 온도회복법9)을 사용하였으 며, 이 방법에서는 잠열 방출 대신에 고상율의 증가를 고려하여 고상율이 1이 되면 영역 V의 응고가 완료된 것으로 하였다.
이와 같은 기본식을 양적해법 (explicit scheme)에 따 라, 예를 들어 용탕온도의 유한차분법 식은
시간차이 Δt는
으로 구하였으며, 본 해석에서는 시간차이 계수 α는 모 두 0.2로 하였다. T : 온도, λ : 열전도율, ρ : 밀도, Cp : 비열, h : 용탕과 롤 사이의 열전달 계수, r : 롤 중심으로부터의 거리, TP : 용탕의 초기 온도, TA : 롤의 초기 온도, gs : 고상율, TU : 액상선으로부터의 하강온 도, L : 응고잠열, 아래첨자 M은 용탕, R은 롤 이다.
3. 결과 및 고찰
롤과 용탕 사이의 열전달계수를 변화시켜 이것에 대 응하는 박판두께를 산출하였다. Fig. 2에 각 롤 스피 드에 대한 열전달계수와 박판두께와의 관계를 나타내었 다. 실험값과 비교하여 각 실험조건에 대한 열전달계수 를 예측하였다. Table 3에 예측한 롤 스피드와 열전달 계수와의 관계를 나타내었다. 그리고 노즐 내의 용탕 롤 과의 접촉시간과 열전달계수의 관계를 Fig. 3에 나타내 었다.
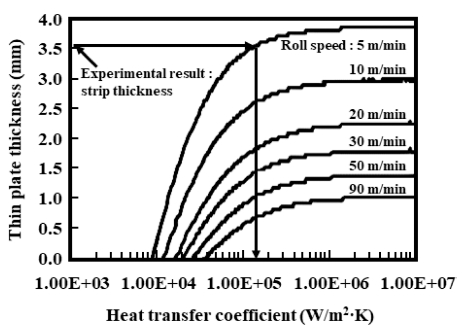
Fig. 2
Corresponding thin plate thickness result by changing the heat transfer coefficient between roll and molten metal (roll speed: 5 ~ 90 m/min).
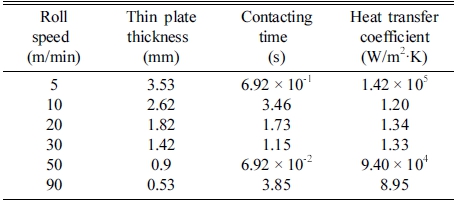
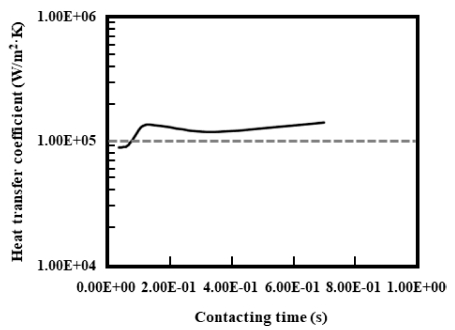
Fig. 3
The relationship between the contacting time of the molten metal in the nozzle with the roll and the heat transfer coefficient.
롤 스피드 30 m/min에 대하여 예측한 열전달계수는 1.33 × 105 W/m2·K으로 일반적인 알루미늄 주물의 응 고해석에 이용되는 열전달계수에 비하여 매우 큰 값을 나타내었다. 참고문헌16)에서 마그네슘합금의 쌍롤법의 해 석에 이용하였던 열전달계수는 4.2 × 105 ~ 16.2 × 104 W/ m2· K으로, 본 연구에서 예측한 열전달계수는 참고문헌 값의 범위 안에 있다.
본 해석에서 예측한 열전달계수는 노즐 내의 용탕이 노 즐에서 나올 때까지의 평균값으로, 예를 들면 롤 스피 드 30 m/min에서는 용탕과 롤의 접촉시간이 1.15 × 10-1 s로 매우 짧은 시간이었기 때문이라고 판단된다. 용탕과 롤이 접촉하기 시작한 초기에서 열전달계수는 매우 큰 값을 나타내고 있지만 응고수축에 의한 박리가 발생하 여 열전달계수는 급격하게 저하한다고 생각할 수 있지 만, 롤 스피드 5 ~9 0 m/min인 범위에서 열전전달계수는 1.42 × 105 ~ 8.9 5 × 104 W/m2·K로 차이는 작다.
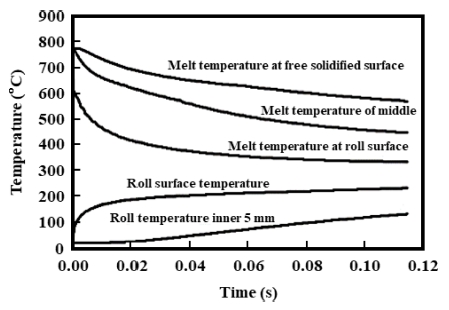
그리고 예측한 열전달계수를 이용하여 본 해석범위에 대한 용탕(박판)과 롤의 온도변화를 도출하였다. 하나의 예로서 Fig. 4에 롤 스피드가 30 m/min일 때의 온도변 화를 나타내었다. 그래프에는 5개의 곡선이 나타나있는 데 위에서부터 순서대로 자유응고면(박판표면)에 해당하 는 메시의 온도, 박판두께 중심부의 온도, 용탕의 롤 접 촉면 쪽에 대한 온도, 롤의 표면온도, 롤 표면에서 내 부로 5 mm 들어간 위치의 온도를 나타내는 것이다. 이 해석범위에서 용탕(박판)의 롤 접촉면에 대한 온도는 약 336 °C까지 냉각되었으며, 롤 표면온도는 약 235 °C까지 상승한 결과를 얻었다.
예측한 열전달계수를 입증하기 위하여 Cα법17)을 이용 하여 박판두께 중앙부의 냉각속도를 산출한 결과, 4107 K/s 이었다. DAS와 냉각속도의 관계식 (11)을 사용하여 DAS를 예측하였다.
λ2 : DAS (μm), R : 냉각속도 (K/s)
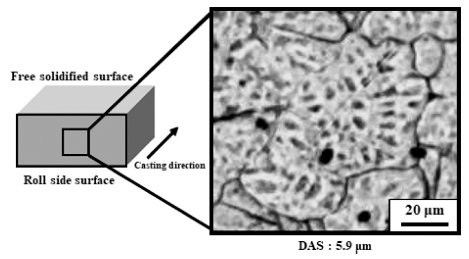
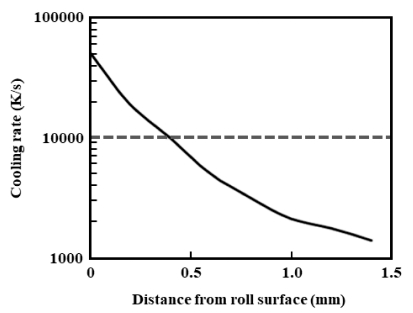
예측한 DAS는 약 2.6 μm이다. 비교를 하기 위하여 동 일한 조건으로 제작한 박판의 두께방향 중앙부의 미세 조직을 관찰하고, DAS를 측정하였다. 실험값으로서의 DAS는 약 5.9 μm (Fig. 5)이며, 특히 실험을 통하여 제 작한 박판의 DAS 및 결정립 지름은 박판두께 방향에서 차이는 나타나지 않았다. 해석을 실시한 경우가 냉각속 도가 더 빠른 결과를 얻었는데, 이 원인은 열전달계수 를 일정하게 하였다는 점에 있다고 판단되며, 향후에는 시시각각으로 변화하는 열전달계수를 해석에 포함시킬 필 요가 있다고 생각된다. 그리고 박판두께 방향의 각 메 시에 대한 냉각속도를 산출하였다. 하나의 예를 들면, 롤 스피드가 30 m/min에 대한 롤 표면부터의 거리와 냉각 속도와의 관계를 Fig. 6에 나타내었다. 롤 접촉면의 냉 각속도는 매우 빠르지만, 마그네슘합금을 용융드래그방법 으로 제작한 박판의 냉각속도는 약 1.4 × 103 ~ 1.0 × 104 K/s의 범위에 있다고 판단된다.