

1. 서 론
철강재료는 강도, 인성, 용접성, 성형성 등이 우수하여 자동차, 건설, 해양, 화학플랜트 등 다양한 산업분야에 광 범위하게 사용되고 있다.1-4) 최근 수송기나 구조용 소재 부품의 경량화 추진으로 인하여, 알루미늄, 마그네슘, 탄 소복합소재 등의 경량소재가 도입되고 있으나, 아직까지 비용적인 측면에서 철강재료 대비 열악하기 때문에, 철 강재료의 소비가 꾸준히 이어지고 있다. 일반적으로 철 강재료를 이용하여 다양한 소재부품을 제조할 경우, arc, laser, electron beam welding 등과 같은 용융용접(fusion welding)을 채택하고 있다.5-7) 그러나 용융용접은 별도의 열원(heat source)을 사용하기 때문에, 용접 시 높은 입 열량(heat-input)이 동반되며, 이로 인해 응고균열(solidification crack), 열변형(heat distortion), 상변태(phase transformation), 열영향부(heat-affected-zone) 확산 등의 문제 점이 발생하고 있다.8-10) 특히, 열영향부에서 발달하는 결 정립성장(grain growth)은 용접재의 기계적 특성에 직접 적인 영향을 미치는데, 이를 통해 강도, 연성, 인성 등 의 물성이 저하되는 문제를 초래하기도 한다.11-13) 이와 같 은 문제들의 근간은 특유의 높은 입열량에 기인하며, 이 를 해결하기 위하여 입열량을 현저히 낮추어 접합할 수 있는 고상접합(solid-state-welding)의 도입이 요구되고 있 다.14) 그러나 아직까지 철강재료에 대한 고상접합연구는 현저히 부족한 실정이며, 서로 다른 크기의 튜브를 이 용한 고상접합연구는 보고된 바 없다.
고상접합은 금속을 녹이지 않고 고체상태(solid state) 에서 접합할 수 있는 신개념의 접합기술로서, 마찰교반접 합(friction stir welding, FSW), 마찰접합(friction welding, FW), 반복겹침압연(accumulative roll bonding, ARB) 등 이 고상접합공정에 속하며, 그 중 마찰접합이 tube와 rod 소재의 접합에 적합한 것으로 알려져 있다.15,16) 이 연구 에서 도입된 마찰접합은 한 소재를 고속으로 회전시킨 상태에서 다른 한 소재를 가압함으로써, 두 소재 사이 에서 발생하는 마찰열과 압력으로 접합하는 공정이기 때 문에, 마찰압력(friction pressure), 회전속도(rotation speed) 와 업셋압력(upset pressure)의 제어를 통해, 접합부의 물 성을 제어할 수 있는 특징이 있다.17,18) 특히, 접합과정 중 유발되는 금속의 소성유동과 마찰열은 접합부의 동 적재결정을 동반시키는데, 이를 통해 접합부의 결정립이 현저히 미세화되며, 결과적으로 우수한 기계적 특성을 확 보하는데 직접적으로 기여한다.19,20) 현재까지, 다양한 비 철금속에 대하여 마찰접합연구가 수행되었고, 이 과정에 서 나타나는 미세조직과 기계적 특성의 발달양상이 보 고된 바 있으나,21-24) 아직까지 철강재료에 대한 연구는 현저히 부족한 실정이다. 따라서, 이 연구는 구조용 철 강재료로 주로 사용되고 있는 STK400 tube 소재에 대 하여 마찰접합을 수행하였고, 접합 시 업셋시간의 변화 에 따른 미세조직과 기계적 특성의 전개양상을 평가하 고자 수행되었다.
2. 실험 방법
이 연구에서 사용된 소재는 구조물에 주로 사용되는 철 강재료(STK400) tube 였으며, 이에 대한 화학조성을 Table 1에 나타내었다. 마찰접합을 위하여 Fig. 1(a)에 나타낸 바와 같이, 외경이 60.5 mm로 동일하지만, 두께가 2.2 mm(T1)와 3.3 mm(T2)로 서로 다른 tube를 각각 70 mm 와 170 mm 크기로 제단 하였고, 이를 초기재료로 사용 하였다. 또한, 시험편 표면에 형성된 산화피막을 제거하 기 위하여, 표면으로부터 0.2 mm 정도 선반가공으로 제 거한 후 접합이 진행되었다. 마찰접합장비는 Nitto-Seike 사의 브레이크 구동방식의 마찰접합기(FF-45II-C)를 도입 하였고, 준비된 초기재료 T1과 T2 tube를 각각 회전축과 전진축에 고정시킨 후, 회전속도 1,600 RPM, 마찰압력 10 kgf/cm2와 업셋압력 20 kgf/cm2으로 유지한 채, 업셋 시간 3-7 sec 조건에서 마찰접합하였다.

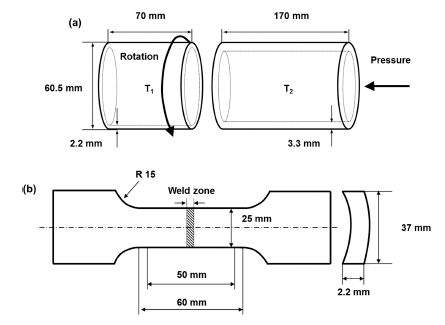
Fig. 1
Configuration of (a) the initial material for the friction welding and (b) the tensile test specimen.
업셋시간의 변화에 따른 접합재의 미세조직 전개양상 을 관찰하기 위하여, 광학현미경(optical microscope, OM) 을 사용하였고, 이를 통해 접합부의 결함유무, 결정립 형 상, 상변태 등의 건전성을 평가하였다. 이를 위해 시험 편을 20 × 3.3 mm2 크기로 절단하였고, 샌드페이퍼와 연 마포를 사용하여 표면을 경면으로 연마한 후 Nital 5 % 용액(5 %HNO3 + 95 %CH3CH2OH)으로 시험편 표면을 3-5초 동안 에칭하였고, 선택적으로 부식된 표면에 대하 여 미세조직을 관찰하였다. 또한, 전자후방산란회절(electron backscattering diffraction, EBSD)법을 사용하여 접합부의 결정립 크기, 결정립계어긋남각(grain boundary misorientation angle), 결정방위(crystal orientation) 등과 같은 결정립계특성분포(grain boundary characteristic distribution, GBCD)를 평가하였다. EBSD 분석은 FE-SEM에 부착된 TSL-OIMTM의 장비를 사용하여 수행되었고, 경면으로 연 마된 접합부의 cross-section면에 대하여 분석되었다.
접합시간의 증가에 따른 접합재의 기계적 물성을 평가 하기 위하여, 비커스경도시험과 인장시험이 도입되었다. 비커스경도시험은 접합재의 cross-section면에 대하여 접 합부 상단에서 1 mm 아랫부분을 0.5 mm 간격으로 3회 씩 측정하여 평균값을 취하였다. 이 때 사용된 장비는 Shimadzu HMV-G21 이었으며, 측정을 위하여 다이아몬 드 압입자를 4.9 N으로 10초간 압입하는 방식을 채택 하였다. 접합재의 인장특성을 평가하기 위하여, 시험편은 Fig. 1(b)에 나타낸 바와 같이, 두께 2.2 mm, 표점거리 50 mm인 호(Arc) 형상으로 제작되었으며, ASTM-E8 규 격에 따라 인장시험 하였다. 이 과정에서 접합시간에 따 른 전개양상을 정량적으로 평가하기 위하여, 각각의 조 건에 대하여 3회씩 인장시험을 수행하였고, 이에 대하여 평균값을 취하였다.
3. 결과 및 고찰
마찰접합 된 STK400 tube의 외관을 Fig. 2에 나타내 었다. 업셋시간 3, 5와 7 sec로 접합된 시험편 모두, Fig. 2(a-c)에 나타난 바와 같이, 외관상 결함이 없이 건전한 접합성을 나타내었다. 또한, 접합 중 가해진 압력과 마 찰열에 의해 flash가 형성되었는데, 상대적으로 두께가 얇 은 T1 tube측에서 더욱 크게 형성되었으며, 업셋시간이 증 가함에 따라 그 크기도 점차 증가하는 양상을 나타내었 다. 업셋시간을 달리한 각각의 시험편에 대하여 거시조 직을 관찰한 결과, Fig. 2(d-f)에 나타낸 바와 같이, 접 합부 내에 crack, void, blow hole등과 같은 결함이 없 이 건전하게 접합되었다.
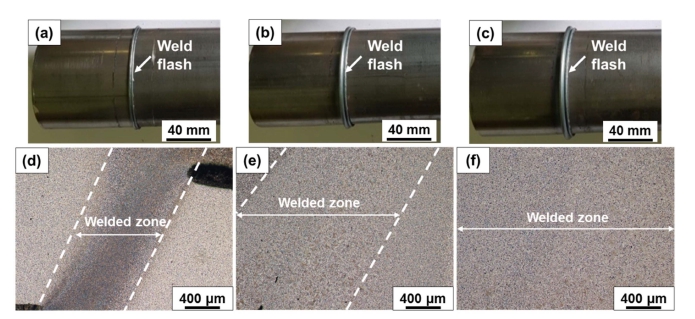
Fig. 2
(a-c) Top views and (b-f) cross-sectional macrostructures of the welds; the materials welded at upset time for 3 sec (a, d), 5 sec (b, e) and 7 sec (c, f), respectively.
접합시간의 증가에 따른 접합부의 미세조직 전개양상 을 Fig. 3에 나타내었다. 초기모재는 Fig. 3(a)에 나타난 바와 같이, 9-30 μm 정도 크기의 ferrite와 pearlite 결정 립들로 구성되어 있었고, 평균입도는 약 15.1 μm로 확인 되었다. 이에 대하여 마찰접합을 수행한 결과, 업셋시간 이 3 sec인 접합재는 Fig. 3(b)에 나타난 바와 같이, 초 기모재에 비하여 현저히 미세화 된 결정립으로 구성되어 있었다. 그 결과, 2-5 μm 정도 크기의 ferrite와 pearlite 결정립들로 분포되었고, 평균입도는 4.5 μm로 크게 감소 되었다. 업셋시간이 5 sec인 접합재의 경우, Fig. 3(c)에 나타난 바와 같이, 전반적으로 5-30 μm 정도의 크기를 갖는 lath와 acicular 형태의 ferrite와 pearlite 결정립들 로 구성되어 있었으며, 평균입도는 약 14.5 μm로 모재와 유사하였으나, 업셋시간 3 sec로 접합된 소재에 비해 조 대한 것으로 확인되었다. 업셋시간이 더욱 증가되어 7 sec로 접합된 소재는, Fig. 3(d)에 나타낸 바와 같이, 5 sec 조건과 유사한 결정립 형태와 크기분포를 보였으며, 평 균입도가 약 16.5 μm로 모재와 5 sec접합재에 비해 조대 화 되었다.
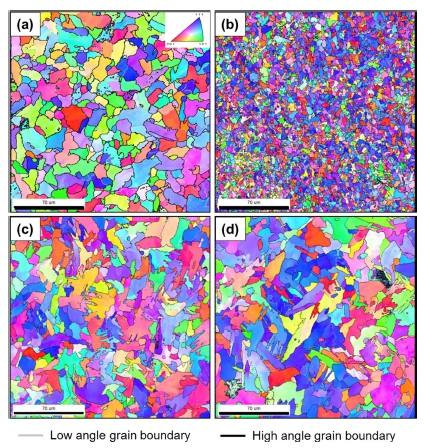
Fig. 3
Inverse pole figure maps of (a) the base material and (bd) the welds; the materials welded at upset time for (b) 3 sec, (c) 5 sec and (d) 7 sec, respectively.
초기모재와 다양한 업셋시간으로 접합된 소재의 입계 어긋남각분포를 Fig. 4에 나타내었다. 초기모재는 Fig. 4(a)에 나타낸 바와 같이, 15° 이상의 고경각입계(high angle grain boundary)가 전체 입계 중 86 %를 차지하고 있었다. 업셋시간이 3 sec인 접합재의 경우, Fig. 4(b)에 나타난 바와 같이, 고경각입계가 전체입계 중 87 %를 차 지하고 있었으며, 업셋시간이 증가된 5 sec와 7 sec의 접 합재 또한, Fig. 4(c)와 4(d)에 나타낸 바와 같이, 고경 각입계의 분포가 3 sec조건과 유사한 84 %와 85 %를 나 타내었다. 특히, 모재와 모든 접합재에서 27-30° 분포가 비교적 높게 관찰되었는데, 이들은 pearlite 내에 형성된 lath 혹은 acicular 형태의 결정립계로 확인되었다. 뿐만 아니라, 모든 조건의 시험편에서 고경각입계의 분포가 전 체입계 중 84 % 이상을 차지 함으로써, 접합과정을 통 하여 동적재결정이 건전하게 일어났음을 확인하였다.
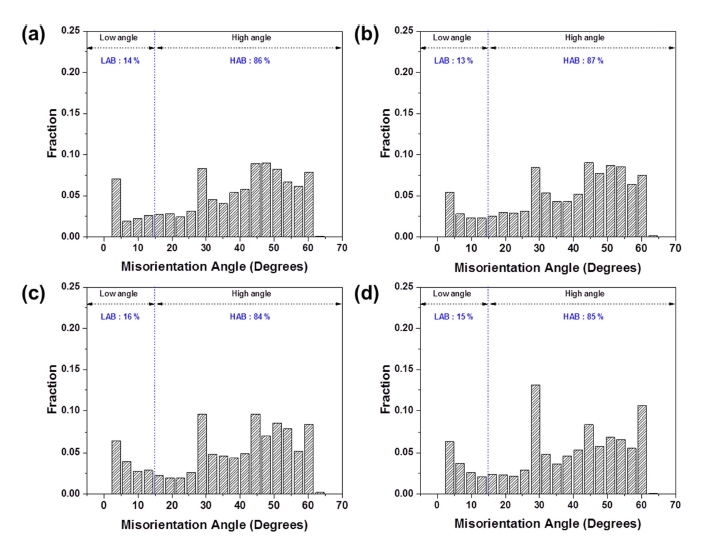
Fig. 4
Misorientation angle distributions of (a) the base material and (b-d) the welds; the materials welded at upset time for (b) 3 sec, (c) 5 sec and (d) 7 sec, respectively.
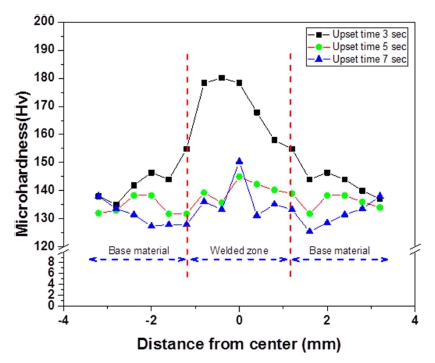
마찰접합재의 경도분포 전개양상을 Fig. 5에 나타내었 다. 초기모재는 130-145 Hv 정도의 값을 나타낸 반면, 업 셋시간이 3 sec인 소재의 접합부는 155-180 Hv정도로 분 포함으로써, 모재 대비 약 30 % 정도 증가하는 결과를 초래하였다. 그러나 업셋시간의 증가는 경도값의 감소를 촉진하였고, 그 결과, 업셋시간이 5 sec로 증가된 경우, 접합부 경도분포가 130-145 Hv정도로 3 sec에 비하여 현 저히 감소하였다. 업셋시간이 7 sec로 증가된 소재 또한 128-150 Hv로 감소함으로써, 모재와 유사한 경도분포를 나타내었다.
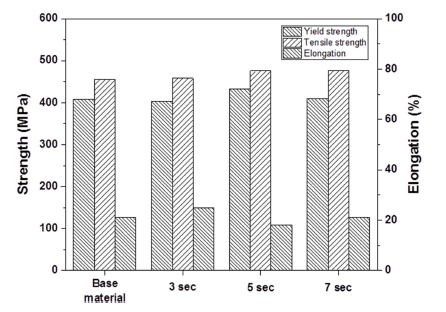
마찰접합재의 인장시험결과 중 외관형상을 Fig. 6에 나 타내었다. 초기모재는 Fig. 6(a)와 같이, 시험편 전체적 으로 변형이 일어나면서 연신되었고, 시편의 중앙부에서 파단되었다. 그러나 마찰접합 된 소재의 경우, Fig. 6(cd) 에 나타낸 바와 같이, 모든 조건에서 접합부가 아닌 모 재부의 변형이 우선적으로 일어났으며, 그 결과 모재부 에서 파단이 발생하였다. 모재와 마찰접합 된 소재들의 인장특성을 Fig. 7에 나타내었다. STK400 tube 모재의 항 복강도와 인장강도는 각각 408 MPa와 455 MPa였으며, 연 신율은 21 %를 나타내었다. 다양한 조건에서 마찰접합 된 소재 중 업셋시간이 3 sec인 시험편은 항복강도와 인장 강도가 각각 403 MPa와 458 MPa로 나타났으며, 연신율 은 25 %를 나타냄으로써, 모재와 유사한 값을 나타내었 다. 업셋시간이 점차 증가된 5 sec와 7 sec의 시험편은 항 복강도와 인장강도가 각각 432 MPa와 476 MPa (5 sec), 410 MPa와 476 MPa (7 sec)를 나타냄으로써, 모재 대비 향상된 결과를 나타내었다. 반면, 연신율의 경우, 각각 18 % (5 sec)와 21 % (7 sec)를 나타냄으로써, 초기모재와 큰 차이를 보이지 않았다.
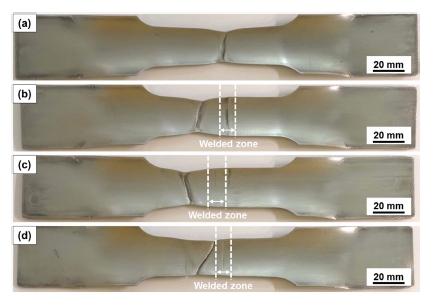
Fig. 6
Top views of (a) the base material and (b-d) the welds subjected to the tensile test; the materials welded at upset time for (b) 3 sec, (c) 5 sec and (d) 7 sec, respectively.
STK400 tube에 대한 마찰접합의 적용은 접합부의 결 정립 미세화를 초래하였고, 업셋시간이 감소함에 따라 그 효과가 더욱 증가하였다. 그 결과, 초기모재에서 15.1 μm 였던 평균입도가 Fig. 3에 나타난 바와 같이, 업셋시간 이 가장 짧았던 3 sec조건에서 4.5 μm로 현저히 미세화 되었다. 이와 같은 접합부의 결정립 미세화는 마찰접합 시 동반되는 동적재결정 현상으로 설명될 수 있다. 마 찰접합은 두 소재를 접촉시킨 상태에서 고속회전과 마 찰압력으로 접합하는 공정으로서, 접합과정 중 금속의 소 성유동과 마찰열이 유발되기 때문에, 동적재결정 되기에 충분한 축적에너지와 열이 수반된다. 즉, 큰 변형량에 의 해 전위가 결정립계를 따라 지속적으로 축적되고, 충분 한 열에너지로 인하여 그 위치에서 재결정 핵생성이 유 발되면서, 접합부의 결정립 미세화가 촉진된다.25-28) 특히, 업셋시간이 감소함에 따라 결정립의 크기가 더욱 감소 한 것은, 접합부에서 발생한 열에너지의 흡수시간이 짧 기 때문에, 재결정 이후 결정립이 성장하는 시간을 감 소시킨 결과라 판단된다.
이 연구에서 도입된 마찰접합은 입열량이 현저히 낮은 고상접합공정으로서, 통상 0.5-0.6 Tm의 온도에서 건전한 접합이 이루어지는 것으로 보고된 바 있다.29,30) 이와 같 은 관점에서, 철강재료는 대략 632-813 ° C의 온도에서 건 전한 접합이 가능한 것을 짐작할 수 있다. 그러나 이 연 구에서 도입된 철강재료[0.25 C (wt%)]는 Fig. 8(a)에 도시된 바와 같이 880 ° C 정도에서 ferrite (α, bcc)와 austenite (γ, fcc)의 복합조직으로 변화되며, 이 상태에서 냉각속도의 크기에 따라 ferrite/martensite, ferrite/bainite 혹은 ferrite/pearlite의 복합조직으로 변화될 수 있다. 즉, A1변태점(723 ° C) 이상에서 마찰접합이 이루어 질 경우, 접 합재의 미세조직은 Fig. 8(b)와 8(c)에 나타낸 바와 같 이, ferrite/austenite 조직에서 ferrite/martensite 혹은 ferrite/ bainite 복합조직으로 변화될 가능성이 높다. 그러나 A1 변태점(723 ° C) 이하에서 마찰접합이 이루어 질 경우, Fig. 8(d)와 8(e)에 나타낸 바와 같이, ferrite/pearlite 조 직이 동적재결정에 의해 더욱 미세한 ferrite/pearlite 조 직을 얻을 수 있다. 이 연구 결과에서도 알 수 있듯이, 모든 조건의 접합부에서 martensite나 bainite와 같이 취 성이 강한 상변태 조직을 형성하지 않은 것으로 확인되 었으며[Fig. 2(d-f)], 이를 통해 상변태를 강력히 억제할 수 있음을 확인하였다. 즉, 접합이 A1 변태점 이하에서 이루어졌기 때문에, 열영향부의 형성 또한 충분히 억제 된 것으로 판단된다. 따라서, 접합 시 동반되는 입열량 이 현저히 낮은 마찰접합의 도입은 철강재료의 상변태 뿐만 아니라, 열영향부의 형성을 억제할 수 있기 때문 에, 건전한 접합부를 얻는데 기존 용접 대비 더욱 효과 가 있는 것으로 판단된다.
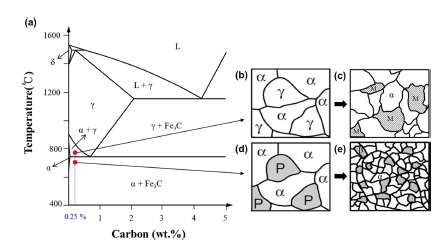
Fig. 8
(a) Phase diagram of Fe-C binary system and (b-e) microstructure change of the welds according to the welding temperature.
STK400 tube접합부의 결정립 미세화는 기계적 특성의 향상에 직접적인 영향을 주었다. 그 중 경도분포의 경 우 모재 대비 28 % 가량 향상된 결과를 나타내었는데 (Fig. 5), 이와 같은 현상은 모재(15.1 μm)와 접합부(4.5 μm)의 결정립 크기 차에 의한 것으로 확인되었다(Fig. 3). 일반적으로, 금속재료에서 경도, 강도, 연성 등의 기 계적 특성은 분포된 결정립 크기에 가장 크게 영향을 받 으며,31,32) 이 연구에서 관찰된 경도분포의 변화양상이 이 와 일맥상통한다. 이와 같은 현상은 인장시험에서도 재 차 확인되었다. 모든 접합재가, Fig. 6에 나타난 바와 같 이, 접합부가 아닌 모재부분에서 우선적으로 변형이 일 어나면서 파단되는 양상을 나타내었다. 이 또한 접합부 의 결정립 미세화로 설명 될 수 있는데, 상대적으로 미 세한 입도분포를 갖고 있던 접합부가 변형에 대한 저항 성이 크기 때문에, 모재에서 우선적으로 변형이 유발된 것이며, 그 결과, 모재파단양상과 모재 대비 향상된 인 장강도값을 나타내었다(Fig. 7). 뿐만 아니라, 초기 모재 의 경우 평균입도 15.1 μm의 등축정들로 구성된 반면, 접 합시간이 증가된 소재는 평균입도 14.5 μm(접합시간 5 초)와 16.5 μm(접합시간 7초)로 모재와 유사한 크기의 acicular와 lath type 결정립들이 분포하였는데(Fig. 3), 이 와 같은 결정립 형상의 변화를 통해 항복강도와 인장강 도가 모재 대비 5 % 가량 증가하는 양상을 나타내었다. 따라서 마찰접합의 도입에 따른 접합부의 결정립 미세 화와 형상변화가 접합재의 기계적 특성의 향상에도 긍 정적인 영향을 미치는 것을 알 수 있다.
4. 결 론
STK400 tube에 대한 마찰접합이 결함 없이 건전하게 수행되었다. 마찰접합 시 동반되는 금속의 소성유동과 마 찰열은 접합부를 동적재결정 시키기에 충분하였고, 이를 통해 접합부의 결정립이 모재 대비 현저히 미세화되는 효과를 나타내었다. 특히, 짧은 접합시간은 동적재결정 이 후 결정립의 성장을 억제함으로써, 긴 접합시간에 비해 상대적으로 결정립 크기가 미세하였고, 이는 경도와 강 도의 기계적 특성을 향상시키는 결과를 초래하였다. 또 한, A1변태점 이하에서 마찰접합 되었기 때문에, 접합재 내 열영향부와 상변태를 억제할 수 있었으며, 접합부가 아닌 모재에서 파단되도록 파단양상을 제어 할 수 있었 다. 따라서 STK400 tube접합재에 대하여 미세조직 발달 에 기초한 우수한 물성을 확보하기 위해서는 마찰접합 의 도입이 효과적임을 알 수 있었다.
