

1. 서 론
최근 들어 자동차 산업에서는 환경보호와 연비향상을 위하여 차체 경량화에 대한 연구가 지속적으로 이루어 지고 있다. 이에 따라 자동차용 철강소재의 고강도화 가 가속화되고 있으며 그에 따라 초고강도강(AHSS, advanced high strength steel)의 적용 비율이 점차 높아 지고 있다.1,2) 이와 같은 초고강도강은 인장강도 및 연 신율을 동시에 개선하는 방향으로 개발되어 왔으며, 이 상조직강(DP, dual-phase steel), 복합조직강(CP, complex phase steel), 변태유기소성강(TRIP, transformation induced plasticity steel) 등이 개발되어 양산되고 있다.3)
이러한 다양한 종류의 초고강도 강재 중 DP강은 연질 상인 페라이트(ferrite)와 경질상인 마르텐사이트(martensite) 로 이루어진 미세조직으로 인하여 높은 강도와 우수한 연신율을 동시에 나타낸다.4) 또한 연속 항복거동, 높은 가공경화지수 및 낮은 항복비(yield ratio; 항복강도/인장 강도 비) 등의 특징을 나타내어 자동차용 강판으로 널 리 적용되고 있다.5) 이러한 DP강 역시 최근의 요구에 따라 점차 고강도화 되어 가고 있으며, 최근에는 980MPa 이상의 인장강도를 가지는 DP강에 대한 연구가 활발하 게 이루어 지고 있다.6) 하지만 DP강의 고강도화에 따 라 연성 뿐만 아니라, 냉간 프레스 성형 부품으로의 적 용성 확보를 위한 굽힘성(bendability), 딥드로잉성(deepdrawability) 및 신장 플랜지성(stretch-frangeability) 등의 다양한 성형성이 요구되고 있다.7) 특히 냉간 프레스 성 형을 이용하여 부품으로 적용하는 경우 여러가지 성형 특성 중 신장 플랜지성의 확보가 매우 중요한 것으로 알 려져 있다.8)
DP강의 신장 플랜지성을 결정하는 주요 인자는 페라 이트와 마르텐사이트의 상간 경도차로 알려져 있으며, 변 형을 받을 경우 연질상인 페라이트에 변형이 집중되게 되고, 이때 생성되는 전위가 페라이트와 마르텐사이트의 계면에 집적되어 기공 생성과 균열의 전파를 일으키게 되는 것으로 보고되고 있다.5,6) 이러한 DP강의 신장 플 랜지성을 증가시키기 위해서는 페라이트와 마르텐사이트 의 상간 경도차를 감소시켜야 하는데, 마르텐사이트를 베 이나이트(bainite)로 변화시켜 저온상의 강도를 감소시키 는 방안과 석출 등을 통하여 페라이트의 경도를 증가시 키는 방안 등이 제안되었다.7,8)
선행 연구들에 따르면 DP강의 기계적 특성은 템퍼링 (tempering)을 통하여 개선이 가능하다고 알려져 있다.9) DP강의 경우 비교적 낮은 온도에서 템퍼링을 할 경우 에는 기계적 특성에 큰 영향을 미치지 않지만 템퍼링 온 도가 올라감에 따라서 항복강도는 증가하나 인장강도는 유지되는 온도구간이 나타난다고 보고되고 있다.10) 이러 한 현상은 템퍼링에 의해 페라이트와 마르텐사이트의 상 간 경도차가 감소하여 발생하는 것으로 해석되고 있으 며, 이러한 템퍼링에 따른 물성 변화를 고려하면 템퍼 링을 통한 DP강의 신장 플랜지성 향상 방안을 검토해 볼 수 있다. 이 경우 적절한 템퍼링 조건을 적용한다면 강재의 화학성분 조절없이 인장강도는 그대로 유지하면 서 DP강의 신장 플랜지성은 효과적으로 향상될 것으로 예상된다.11)
이러한 점을 바탕으로 본 연구에서는 템퍼링을 통한 초고강도 DP강의 신장 플랜지성 변화 거동을 알아보고 자 980 MPa급 DP강의 템퍼링 조건에 따른 미세조직 변화를 살펴보고, 그에 따른 상간 경도차이와 신장 플 랜지성과의 상관관계를 면밀히 분석하였다. 또한 980 MPa 급 DP강에 있어서 신장 플랜지성을 결정하는 주요 인 자에 대해 고찰하고 인장물성과의 연관성에 대해 살펴 보았다.
2. 실험방법
본 연구에서 사용된 DP강의 화학조성을 Table 1에 나 타내었다. 45 mm 두께의 잉곳을 1,250 °C에서 2시간동 안 재가열 한 후 3.2 mm까지 열간 압연을 수행하였다. 열간 압연은 총 7 패스로 진행되었으며, 900 °C에서 열 간 압연을 종료하였다. 열간 압연 후 550 °C의 노내에 서 2시간 동안 등온 유지 후 상온까지 노냉하였다. 이 후 시편은 8패스로 열간 압연 두께의 50 %로 냉간 압 연을 수행하였으며, 냉간 압연 시편에 대하여 소둔 열 처리 모사시험을 진행하였다. 820 °C에서 80초 동안 유 지한 후 5.3 °C/s의 냉각속도로 45초간, 10.7 °C/s의 냉각 속도로 24초간 냉각하였다. 이 후 요구되는 미세조직을 얻기 위하여 320 °C의 온도에서 250초간 유지한 후 상 온으로 공냉하였다. 이렇게 제조된 DP강판에 대하여 300 °C에서 각각 10분, 20분, 30분간 템퍼링을 실시하여 템퍼링에 따른 미세조직 및 기계적 성질의 변화를 살펴 보고자 하였다. 이 후부터 템퍼링을 하지 않은 시편을 T0 시편, 10분, 20분 및 30분간 템퍼링 한 시편을 각각 T10, T20 및 T30 시편이라 부르도록 하겠다.

미세조직을 확인하기 위해 3 % 나이탈(Nital) 용액으로 에칭 후 광학현미경(OM, optical microscope)과 주사전 자현미경(SEM, scanning electron microscope)으로 관찰 하였으며, 템퍼링 후의 DP강의 기계적 특성을 분석하기 위하여 나노인덴테이션(nanoindentation) 실험과 인장실험 을 실시하였다. 나노인덴테이션 실험을 위한 시편은 10 % 과염소산(perchloric acid)과 90 % 아세트산(acetic acid) 의 혼합용액을 이용하여 전해 연마하여 준비하였다. 각 시 편에 대하여 100회의 나노인덴테이션을 수행하였으며 G200 나노인덴터 장비의 Berkovich 인덴터를 이용하여 실 험을 수행하였다. 인장실험은 ASTM E8m-08 규격에 따 라 수행하였으며 초점거리 25 mm, 폭 6 mm 및 1.6 mm 의 두께를 가진 시편을 사용하여 0.5 mm/min의 크로스 헤드 이동속도로 실험을 수행하였다. 시편의 신장 플랜지 성을 정량적으로 나타내는 지표인 hole expansion ratio (HER)를 측정하기 위하여 홀확장 실험(hole expansion test)을 실시하였으며 Fig. 1에 홀확장 실험의 진행 방법 을 도식화하였다. 먼저 wire cutting 방법을 이용하여 10 mm의 직경을 가지는 구멍을 뚫은 후, 60°의 원주각을 가지는 펀치를 이용하여 홀확장 실험을 진행하였다. 실 험은 시편의 두께방향으로 관통균열이 발생하면 멈추었 고, HER 값은 아래의 식을 이용하여 계산되었다.7)
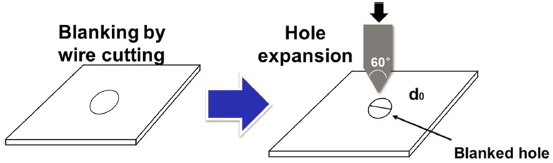
이 때 Df는 관통균열이 발생한 이후의 구멍 직경이며, D0는 초기 구멍의 직경이다. 홀확장 실험 중에 하중-펀 치이송거리(force-displacement) 곡선을 얻어 시편의 변형 및 파괴 거동을 살펴보고자 하였다.
3. 결 과
3.1 미세조직
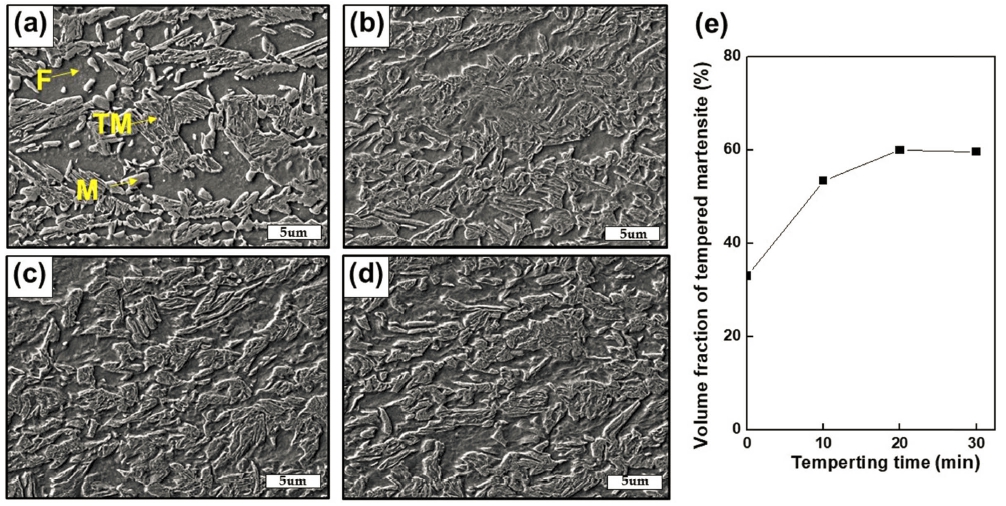
Fig. 2는 각각 템퍼링을 하지 않은 시편과 300 °C에서 10분, 20분 및 30분간 템퍼링한 시편을 주사전자현미경 으로 관찰한 미세조직 사진을 보여주고 있다. T0 시편 의 미세조직을 통해 강재가 페라이트와 마르텐사이트 또 는 템퍼드 마르텐사이트(tempered martensite)로 이루어진 전형적인 DP강의 미세조직을 나타내고 있는 것을 확인 할 수 있다. 마르텐사이트와 템퍼드 마르텐사이트는 형 상학적으로 구분하였으며, 템퍼드 마르텐사이트의 경우 템 퍼링에 의하여 내부의 래스(lath) 사이에 탄화물이 석출 되게 되어 이를 바탕으로 두 상을 구분하였다. T0 시편 의 상 분율은 페라이트가 37 %, 마르텐사이트가 30 %, 템퍼드 마르텐사이트는 33 %로 측정되었으며 이후 템퍼 링을 진행함에 따라 Fig. 2(e)에서 보는 것과 같이 템퍼 드 마르텐사이트의 분율이 점점 더 높아지고, 30분간 템 퍼링을 진행하였을 경우(T30 시편)에는 대부분의 마르텐 사이트가 템퍼링되어 약 60 %의 템퍼드 마르텐사이트의 분율을 보이는 것을 확인할 수 있었다. 또한 이러한 상 분율을 분석해 보았을 때 20분간 템퍼링을 진행하였을 때와 30분간 템퍼링을 진행하였을 때 미세조직에서 큰 차이가 없는 것을 통해 20분간 템퍼링을 진행하게 되면 대부분의 마르텐사이트가 템퍼링 된다는 것을 확인할 수 있다.
3.2 기계적 특성
Fig. 3은 각각 T0 시편과 300 °C에서 20분간 템퍼링 한 T20 시편에 대하여 나노인덴테이션을 실시한 실험 결과를 나타내고 있다. T0 시편에 대한 실험 결과를 보 면 2 GPa의 낮은 경도로부터 10 GPa의 높은 경도까지 전체적으로 넓은 나노경도 분포를 보여주고 있으며, 이 러한 결과를 통해 비교적 낮은 경도를 가지는 페라이 트와 비교적 높은 경도를 가지는 마르텐사이트 사이의 상간 경도 차이가 크게 나타나는 것을 확인할 수 있 다. 이 경우 페라이트와 마르텐사이트 이외에 템퍼드 마 르텐사이트가 33 % 존재하기 때문에 전제적으로 넓게 퍼져 있는 나노경도 분포를 보여주고 있으며, Fig. 4와 같이 주사전자현미경으로 관찰한 미세조직과의 비교 분 석을 통하여 각 상의 나노경도는 대략 페라이트 2.8 GPa, 템퍼드 마르텐사이트 4.9 GPa 및 마르텐사이트 8.2 GPa 로 측정되었다. 이에 비하여 T20 시편의 경우에는 나노 경도 값이 T0 시편과 비교하여 좁은 영역(3 ~ 8 GPa)에 분포되어 있으며, 이를 통해 템퍼링에 의하여 상간 경 도차이가 많이 줄어든 것을 확인할 수 있다(페라이트 4.1 GPa, 템퍼드 마르텐사이트 5.9 GPa). 이러한 나노인덴테 이션 결과를 고려하면 템퍼링을 진행하게 됨에 따라 페 라이트의 경도는 어느 정도 증가하게 되고 마르텐사이 트는 Fig. 2와 같이 템퍼링되어 경도가 감소된다는 것 을 유추할 수 있다.
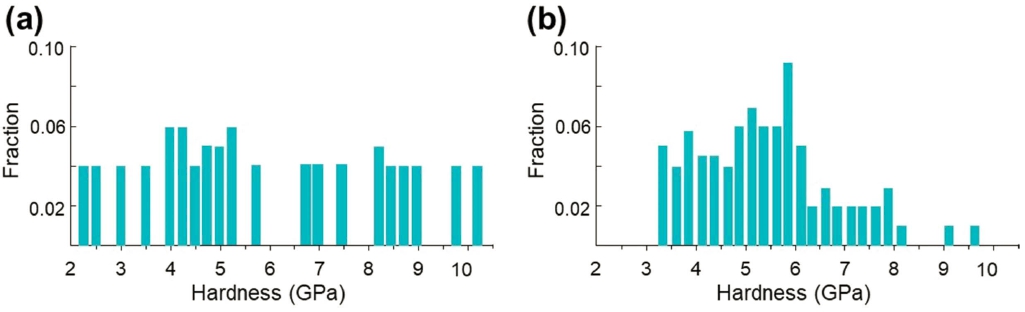
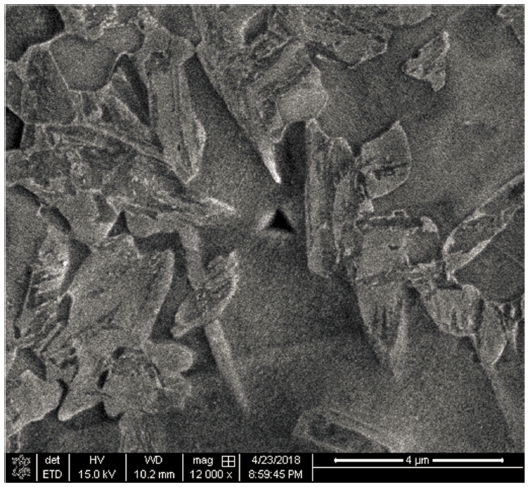
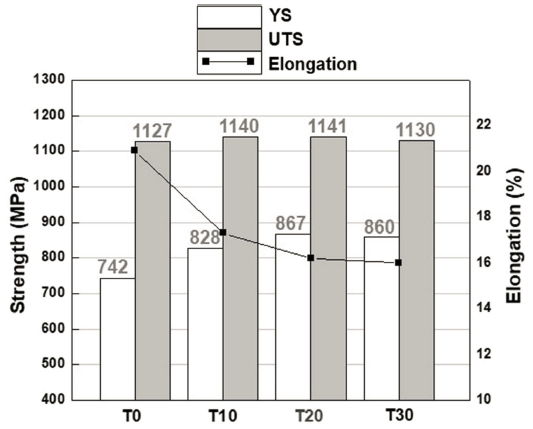
Fig. 5는 T0 시편과 템퍼링을 진행한 시편들(T10, T20 및 T30)의 인장물성의 변화를 나타내고 있다. 템 퍼링 시간이 증가함에 따라 항복강도는 증가하는 경향 을 보였지만 최대 인장강도는 비슷한 수준을 유지하는 것을 확인할 수 있다. 그러나 20분 이상 템퍼링을 진 행한 경우에는 그 인장물성이 크게 변하지 않는다는 것 을 확인할 수 있다. 일반적으로 DP강처럼 비교적 경도 가 낮은 상(페라이트)과 비교적 경도가 높은 상(마르텐 사이트)이 함께 존재하고 있는 경우에는 항복강도는 낮 은 경도를 가지는 상에 의해, 최대 인장강도는 구성상 의 전체적인 물성을 따르게 된다고 알려져 있다.1,12) Fig. 3에서 예상할 수 있는 것과 같이 본 연구의 DP강의 경 우에는 템퍼링을 진행함에 따라 페라이트의 경도는 증 가하는 것을 알 수 있으며 반대로 최대 경도 값은 낮 아지기 때문에 전체 경도 값의 평균값은 크게 변화하지 않는 것을 확인할 수 있다. 이러한 결과를 Fig. 5의 인 장물성과 관련지어 생각해 보면 본 연구의 DP강의 경 우에는 항복강도는 페라이트의 변형에 의존하기 때문에 템퍼링을 진행함에 따라 증가하는 것을 예상할 수 있으 며 이에 반해 최대 인장강도는 크게 변화하지 않는 것 을 확인할 수 있다.
3.3 신장 플랜지성
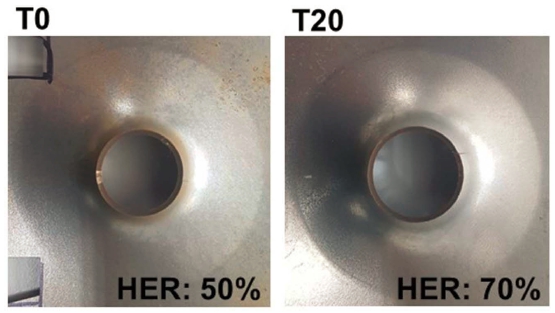
Fig. 6는 T0 시편 및 T20 시편에 대한 홀확장 실험 후의 시편 모습을 보여주고 있다. 그림에서 보는 것과 같이 T20 시편이 시편의 두께방향으로 관통균열이 발생 하기 전까지 더 넓게 확장된 것을 확인할 수 있다. 이 로써 T20 시편이 T0 시편과 비교하여 더 높은 HER 값 을 나타내는 것을 알 수 있으며 두 시편의 HER은 각 각 50 %와 70 %로 측정되었다. 이와 같이 적절한 템퍼 링을 적용한 T20 시편이 템퍼링을 적용하지 않은 T0 시 편보다 우수한 신장 플랜지성을 나타내는 것을 확인할 수 있다.
4. 고 찰
4.1 템퍼링에 따른 미세조직과 기계적 특성 변화
이전의 연구에 따르면 페라이트와 마르텐사이트가 함 께 존재하는 DP강의 경우 적절한 온도에서 템퍼링을 진 행하게 되면 최대 인장강도는 감소하지 않고 항복강도 만 증가시킬 수 있다는 결과가 보고되고 있다.10,13) 이러 한 템퍼링의 영향은 템퍼링의 온도와 시간에 모두 영향 을 받는다. 일반적으로 이러한 템퍼링 온도와 시간의 영 향은 Hollomon–Jaffe 식을 이용하여 해석되어 왔다.13) Hollomon–Jaffe 식은
의 식으로 주어지며 이 때 HJP는 Hollomon-Jaffe parameter 이며 T는 템퍼링 온도, t는 템퍼링 시간, C는 재료 상 수이다. 위의 Hollomon–Jaffe 식과 같이 DP강의 기계적 특성은 템퍼링 온도와 시간이 증가함에 따라서 계속해 서 변화하게 된다.
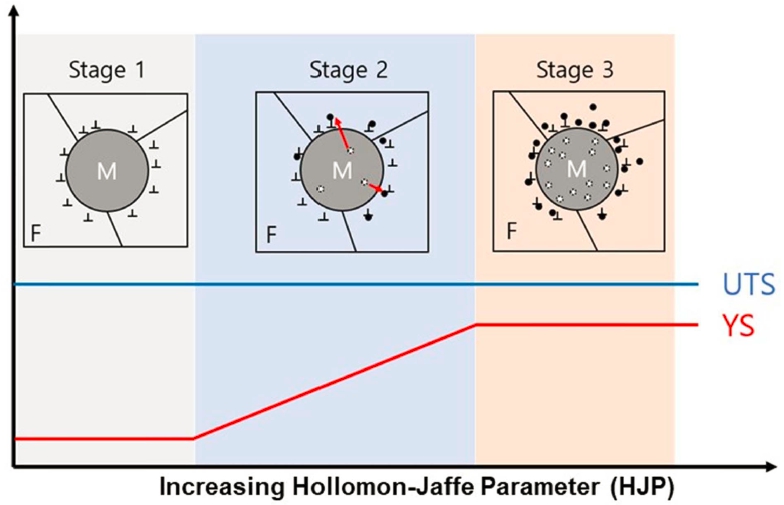
Fig. 7은 HJP의 증가에 따른 항복강도와 최대 인장강 도, 미세조직의 변화에 대한 모식도를 보여주고 있다. 온 도가 낮고 시간이 짧은 초기 단계에서는 마르텐사이트 에서의 탄소 이동이 거의 일어나지 않아 미세조직의 변 화도 거의 일어나지 않고, 이 단계에서는 기계적 물성 역시 크게 변하지 않는다. 하지만 템퍼링 온도와 시간 이 점차 증가하게 되면 마르텐사이트 내부에 과포화되 어 있던 탄소가 탄화물을 형성하거나 주위의 페라이트 영역으로 이동하게 된다. 이에 따라 마르텐사이트는 템 퍼링되게 되며, 동시에 항복강도는 증가하는 현상이 일 어난다. 페라이트와 마르텐사이트를 가지는 DP강에서 이 러한 항복강도의 증가가 일어나는 현상은 템퍼링 시 마 르텐사이트의 탄소가 확산하여 나타나는 현상으로 설명 할 수 있다.10,13) DP강은 소둔 온도에서 냉각할 때 오 스테나이트(austenite)가 마르텐사이트로 변태가 일어나며, 이 때 부피의 차이에 의해 응력장이 생기게 되고, 그 에 의해 마르텐사이트 주위의 페라이트에 전위가 형성 되게 된다. 이러한 전위를 GND (geometrically necessary dislocation)라고 한다.14) 이후 템퍼링을 진행하게 되면 마 르텐사이트에서 확산된 탄소 원자가 이러한 전위와 결 합하게 되고, 전위의 이동을 방해하는 고착(pinning) 현 상이 일어나 페라이트의 강도가 증가하게 되는 것이 다.10,13) 이러한 페라이트의 강도 증가에 의해 DP강의 항 복강도는 증가하게 되며, 동시에 마르텐사이트의 템퍼링 으로 인한 강도 감소를 상쇄하여 최대 인장강도는 감소 하지 않고 유지될 수 있는 것이다. 문헌상에서는 DP강 의 템퍼링에 의한 150 ~ 200 MPa의 항복강도 증가가 보 고되고 있으나10,13) 본 연구에서는 초기에 이미 33 %의 템퍼드 마르텐사이트가 존재하고 있었기 때문에 Fig. 5 와 같이 대략 125 MPa의 항복강도 증가를 얻을 수 있 었다. 그러나 대부분의 마르텐사이트가 템퍼링되게 되면 이러한 현상은 더 이상 일어나지 않게 되며, 템퍼링 온 도와 시간을 더 증가시킬 경우 일반적인 강에서 나타 내는 것과 마찬가지로 DP강에서도 항복강도와 최대 인 장강도는 감소하며 연신율은 증가하는 특성이 나타나게 된다.11)
4.2 신장 플랜지성
현재까지 DP강에 관하여 템퍼링에 의한 기계적 물성 변화에 대한 연구는 많이 진행되어 왔으나 템퍼링에 의 한 성형성, 특히 신장 플랜지성의 변화에 대한 연구는 부족한 상태이다. 일반적으로 DP강의 신장 플랜지성은 페 라이트와 마르텐사이트의 상간 경도 차이를 줄임으로써 향상시킬 수 있다고 알려져 있다.7,8) 또한 DP강의 상간 경도 차이는 항복강도와 최대 인장강도의 비인 항복비 를 통해서도 간접적으로 확인할 수 있다. DP강의 항복 강도는 비교적 낮은 경도를 가지는 페라이트에 의존적 이고 최대 인장강도는 구성상 전체의 경도에 의해 결정 되기 때문에 비슷한 수준의 최대 인장강도를 가지는 DP 강에 대해서는 항복강도가 높을수록, 즉 항복비가 높을 수록 페라이트와 마르텐사이트의 상간 경도 차이가 작 은 것으로 생각할 수 있다. 이러한 DP강에서의 페라이 트와 마르텐사이트의 상간 경도 차이는 DP강이 다른 강 재에 비해 독특한 변형특성을 나타나게 한다. DP강이 응 력을 받게 되면 비교적 항복강도가 낮은, 즉 변형이 일 어나기 쉬운 페라이트에서 먼저 소성변형이 일어나게 되 며 페라이트에 변형집중이 발생하게 된다.12,15) 페라이트 와 마르텐사이트의 상간 경도 차이가 크게 되면 페라이 트가 소성변형이 일어나는 응력수준에서는 경도가 높은 마르텐사이트는 여전히 탄성변형 영역에 있기 때문에 소 성변형이 일어나지 않게 되고, 이러한 페라이트로의 변 형집중이 심화될수록 페라이트와 페라이트-마르텐사이트 계면에 전위가 쌓이게 된다. 이러한 전위의 집적은 결 과적으로 페라이트-마르텐사이트 계면에 미세공극을 형성 하게 된다.7,16)
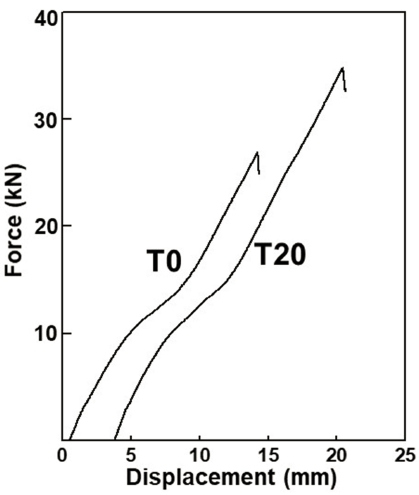
이와 같은 DP강의 변형특성은 신장 플랜지성에도 영 향을 미치게 된다. Fig. 6를 통해 확인할 수 있는 것처 럼 템퍼링을 진행하지 않은 T0 시편의 경우보다 300 °C 에서 20분간 템퍼링을 진행한 T20 시편의 경우가 더 높 은 HER을 나타내는 것을 알 수 있다. 서로 다른 HER 을 가지는 이유는 앞에서 설명한 상간 경도 차이로 설 명할 수 있다. Fig. 8에 나타낸 것과 같이 홀확장 실험 초기에는 T0 시편과 T20 시편 모두 상대적으로 경도가 낮은 페라이트에 변형이 집중되게 되며 이에 따라 페라 이트는 가공경화되어 경도가 높아지게 된다. 이러한 상 황에서 원래 페라이트와 마르텐사이트의 상간 경도 차 이가 큰 T0 시편의 경우에는 페라이트가 가공경화 되더 라도 마르텐사이트는 여전히 탄성영역에 있게 되므로 변 형이 페라이트에 계속적으로 집중되게 된다.12) 따라서 페 라이트-마르텐사이트 계면에 많은 전위가 집적되게 되고 이로 인해 미세공극이 쉽게 생성되게 된다. 이 미세공 극은 이후 균열로 성장하여 파괴의 시작점으로 작용하 게 된다. 이에 반해 Fig. 3과 같이 템퍼링에 의해 상간 경도 차이가 작아진 T20 시편의 경우에는 변형 거동이 달라지게 된다. 앞에서 살펴본 것과 같이 T20 시편의 페 라이트는 템퍼링에 의해 T0 시편보다 높은 경도를 가지 고 있으며, 반면에 대부분의 마르텐사이트는 템퍼링되어 T0 시편보다 낮은 경도를 나타내고 있다. 이 경우 홀확 장을 진행하게 되면 초기 페라이트로의 변형집중으로 인 하여 페라이트가 가공경화 되게 되고 상대적으로 상간 경도차이가 작기 때문에 가공경화된 페라이트의 경도는 템퍼드 마르텐사이트의 경도와 비슷한 수준으로 높아질 수 있다. 이렇게 되면 Fig. 8에 나타낸 것과 같이 페라 이트 뿐아니라 템퍼드 마르텐사이트에서도 같이 변형이 일어날 수 있게 되며 이로 인하여 페라이트로의 변형 집 중은 크게 낮아지게 된다.12) 따라서 페라이트-마르텐사이 트 계면에서의 전위 집적 및 미세공극 생성이 억제되며 이로 인하여 파괴의 시작이 T0 시편에 비해 늦춰지게 된 다.16) 이러한 결과를 Fig. 9의 홀확장 실험 중의 하중- 펀치이송거리 곡선에서 확인할 수 있다. 그림에서 보는 것과 같이 T20 시편의 경우가 T0 시편에 비해 보다 높 은 하중까지 균열의 생성없이 홀확장이 일어나는 것을 확인할 수 있다.
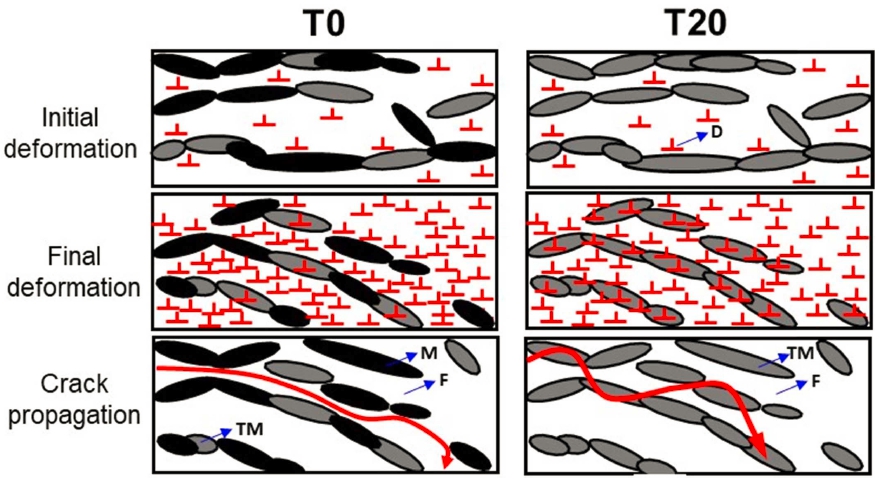
Fig. 8
Schematic illustration of deformation and fracture behaviors during hole expansion test for T0 and T20 steels (D: dislocation, F: ferrite, M: martensite, TM: tempered martensite).
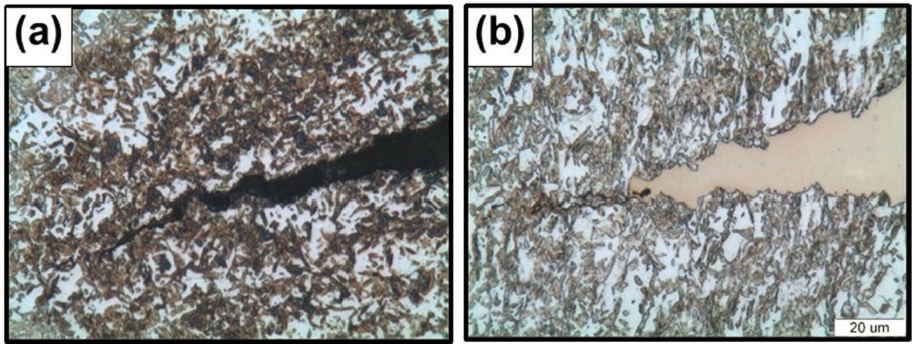
위와 같은 DP강의 변형거동은 홀확장 중의 미세공극 /균열 생성 뿐아니라 균열의 전파 거동에도 영향을 미치 게 된다. Fig. 8에 나타낸 것과 같이 T0 시편의 경우에 는 홀확장이 진행됨에 따라 페라이트에 변형이 극심하 게 집중되게 되고 미세공극 및 균열이 생성될 시점에는 페라이트는 이미 파괴가 일어날 정도로 아주 많은 변형 을 받게 된다. 따라서 균열이 생성되게 되면 심한 가공 경화로 인하여 취약해진 페라이트를 따라 찢어지듯이 균 열이 아주 급격하게 진행하게 된다.12) 이러한 이유로 인 하여 Fig. 10(a)에서 보는 것과 같이 T0 시편의 경우에 는 균열이 페라이트-마르텐사이트 계면 뿐 아니라 페라 이트를 관통하여 아주 날카롭게 진행하는 것을 확인할 수 있다. 이에 비하여 T20 시편의 경우에는 Fig. 8에 나타낸 것과 같이 홀확장이 진행됨에 따라 페라이트와 더불어 템퍼드 마르텐사이트에서도 변형이 같이 일어나 기 때문에 균열이 생성되더라도 일반적인 연성 재료에 서와 같이 비교적 느린 균열 전파 거동을 나타내게 된 다.12) 이 경우 Fig. 10(b)에서와 같이 균열 선단에서 벌 어짐(blunting) 현상을 관찰할 수 있으며, 이러한 균열의 형상을 통해서 템퍼링을 진행한 T20 시편이 T0 시편보 다 상대적으로 높은 균열 전파 저항성을 나타낸다는 것 을 알 수 있다. 또한 균열이 페라이트 뿐만 아니라 템 퍼드 마르텐사이트를 통해서도 전파하기 때문에 두 상 의 계면이 균열 전파 경로를 바꾸는 역할을 하여 Fig. 8 및 Fig. 10에서 보는 것과 같이 zig-zag 형태의 균열 전파 거동을 보이게 된다.
이와 같이 템퍼링을 통하여 페라이트와 마르텐사이트 의 상간 경도 차이가 줄어든 T20 시편의 경우에는 홀 확장 시에 발생하는 변형 거동의 차이에 의해서 미세공 극 및 균열의 생성이 늦춰질 뿐 아니라 균열이 생성되 더라도 균열 전파 속도가 느려지게 된다. 따라서 T20 시 편의 홀확장 파괴 저항성이 상대적으로 높아지게 되며 결과적으로 T20 시편이 T0 시편에 비하여 높은 신장 플 랜지성을 나타내게 된다(Fig. 6).
5. 결 론
본 연구에서는 980 MPa급 DP강을 300°C에서 각각 10분, 20분 및 30분 동안 템퍼링하여 그에 따른 미세조 직과 기계적 특성을 분석하였으며 이를 바탕으로 템퍼 링에 따른 DP강의 신장 플랜지성의 변화에 대하여 고 찰하였다.
1) 980 MPa급 DP강을 300 °C에서 템퍼링하여 최대 인 장강도는 유지하면서 항복강도는 증가시킬 수 있었다. 이 러한 현상은 템퍼링에 의해 마르텐사이트로부터 확산된 탄소가 계면부의 전위를 고착시켜 페라이트의 항복강도 가 증가하였기 때문이다.
2) 나노인덴테이션 시험을 통하여 템퍼링 시 페라이트 의 경도는 증가하고 마르텐사이트의 경도는 감소하는 것 을 확인하였으며 이로 인하여 상간 경도차가 감소하는 것을 알 수 있었다.
3) 300 °C에서 20분간 템퍼링 한 T20 시편의 경우 템 퍼링을 하지 않은 T0 시편보다 높은 HER 값을 나타내 었다. 이는 페라이트와 마르텐사이트의 상간 경도차가 감 소함에 따라 홀확장 시 페라이트로의 변형 집중이 크게 낮아져 미세공극 및 균열의 생성이 지연되었기 때문이 었다. 또한 T20 시편의 경우 페라이트와 더불어 템퍼드 마르텐사이트도 같이 변형을 할 수 있기 때문에 홀확장 중에 균열이 발생하더라도 균열 선단에서 벌어짐 현상 등이 발생하여 균열의 전파 속도가 상대적으로 느리다 는 것을 예상할 수 있었다. 이러한 이유로 인하여 템퍼 링을 적용한 T20 시편이 템퍼링을 적용하지 않은 T0 시 편에 비해 우수한 신장 플랜지성을 나타내었다.
