

1. 서 론
산업이 발전함에 따라 전세계적인 에너지 수요가 증가 하고 있으며, 이에 따라 심해저와 극지방에서의 자원개 발이 활발히 이루어지고 있다. 해양플랜트용 후판강은 극 한 환경에서의 높은 하중을 견디기 위해 고강도뿐만 아 니라 저온에서의 높은 인성이 요구된다.1-3) 이러한 후판 강의 미세조직은 주로 베이나이트계가 활용되지만, 여러 단계의 용접을 거치면서 이들 미세조직은 바뀌게 되며, 높은 온도와 빠른 냉각속도에 의해 결정립이 성장하거 나 마르텐사이트와 같은 경질의 미세조직이 형성된다.4-8) 이는 결국 열영향부(heat affected zone, HAZ)의 인성을 저하시키고 극지방 및 심해저에서 해양플랜트 건설 및 운용 시 취성 파괴로 이어져서 심각한 경제적, 환경적, 인명적 문제를 야기하는 원인이 될 수 있다.
이러한 문제를 해결하기 위해 화학 조성과 제조 공정 을 조절하여 해양플랜트용 후판강의 조직과 기계적 특 성을 향상 시키는 다양한 연구가 활발히 이루어지고 있 다.9-12) 합금 원소 중 니켈(Ni)는 오스테나이트 안정화 원 소로서, 페라이트의 상변태를 지연시켜 저온변태조직의 형 성을 유도하며, 저온변태조직의 결정립을 미세하게 형 성하는데 도움을 준다.13) 탄소(C)는 강을 강화시키는데 가장 경제적이고 효과적인 원소로서, 탄소 당량(carbon equivalent, Ceq)이 높을수록 마르텐사이트나 베이나이트 와 같은 저온변태조직의 형성을 용이하게 한다.14-16) 이 렇게 합금 원소를 첨가하여 화학 조성을 변화시키면 다 양한 베이나이트계 조직의 조합을 얻어낼 수 있다. 하 지만 고강도 및 고인성을 위해서 다량의 합금 원소를 첨 가 할 경우 생산비가 증가하고 용접성이 나빠지는 문제 가 있다. 따라서 최근에는 합금 원소의 첨가를 최소한 으로 조절한 채, 베이나이트와 같은 저온변태조직을 미 세하게 형성시킴으로써 우수한 강도와 인성의 조합을 얻 고자 하는 연구가 이루어지고 있다. 항복강도 500 MPa 이상의 고강도를 갖는 해양플랜트용 후판강의 경우, 탄 소 당량은 용접성의 저하를 막기 위해서 0.45 % 이하로 주로 연구되고 있으며, 여기에 HAZ의 우수한 저온 인 성 확보와 가격 경쟁력을 맞추기 위해서 니켈의 함량도 1 % 이하로 많이 연구되고 있다.9-12) 이렇게 다양한 탄 소 당량과 니켈의 함량에 따라 제조되는 후판강은 그 미 세조직이 매우 복잡하고, 특히, HAZ의 미세조직은 더욱 복잡하게 형성되기 때문에 이를 정량화하여 HAZ의 상 변태 거동을 이해하고, 이를 기계적 특성과 연결한 연 구는 매우 필요하다고 할 수 있다.
따라서 본 연구에서는 탄소 당량과 니켈의 함량을 제 어하여 2종류의 80 mm 두께를 갖는 해양플랜트용 후판 강을 제조하고 이들의 미세조직을 분석하였다. 그리고 상 온에서 인장 시험과 비커스 경도 시험을 실시하고, -40 °C에서 샤르피 충격 시험을 실시하여 모재의 미세조직 과 기계적 특성의 상관관계를 규명하였다. 또한 용접공 정모사 시험을 통해 HAZ 시편을 제조하였고, 이들의 미 세조직을 분석하였다. HAZ의 기계적 특성을 분석하기 위 해서 비커스 경도 시험과 -20 °C에서의 샤르피 충격 시 험을 실시하여 HAZ의 미세조직과 기계적 특성의 상관 관계를 조사하였다.
2. 실험 방법
2.1 시편 제조
본 연구에서 사용된 강의 화학 조성을 Table 1에 나 타내었다. C과 같은 경화능 원소의 함량을 조절하여 탄 소 당량을 달리하였고, Ni의 첨가량도 조절하여 2종류의 후판강을 제조하였다. 탄소 당량이 0.367 %로 낮은 강재 를 ‘L’, 탄소 당량이 0.432 %로 높은 강재를 ‘H’로 명명 하였다. 슬라브(slab)는 1100 ~ 1150 °C에서 오스테나이트 화 열처리를 2시간 동안 진행한 후, 압연 공정을 거쳐 150 mm의 슬라브를 80 mm의 후판강으로 만들었다. 마 무리 압연 온도는 800 ~ 850 °C이며, 압연 후 냉각 시작 온도를 750 ~ 770 °C로 조절하였다. 두께 중심을 기준으 로 4 ~ 6 °C/s의 냉각 속도로 수랭하였고, 마무리 냉각 온 도는 430 ~ 470 °C로 제어하고 이후 공랭을 실시하였다.

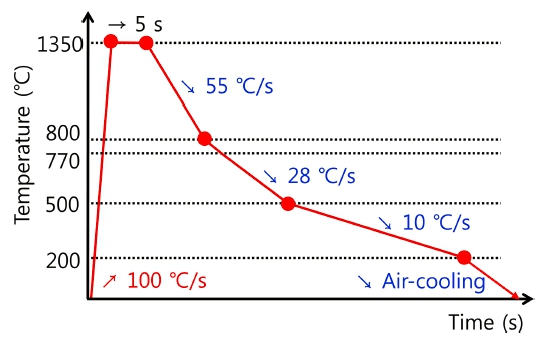
HAZ를 모사하기 위해서 Fig. 1의 열 사이클을 적용하 여 MTCS장비(Thermorestor-W, Fuji Electronic Industrial Co., Tokyo, Japan)로 CGHAZ(coarse-grain heat affected zone) 미세조직을 갖는 용접모사시편을 제조하였다. 이 용접 조건은 해양플랜트용 후판강의 용접에 주로 사용 되는 플럭스 코어드 아크 용접(FCAW, flux cored arc welding) 조건을 모사한 것으로 계산된 입열량은 8 kJ/cm 이다.17) HAZ 모사 시편은 ‘-H'로 표시하였다.
2.2 미세조직 분석 및 기계적 특성 평가
미세조직 분석을 위하여 후판강의 두께 1/2 지점에서 미세조직 관찰용 시편을 채취하였다. 모든 시편의 압연 롤이 닿는 면(longitudinal-transvers plane)을 2,000 grit의 사포로 연마 후, 1 μm 다이아몬드 서스펜션으로 미세 연 마하였다. 이후 2 % 나이탈 용액(에탄올+질산)으로 에칭 한 후 미세조직 분석은 광학 및 주사전자현미경(scanning electron microscope, SEM)을 통해서 진행하였다.
후판강의 기계적 특성을 평가하기 위하여 비커스 경도 시험, 인장 시험, 샤르피 충격 시험을 진행하였다. 경도 측정은 비커스 경도기를 사용하였고, 하중은 300 gf, 하 중 유지 시간은 10 s로 설정하였다. 인장 시편은 강재의 두께 1/2의 위치에서 압연 방향에 수직한 방향(transverse direction)으로 채취하였으며, 지름 50 mm, 표점거리 200 mm의 봉상 시편으로 가공하였다. 인장 시험은 만능시험 기를 사용하여 10−3/s의 변형 속도로 상온에서 ASTM E8/8M에 따라 인장 시험을 실시하였다. 샤르피 충격 시 험에 사용된 시편도 강재의 두께 1/2의 위치에서 10 × 10 × 55 mm 크기로 채취하였으며, 시편과 V-노치의 방향 은 각각 압연 방향에 수직한 방향(transverse direction) 과 압연 방향에 평행한 방향(longitudinal direction)이다. 모재는 -40 °C에서, HAZ 모사 시편은 -20 °C에서 각각 ASTM E23에 따라 샤르피 충격 시험을 실시하였다. 선 급 규정에 따르면, HAZ의 샤르피 흡수 에너지로 해양 플랜트용 후판강의 등급이 구분된다. -20 °C에서 HAZ의 샤르피 흡수 에너지가 46 J 이상일 경우, 그 후판강은 ‘D grade’로 구분된다.
3. 결과 및 고찰
3.1 모재의 미세조직과 기계적 특성
베이나이트계 조직은 형태학적 특징으로 구분하였다. 모 든 강은 침상형 페라이트(acicular ferrite, AF)와 입상형 베이나이트(granular bainite, GB)가 주 조직을 이루고 있 으며 GB의 내부나 AF 결정립들 사이에 이차상이 관찰 되었다. 이차상은 탄화물, 질화물, MA(martensite-austenite constituents), 잔류 오스테나이트 등의 경질상이다. AF는 결정립의 크기가 수 μm 정도이고, 결정립계에 미세한 크 기의 경질상이 분포하여, 강도와 인성이 우수한 조직이 다. GB는 고경각 결정립계로 결정립을 구분하는 패킷 (packet)이 크고 패킷 내부에 미세한 이차상이 혼재되어 있는 조직이다.18,19)
모재의 미세조직을 광학 및 SEM으로 관찰하여 Fig. 2 에 나타내었고, 미세조직의 분율을 측정하여 Table 2에 나타내었다. L 강은 AF가 주조직을 이루고 있으며, GB 가 30 %, 이차상이 4 % 형성되어 있다. L 강의 AF 결 정립 크기는 5 ~ 10 μm이고, GB 결정립 크기는 50 ~ 100 μm이다. H 강도 AF가 주조직을 이루고 있으며, GB가 20 %, 이차상이 7 % 형성되어 있다. H 강의 AF 결정립 크기는 3 ~ 5 μm 이고, GB 결정립 크기는 30 ~ 50 μm로 L 강에 비해 결정립이 작다.
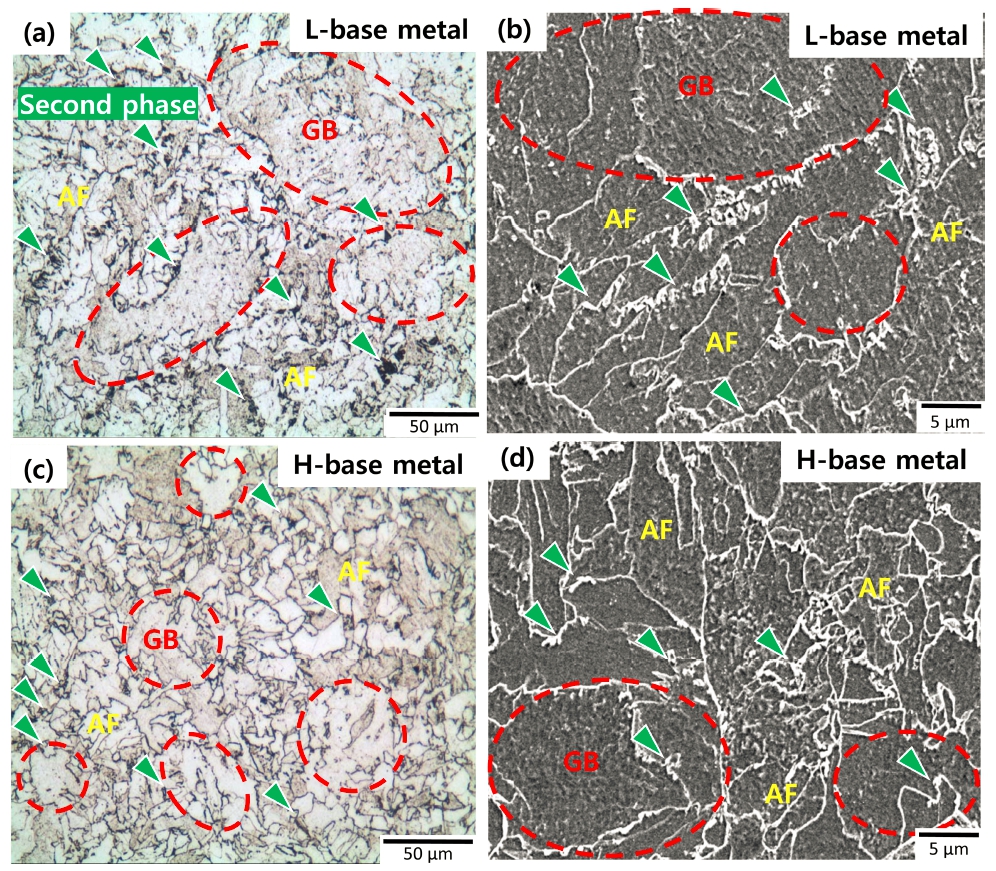
Fig. 2
Optical and SEM microstructures of the (a) and (b) L, and (c) and (d) H base metals. (AF : acicular ferrite, GB : granular bainite).
탄소 당량의 증가는 오스테나이트를 안정화 시켜서 저 온변태조직의 형성을 유도하며,이차상인 MA 등을 잘 형 성한다.14-16) 따라서 본 연구에서도 탄소 당량이 0.432 % 로 높은 H 강에서 이차상이 7 %로 L 강에 비해 높다. 오스테나이트 안정화 원소인 니켈은 페라이트의 상변태 를 지연시켜 저온변태조직의 형성을 유도하며, 저온변태 조직의 결정립을 미세하게 형성하는데 도움을 준다.13) 이 러한 이유 때문에 니켈의 함량이 높은 H 강은 L 강에 비해 AF 분율이 높고, AF와 GB 결정립 크기가 작다.
Table 3에 비커스 경도, 상온 인장 특성, -40 °C 샤르 피 흡수 에너지 결과를 정리하여 나타내었다. 해양플랜 트용 강재는 항복강도를 기준으로 등급이 나뉜다.20) 본 연구에서 사용된 강들은 항복 강도가 500 MPa 급 해양 플랜트용 후판강에 속한다. 항복 강도와 인장 강도는 L 강이 H 강보다 10 MPa 정도 높지만, 연신율은 같다. 비 커스 경도는 오차 범위 내에서 두 강재가 비슷한 수준 이다. L 강의 GB 분율은 H 강에 비해 높아서 L 강의 강도와 경도가 H 강에 비해 높을 수 있다. 하지만, H 강의 이차상 분율이 L 강에 비해 높고, H 강의 GB 결 정립 크기도 L 강에 비해 작기 때문에 강도와 경도는 비슷한 수준으로 나타난다. -40 °C에서의 샤르피 흡수 에 너지는 H 강이 L 강보다 50 J 정도 높다. 이는 H 강의 주조직이 AF이며 AF와 GB의 결정립 크기가 L 강에 비 해 작고 GB의 분율도 낮기 때문이다. 비록 H 강의 이 차상 분율이 L 강에 비해 높지만, AF의 분율이 높아서 연성 파괴가 발생하는 -40 °C에서는 주조직의 분율과 결 정립 크기가 샤르피 흡수 에너지에 더 큰 영향을 준 것 으로 판단된다. AF는 오스테나이트 결정립 내부에 있는 비금속 개재물로부터 핵생성되어 사방으로 성장해 나가 기 때문에 래스(lath)들이 서로 결속되어 있는 구조를 가 지고 균열 전파에 대한 저항성이 높아 강도와 저온 인 성을 동시에 향상시킨다고 알려져 있다.19,21) L 강의 경 우, 50 ~ 100 μm의 조대한 결정립을 갖는 GB가 30 %의 높은 분율로 구성되어 있어서 -40 °C에서의 샤르피 흡수 에너지가 낮다. GB과 같이 유효결정립(effective grain) 이 큰 조직을 갖는 철강은 취성 파괴가 발생할 때 단 위 균열 길이(unit crack path)도 유효결정립의 크기와 같이 증가하게 되어, 파괴 전파 에너지도 낮다고 알려 져 있다.22,23)

3.2 HAZ의 미세조직과 기계적 특성
HAZ 모사 시편의 미세조직은 AF, GB, 베이나이트계 페라이트(bainitic ferrite, BF), 마르텐사이트(martensite, M)로 구성되어 있다. M는 가장 빠른 냉각속도에서 형 성되며, 구 오스테나이트에서 특정한 방향으로 생성된다. M는 전위 밀도 및 쌍정 밀도가 높아 강도는 높으나 인 성이 매우 낮다. BF는 AF보다 빠르지만 M보다 느린 냉 각속도에서 형성된다. BF 결정립의 크기는 수십 μm 정 도이며, 경질상이 래스 형태를 띄고 있어 강도는 우수 하나 인성은 AF에 비해 낮다. 특히, 경질상이 분포하는 BF는 패킷의 크기가 클 경우, 저온 인성이 매우 낮다고 알려져 있다.18,19)
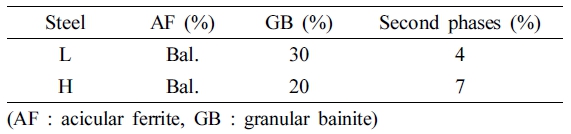
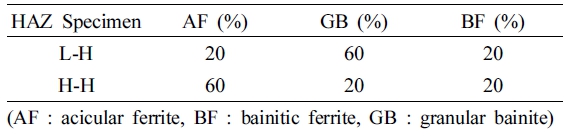
HAZ 모사 시편의 미세조직을 광학 및 SEM으로 관 찰하여 Fig. 3에 나타내고, 각 미세조직의 분율 Table 4 에 나타내었다. L-H 시편의 주조직은 GB이며, BF와 AF 가 각각 20 % 형성되어 있다. 반면, H-H 시편의 주조 직은 AF이며, BF와 GB가 각각 20 % 형성되어 있다. L-H 시편의 AF 크기는 1 ~ 3 μm이고, GB와 BF의 패킷 크기는 20 ~ 30 μm이다. H-H 시편도 AF 크기는 1 ~ 3 μm로 L-H 시편과 비슷한 수준이나, GB와 BF의 패킷 크기는 10 ~ 20 μm로 L-H 시편에 비해 작다. 이는 탄소 당량이 높을수록 저온변태조직인 AF의 형성이 유리하 고, 니켈의 영향으로 저온변태조직의 결정립 미세화에 도 움을 주었기 때문이다.
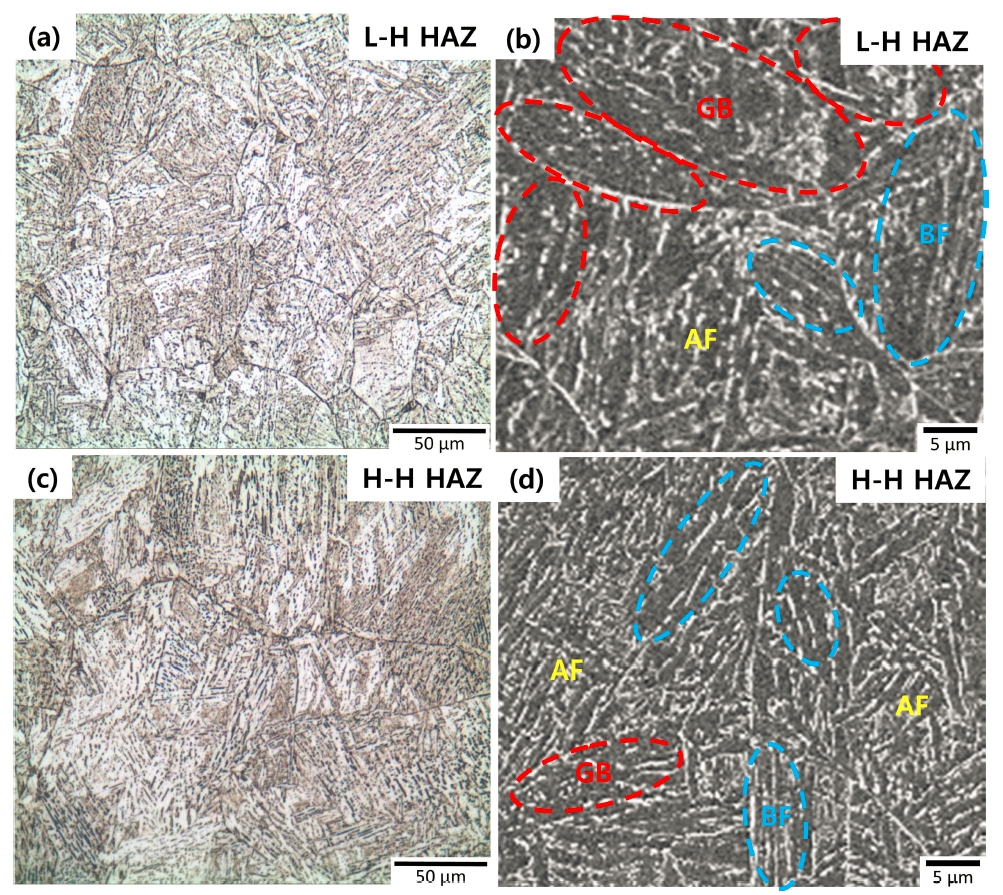
Fig. 3
Optical and SEM microstructures of the (a) and (b) L-H, and (c) and (d) H-H HAZ specimens. (AF : acicular ferrite, BF : bainitic ferrite, GB : granular bainite).
HAZ 모사 시편들의 비커스 경도 및 -20 °C 샤르피 흡 수 에너지를 Table 5에 정리하여 나타내었다. 모든 시편 들의 비커스 경도는 260 Hv 정도로 비슷한 수준이며, 모 재에 비해서는 80 Hv 정도 높다. 이는 HAZ 시편이 GB 나 BF와 같은 높은 강도를 갖는 저온변태조직의 분율 이 높고, 결정립이 작은 AF도 매우 고르게 분포하기 때 문이다. 반면, -20 °C 샤르피 흡수 에너지는 모재에 비 해 낮고, 두 시편의 차이도 크다. H-H 시편의 -20 °C 평 균 샤르피 흡수 에너지는 155 J로 L-H 시편에 비해 매 우 높다. 이는 H-H 시편의 AF 분율이 높고, GB와 BF 의 패킷 크기도 작기 때문이다. 특히, 저온 인성에 큰 영향을 준다고 알려진 GB와 BF의 패킷 크기는 유효결 정립도와 비슷한 크기로 볼 수 있으며, L-H 시편의 GB 와 BF의 패킷 크기는 20 ~ 30 μm로 크지만, H-H 시편 의 GB와 BF의 패킷 크기는 10-20 μm로 작다. H 강은 HAZ의 저온 충격 인성을 기준으로 보면, 항복 강도 500 MPa 급의 ‘D grade’를 만족한다.
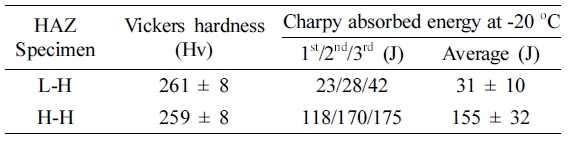
Fig. 4에 -20 °C에서 샤르피 충격 시험으로 파괴된 HAZ 모사 시편의 파면을 주사전자현미경으로 관찰하여 나타내었다. 샤르피 충격 시편의 노치 부근인 파괴 개 시 영역을 비교하면, 두 시편 모두 연성 파괴의 딤플 (dimple)이 관찰된다. L-H 시편은 딤플이 나오는 구간의 길이가 H-H 시편에 비해 짧으며, 중심부로 파괴가 진행 할수록 벽개 파면이 관찰된다. 샤르피 충격 시편의 중 심 부근인 파괴 전파 영역을 비교하면, L-H 시편에서는 벽개 파면과 딤플이 관찰되는데, H-H 시편에서는 준벽 개(quasi-cleavage) 파면도 함께 나타난다. 두 시편 모두 벽개 파면 크기(cleavage facet size)는 30 ~ 50 μm 정도 이며, 딤플은 H-H 시편에서 L-H 시편에 비해 더 많이 나타난다. 이러한 파괴 형태의 차이로 H-H 시편의 -20 °C 샤르피 흡수 에너지가 L-H 시편에 비해 높게 나타 났다.
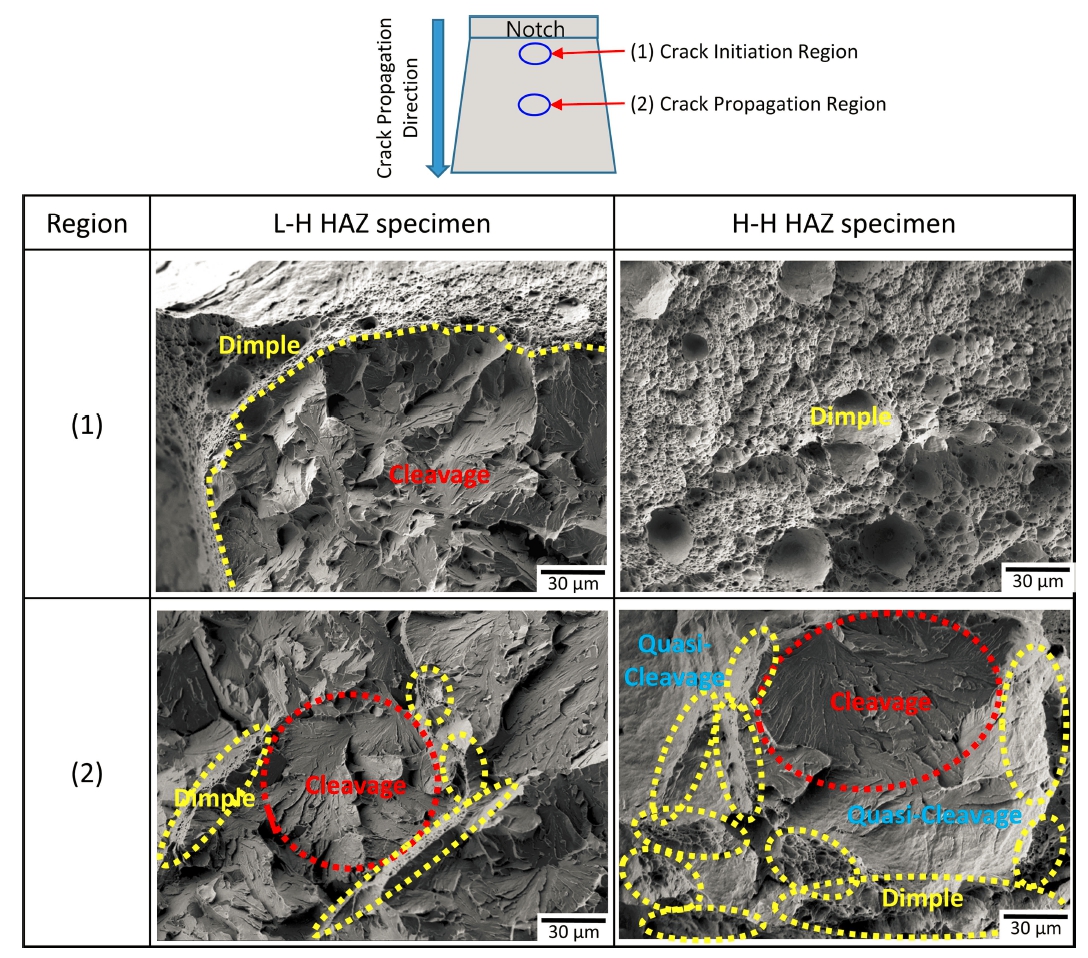
Fig. 4
SEM fractographs of the fractured Charpy impact tests at -40 °C for the L-H and H-H HAZ specimens.
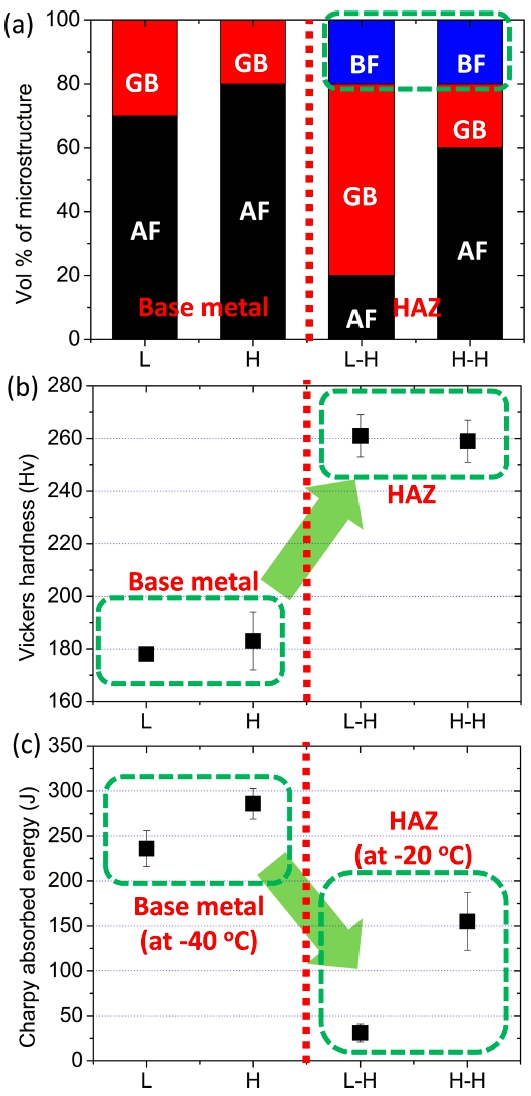
Fig. 5에 모재와 HAZ의 미세조직, 비커스 경도, 샤르 피 흡수 에너지를 비교하여 나타내었다. 모재에서는 AF 와 GB만 형성되었으나, HAZ에서는 BF가 함께 형성되 었고, 이는 용접 모사 공정 시 빠른 냉각으로 오스테나 이트에서 BF가 변태되기 유리하였기 때문이다. L 강에 비해서는 H강에서 AF 분율이 높았고, HAZ 시편에서도 H-H 시편에서 L-H 시편에 비해 AF 분율이 높았다. 이 러한 미세조직들의 분율 차이와 결정립의 크기 차이로 모재는 HAZ에 비해 비커스 경도가 낮았고, 시편들의 편 차는 크지 않다. H 강이 L강에 비해 샤르피 흡수에너 지가 높으며, HAZ에서도 H-H 시편이 L-H 시편에 비 해 샤르피 흡수에너지가 높았다.
4. 결 론
본 연구에서는 탄소 당량과 니켈의 함량을 제어하여 2 종류의 80 mm 두께를 갖는 해양플랜트용 후판강을 제 조하고 이들의 미세조직을 분석하였다. 그리고 인장 시 험, 비커스 경도 시험, 샤르피 충격 시험을 실시하여 미 세조직과 기계적 특성의 상관관계를 조사하여 다음의 결 론을 얻었다
(1) 탄소 당량과 니켈의 함량이 높은 H 강은 L 강에 비해 GB 분율이 낮으며, GB 패킷 크기도 작았다. 하 지만, 이차상 분율은 H 강이 L 강에 비해 높았다. 이로 인해 강도는 L 강이 H 강보다 높지만, -40 °C 샤르피 흡수 에너지는 H 강이 L 강보다 높았다.
(2) HAZ 모사 시험한 H-H 시편은 L-H 시편에 비해 AF 분율이 높고, GB 분율은 낮았다. 그리고 AF 결정 립 크기와 GB 및 BF 패킷 크기도 H-H 시편이 L-H 시편에 비해 더 작았다. 이러한 이유로 -20 °C 샤르피 흡 수 에너지는 H-H 시편이 L-H 시편에 비해 더 높았다.
(3) 파괴 개시의 관점에서 L-H 시편은 딤플이 관찰되 는 구간의 길이가 H-H 시편에 비해 짧다. 파괴 전파의 관점에서 H-H 시편에서는 벽개 파면, 딤플, 준벽개 파 면이 함께 관찰되고, 딤플이 형성된 연성 파면도 L-H 시 편에 비해 더 넓다.
