

1. 서 론
스테인레스강 420(이하 SS420)은 13.5Cr 성분의 마르 텐사이트계 스테인레스강에 속한다. SS420 강종은 탄소 함유량에 따라 0.1~0.2 % 범위의 J1과 0.2~0.4 % 범위 의 J2 등급으로 구분된다. 이 강종은 같은 계열인 SS410 (12Cr-0.15C)에 비하여 Cr 함량이 높아서 내부식성 및 내마모성이 개선된 재질이며, 이러한 특성이 요구되는 전 단 칼날(shear blade), 니들 밸브, 외과용 수술기구, 날붙 이류(나이프, 포크, 숟가락, 연장류) 등으로 사용된다.1-3)
SS420의 입계부식 현상은 여러 논문에 보고되어 있 다.4-7) 이들 논문들에 제시된 입계부식은 공통적으로 입계 탄화물 석출에 기인하는 것으로 밝혀졌다. 특히 S.Teraoka 는 SS420의 담금질에서 공냉 중에 형성되는 입계탄화물 이 입계부식의 원인이 되는 것으로 보고하고 있다.4) 또 한 이 논문에는 C 함량을 제한하고 대신에 N을 첨가 함으로써 입계탄화물 형성과 입계부식이 억제된 새로운 합금이 제시되어 있다.
그런데 SS420의 입계부식을 일으키는 입계탄화물이 가 공과 열처리 어느 공정에서 발생되는지에 대해서는 명확 하게 밝혀져 있지 않다. 즉 (0.15~0.4)% C와 (12~14)% Cr 성분을 함유하는 SS420 재질에서 담금질 온도 가열 후 공냉조건에서 입계부식을 야기할만한 입계탄화물 형 성은 논리적으로 타당하지 않은 면이 있다. 이는 Cr 탄 화물 석출온도 범위가 600 °C ~ 900 °C인데 공냉의 비교 적 빠른 냉각조건이 입계탄화물 석출에 충분한 시간을 공급하는 것인가에 대한 의문이다. 실제로 S.Teraoka 논 문에 제시된 SS420의 1050°C/10분 가열 후 공냉조건의 미세조직으로부터 입계탄화물 석출은 관찰되지 않는다.4) 또한 이 논문을 포함한 다른 연구에서도 입계탄화물의 성분과 격자구조의 상분석이 구체적으로 보고되지 않고 있다.
본 연구에서는 이와 같은 SS420J2의 입계부식 현상을 고찰하였다. 입계부식은 다른 논문들의 보고와 마찬가지 로 입계탄화물에 의한 전형적인 입계예민화(grain boundary sensitization)으로 보여지는데,8-12) 이러한 입계탄화물이 어 느 제조공정(제강 →가공/성형 →열처리)에서 유발되는지 확인해야 한다. 이를 위해서 입계탄화물의 상분석이 이 루어져야 한다. 본 연구에서는 사용 후 표면부식 문제 가 발생된 SS420 부품과 이것의 모사된 열처리에서 채 취된 시료들에 대한 미세조직(광학, SEM/EDS, TEM) 및 경도측정을 통해, 입계탄화물의 상분석과 석출기구를 확 인하고자 하였다. 본 논문의 연구결과는 SS420 부품의 입계부식 방지를 위한 열처리 공정의 개선으로 제시될 수 있다.
2. 실험 방법
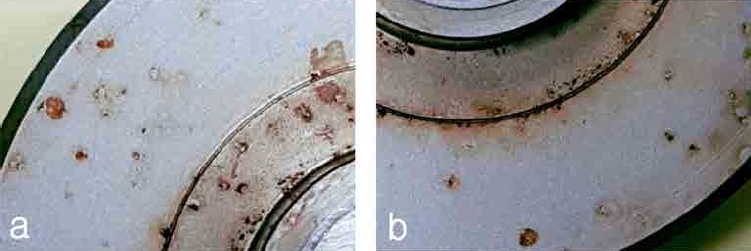
본 연구는 사용 중에 표면 피트부식이 발생된 SS420J2 부품에 대하여 분석을 수행한 것이다(Fig. 1). 피트부식 은 부품 사용 1년 미만에 발생된 것으로써, 사용 분위 기는 정량화가 어렵지만 대략적으로 1 시간/일 정도의 간 헐적인 습분상태 식염수 분위기이다. 동일한 재질 부품 의 경우 반영구적 사용을 감안하면 Fig. 1의 부품 피트 부식은 심각한 손상으로 판정된다. 사용 SS420J2 부품 의 대표적인 화학성분은 Table 1과 같다.
또한 Table 2와 같이 SS420J2의 냉각에 대한 모사열 처리를 수행하여 입계탄화물 석출이 발생되는 시점을 찾 고자 하였다. 이때 부품으로부터 채취된 열처리시편 크 기는 10 × 10 × 5 mm3이다.
Table 2
Heat treatments about Air cooling and Water quenching of SS420J2.
| Name of Specimens | Condition of Heat Treatments |
|---|---|
| As | As-received [used part] |
| AC | 1038°C/0.5h and Air Cooling |
| WQ | 1038°C/0.5h and Water Quenching |
광학 및 주사전자현미경(SEM) 미세조직 관찰을 위해 서 Viella 에칭액(Glycerin 45 ml, HNO3 15 ml, HCl 30 ml)을 사용하였다. 주사전자현미경(SEM, scanning electron microscope) 기종은 TESCAN-MIRA SEG-3인데, 여기에 SIMADZU EPMA-1720 기종의 EDS(energy dispersive spectroscope, SIMADZU 성분분석기가 장착된 것이다. 투과전자현미경(TEM, transmission electron microscope) 은 JEOL-JEM 2000FX 기종으로써, TEM 샘플은 SEM 동일 기종의 FIB(focused Ion beam)으로 제작하였다. 또 한 재질의 경도는 micro-Vickers(HV)를 이용하여 측정하 였다. 경도 측정값은 각 부분 3회 측정에 대한 평균값 으로 하였다.
3. 실험 결과
3.1. 사용 SS420J2 부품의 피트부식 및 입계부식 현상
앞의 Fig. 1과 같이 사용 중이던 SS420J2 부품 표면 에 피트부식이 발생되었다. 이것은 부품 사용 1년 미만 에 발생된 부식손상으로써 간헐적인 식염수 분위기 사 용을 하더라도 비정상적으로 빨리 진행된 부식손상으로 판정되어 분석을 수행하였다.
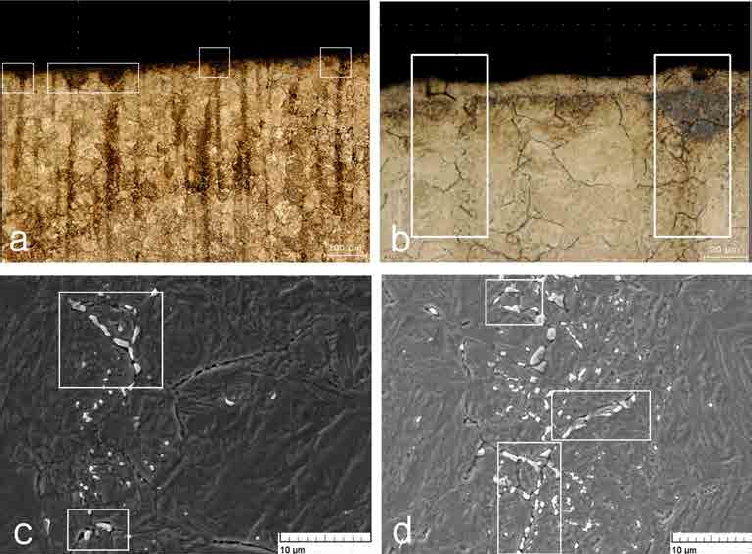
사용 SS420J2 부품의 광학 및 주사전자현미경으로 관 찰된 표면부 미세조직은 Fig. 2(a)와 같이 평균 50 μm 간격의 밴드 형태 구성되는데, 부품 표면의 피트는 그 림의 네모칸 지역과 같이 밴드 경계부에 형성된 것을 알 수 있으며, Fig. 2(b)와 같이 밴드 경계부를 따라 다량 의 탄화물이 석출된 것도 확인된다. 또한 Fig. 2(c)와 (d) 의 SEM 분석에서 밴드 경계부에 집중되어 있는 탄화물 중에서 입계에 석출지역은 입계 균열과 직접적인 관련 있는 것으로 추정된다. 여기에서 미세조직 결정립 크기 는 평균 20 μm로 측정된다.
3.2. SS420J2의 모사열처리 미세조직
입계탄화물 석출을 동반한 SS420J2의 AS-received (used) 미세조직이 어떠한 열처리 상태로부터 유도되는지 를 알아보기 위하여 모사열처리를 수행하였다. 먼저 ASreceived 미세조직의 경우 Fig. 3의 (a)와 (b) 같이 템퍼 드 마르텐사이트 기지조직과 입계탄화물 형성으로 관찰 된다. 이러한 미세조직상의 입계탄화물 구성은 앞의 그 Fig. 2의 SEM 관찰결과와 일치한다.
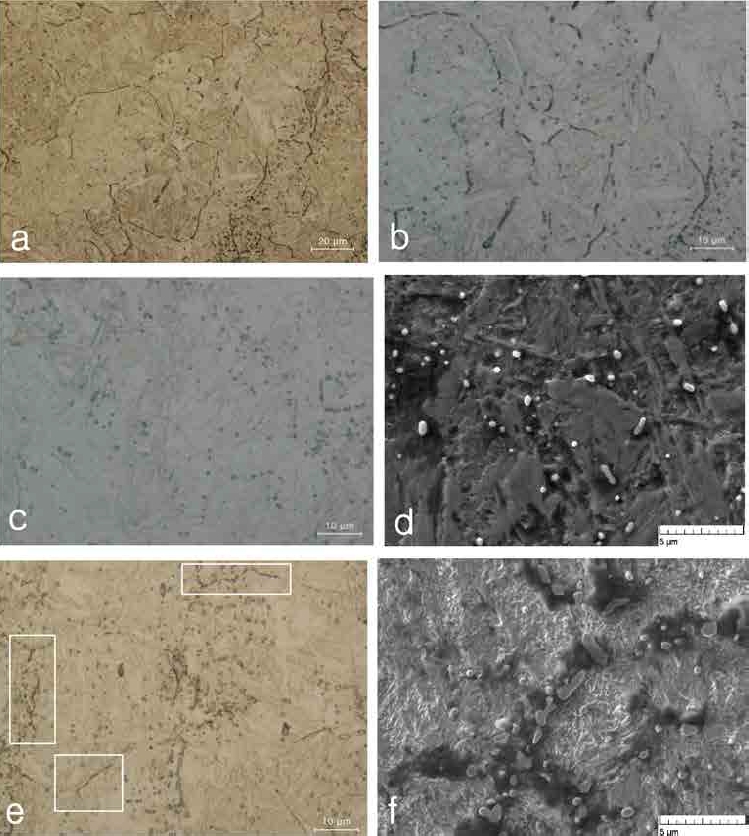
Fig. 3
Microstructures of SS420J2: (a, b) As-received, (c, d) water quenching and (e, f) air cooling after 1038 °C / 0.5 h solid solution heat treatment.
가열 후 냉각과정 중에 입계탄화물 생성 여부를 확인 하기 위하여 수냉과 공냉조건을 비교하였다. Fig. 3의 (c) 와 (d)에서 1038 °C 가열 후 수냉한 경우 미세조직은 마 르텐사이트 래쓰로만 구성되어 있고, 여기에 입계탄화물 형성은 관찰되지 않은 반면에, 입내에 일부 탄화물 석출 이 관찰된다. 이에 비해 Fig. 3의 (e)와 (f)에서 1038 °C 가열 후 공냉한 경우 미세조직은 기지조직인 마르텐사 이트 래쓰 구조와 더불어 입계에는 다량의 탄화물 석출 이 이루어진 것이 확인된다.
4. 고 찰
SS420J2 부품 표면의 피트 형성원인으로써 재질의 화 학성분 요인은 없는 것으로 분석되었다. 또한 부품의 사 용조건은 습분 식염수 상태로 정량화는 어렵지만 이것 이 비교적 심각한 부식을 야기할 수 있는 분위기로 추 정된다. 이러한 부식여건이 열처리에 의한 미세조직 구 성에 따라 가속될 수 있으며 이에 대하여 고찰하였다.
사용 SS420J2 부품에 형성되어 있는 Fig. 2의 (c)와 (d)에서 입계탄화물은 입계균열을 동반한다. 입계균열은 실제로 부품 표면으로부터 시작되어 내면으로 진전되는 것으로 판단되는데, SEM으로 관찰된 Fig. 4(a)는 이러 한 부품 표면 및 내면의 입계균열을 보여 주는 것이다. Fig. 4(b)에서는 입계균열과 함께 형성된 석출물도 관찰 된다. 이와 같이 관찰되는 입계석출물은 SEM/EDS 측정 결과 Fig. 4의 (c)와 (d)에서와 같이 Fe, Cr 및 C가 다량 함유된 탄화물인 것을 알 수 있다. 즉 입계석출상은 C 성분이 집적된 (Cr,Fe) 탄화물의 종류인 것으로 추정된다.
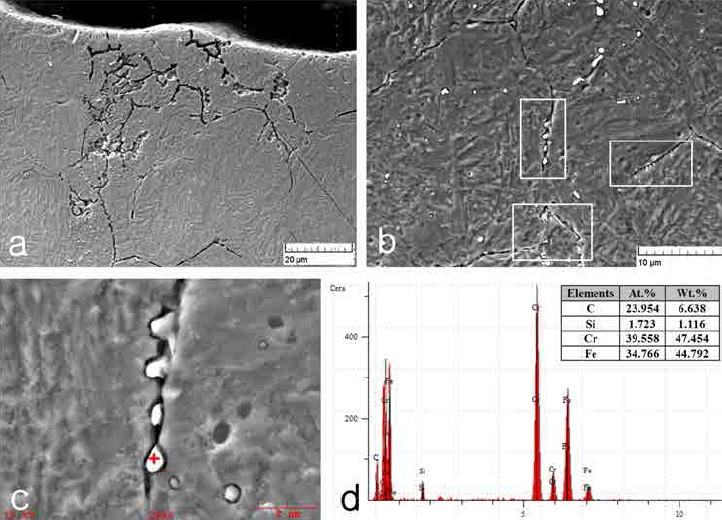
Fig. 4
Grain boundary cracks in (a) surface, (b) inside and (c, d) SEM/EDS analysis of precipitate in grain boundary of used SS420J2.
입계에 석출된 입계탄화물에 대한 상분석을 TEM 분 석을 통해 수행하였다. Fig. 5(a)는 입계 주변에 석출된 약 0.5 μm 크기의 석출상을 보여주는 것인데, 이것으로 부터 유도되는 회절도형은 Fig. 5(b)와 같다. Fig. 5(b) 는 fcc 격자구조의 정대축 <110>에서 유도되는 회절도형 인데, 이것에 해당되는 격자상수는 10.95 Å 정도인 것으 로 계산된다. 이것은 전형적인 M23C6 타입의 (Cr,Fe)23C6 탄화물로 해석된다.
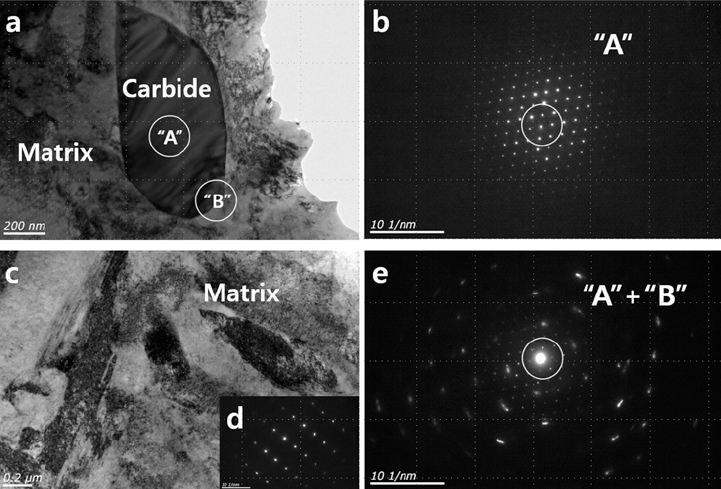
Fig. 5
TEM analyses of As-received : (a, b) microstructure and diffraction pattern at z=<110> of carbide, (c, d) microstructure and diffraction pattern at z=<110> of matrix tempered martensite, and (e) diffraction pattern shown phase relationship between carbide and matrix.
입계탄화물과 모상인 마르텐사이트의 정합관계를 살펴 보기 위하여, 모상의 상구조를 해석하였다. Fig. 5(c)에 서 모상의 형상은 전형적인 마르텐사이트의 래쓰 구조 이며, Fig. 5(d)의 모상으로부터 유도되는 정대축 <110> 회절도형에서 격자상수 2.87 Å이며 bcc 격자구조를 갖는 마르텐사이트인 것으로 확인된다.
모상과 입계탄화물의 정합관계를 확인하기 위하여 두 상이 겹쳐서 구성된 “B” 지역의 회절도형을 Fig. 7(e)과 같이 얻었다. Fig. 7(e)에서 원 내부의 작은 육각형 회절 도형은 Z=<110> fcc 정대축의 격자상수 10.95 Å에 해당 되는 M23C6 타입 탄화물이인데, 이것은 Fig. 7(b)의 “A” 지역 순수 탄화물 유도되는 육각형 도형과 일치한다. 또 한 Fig. 7(e)에서 원 밖의 회절점들은 모상(bcc, a = 2.87 Å)으로부터 유도되는 도형이다. 여기에서 원 밖의 회절 점들이 일정한 도형을 이루지 않는 것은 탄화물과 모상 이 정합관계를 이루지 않기 때문이다. 즉 탄화물의 fcc Z=<110> 정대축과 일치되는 bcc 정대축이 없으며, 이에 따라 회절도형 상에 모상의 정대축이 규정되지 않는 것 이다.
이에 비해서 스테인레스강과 같이 모상이 오스테나이 트상(fcc, a = 3.65 Å)인 경우 탄화물은 모상과 정합관계 이며, 정확하게 3배 격자상수를 갖는 M23C6 타입 탄화 물(fcc, a = 10.95 Å) 회절도형상의 특징을 갖는다. 이러 한 분석결과는 스테인레스강 입계탄화물 관련된 참고문 헌들에 언급된 결과와 같다.10-12) 그러나 SS420과 같이 모상이 bcc 구조의 페라이트 또는 마르텐사이트인 경우 에 입계석출의 (Cr,Fe)23C6 탄화물은 모상과 정합관계를 이루지 않는 것을 알 수 있다.
입계탄화물 석출과 이로 인한 입계균열 형성은 입계예 민화(grain boundary sensitization) 현상으로 볼 수 있다. 입계예민화란 Fig. 6에서와 같이 입계에 Cr-rich 탄화물 이 석출되면서 입계 주변에 Cr 고갈지역(Cr-depleted zone) 이 형성되고 이로 인해 입계부식이 가속화된 것이 기인 하는 것으로 해석된다. 부품 표면이 부식 분위기일 경 우 표면에 노출된 Cr 고갈의 입계지역은 내부식 저하로 인하여 우선적인 부식지점이 되며 입계를 따라 연속적 으로 부식되는 손상을 겪는데, 이것은 심각한 입계취화 를 유발시키는 요인이다.8-12) 그런데 (Cr,Fe)23C6 탄화물 석 출온도가 약 600 ~ 900 °C인 것을 고려하면 이러한 탄화 물 석출에는 이 온도구간에 머무는 어느 정도의 시간이 필요하다. 이에 따라 SS420J2는 공냉조건만으로도 입계 탄화물 석출 및 이에 의한 입계예민화 균열발생이 가능 한 재질로 판단된다.
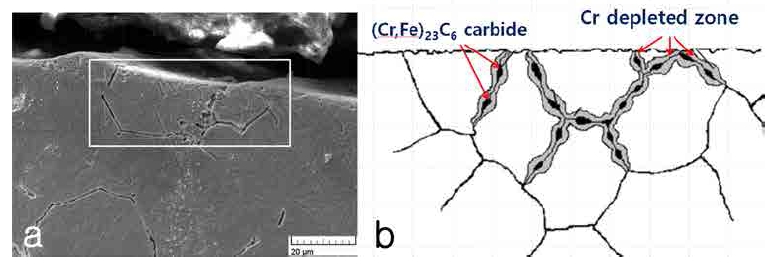
Fig. 6
Grain boundary sensitization mechanism of (a) surface intergranular crack and (b) (Cr,Fe)23C6 carbide and Cr depleted zone.
SS420J2 부품의 표면 입계예민화 균열 및 피트 부식 원인을 제공한 입계탄화물이 어느 공정에서 발생하였는 지를 고찰하였다. SS420J2 각 모사열처리에 대한 경도 값은 Table 3과 같은데, 여기에는 경도와 더불어 Fig. 3 에서 관찰된 대표적인 미세조직 특징을 제시하였다.
Table 3
Vickers hardness and microstructure of heat treatments
| Specimen | AS-received (used SS420J2) | Air Cooling | Water Quenching |
|---|---|---|---|
| HV | 574 | 622 | 618 |
| Microstructure | Tempered Martensite + Grain Boundary Carbides | Martensite + Grain Boundary Carbides | Martensite |
표에서 볼 때 “템퍼드마르텐사이트 + 입계탄화물”의 미 세조직과 574 HV의 경도측면에서 SS420J2 부품(ASreceived) 은 가열 후 공냉과 템퍼링 열처리(AC + tempering) 와 유사한 것을 알 수 있다. 이 경우 경도값이 530 HV로 낮은 것은 템퍼링 온도 차이로 볼 수 있다.
이러한 분석결과를 종합하면 SS420J2 부품 표면 부식 원인을 제공한 입계탄화물은 부품 담금질을 위한 가열 후 공냉에 준하는 냉각과정 중에 석출한 것으로 보여 진 다. 즉 가열 후 냉각 중 600 °C ~ 900 °C 온도범위를 거 치면서 (Cr,Fe)23C6 입계탄화물이 석출한 것이며, 이로 인 해 입계 Cr 고갈지역 형성으로 부식성이 떨어지고 부품 표면부터 내면으로 입계예민화 균열로 이어진 것으로 해 석된다.
SS420J2 부품 표면 부식을 방지하기 위해서는 그 원 인이 되는 입계탄화물 석출을 억제시켜야 하는데, 담금 질 시 급냉만이 대책이다. 그러나 공냉 정도의 빠른 냉 각조건에서도 입계탄화물 석출을 고려한다면, SS420J2는 재질측면에서 열처리에 따른 입계탄화물 석출을 억제시 키기가 어려운 재질인 것으로 판단된다.
따라서 SS420J2 재질의 합금 측면에서 개선이 필요한 데, Nippon Steel 논문에 따르면 N 첨가를 통하여 입계 탄화물 억제와 부식성 개선 효과가 보고되기도 한다.4) 여 기에서 N은 일반적 함량인 0.015 %에서 0.05 % 정도의 증가로 약 3배 이상 첨가되는데, 논문에는 N에 의한 피 트부식성(PRE, pitting resistance equivalent) 개선을 아 래와 같이 제시한다.
그러나 SS420J2 재질을 열처리 후 입계예민화 균열 및 피트 부식의 궁극적인 억제는 어려울 것으로 판단된다. Nippon Stee의 3배 N 첨가는 단순히 피팅 억제력을 제 시한 것이고 이로 인한 냉각과정 중의 Cr 탄화물이 억 제되는 것은 아니기 때문이다. SS420J2 피트부식을 방 지하기 위해서는 담금질 후 냉각과정에서 석출하는 입 계탄화물 억제의 새로운 합금화 방안이 필요한 것으로 보여 진다. 참고로 SS304에서는 이론적으로 입계예민화 균열 방지를 위하여 Ti 및 Nb가 합금화된 SS321 및 SS347 합금이 개발 및 대체 사용되고 있다.9-10,12)
이와 더불어 SS420J2 재질에 구성된 냉간가공에 의한 밴드 구조는 Fig. 2(a)와 같이 담금질 후 냉각 시 탄화 물 석출을 촉진시켜 입계예민화 부식을 유발시키는 인 자를 제공한다. 따라서 부품의 냉간가공 후 어닐링을 통 해 밴드부를 방지하는 것이 피트 부식을 억제하는 한 방 안이다.
5. 결 론
1) 사용 SS420J2 부품(As-received)의 경우 50 μm 간 격의 밴드조직과 약 20 μm 크기의 결정립으로 구성되 며, 밴드 경계와 입계에 탄화물이 석출된 것으로 관찰 된다. 또한 탄화물 석출이 집중된 밴드부를 중심으로 입 계균열이 유발되었으며, 이 지역에 표면 피트부식이 우 선 발생되고 있다.
2) WQ (1038 °C and Water quenching) 열처리의 경우 미세조직은 마르텐사이트 로 구성되는데, 입계탄화물의 석 출이 관찰되지 않았다. 이에 비해 AC (1038 °C and air Cooling)의 경우 미세조직은 마르텐사이트 또는 템퍼드 마르텐사이트 조직인데, 입계탄화물 석출이 확인되었다.
3) 입계석출상은 SEM/EDS 성분분석으로부터 (Cr,Fe) 및 C 함량이 접적된 (Cr,Fe) 탄화물로 추정되었으며, TEM 회 절도형 분석을 통해 이것이 10.95 Å 격자상수를 갖는 fcc 격자구조의 (Cr,Fe)23C6 탄화물인 것으로 상해석된다.
4) TEM 분석으로부터 모상인 래쓰 형상의 마르텐사 이트(bcc, a = 2.87 Å)와 괴상의 입계탄화물이 서로 정합 관계를 갖지 않는 것으로 확인되었다.
5) 이러한 Cr-rich 입계탄화물에 의해 입계를 Cr 고갈 지역으로 만들어 부식을 유발시키는 입계예민화 피트 또 는 균열이 초래된 것으로 판단된다.
6) 모사열처리를 통해서 사용 SS420J2 표면 피트부식 은 재질 담금질 후 공냉의 냉각속도에서 석출된 입계탄 화물에 기인한 것으로 판단된다. 즉 SS420J2 재질특성 에서 수냉의 냉각속도가 아니면 쉽게 입계예민화 피트 부식을 일으킬 여지가 있다. 또한 재질 냉간가공에 의 한 밴드조직은 탄화물 석출 및 입계균열을 촉진시켜 피 트부식 원인이 되는 것으로 확인되었다.
