

1. 서 론
발전용 혹은 항공용 가스터빈의 고온부 금속부품에 적 용되는 내열초합금(HRSA, Heat Resistant Super-Alloy) 은 고융점, 고경도, 고온 내식성 등의 우수한 특성으로 고 온 구조소재로 널리 사용된다.1) 내열초합금은 고경도, 저 열전도도 등의 물리적 특성으로 인해 일반적인 금속 소 재에 비해 가공이 어려운 난삭재로 분류되며2) 이 소재 를 절삭가공하기 위해 코팅초경, 세라믹스, cBN 등 다 양한 소재의 절삭공구가 산업적으로 이용되고 있다. 특 히 내열초합금 절삭용으로 사용되는 세라믹스 소재로는 SiAlON, Al2O3-SiCw 복합체 등이 있다.1,3,4)
초경, 세라믹 등의 소재를 공구로 제조하기 위해서는 원료분말의 혼합, 조립화(granulation), 일축가압성형(compacting), 소결(sintering) 등의 일반적인 분말야금공정 (powder metallurgy process)을 거쳐야 한다.5) SiAlON 세라믹스의 경우 Si3N4, AlN과 같은 질화물과 소결조제 로 희토류산화물 등을 혼합하여 반응가스압소결(reactive gas-pressure sintering)을 통해 α-SiAlON (α-: MexSi12-(m+n) Alm+nOnN16-n)와 β-SiAlON (β-: Si6-zAlzOzN8-z)의 복합체 로 제조된다.3,4) 원료 중 Si3N4, AlN 등의 질화물 분말은 혼합공정에서 물을 사용하면 수중 열화(hydrolic degradation) 및 산화의 가능성이 있으므로 이를 방지하기 위해 비수계 분산시스템이 채택되어야 한다.6,7) 비수계 용매로 는 친수성(hydrophilic)인 무수알코올(anhydrous ethanol) 이나 소수성(hydrophobic)의 톨루엔(toluene) 등을 사용할 수 있는데 용매의 성질에 따라 분산제(dispersant), 결합 제(binder) 등을 다르게 적용해야 한다.8,9)
인써트(insert) 형상의 공구를 성형하기 위해 대부분 일 축가압성형을 적용하는데, 이 때 사용분말은 금형에 잘 채워져야 하며 가압의 속도 및 성형밀도의 재현성이 요 구되므로 사용분말의 흐름성(flowability)이 매우 중요하 다. 따라서 공구제조업체에서는 분말의 흐름성을 높이기 위해 주로 분무건조(spray drying)으로 조립화된 과립분 말(granule powder)를 사용한다.10) 분무건조는 용액이나 슬러리를 고온의 건조기 내에 액적형태로 분무하여 액 상을 증발시켜 과립을 제조하는 조립방식으로 가연성 유 기용매나 분말의 산화가능성이 있는 경우에는 불활성 폐 쇄시스템(inert loop)을 사용한다.11)
본 연구에서는 분무건조법을 이용하여 SiAlON 원료분 말의 과립을 제조하였다. 질화물과 산화물의 원료 혼합 물을 비수계로 분산시키면서 분무건조를 위한 슬러리 점 도를 최적화하였고 분무건조의 공정변수에 따른 과립의 구형화 조건을 고찰하였다.
2. 실험 방법
2.1. 분말 제조
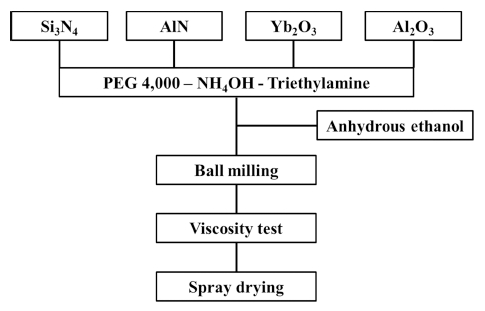
본 연구에서 제조한 SiAlON의 조성은 Yb0.23Si9.4Al2.6-O1.9N14.1로 사용된 원료분말은 평균입자크기 0.5 μm의 Si3N4(UBE Ind., Japan), 순도 99.9 %의 Yb2O3(Kojundo Chemical Laboratory Co., Japan), 평균 입자크기 0.5 μm 의 Al2O3(Sumitomo Co., Japan)와 평균 입자크기 1.12 μm의 AlN(Tokuyama, Japan)이다. 슬러리를 만들기 위해 유기결합제(PEG 4000, Daejung Chem. & Metals, Korea) 와 분산제(triethylamine, Daejung Chem. & Metals, Korea) 를 사용하고 첨가제로 NH4OH를 넣었다. 분산을 위해서 용매로는 비수계 무수에탄올(Anhydrous ethanol, Daejung Chem. & Metals, Korea, purity: 99.9 %)을 사용하고 직 경 10 mm 알루미나 볼을 사용하여 24시간 동안 볼 밀 링을 하였다. 분무건조에 앞서서 슬러리 점도 제어 및 질화물의 분산 실험을 위해 점도계(HAKKE MARS III Rheometer, ThermoFisher SCIENTIFIC)를 이용하여 바 인더 함량을 전체 고형분에 4 wt% 로 고정하고 분산제 의 함량을 0 ~6 wt%로 변화하여 슬러리의 점도를 평가 하였다. 과립분말을 만들기 위한 전체 공정은 Fig. 1에 정리하였다.
2.2. 분무건조 및 분말의 입자 형상 분석
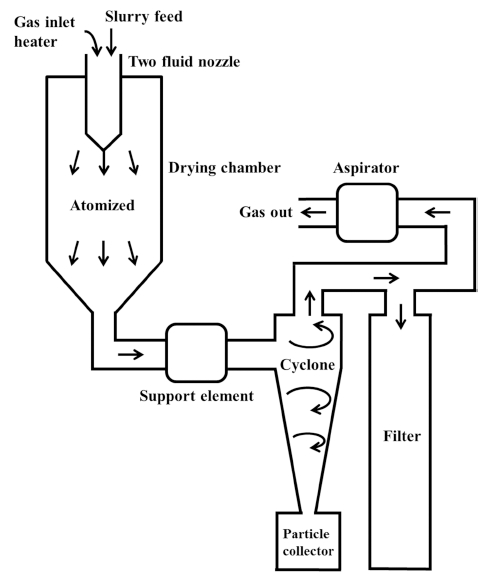
유기용매의 폭발을 방지하는 불활성 폐쇄시스템(Inert loop, B-295, Buchi)이 장착된 소형 분무건조기(Mini spray dryer B-290, Buchi)를 이용하여 분무건조를 진행 하였다. 분사에 사용되는 노즐은 슬러리 공급을 공기압 으로 조정이 가능하며 미세한 분말을 얻을 수 있는 2 유체 노즐(two fluid nozzle)을 선택하였으며 분사 방식 은 Co-current 방식을 채택하였다. 장비의 구성 및 원리 는 Fig. 2에 정리하였다. 공정에서 입자의 구형 형상을 제어하기 위해서 고정되는 조건은 내부온도(inlet temperature): 130°C, Aspirator(%): 95로 정하였으며 이 때 가 스 주입 속도(gas flow)와 슬러리 주입 속도(feed rate) 를 매개변수로 정하여 실험을 진행하였다. 분무건조 시 에 가스는 분말의 산화방지를 위해 N2를 사용하였다. 분 무건조로 얻어진 과립을 주사전자현미경(Scanning Electron Microscope, JSM-6390, JEOL Co.)으로 입자 형상을 분 석하였다.
3. 결과 및 고찰
3.1. 슬러리의 점도평가
SiAlON을 만드는 조성에서 AlN은 수분에 비활성적이 며 이를 합성하는데 분산이 잘 되도록 하기 위해서 비 수계 용매를 사용하는 것으로 알려져 있다.6) 슬러리를 분 무 공정에서 이중 노즐로 주입시키려면 점도 제어가 상 당히 중요한 부분이며 Fig. 3에서 점도계를 이용하여 최 적화된 분산제의 함량을 평가하였다.
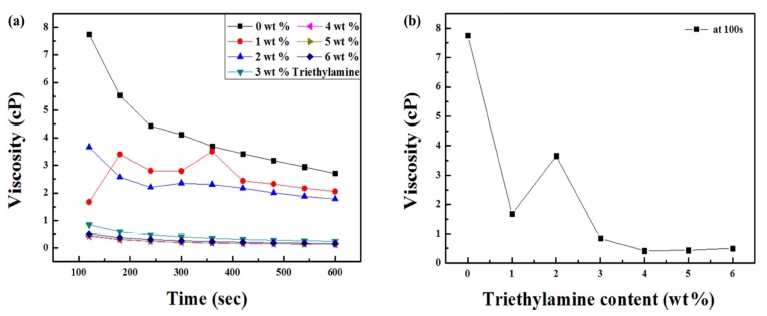
Fig. 3
Viscosity values as a function of measuring time or dispersant content; (a) viscosity with elapsed time and different triethylamine content (0~6 wt%), (b) viscosity with different triethylamine content at 100 sec (0~6 wt%).
Fig. 3(a)는 슬러리의 점도를 분산제의 함량과 시간에 따라 측정한 결과이다. 분석할 때 사용한 점도의 단위 는 P(1 P=1 g/cms)의 1/100의 크기로 단위 cP를 사용하였 다. 시간은 100~600 sec 범위로 시간의 경과에 따라 정 도가 떨어지다가 일정수준으로 안정화되는 양상을 나타 낸다. 분산제의 함량에 따른 점도는 0 ~2wt%의 구간과 분산제 함량 3 wt%부터의 구간 차이가 명백히 차이가 나 는 것을 확인할 수 있으며 함량 3 wt%부터는 시간의 경 과에 따라 그래프가 유사한 거동을 나타냈다. 또한 분 산제 함량의 유무에 따라서 슬러리의 점도의 차이가 명 확하였다.
Fig. 3(b)는 슬러리가 노즐을 통하여 분무실로 분사되 는 시간을 고려하여 측정 결과의 가장 짧은 시간 100 sec 를 기준으로 wt%에 따라 분석결과를 정리한 그림이다. 100 sec 때의 점도 결과를 통하여 분산제 함량의 유무에 따른 분무건조의 공정 설계를 판단할 수 있다. 슬러리 공급이 이보다 더 짧은 시간 동안에 노즐을 통해서 분 사가 이루어지는 소형 분무건조기라는 점을 고려한다면 분산제의 첨가는 필요한 요소이며 함량 수치에 따른 결 과를 통해 짧은 시간 동안에 노즐로 슬러리 공급이 원 활한 환경을 제어 하기 위해서는 분산제 4 wt%가 본 조 성계에서 최적화된 분산제 함량이라 사료된다.
3.2. 분무건조 과립분말의 특성
분무건조기의 변수 중 가스 주입 속도를 고정하고 슬 러리 주입 속도를 조절하여 얻어진 분말의 미세구조를 Fig. 4에 나타내었다. Fig. 4(a)는 슬러리 주입 속도: 6 mL/min의 미세구조이며 Fig. 4(b)는 슬러리 주입 속도: 9 mL/min의 조건으로 측정하였으며, Fig. 4(c)는 슬러리 주입 속도: 12 mL/min 조건의 미세구조이다. 결과 분석 을 통해서 과립 제조시에 변수 슬러리 주입 속도는 구 형 제어에 대한 의존성이 높지 않은 것으로 나타났다.
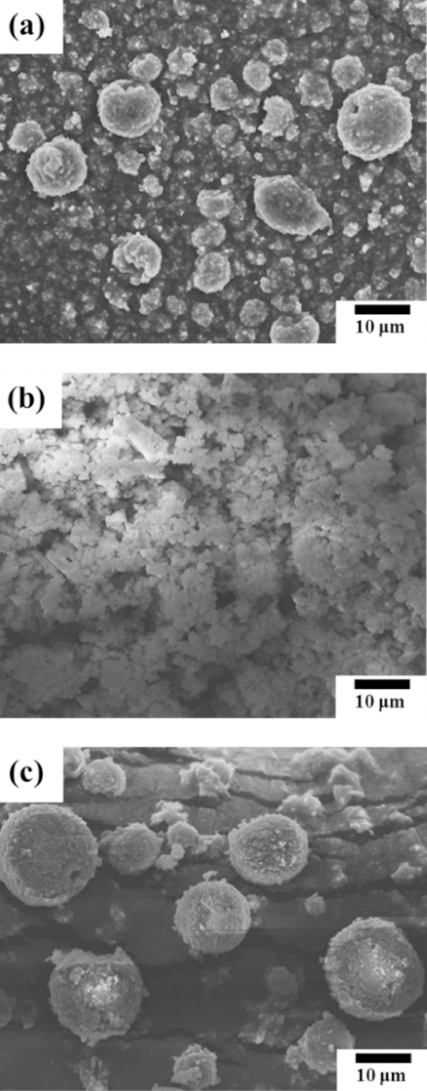
Fig. 4
SEM images of spray-dried powders with fixed gas flow; (a) feed rate of 6 mL/min, (b) feed rate of 9 mL/min, (c) feed rate of 12 mL/min.
Fig. 5는 슬러리 주입 속도를 고정하고 가스 주입 속 도를 조절하면서 관찰한 과립분말의 미세구조이다. Fig. 5(a)는 가스 주입 속도 60.1 L/h(high)의 조건이며 Fig. 5(b)는 가스 주입 속도 47.3 L/h(medium), Fig. 5(c)는 가 스 주입 속도 35.7 L/h(low)의 조건으로 관찰한 미세구 조이다. 결과 분석을 통해서 본 연구 조성에 적합한 구 형 제어의 변수는 슬러리 주입 속도보다 가스 주입 속 도가 더 영향을 미치는 것으로 판단되며 특정 가스 주 입 속도에서 입자제어가 확인되었다.
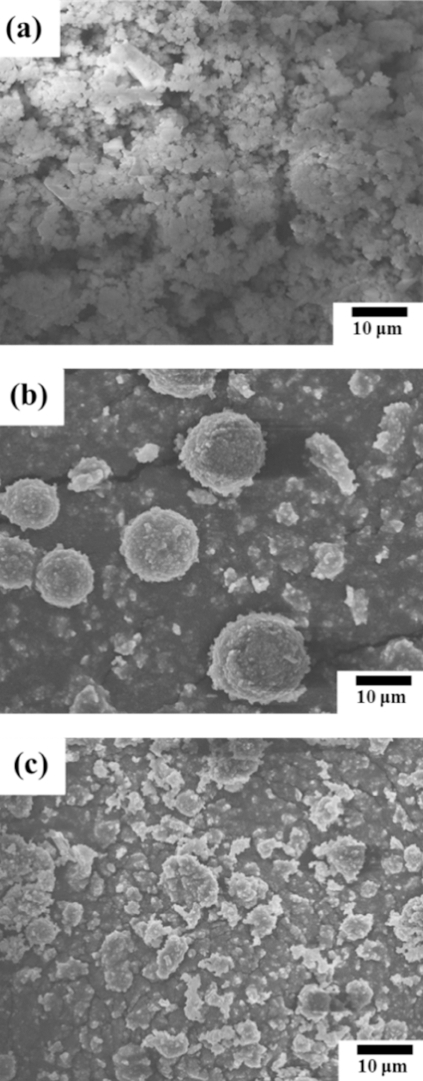
Fig. 5
SEM images of spray-dried powders with fixed feed rate; (a) gas flow of 60.1 L/h, (b) gas flow of 47.3 L/h, (c) gas flow of 35.7 L/h.
Fig. 6은 구형 형상에 가장 근접한 조건을 골라내어 입 자의 변화 양상을 분석한 미세구조이다. Fig. 6(a)는 구 형이 만들어지는 과정으로 판단되고, Fig. 6(b)와 (c)는 안정화된 구형의 형태를 이루고 있다. Fig. 6(d)와 (e), (f)는 안정화된 과립이 터질 준비 혹은 진행이 된 상태 로 입자 내부가 텅텅 비어있는 것으로 관찰된다.
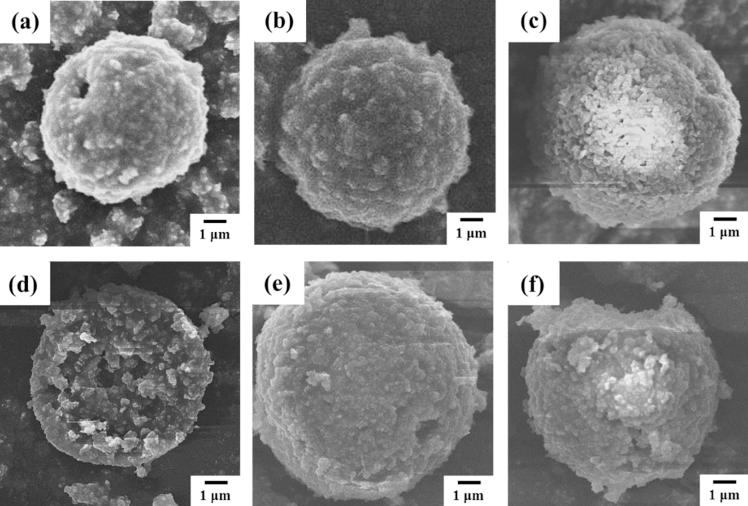
Fig. 6
SEM images of spray-dried powders with spherical morphology; (a) gas flow of 60.1 L/h, feed rate of 6 mL/min., (b) and (c) gas flow of 47.3 L/h, feed rate of 9 mL/min, (d)-(f) gas flow of 60.1 L/h, feed rate of 12 mL/min.
Figs. 4-6의 결과로부터 본 연구에서 사용된 SiAlON 조성의 과립 형상이 가스 주입 속도와 슬러리 주입 속 도 변화에 의해서 제어되며 이는 건조과정에서 발생하 는 입자 주변의 용매 증발의 거동을 제어한 결과로 판 단된다.
분무건조를 할 때 액적으로부터 과립이 되는 기구는 슬 러리가 건조실 내에 분사되면서 액적을 생성하여, 뜨거 운 건조 공기와 접촉하게 되면서 액적 표면에서 포화된 기화 가스가 막을 생성하는 것으로 알려져 있다. 이 때 입자 주변의 막에서 증발이 발생하면서 둘러싸고 있는 액적의 내부온도를 떨어뜨려 형성되는 과립분말의 열에 의한 손상을 최소화시킨다.12) 위의 결과를 통해서 본 연 구에서 사용한 공정변수 중 슬러리 주입 속도의 변화보 다 가스 주입 속도의 차이에 의해서 입자 표면의 형상 제어가 더 효과적인 것을 확인할 수 있었다.
분무건조는 사용 목적에 따라 혹은 사용하는 장비에 따 라 의미가 비슷하면서도 명칭이다양한 공정변수를 사용 한다. 본 연구에서는 공정변수 중 Aspirator(%), 내부온 도를 고정하고 가스 주입 속도와 슬러리 주입 속도를 변 수로 과립분말을 제조하였다. 형상 제어를 통한 구형 입 자 제어에 초점을 맞추고 있으나 변수를 추가하여 좀더 매끈한 표면의 과립분말을 제조하면13,14) 성형시에 더 균 일한 성형체를 제조할 수 있을 것으로 예상된다.
사용하는 원료나 조건에 따라 제조한 슬러리를 통해 얻 어지는 분말의 구형 형상제어는 분무 건조의 변수에 의 존하며, 이를 통해 최종적으로 얻어지는 과립분말의 크 기에도 영향을 미친다.15) Fig. 7은 분무건조를 통해 얻 어진 구형 과립분말들의 입자 크기를 주사전자현미경 미 세구조를 통해 측정한 결과이다. Fig. 7(a)의 입자 크기 는 5.0 μm부터 11.2 μm까지의 분포를 가지며 평균 크기 7.8 μm를 나타냈다. Fig. 7(b)는 8.0 μm부터 17.6 μm까지 의 분포를 가지며 평균 크기 11.4 μm를 나타냈다. 또한 Fig. 7(a)의 결과와 비교하여 최소 크기와 최대 크기, 평 균 크기 모두가 더 높은 수치를 보였다. Fig. 7(c)의 입 자 크기는 5.9 μm에서 14.4 μm의 분포를 가지며 평균 크기 10.9 μm를 나타냈다.
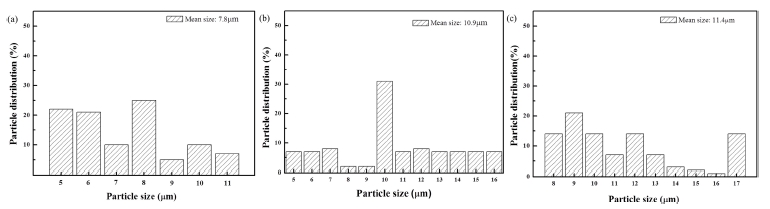
Fig. 7
Analysis of particle size by scanning electron microscope; (a) gas flow of 60.1 L/h, feed rate of 6 mL/min, (b) gas flow of 47.3 L/ h, feed rate of 9 mL/min, (c) gas flow of 60.1 L/h, feed rate of 12 mL/min.
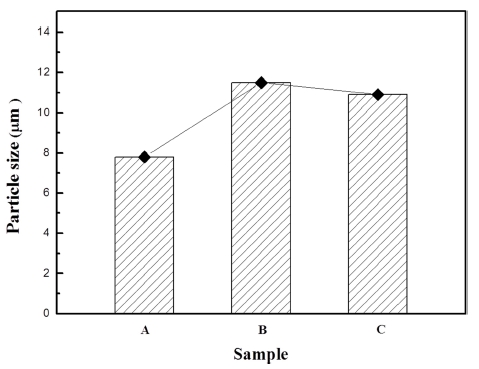
위의 측정결과를 Fig. 8에 정리하였다. Fig. 7과 Fig. 8의 결과로부터 과립분말의 평균 크기는 사용한 공정 변 수 중 슬러리 주입 속도가 순차적으로 증가함에 따라 입 자의 크기가 증가하는 양상을 보이지 않지만 가스 주입 속도에는 의존하는 것을 알 수 있다. 이를 통해 가스 주 입 속도가 슬러리 주입 속도보다 최종 과립분말의 크기 에도 더 영향을 미친다는 것을 확인할 수 있었다.
4. 결 론
본 연구에서는 분무건조법을 이용하여 SiAlON 원료분 말의 과립을 제조하면서 분무건조의 공정조건을 변수로 과립분말의 구형화를 최적화하였다. 질화물과 산화물의 원 료 혼합물을 비수계 용매 무수에탄올을 사용하여 분산 하였으며 혼합된 슬러리의 분무건조에 앞서 바인더와 분 산제의 함량을 달리하여 최적 슬러리 점도를 확인 하였 다. 분무건조 공정은 불활성 폐쇄시스템(Inert loop)이 장 착된 분무건조기를 사용하여 공정변수 중 내부온도(Inlet Temperature)와 Aspirator(%)를 고정하고 가스 주입 속도 (gas flow)와 슬러리 주입 속도(feeding rate)를 달리하여 과립의 형상 제어 및 입자 크기에 대해서 고찰하였다. 이를 통해서 가스 주입 속도(gas flow) 47.3 L/h, 슬러리 주입 속도(feeding rate) 9 mL/min가 본 연구에서 사용 된 조성계에서 과립분말의 구형화에 최적화된 공정 조 건임을 확인하였다.
