

1. 서 론
지구온난화로 인한 환경 규제 강화와 에너지 자원의 가격 상승으로 친환경적이고 고강도-고연성을 만족하는 철강재료에 대한 관심이 높아지고 있다.
TWIP강(twinning induced plasticity steel)은 우수한 강도와 연신율을 동시에 가지고 있는 것으로 잘 알려져 있다. 이러한 쌍정유기소성강의 특성은 소성 변형 중 형성되는 기계적 쌍정으로 인해 전위의 이동이 억제되며 응력집중이 완화되어 연성이 향상되고, 동시에 가공경화 속도와 강도가 증가된다.1,2)
고망간강은 소재 내 망간 함량이 10 wt% 이상인 철 합금으로 오스테나이트 안정화 원소인 망간을 첨가하여 상온에서도 오스테나이트 단상 조직을 가진다. 그러나 망간 함량이 높아 열처리 시 공기 중에 노출되면 표면 산화가 쉽게 발생할 수 있다. 망간은 공기 중의 산소와 높은 확산 속도로 상호작용하며 이 반응에 의해 표면에 망간 산화물 또는 산화 망간이 생성된다.3,4)
Cuevas and Sevillano5)는 Fe-22Mn-0.6C-22Si TWIP강을 450~1,000 °C의 염욕로에서 소둔하여 2~50 µm의 결정립 크기를 얻었다. 20 µm 이상의 결정립 크기를 갖는 시편들에서는 결정립 크기가 증가할수록 연신율이 감소하는 경향을 보였다. 이러한 원인을 분석하기 위해 시편들의 표면 직하에서 미세조직을 관찰하였고, 표면으로부터 깊이 115~435 µm까지 탈탄층이 생겨 연신율이 낮아지는 경향을 보인다고 보고하였다.
Lee et al.6)은 이슬점이 10 °C인 N2-5 vol% H2 분위기에서 Al 첨가 TWIP강의 어닐링에 따른 마르텐사이트 변태의 메커니즘을 연구하였다. Al 첨가로 인해 적층결함에너지와 오스테나이트 안정성이 증가하여 마르텐사이트 변태가 관찰되지 않았으며, 첨가하지 않은 시험편에서는 30 µm의 탈탄층이 관찰되었다.
Dafé et al.7)은 17 % Mn 및 0.06 % C를 포함하는 강철에서 ε 및 α' 마르텐사이트의 형성에 대한 오스테나이트 결정립 크기 및 냉각속도 변화의 영향을 평가하였다. 주조재 및 열간압연 단계에서도 마르텐사이트의 형성이 관찰되었으며, 냉각속도가 증가할수록 마르텐사이트의 양이 증가하는 경향을 확인하였다.
Dini et al.8)은 결정립 크기가 TWIP강의 마르텐사이트 형성에 미치는 영향과 미세구조 내 적층결함과의 상관관계를 연구하였다. 결정립 크기가 감소함에 따라 적층결함에너지가 증가하고 마르텐사이트 변태를 억제하는데, 어닐링 시간이 길어짐에 따라 결정립 크기가 증가하고 마르텐사이트 분율이 증가한 것으로 보고되었다.
이러한 연구들은 TWIP강의 마르텐사이트 형성과 관련된 중요한 정보를 제공하며, 재료의 미세구조와 기계적 특성을 이해하는 데 도움을 준다. 하지만 모든 조건에서 마르텐사이트 형성 메커니즘을 밝혀내지 못했으며 마르텐사이트 형성이 열처리로 인한 상변화인지, 고온에서 열처리 시 생기는 탈탄 현상인지 여전히 명확하게 구분되지 않은 상태이다.
본 연구에서는 균질화 열처리, 열간압연 및 냉간 압연한 TWIP강 판재를 사용하여, 600~1,000 °C의 넓은 범위의 온도에서 어닐링 열처리 후 수냉하였다. 이러한 공정은 열처리 온도에 따른 미세조직 변화를 분석하고, 재료의 기계적 성질을 평가하여 TWIP강의 성능을 개선할 수 있는 최적의 공정 조건을 제안하고자 한다.
2. 실험 방법
POSCO에서 17 mm 두께의 판재 형태인 TWIP 주조 강재를 제공받았다. 적층결함에너지를 상승시키기 위해 Al이 1.58 % 첨가되었으며, 강재의 화학조성은 Table 1에 나타내었다.
Table 1.
Chemical composition of the TWIP steel (wt%).
| C | Mn | P | S | Al | B | Ti | N | Fe |
| 0.64 | 17 | 0.006 | 0.0027 | 1.58 | 0.0012 | 0.058 | 0.009 | Bal. |
제공받은 강재는 1,200 °C에서 2시간 균질화 열처리를 거쳤으며, 4단 열간/냉간 압연시스템(4Hi HotCold Rolling System, LDF 10000-100, MiraeCS, Korea) 장비를 이용하여 압연하였다. 1,100 °C의 온도에서 압하율 40 %로 열간압연을 진행한 후, 이를 91 %의 압하율로 냉간 압연하여 두께가 2 mm 인 판재를 제작하였다.
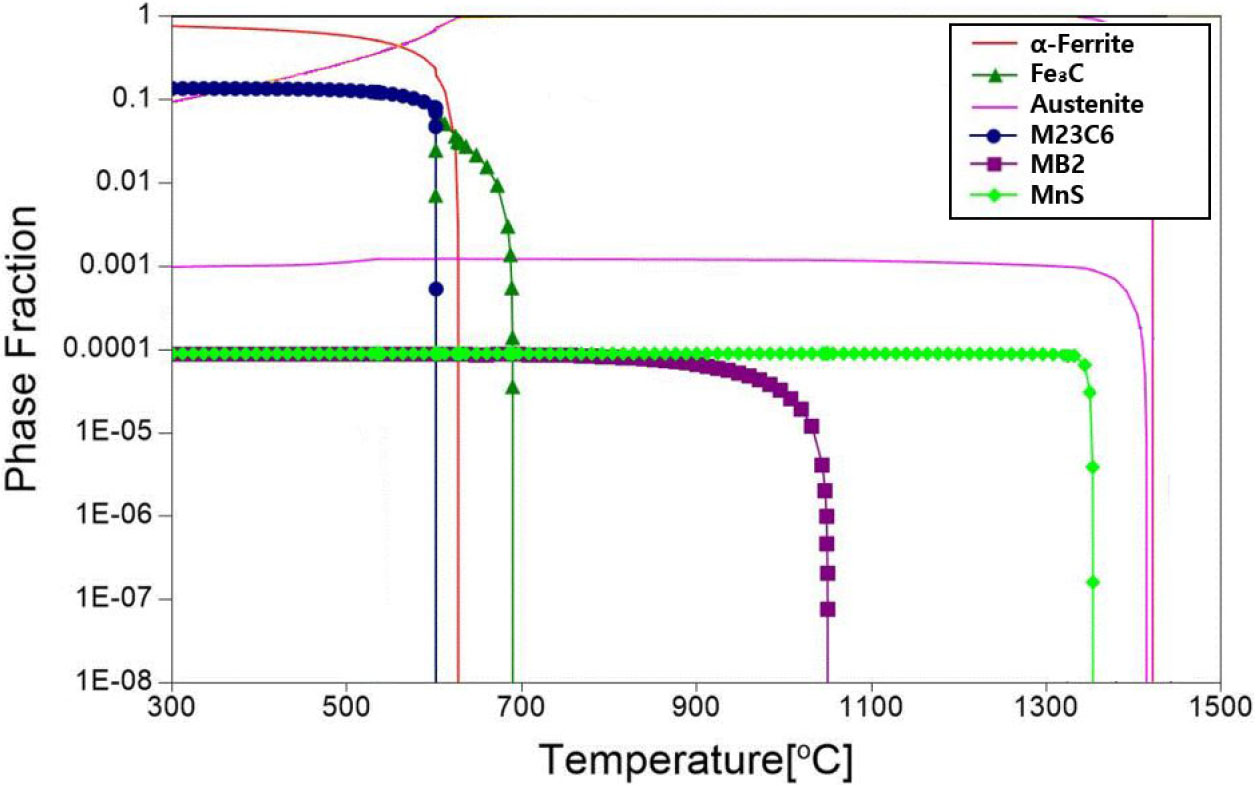
미세조직 분석을 위해 시험편은 압연 방향의 수직방향으로 절단하였다. 열처리는 TWIP강의 회복, 재결정 및 결정립 성장에 따른 미세조직적 변화를 관찰하기 위해 온도 범위를 600 °C에서 1,000 °C로 설정하였다. 열역학적 상태도는 Thermo-Calc (Pandat, Thermo-Calc AB, Sweden)를 사용하여 계산되었으며, 이를 Fig. 1에 나타내었다. 열처리는 머플로(muffle furance, MF-32GH, Jeio Tech, Korea)를 사용하여 1시간 동안 열처리 후 수냉 처리하였다.
미세조직 분석을 위해 시험편의 표면을 연마지 #220에서 #2000까지 기계연마를 하고 상온에서 52 V, 40초 동안 전해연마(LectroPol-5, Struers, France) 하였다. 전해액은 메탄올 875 ml와 황산 125 ml를 희석하여 사용하였다.
준비된 시편을 이용하여 광학 현미경(OM, Axio Vert. A1, Carl Zeiss, Germany), 주사 전자 현미경(SEM, AIS2000C, Seron, Korea), 전자탐침미량분석법(electron probe micro analysis, EPMA; Jeol, Japan)을 이용하여 미세조직을 분석 하였다.
결정상 구조의 변화를 관찰하기 위해 X선 회절계(XRD, Multipurpose X-ray Diffractometer, Panalytical, UK)를 사용하였다. 시험편은 전해연마를 통해 10 µm 정도의 표면층을 제거한 후 1초의 유지시간으로 2 θ 스캔을 수행하였다. 30~80°까지 0.02°의 스캔 간격, X선은 CuKα 조건에서 40 kV의 튜브 전압과 30 mA의 전류로 설정되었다.
기계적 성질의 평가를 위한 경도시험은 19.61 N의 하중으로 유지시간은 5초 씩 비커스 경도기(HMV-G21, Shimadzu, Japan)를 이용하였다. 인장시험은 인장시험기(Universal Testing Machines AG-IS, Shimadzu, Japan)를 이용하여 상온에서 2 mm/min의 변형속도 조건에서 각 온도 별 2번 씩 수행하였고, 시편은 ASTM E7 규격을 기초로 30 % 축소하여 제작되었다.
3. 결과 및 고찰
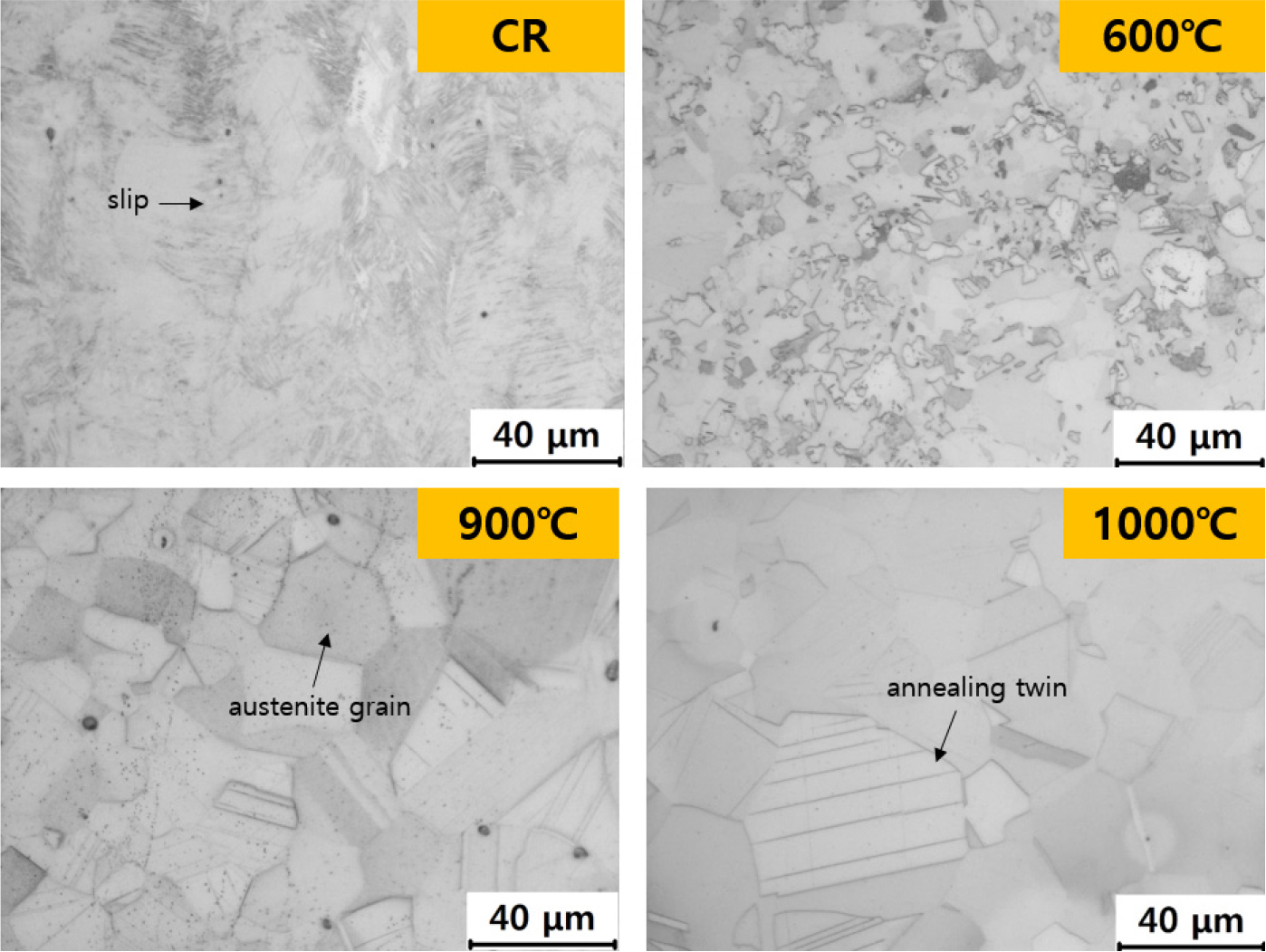
Fig. 2는 압연한 TWIP강 시험편의 표면을 전해연마로 500 µm 이상 연마 후 광학현미경으로 미세조직을 관찰한 결과이다. 냉간압연 후 미세조직은 전체적으로 모든 결정립에서 압연 공정에 따른 소성변형으로 인한 슬립을 다수 포함하는 것으로 관찰되었다. 열처리 후 전형적인 오스테나이트 조직을 보이고 있으며, 600 °C 시편에서 미세한 결정립들이 관찰되기 시작하는 것으로 보아 압연 후 열처리로 인한 회복과 재결정이 진행된 것을 알 수 있다. 600 °C 이상의 온도에서 열처리한 경우 온도의 상승에 따라서 지속적으로 결정립의 크기는 증가하고 어닐링으로 인한 어닐링 쌍정이 다수 관찰되었다. A1 온도 이하인 600, 700 °C에서 열처리한 경우 오스테나이트 상이 펄라이트로 분해되는 현상은 관찰되지 않았다. 뿐만 아니라 광학현미경 관찰 결과에서는 A1 온도 이상인 800, 900 °C에서 열처리한 경우 상변화의 모습은 관찰되지 않았다.
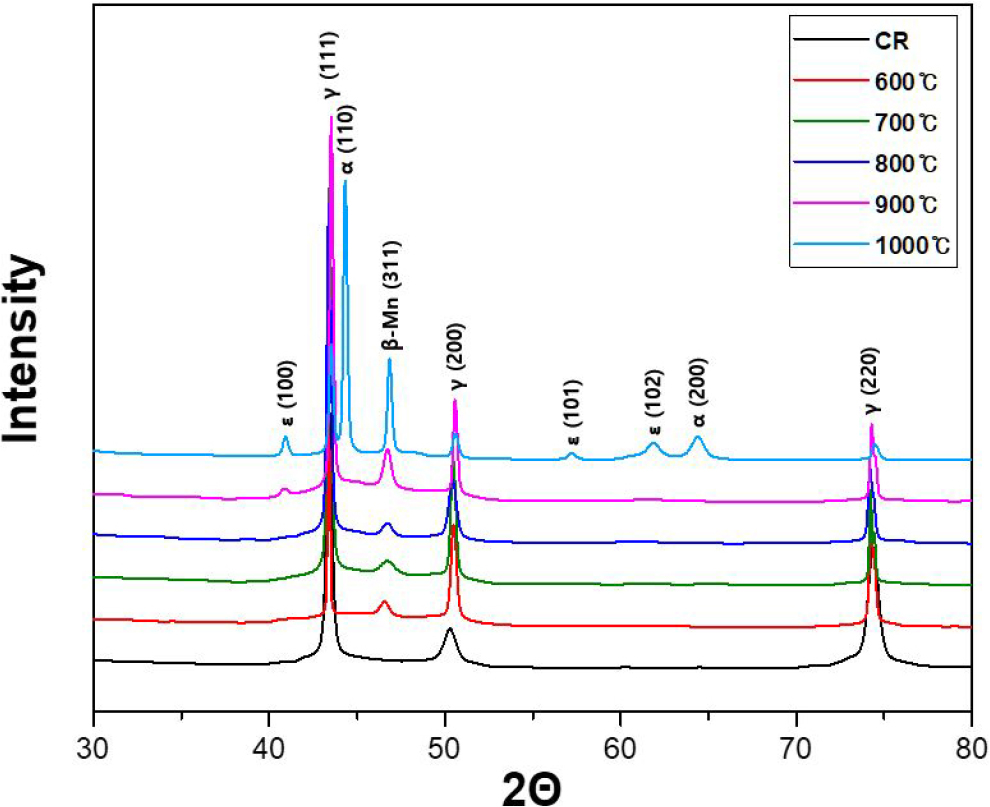
냉간압연 후 열처리한 TWIP강의 결정상 분석을 위해 XRD 시험을 진행하였고, Fig. 3에 측정 결과를 그래프로 나타내었다. 냉간 압연한 시편의 X선 회절 분석에서는 단상의 오스테나이트만 관찰되었고, 열처리 후에는 모든 온도 구간에서 β-Mn 피크가 관찰되었다. 본 연구에서 사용한 TWIP강은 91 % 압하율로 냉간압연을 했지만 일반적인 오스테나이트 강과 같이 응력 유기에 의한 γ → ε → α' 마르텐사이트 변태가 발생하지 않음을 알 수 있다. 이는 Mn에 의한 오스테나이트 안정화와 Al 첨가에 의한 적층결함에너지 상승으로 변형 기구가 마르텐사이트 변태에서 쌍정기구로 변화한 결과이며 이에 대한 기존의 많은 연구 보고와 일치한다.9)
Fe-Mn-Al-C 합금에서 초기 미세조직은 단상의 오스테나이트이거나 2상의 오스테나이트+페라이트로 크게 2가지의 조직으로 나눠지고, 상의 종류는 오스테나이트, 페라이트 이외에도 κ탄화물, β-Mn 등이 형성될 수 있다고 보고되어있다. Schmatz10)가 처음으로 Fe-Mn-Al의 상태도에서 β-Mn의 존재를 보고하였다. 그 후 Krivonogov et al.11), Ishida et al.12), Goretskii and Gorev13), Acselrad et al.14) 등에 의해 후속 연구가 진행되었고, 항온 열처리를 400 °C에서 1,200 °C까지 할 때 β-Mn이 형성된다고 보고되었다.
Goretskii and Gorev13)는 10 % Al 함유량을 고정하고, Mn (20, 25, 30, 35 %)과 C (0.4~1.4 %)의 함량을 달리하여 열처리 연구를 하였다. 그 결과 20 % Mn을 제외한 전 합금에서 627 °C에서 κ-탄화물, β-Mn이 관찰되었다.
Fig. 3의 그래프에서 900 °C, 1,000 °C의 온도에서는 마르텐사이트 피크가 관찰되었다. 냉간 압연된 시험편을 어닐링 열처리 후 수냉하기까지의 과정에서 공기 중에 노출될 때 탈탄 현상이 발생할 수 있는데 이로 인해 오스테나이트와 마르텐사이트가 모두 나타난다. 마르텐사이트가 생성되는 경우는 마르텐사이트 상변태가 일어나는 것으로 γ 오스테나이트에서 ε마르텐사이트, γ에서 α'마르텐사이트 변태 또는 2단계를 거쳐서 γ → ε → α'의 변태 양상을 보인다. 이러한 변형 메커니즘은 오스테나이트 조직에서 SFE (stacking fault energy)와 관련이 있으며, SFE를 결정하는 원인으로는 화학 조성과 온도가 가장 많은 영향을 미치는 것으로 알려져있다.15,16,17)
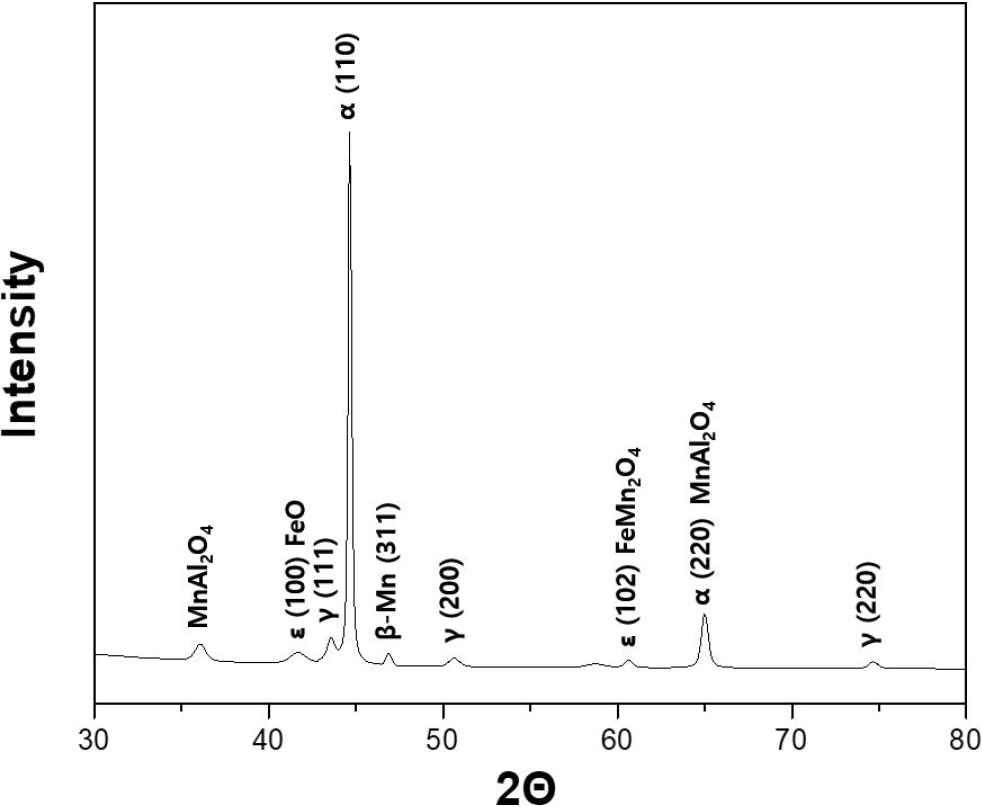
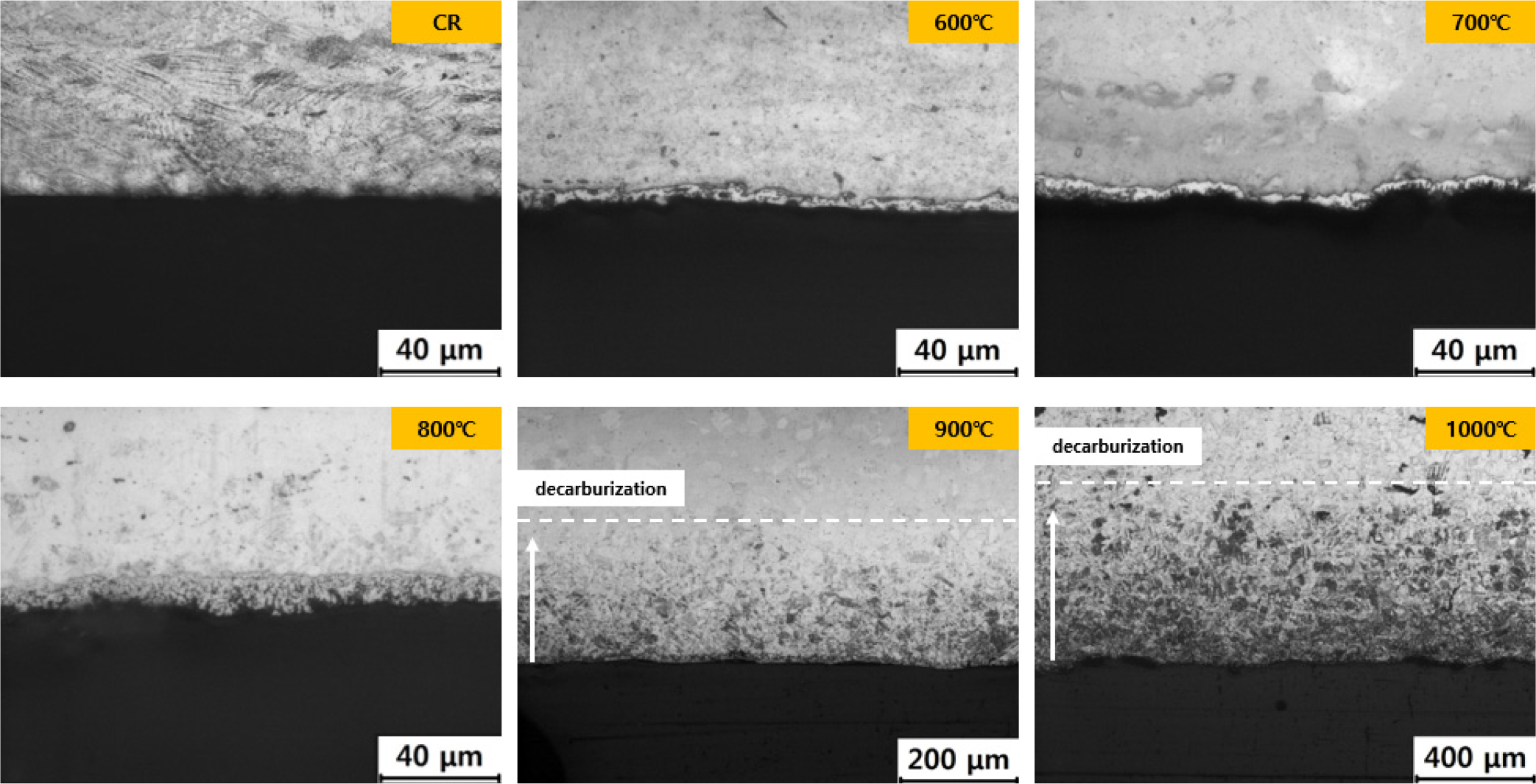
열처리 온도에 따른 탈탄의 영향을 확인하기 위해 연마하지 않은 표면을 XRD 분석한 결과를 Fig. 4, 깊이 방향으로 미세조직을 관찰한 결과를 Fig. 5에 나타내었다. 600 °C에서 어닐링 열처리한 시험편부터 순서대로 탈탄층의 깊이는 4.28 µm, 5.95 µm, 8.56 µm, 98.25 µm, 1,000 °C는 473.26 µm로 측정되었다. 이러한 결과 열처리 온도가 증가할수록 탈탄 깊이가 증가함을 보여준다. 고온에서의 열처리는 재료의 결정 구조를 변경하고 상변태를 유도할 수 있다. 이로 인해 먼저 탈탄이 발생하고, 상변화가 일어나며 결정구조가 변화된다. 오스테나이트 안정화 원소인 탄소와 망간이 고갈되면 오스테나이트의 적층결함에너지가 국부적으로 낮아지게 되어 마르텐사이트가 존재하게 된다.5) 또한, 산화물 형성과 탈탄 현상으로 인해 탄소와 망간 함량이 초기 함량에 비해 감소하고 표면 아래에서 오스테나이트가 이중상 형태의 조직으로 변태되었다는 선행연구 결과와 일치한다.18)
산화물 형성 여부를 확인하기 위해 탈탄층의 깊이가 급격하게 증가한 900 °C에서 어닐링 열처리한 시험편을 EPMA 맵핑 분석하였고, 그 결과를 Fig. 6에 나타내었다.
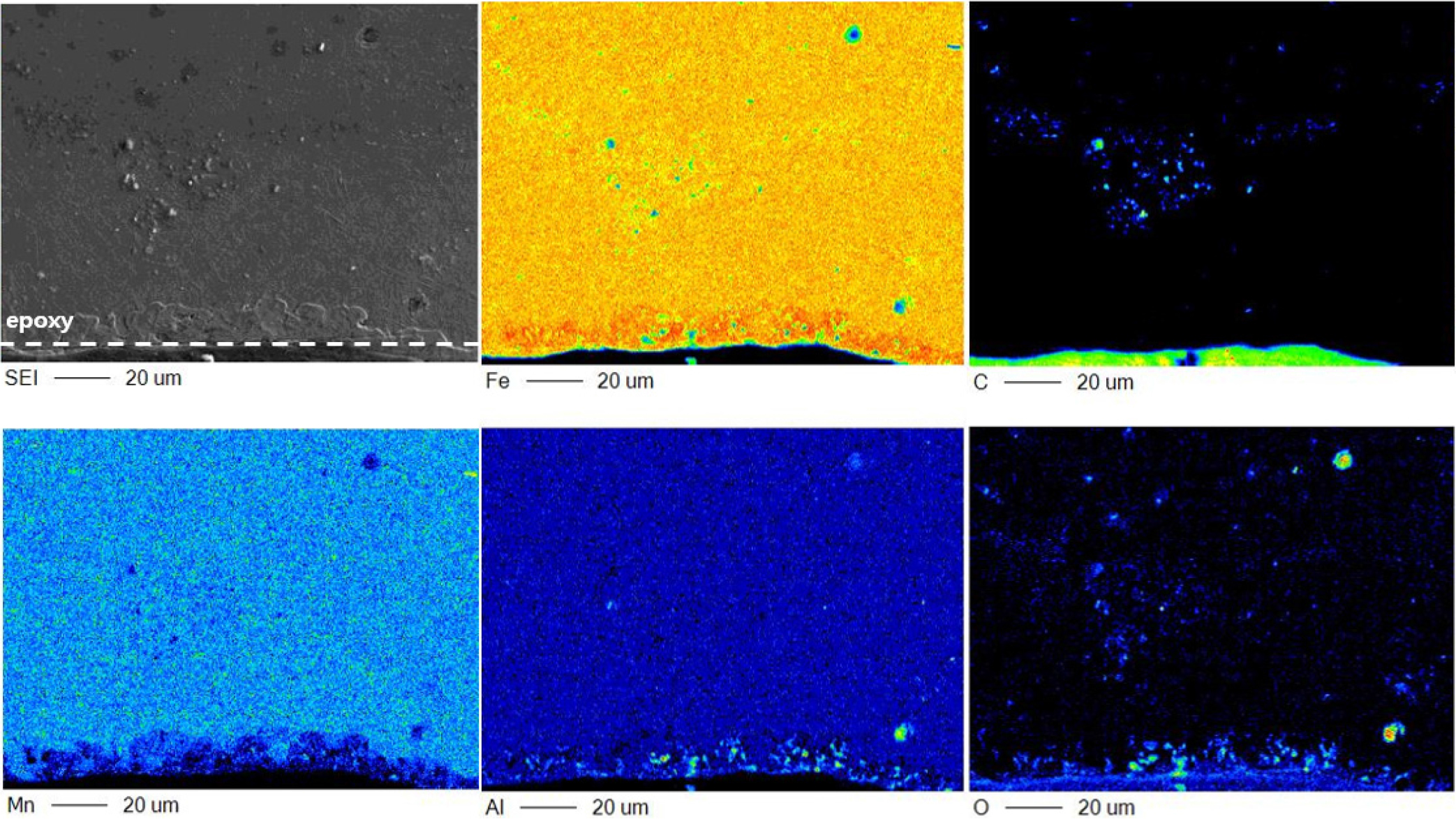
표면 내부에서 Fe와 Mn의 결핍과 O의 생성이 뚜렷하게 확인 되었다. FeO와 MnO 산화물은 금속원소가 결핍된 비양론적 화합물로서 넓은 조성 범위에서 존재한다. 산화막은 각각 Fe2+, Mn2+ 이온의 외방확산에 의해 성장하며 FeO, Fe2O3, MnO, MnAl2O4로 구성되는데 특히 Mn이 많이 산화되기 때문에 표면 직하에서 Mn의 결핍이 뚜렷하게 관찰되었다. 그리고 Al은 낮은 평형산소분압을 가진 보호피막 Al2O3로 쉽게 산화된다는 특징이 있다.19) EPMA 분석을 통해 관찰된 산화물 형성은 Fig. 4 XRD 패턴과 유사한 결과를 보였다. 또한, 마르텐사이트 변태는 900 °C 이상의 온도에서 발생하였는데 이는 SFE와 관련이 있다. 900 °C에서 어닐링 열처리 후 수냉하였을 때 탄소와 망간의 농도가 감소하였는데 이로 인해 SFE가 낮아져 마르텐사이트 변태가 쉽게 발생할 수 있다.
열처리 온도에 따른 경도의 변화와 결정립 크기 측정 결과를 Fig. 7에 나타내었다. 탈탄의 영향을 배재하기 위해 시험편의 중앙 부분을 전해연마로 500 µm 연마 후 실험을 진행하였다. 비커스 경도의 평균 오차범위는 0.5에서 1.9 이하로 오차가 매우 작아 그래프에서는 표현되지 않았다. 결정립 크기는 EBSD 분석을 통해 확인했으며, 냉간압연한 시험편은 결정립 크기가 측정되지 않아 그래프에 결과 값을 내지 못하였다. 결정립 사이즈가 증가할수록 경도 값은 반비례 하였다. 경도는 냉간 압연 후 430 HV로, 열처리 온도가 증가함에 따라 경도는 감소하였다. 1,000 °C의 경도값 167 HV와 비교해보았을 때 약 2.5배 감소하였다. 탈탄 후 생긴 마르텐사이트의 영향을 받지않는 영역에서 경도를 측정하였기 때문에 열처리에 따른 결정립 성장의 영향이 더 크다고 판단하였다. 이는 미세조직 결과와 일치하여 600~1,000 °C 범위의 온도에서 열처리 시 재결정 및 결정립 성장이 촉진된 것으로 판단된다.
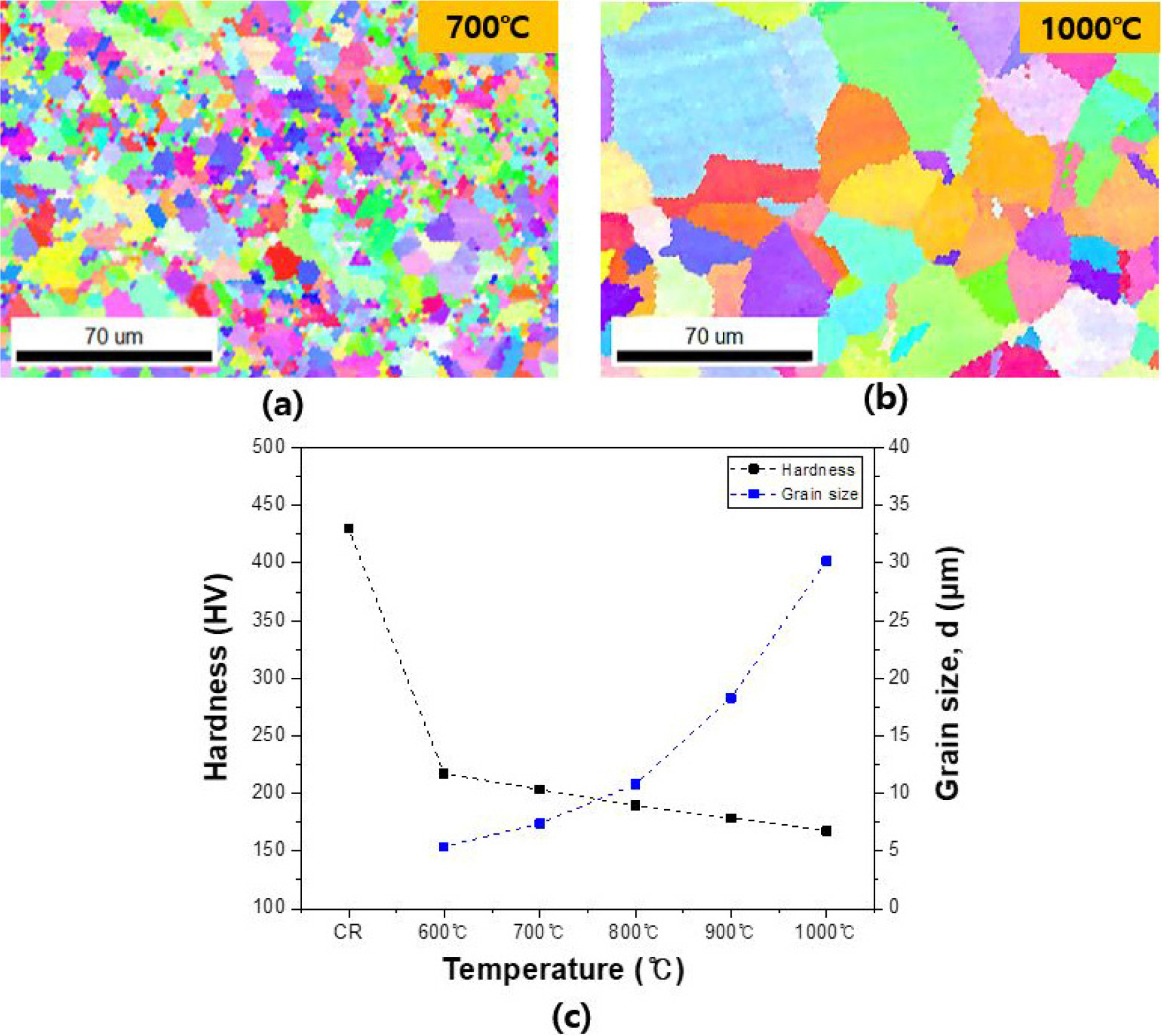
결정립 크기는 600 °C부터 순서대로 5.4 µm, 7.4 µm, 10.8 µm, 18.3 µm, 30.2 µm로 열처리 온도가 높아질수록 결정립의 크기가 증가하였다. 800 °C 온도에서부터 결정립의 사이즈가 확연하게 커진 모습으로 결정립 성장이 일어난 것을 확인할 수 있었다. 소성가공 후 어닐링 열처리 시 온도가 상승함에 따라 회복, 재결정, 결정립 성장 등 미세조직 변화는 3단계로 이루어진다. 가공으로 생성된 많은 결함은 재결정의 핵생성 자리가 되어 재결정의 구동력으로 작용한다. 따라서, 결정립 미세화가 가능하며 재결정 단계 이후 더 높은 온도에서는 결정립이 성장하여 균질한 조직을 만든다.20,21)
또한, Fe-18Mn-0.6C-1.5Al (wt%) TWIP강을 냉간압연 후 소둔 할 때, 열처리 온도가 높아질수록, 재결정 이후의 결정립 조대화가 급격히 일어나 결정립 크기가 증가한다는 선행 연구와 본 연구의 결과가 잘 일치함을 알 수 있다.22)
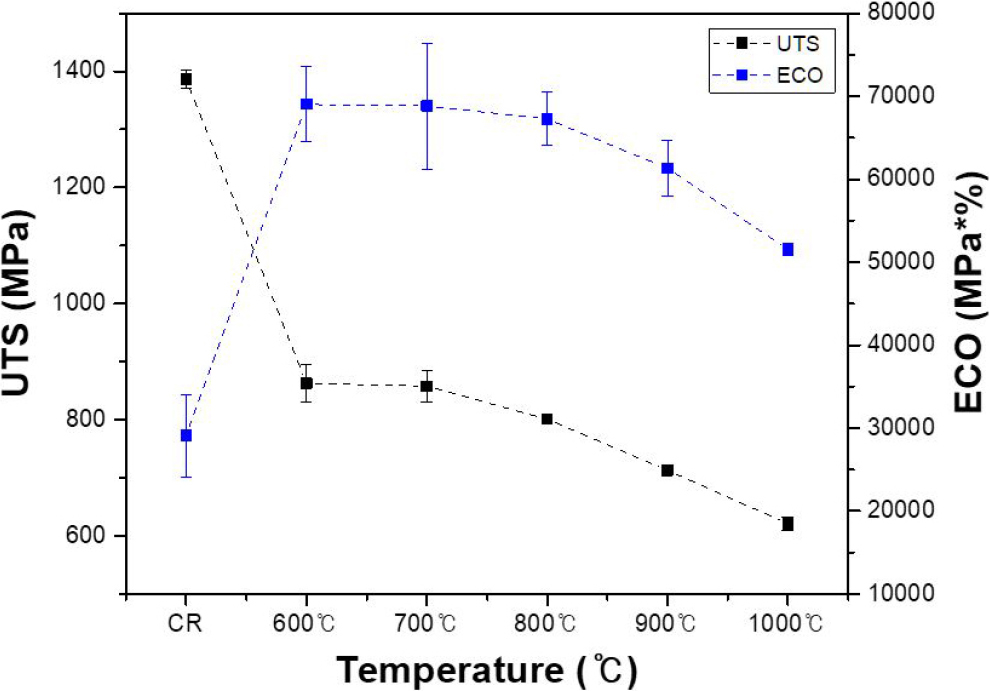
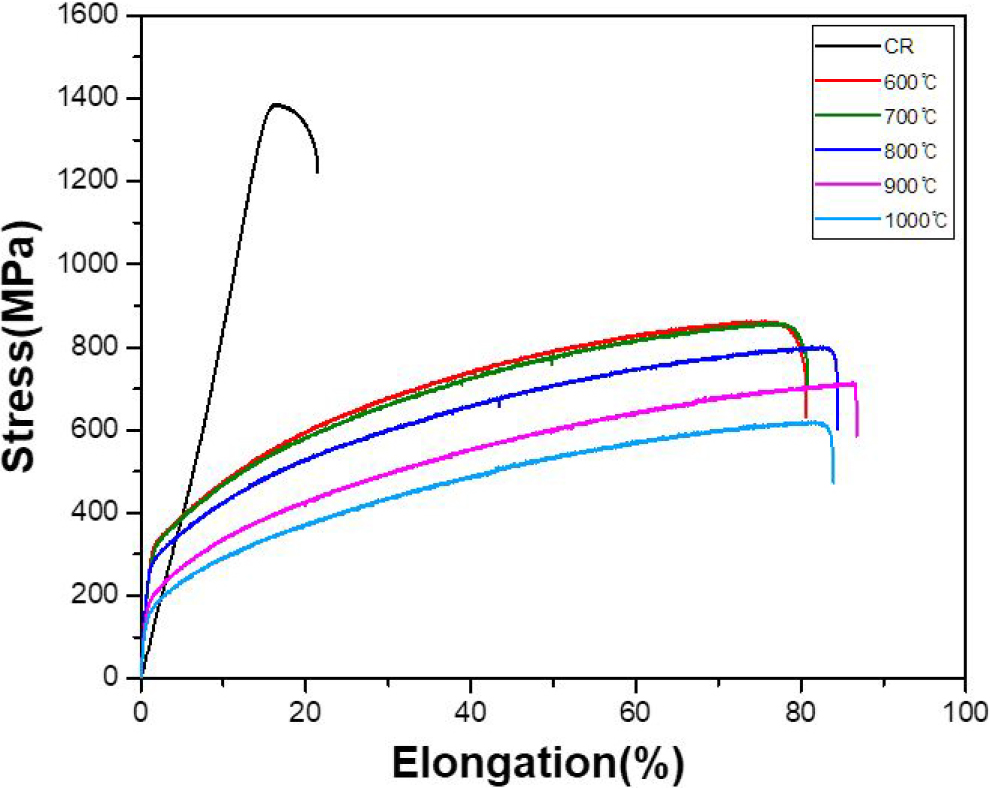
Fig. 8은 600~1,000 °C에서 1시간 열처리한 후 수냉한 시편의 최대인장강도와 ECO 강도지수(engineering confidence index)를 나타낸 결과이다.
ECO 강도지수(최대인장강도 × 연신율)는 재료의 기계적 특성을 평가하는 지표이다. 어닐링 공정을 통해 강도가 감소하고 연신율이 회복되는 현상은 일반적인 금속 소재의 특징 중 하나로 알려져 있다. 이러한 특성은 금속 소재의 가공성을 향상시키고 부품 제조 공정에서 변형을 줄이는 데 도움을 준다. 하지만 TWIP강과 같은 높은 강도와 고가공성을 동시에 갖춘 소재의 경우, 어닐링 공정을 통해 ECO 강도지수를 개선하면 재료의 기계적 특성을 향상시키면서도 가공성은 유지할 수 있다.
ECO 강도지수는 재료의 인장강도와 연신율을 종합적으로 고려하여 재료의 신뢰성을 나타내는 지표이다. 높은 ECO 강도지수는 재료의 강도와 연성이 모두 높을수록 더 큰 값을 가진다.23) 강도-연신율의 밸런스는 재료의 인장강도와 연신율 사이의 균형을 나타내며, 이는 재료의 기계적 특성과 응용에 따라 중요한 역할을 한다. 따라서, 재료의 선택과 설계를 위해서는 종합적으로 이러한 지표를 고려해야한다.
최대인장강도는 냉간 압연의 경우 1,386 MPa로 매우 높은 강도를 나타내었다. 어닐링 공정 후에는 재결정 및 결정립 성장에 의해 강도는 감소하였다. 열처리 온도가 증가할수록 강도는 감소하였으며, 1,000 °C에서는 621 MPa로 45 % 감소하였다(Fig. 9).
열처리 후 ECO 강도지수는 모두 증가하였으며, 600~800 °C까지 높은 값을 나타내었다. 특히, 600 °C에서 가장 높은 값을 보였으며, 이는 열처리에 의해 재료의 구조가 변경되고 결정립이 성장함에 따라 재료의 강도와 연성이 향상되었음을 나타낸다.
900 °C에서 ECO 강도지수 값의 감소 폭이 가장 컸는데, 이는 표면에 생긴 마르텐사이트 때문이다. 마르텐사이트는 높은 탄소량으로 인해 높은 경도를 가지지만, 동시에 매우 취화하다는 특징이 있다. 따라서 마르텐사이트가 생성될 때 대부분 금속의 결함이나 표면 기계적 결함을 따라 성장하게 된다. 이렇게 생성된 마르텐사이트는 균질하지 않으며 불규칙한 격자가 일그러진 형태를 가지는데, 결국 물질의 강도를 감소시키게 된다.24) 또한, 열처리 후 결정립의 크기가 증가하였는데 일반적으로 결정립의 크기가 증가할 때 강도가 감소하는 경향이 있다. 결정립 크기가 증가하면 결정립 내부의 결함이 더 많이 발생할 수 있으며, 이러한 결함은 응력을 집중시키고 인성을 감소시킬 수 있다.25)
따라서, 열처리를 통해 재료의 기계적 성능을 개선할 수 있으며, ECO 강도 지수는 이러한 개선된 성능을 종합적으로 평가하는데 유용한 지표로 활용될 수 있다.
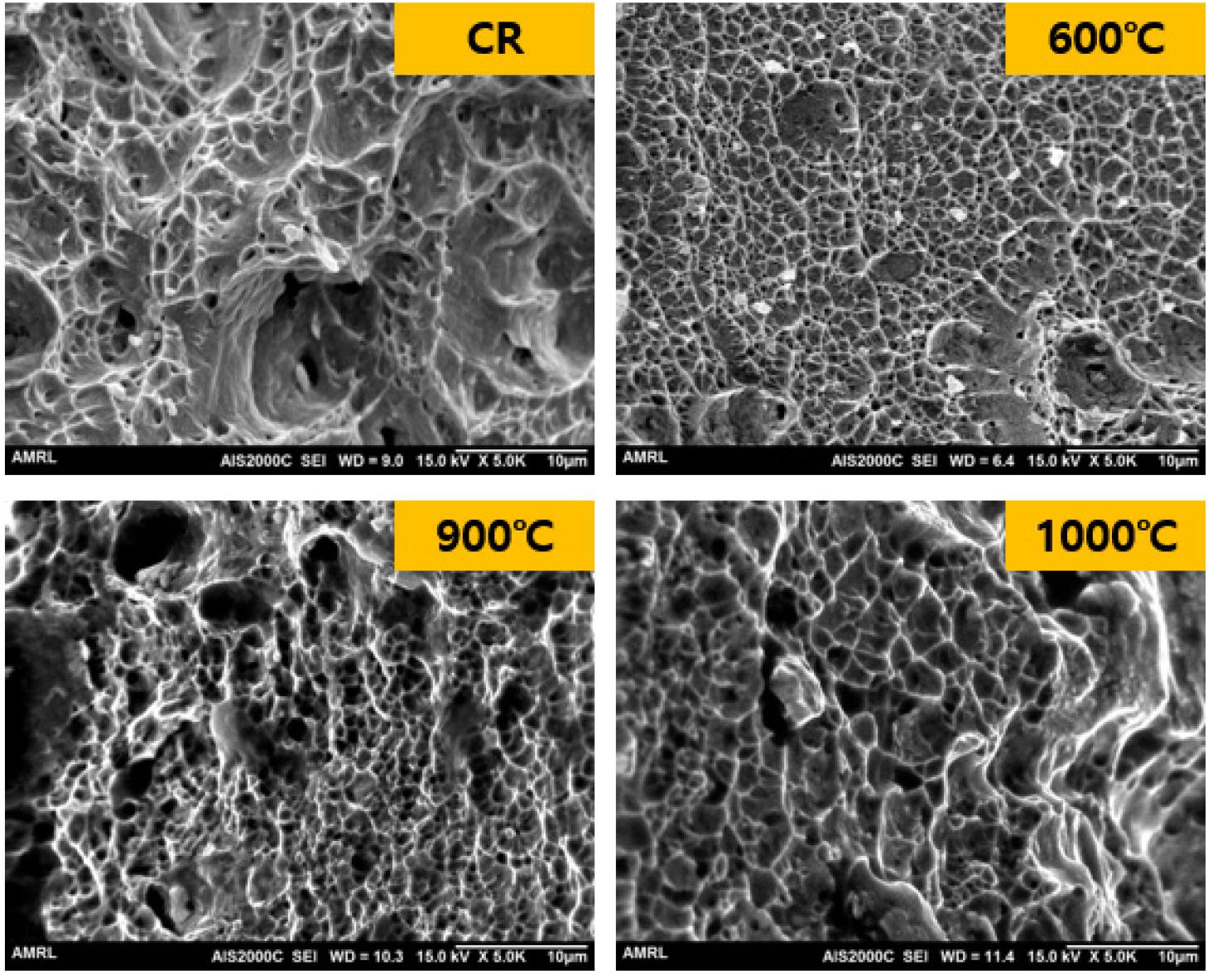
인장시험 후 파단면 관찰 결과는 Fig. 10에 나타내었다. 파단면 관찰을 통하여 각각의 열처리 후 취성과 연성 파단 양상을 분석하였다.
일반적인 금속재료의 인장시험에는 항복 이후 재료가 경화되는 현상이 발생하며, 진응력과 진 변형률 사이에 일정한 관계식이 성립된다.
식 (2)에서 n은 재료의 가공경화지수를 나타낸다. 일반적으로 금속의 경우 가공경화지수는 0.1에서 0.5 사이의 값을 가지며, 이 값이 1 이상인 경우 취성파괴를 의미한다.26,27) 냉간 압연한 시편의 경우 1.08의 값을 보였으며, Fig. 10에서 보여지듯이 벽개파면이 곳곳에서 나타난 것으로 보아 취성파괴가 방생한 것으로 판단된다.
열처리 후 시편의 파단면에는 연성 파괴의 증거인 딤플이 관찰되었다. 딤플의 크기는 연신율의 증가와 관련이 있으며, 미세조직 분석 후 온도가 증가할수록 딤플의 크기가 증가한 것으로 관찰되었다. 인장시험 결과 역시 온도가 증가할수록 연신율이 증가하는 경향을 보였다.
4. 결 론
본 연구에서는 냉간 압연한 Fe-17Mn-0.6C TWIP강의 기계적 물성에 미치는 열처리 공정의 영향에 대해 연구하고 다음과 같은 결론을 얻었다.
(1) 시험편 표면을 전해연마로 500 µm 이상 연마 후 미세조직을 관찰한 결과 어닐링 열처리 후 전형적인 오스테나이트 조직이 나타났다. 또한, 열처리 온도가 증가함에 따라 지속적으로 결정립의 크기는 증가하며, 어닐링으로 인한 어닐링 쌍정이 다수 관찰되었다.
(2) XRD 분석 결과 900 °C 이상의 온도에서 어닐링 열처리할 경우 마르텐사이트 회절패턴이 관찰되었으며, EPMA 분석 결과 표면 내부에서 원소의 농도 변화를 확인하였다. 이는 900 °C에서 열처리 후 탄소와 망간이 감소하였는데 이로인해 SFE가 낮아져 마르텐사이트 변태가 쉽게 발생했기 때문이다.
(3) 열처리 온도가 증가할수록 탈탄의 깊이가 증가하였는데, 냉간압연 상태에서 4.28 µm 였던 탈탄층은 1,000 °C에서 473.26 µm로 측정되었다. 고온에서 열처리는 재료의 결정구조를 변경하고 상변태를 유도하는데 이로 인해 탈탄이 발생하고 상변화가 일어나게 된다.
(4) 냉간 압연 후 어닐링 열처리 공정을 통하여 강도가 감소하였으나 매우 높은 연신율 회복으로 우수한 강도-변형률 밸런스인 ECO 강도지수를 얻었다. 이러한 현상은 소성변형 후 어닐링에 따른 회복, 재결정과 결정립 성장에 기인하였다.
이와 같은 연구 결과는 Fe-17Mn-0.6C 합금의 열처리에 따른 미세조직 변화를 분석하고, 탈탄의 영향을 고려하여 재료의 기계적 성질을 평가하는 유용한 정보를 제공할 수 있다.
