

1. 서 론
국내 동력 어선은 2010년 대비 2017년 11.8 %가 감 소한 반면 FRP(fiber reinforced plastics) 재질 어선은 0.7 %가 증가하였고 10톤 미만의 소형어선은 61,021척으 로 전체 FRP 어선의 96.5 %를 차지하고 있어 소형 어선 의 대부분은 FRP로 제작되고 있다는 것을 알 수 있다.1) 동력수상레저기구의 수도 2010년 대비 2014년 3,446척 으로 248 %가 증가하는 등 해양에서 복합소재를 이용한 활용도가 증가하고 있다.
FRP는 철에 비해 가볍고 해양 환경에서 내식성이 우 수하고, 낮은 열전도성 및 저렴한 유지보수 비용의 장 점이 있으며 설계 및 가공에 있어서 어떠한 형태로든 자 유롭게 적용 가능하고, 접착성이 좋아 미국, 일본, 유럽 등에서 선체 제작공정에 널리 사용되고 있다.2-4)
복합재료는 여러 장점들로 인하여 항공우주, 자동차 등 의 산업에서 활용도가 점점 높아지고 있지만 복합재료 각 층의 탄성 특성의 불일치로 인하여 층과 층 사이에 서 균열이 발생할 수 있고 그 결과 구조물의 손상을 초 래할 수 있어 구조 안전성에 문제를 일으킬 수 있다.5)
FRP 어선 제작 시 사용되는 수지는 열경화성 수지로 서 사용 목적에 따라 다양한 경화제를 첨가하여 경화시 킨 후 사용하는데, 저렴한 가격 및 경화제에 따른 경화 속도 제어의 용이성, 내열성 및 경도 등이 우수하다는 장점이 있지만 높은 가교 밀도로 인하여 분자 구조가 강 직해져서 취성(brittleness)이 증가하여 외부의 충격에 의 하여 쉽게 깨지는 단점을 가지고 있다.6)
FRP로 제작된 어선 외판이 균열 또는 파손이 발생한 다면 어업활동 뿐만 아니라 정부의 어가 외 소득을 증 대를 위한 국가 정책 중 하나인 낚시 어선을 포함, 그 활용도가 높아지고 있는 국내 어선들의 안전사고가 발 생할 수 있는바 사전 예방대책을 위한 안전 관리가 필 요하다.1) 국제해사기구에서는 선박의 정비 상태, 취급 및 관리 등 사전 정비가 해양사고를 방지할 수 있는 예방 대책이라고 보고 있다.7)
최근 복합재료 단점을 보완하고자 Lee 등은 에폭시 수 지에 아민기를 가진 실란 커플링제를 이용하여 표면 처 리한 실리카 입자를 5, 20, 50, 70 %로 구분하여 복합 재료에 첨가한 시편을 제작하여 인장시험을 진행하였고 그 결과 실리카 입자의 비율이 증가함에 따라 인장강도 가 증가함을 확인하였다.6)
Cifuentes는 3-APTES(aminopropyltriethoxysilane)에 40 ~ 45 μm 알루미늄 분말을 표면 처리한 후 디글리시딜 에 테르(diglycidyl ehter)와 10 wt% 비율의 인장, SENT (single edge notched tension), 마모 및 경도 시험을 실 시하였고 그 결과 실란 처리된 알루미늄 분말이 더 강 한 계면 접착력과 분포 효과로 인해 알루미늄 분말을 혼 합하지 않은 시험편에 비해 인장강도 25 %, 탄성계수 20 %, 파괴인성 KIc 값 25 %, 파괴하중 35 % 및 변위 45 % 증가함을 확인하였다.8)
Srivastava와 Verma는 에폭시 수지에 80 μm 알루미늄 입자를 각각 1 %, 5 %, 8 %와 10 % 비율로 섞은 뒤 몰 드에 부어 시험편을 만들어 인장, 압축, 마모 시험을 실 시하였고 강도, 경도, 마모에서 향상되는 비율을 확인하 였다.9) Sarkar 등은 로빙 유리섬유, 에폭시 수지와 알루 미늄 분말을 중량비 0 %, 5 %, 10%, 15%로 수적층하 여 시험한 결과 인장 강도는 향상하였으나 굽힘강도는 감소하였다. 다만 탄성계수에서는 10 % 혼합 비율까지 향 상되었다.10)
Pentapati 등은 알루미나 분말과 수지를 5 %, 10%, 1 5% 비율로 함침한 결과 굽힘 강도가 향상된 시험 결 과를 얻었다.11) Sharma 등은 알루미나 분말과 치과 의 료용 수지를 5 %, 10 %, 15 % 비율로 함침하여 굽힘 강 도가 향상된 시험 결과를 얻었다.12)
알루미나 분말을 혼합한 수지를 사용 하였을 때 강도 와 탄성계수의 향상 이외에도 경도와12,13) 열전도율 향상 등14) 다양한 장점으로 인해 복합재료의 수지에 알루미나 분말을 혼합하여 재료의 특성 변화를 국내/외에서 다양 한 방법으로 연구하고 있고 대부분의 실험 결과가 금속 분말을 첨가하지 않은 수지에 비해 강도 또는 탄성계수 값이 향상되는 결과를 보였다.
해양수산부 고시 강화플라스틱(FRP)선의 구조기준 제 14조 제5항에 수지액에 충진제를 혼입하는 경우에는 충 진제가 수지의 성상에 악영향을 주지 아니 하도록 하여 야 한다고 되어 있어 조선 산업 현장에도 다양하게 연 구되고 실용화 될 수 있는 법적 가능성이 있지만 이 부 분에 대한 연구는 미비한 실정이다.15)
본 연구를 통해 FRP 외판의 제작 공정 단계에서 수 지액에 다양한 충진제 혼입 기술을 통해 선박의 안전성 향상에 대한 연구 활성화와 관련 가이드라인 구축에 도 움이 되기를 희망한다.
2. 실험 방법
2.1 시험편 재료
본 연구에 사용된 FRP 시편의 매트와 로빙은 Owens Corning Korea의 M723-450과 WR-570-100, 수지는 폴 린트컴포지트코리아(주)의 G-613BT(R), 경화제는 대한화 학공업사의 UPR 경화제 WD, 알루미나 분말은 주)알앤 비의 AP-100 1 μm를 사용하였으며 물성은 Table 1과 같다.
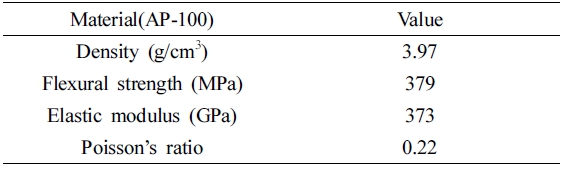
알루미나 분말은 열가소성 수지에 첨가하는 강화제 (reinforced filler)로서 구입이 용이할 뿐만 아니라 기계 적 강도, 내열성, 내마모성, 내식성 및 경량성이 우수하 며 상온에서 이론 강도와 탄성률이 크고 화학적으로 안 정하여 다양한 연구에서 기재재료(matrix) 내에 강화제 (reinforced filler)로 사용되어왔다.16-19) 이에 본 연구에서 도 알루미나 분말을 충진제로 사용하여 실험을 진행하 였다.
2.2 시험편 제작
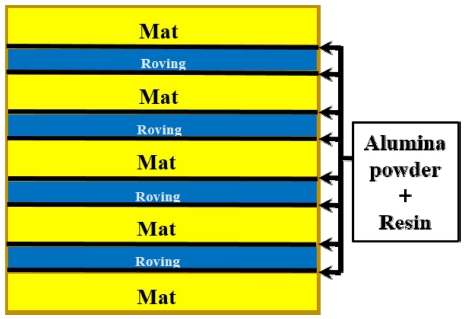
적층순서는 Fig. 1과 같이 실제 소형 어선 건조 시 적 용하는 매트(Mat), 로빙(Roving)을 9개 층으로 적층하였 다. 수지와 알루미나 분말의 혼합 비율은 강화제를 혼 합한 수지의 기계적 특성의 연구에서 보편적으로 사용 한 0 %, 1 %, 5 %, 10% 혼합 비율을 사용하였다.
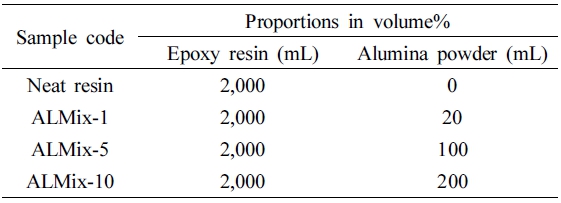
알루미나 분말과 수지의 비율은 Table 2와 같이 수지 를 2,000 mL로 일정하게 한 후, 알루미나 분말을 20 ml, 100 mL, 200 mL로 변화시켜 제조하였다. 수지 내에 알루미나 분말의 분산성 향상(homogenous dispersion)을 위해 수지에 알루미나 분말을 혼합한 뒤 15분 동안 저 어주었다.9-12) 이를 경화제 10 mL를 넣고 다시 10분간 저 어준 뒤 매트와 로빙을 적층할 때 사용하였다.19) 중량으 로 비율을 구분하지 않고 부피로 구분한 것은 소형 FRP 조선소 현장에서 알루미나 분말과 수지를 혼합하기에는 부피로 구분하는 것이 작업 현장의 여건을 고려하여 효 율적이기 때문에 부피비로 기준을 정하였다.
수적층은 진공적층에 비해 시편의 두께가 일정하지 못 하고 동일한 재료를 사용하더라도 동일한 단일 물성을 갖기 어렵다.1) 이러한 단점을 보강하기 위해 2개월에 걸 쳐 총 3번의 시험편 제작을 통해 알루미나 분말 혼합 시험편 인장 및 굽힘 시험편을 15개씩 총 120개를 제 작하였다. 강도 비율 편차가 큰 수적층 공법의 단점을 보완한 평균값을 얻고자 하였다. 시편편의 두께에 대한 규정은 식 (1)과 같으며 Wg는 촙매트 또는 로빙클로스 의 단위면적당 설계중량(g/m2), γR은 경화수지의 비중으 로서 1.2, G는 적층판의 유리함유율로서 실제의 적층판 의 각 층당의 값, γG는 촙매트 또는 로빙클로스의 비중 으로서 2.5로 한다.15) (1)식을 적용하였을 때 표준 두께 는 7.3 ~ 9.02 mm가 된다. 수적층의 특성으로 인하여 시 험편 두께가 일정하지 않으나 모재(neat resin)는 6.7 ~ 7.3 mm, 알루미나 분말 1 % 함유한 수지(ALMix-1)는 7.1 ~ 7.7 mm, 알루미나 분말 5 % 함유한 수지(ALMix- 5)는 7.1 ~ 7.7 mm, 알루미나 분말 10 % 함유한 수지 (ALMix-10)는 6.7 ~ 7.7 mm였으며 두께를 통해 확인한 매트와 로빙의 유리함유율(G)는 각가 33 %, 55 % 이상 이 된다. 총 9개의 층(layer)에 대한 전체 단위 면적당 설계중량값과 시험편 두께 최소값과 최대값을 통해 확 인한 시험편의 유리함유율은 39 ~ 43.5 %가 됨을 확인하 였다. 유리섬유의 함유량이 많아질수록 정적강도가 커지 고 사용 수지의 종류와 함량에 따라 강도가 달라지는 특 성이 있는 GFRP 시험편 제작에서 MR 적층판의 전체 유리함유율은 40 % 전후한 값으로 본다.21)
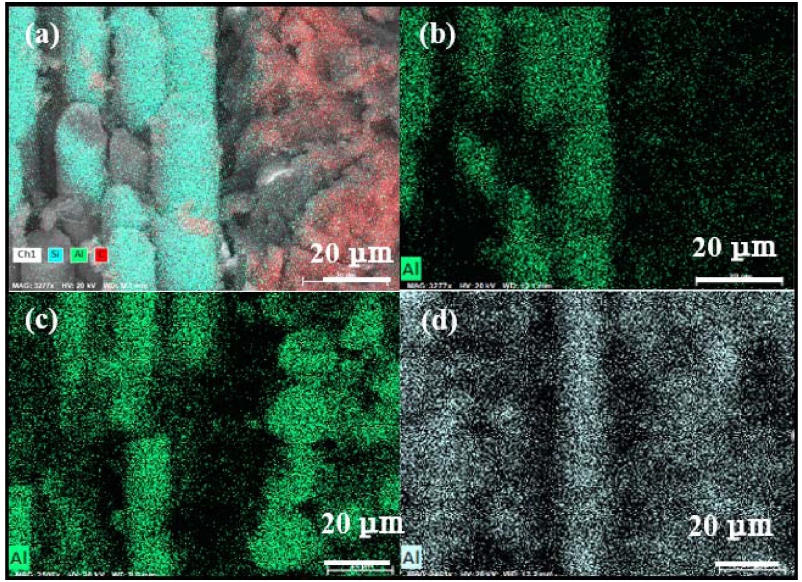
알루미나 분말 혼합 비율 차이에 따른 알루미나 분포 를 확인하기 위해 SEM(Field Emission Scanning Electron Microscope)와 EDS(Energy Dispersive X-ray Spectrometer) 촬영을 하였다. Fig. 2는 알루미나 분말 혼합 비 율에 따른 SEM 촬영 단면의 모습이다. 로빙과 매트의 경계면 위주로 촬영을 하였고 4개의 시험편 모두 로빙 과 매트의 경계면을 구분할 수 있었다. 시험편 단면을 통해서는 알루미나 분말 형상을 확인하기는 어려웠으나 알루미나 분말을 혼합하지 않은 모재(a)는 수 마이크로 미터 크기의 불규칙한 형상의 입자로 구성되어 있다. 반 면 알루미나 분말을 혼합한 수지(b, c, d)는 불규칙한 형 상의 입자들이 줄어들고 ALM-1에 비해 알루미나 분말 의 혼합량이 많은 ALM-5와 ALM-10에서 경계면이 모 재나 ALM-1에 배해 불명확해지는 형태를 확인할 수 있 었다.
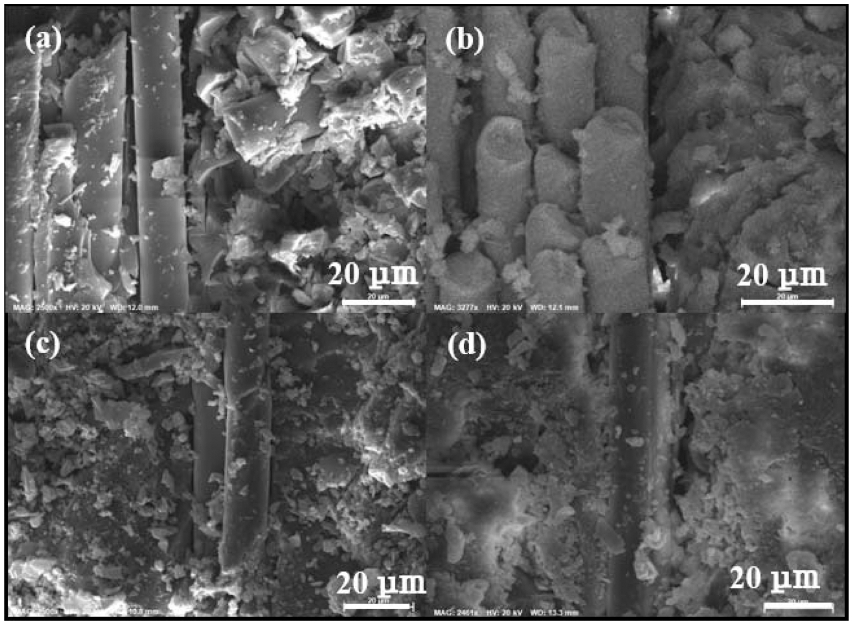
Fig. 3은 알루미나 분말 혼합 비율에 따른 EDS 촬영 단면의 모습이다. Fig. 2와 동일한 단면을 나타내며 알 루미나 분말을 혼합한 시험편의 경우 알루미늄(AL) 성 분이 수지 부분에 확산되어 분포가 되어 있다는 것을 확 인 할 수 있었다.
3. 시험결과 및 파단특징
3.1 인장 강도 시험 방법 및 결과
인장 강도 시험은 뉴원시스템의 R25243 인장 및 압 축 시험기를 사용하여 모재, 1 %, 5 % 및 10 % 시험편 을 15개씩 총 60개에 대하여 인장 하중 속도를 분당 5 mm로 설정하여 Fig. 6과 같이 실시하였다.15)
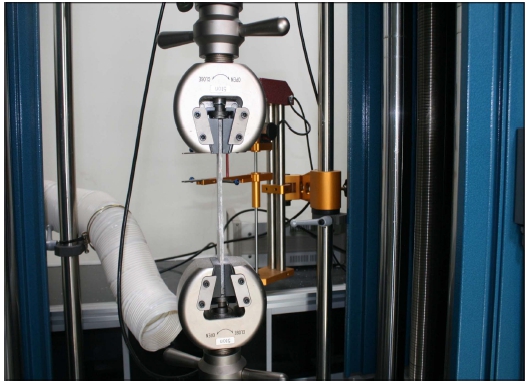
Fig. 7은 모재와 알루미나 분말을 수지에 1 %, 5 %, 10 % 비율로 혼합한 시험편의 인장 강도 시험 결과이 다. 알루미나 분말을 10 % 혼합한 ALMix-10이 155.66 MPa로 가장 높았으며 ALMix-5, 모재, ALMix-1 순서로 146.71 MPa, 145.88 MPa, 136.77 MPa 강도를 보였다. 알루미나 분말을 혼합한 시험편에서는 1 % 혼합한 경우 가 가장 낮았고 그 이상에서는 알루미나 분말 비율이 높 아질수록 강도가 향상되었지만 강도 차이가 크지 않았다.
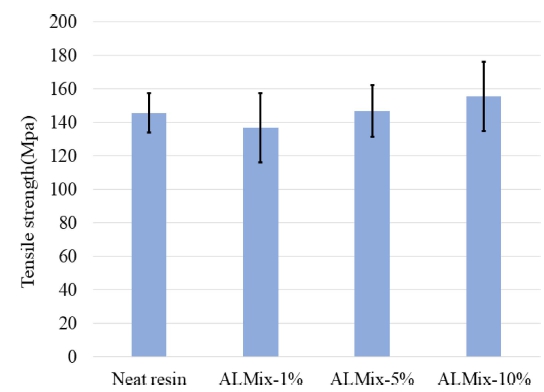
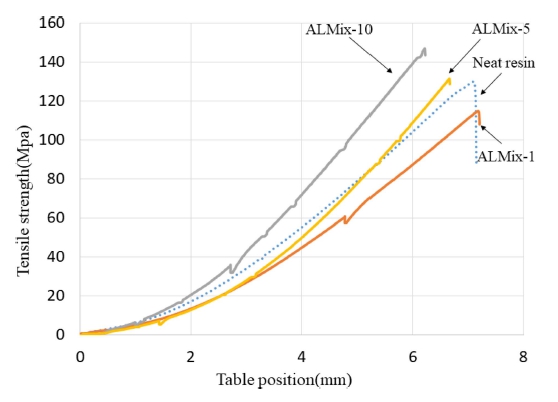
Fig. 8은 시험편의 인장강도-변위(table position) 시험 결과이다. 인장강도-변위 곡선이 동일한 알루미나 분말을 혼합한 각각의 15개 시험편에서 동일한 경향을 보이지 않아 강도 평균값(Fig. 5)과 가장 비슷한 값을 가진 시 험편 인장강도-변위 그래프를 나타내었다. 인장강도-변위 특징으로 강도가 증가하다가 최대값에서 파단을 일으키 며 급하게 수직으로 꺾이는 공통적인 모습을 보였으며 알루미나 분말 혼합 비율이 클수록 파괴되면서 순간적 으로 강도가 꺾였다가 다시 증가하는 팝인(pop-in) 현상 을 자주 확인할 수 있었다.
3.2 인장강도 파단 특징
Fig. 9는 Peak의 Scale Lupe(No.2028)를 통해 인장 강도 시험편의 파단면을 확인한 사진이다. 알루미나 분 말을 혼합하지 않은 시험편 1개를 제외하고는 탭이 물 리는 가장 자리 부분의 응력 집중으로 인하여 인장 시 험편의 어깨부 반지름 부근에서 파단이 발생하였다.22)
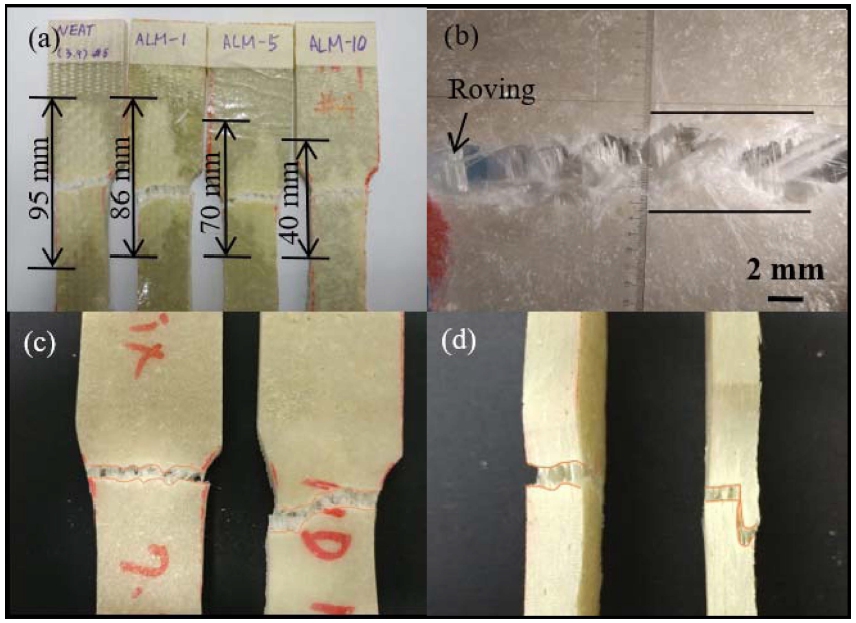
Fig. 9
Failure patterns (a) tensile specimen, (b) ALMix-1 (c) wide of ALMix-1 and ALMix-10, (d) side of ALMix-1 and ALMix-10.
시험편은 알루미나 분말의 함유량이 높을수록 불투명 해졌고 파단 시 발생한 로빙과 매트의 계면에서 박리된 길이가 95 mm, 86 mm, 70 mm, 40 mm로 줄어드는 양 상을 보였다. 모재, ALMix-1, ALMix-5에서 변위가 일 어나면서 매트면은 찢어지고 로빙은 늘어나는 파단 단 면의 모습이 ALMix-10에서의 파단면은 일직선이 아닌 층을 이루어 파단되는 특징을 보였다.
3.3 굽힘 강도 시험 방법 및 결과
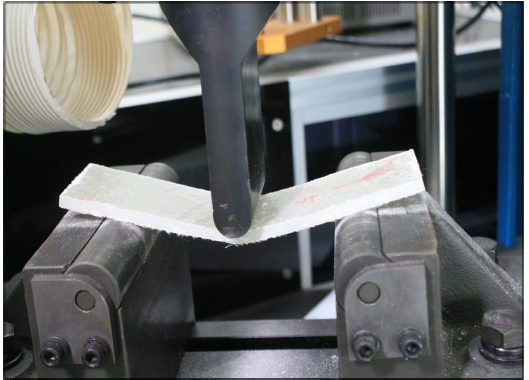
굽힘 강도 시험은 인장 강도 시험에 사용한 동일한 시 험기를 사용하여 강화플라스틱선 선박의 구조기준 별표 6을 기준으로 알루미나 분말의 혼합 비율 0 %, 1 %, 5 % 및 10 % 시험편을 15개씩 총 60개의 시험편에 대 하여 Fig. 10과 같이 3점 굽힘 강도 시험을 실시하였다.
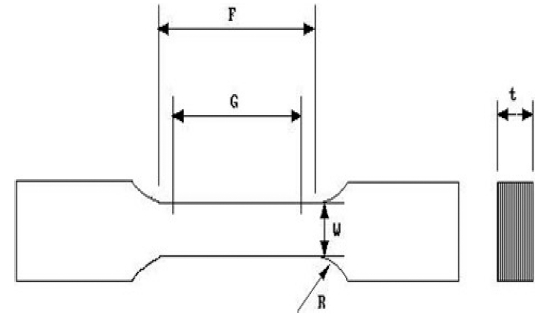
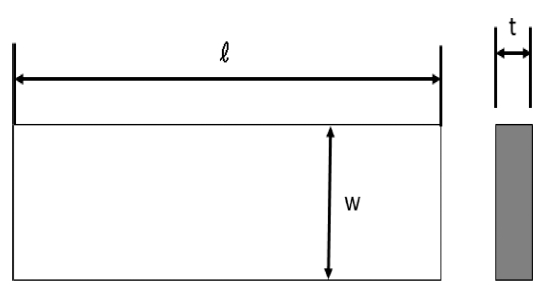
굽힘 강도식은 (1)과 같으며 P는 파단하중(Kg), ℓ은 지 지점 간의 거리(mm), b는 시험편의 너비(mm), t는 시 험편의 두께(mm)로 계산이 가능하며 하중속도는 매분 시 험편 두께의 2분의 1을 표준으로 하였다.15)
Fig. 11은 알루미나 분말을 수지에 0 %, 1 %, 5 % 및 10 % 비율로 혼합한 시험편의 굽힘 강도 시험 결과이 다. 알루미나 분말을 혼합하지 않은 모재의 강도가 257.7 MPa로 가장 높았으며 ALMix-10, ALMix-1, ALMix-5 순서로 234.9 MPa, 225.4 MPa, 222.9 MPa 강도를 보 였다.
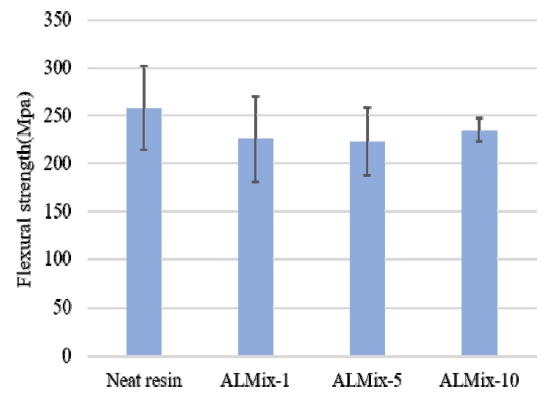
알루미나를 혼합한 시험편에서 강도는 줄어 들지만 알 루마나가 강한 입자이기 때문에 모재 보다 알루미나 분 말 혼합 시험편의 특정 혼합비율에서 탄성계수 값이 향 상되었다.10,23) Table 3은 알루미나 분말을 비율별로 수 지에 혼합한 시험편의 굽힘 탄성계수 값이다. 분말은 굽 힘 탄성계수 식은 (3)과 같으며 ℓ은 지지점 간의 거리 (mm), b는 시험편의 너비(mm), t는 시험편의 두께(mm) 로 계산이 가능하다.15) 하중처짐곡선도의 초기 직선부분 의 접선의 기울기 m은 굽힘강도 응력-변위 값의 파괴응 력 값 100%를 기준으로 20-50%의 응력값에서 20-50% 의 변위값을 나누어 적용하였다.24)
알루미나 분말을 수지에 혼합한 시험편의 굽힘 강도 탄 성계수는 ALMix-5가 12.06 GPa로 가장 높았으며 ALMix- 10 11.84 GPa, ALMix-1 10.91 GPa, 모재 10.38 GPa 값 을 확인하였다.
3.4 굽힘강도 파단 특징
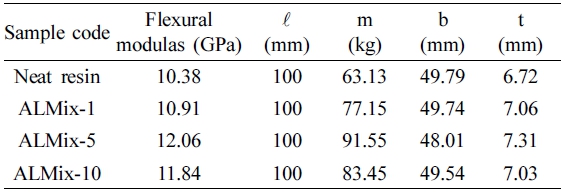
Fig. 12는 모재, ALMix-1, ALMix-5, ALMix-10 굽힘 강도 시험편 파단면을 나타낸 사진이다. 알루미나 분말 혼합 비율이 커질수록 전체적인 균열과 파단 길이가 시 험편의 길이 방향을 기준으로 줄어드는 양상을 보였다.
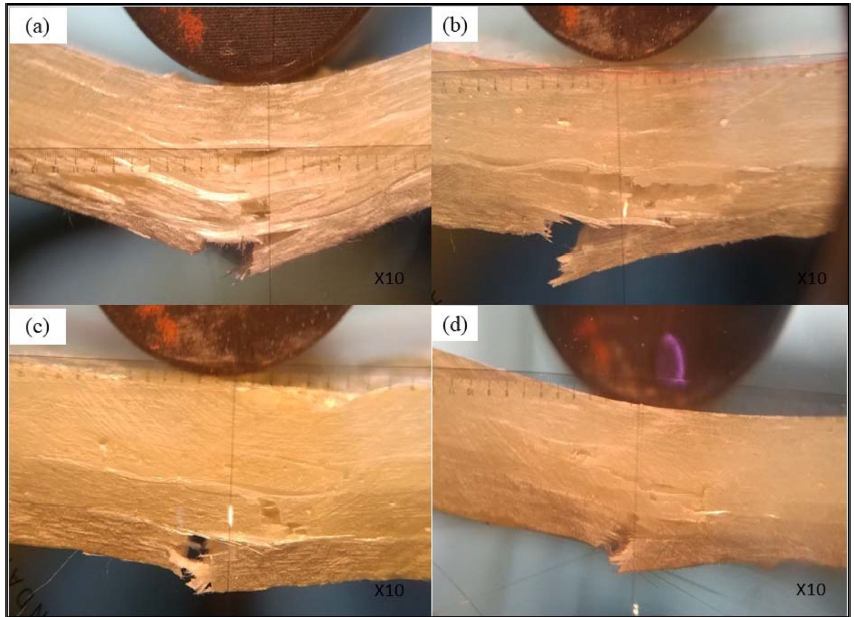
Fig. 12
Failure patterns of (a) Neat resin and (b) ALMix-1 and (c) ALMix-5 and (d) ALMix-10 flexural test.
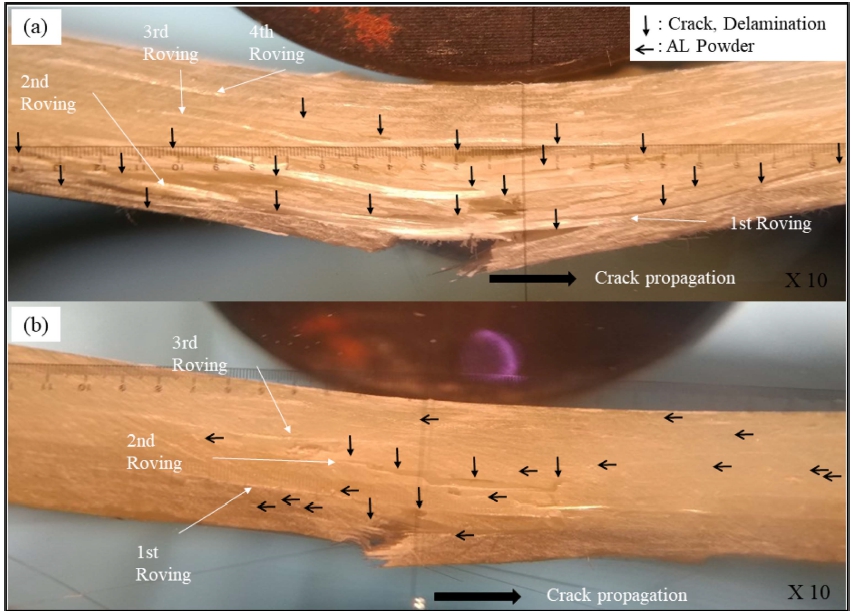
Fig. 13은 모재와 ALMix-10 시험편의 파단면을 비교 한 것으로 모재의 경우 1층 로빙면에서 파단면의 길이 가 35 mm, 2층 16 mm 3층 5 mm, 3층과 4층 로빙면 사이에서도 부분적으로 균열과 파단 현상이 발생한 반 면, ALMix-10은 1층 로빙면 5.8 mm, 2층 6 mm, 3층 2 mm 정도로 균열의 크기가 시편 길이 방향과 계층면 사이에서 모재와 비교하면 성장하지 않았다는 것을 확 인하였다.
4. 고 찰
실험결과를 통해 알루미나 분말이 혼합된 수지가 시험 편의 구조적 강도 측면에서는 뚜렷한 향상을 보이지는 않았지만 알루미나 분말을 혼합한 수지를 사용한 시험 편은 기준에서 요구하는 인장강도 값(98 MPa)과 굽힘강 도 값(147 MPa)을 만족하였다.26) 인장강도 시험편 파단 특성을 통해 알루미나 분말 혼합율이 증가할수록 로빙 과 매트면이 응착되어 계면 분리 현상이 줄어 드는 것 을 확인하였다. 굽힘강도 시험편 파단 특성을 통해 지 그로 인한 시험편 하부측의 균열이 모재에서는 수지층 내부와 수평하게 발생하고 성장하는 현상을 볼 수 있었 지만, 알루미나 분말이 혼합된 수지층에서는 수지층 내 부의 균열이 수평보다는 자유표면의 방향으로 수직하게 발생하여 로빙층까지 성장하는 양상을 보였다. 알루미나 분말을 혼합한 수지의 사용이 강도 측면에서의 큰 향상 은 기대할 수 없었지만 전체적인 균열 면적을 줄일 수 가 있으며 이는 어선 외판 충격 또는 파손으로 인한 어 선 수리 면적의 감소, 이로 인한 보수 비용 절감, 탄성 계수 증가에 따른 변위 감소가 필요한 구조물에 대한 적 용등의 기대가 가능하다.
5. 결 론
본 연구에서는 FRP 소형 어선과 동력수상레저기구의 외판 제작 과정에서 기존 수지에 알루미나 분말을 0 %, 1 %, 5 %, 10% 비율로 혼합하여 적층한 GFRP에 대한 기계적 특성을 확인하였으며 결론은 아래와 같다.
1. 알루미나 분말을 10 % 혼합한 ALMix-10의 인장강 도가 155.66 MPa로 가장 높았으며 모재 대비 6.7 %의 강도 향상을 보였다. 파단 특징은 알루미나 분말의 함 유량이 높을수록 로빙과 매트의 계면에서 박리된 길이 가 줄어들었다.
2. 알루미나 분말을 혼합 하지 않은 모재의 굽힘강도 가 257.7 MPa로 가장 높았다. 알루미나 분말 혼합 시험 편 중에서는 ALMix-10이 모재 대비 91.2 %로 가장 높 은 굽힘 강도값을 나타냈다. 파단 특징은 알루미나 분 말의 함유량이 높을수록 시편 길이 방향으로 균열의 크 기가 줄어들었다.
3. 굽힘 강도 탄성계수는 ALMix-5가 12.06 GPa로 가 장 높았으며 모재 대비 16.2 % 높은 탄성 계수 값을 나 타냈다. 알루미나 분말 혼합된 시험편이 모재보다 높은 탄성계수 값을 보였다.
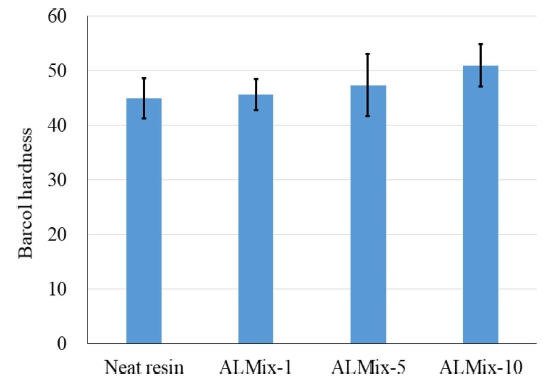
4. 바콜 경도는 ALMix-10이 51로 모재 대비 13.3 % 높았으며 알루미나 분말 함유량이 높을수록 바콜 경도 값이 향상되었다.
5. 알루미나 분말의 함유량이 높을수록 파단면의 균열 과 층간 박리 길이와 면적이 줄어드는 양상을 보였다. 본 결과를 바탕으로 FRP 어선 건조 및 정비 분야에 적 용을 한다면 적층 계면의 박리와 균열 감소에 대한 효 과로 어선 안전성 향상과 보수 비용 절감에 도움을 줄 수 있다.
