

1.서 론
고온 고압의 극한환경에 노출되는 소재부품 내구성에는 표면의 국부적인 미세조직 및 기계적 성질 제어가 중요한 역할을 한다. 이러한 관점에서 다양한 고합금 소재의 표 면개질 연구결과들이 보고되고 있으며, 특히 최근에는 레 이저(laser)를 이용한 열처리,1-3) 질화(nitriding),4,5) 충격 피닝(shock peening),6-9) 클래딩(cladding)10-12) 등 저입열 고정밀 표면개질에 대한 필요성이 대두되고 있다. 이 중 레이저 클래딩은 레이저를 열원으로 사용하고 금속분말 또는 와이어를 모재 표면에 연속적으로 적층시키는 공 법으로, 레이저 급속응고 시의 야금학적 장점(열영향부 최 소화, 미세편석 저감 등)을 활용한 코팅 프로세스라고 할 수 있다.13) 비교적 고전 코팅 프로세스에 속하는 용사 (thermal spraying)와는 유사한 부분이 있지만, 코팅층 형 성 메커니즘과 모재 희석(dilution), 이종소재 조합의 제 약 등에 있어 차이점들을 가지고 있기 때문에 적용부품 및 코팅소재 종류에 따라 적합한 공법의 선택 및 공정 조건의 최적화 연구가 필요한 부분이다.14-16)
제철 제강 공정은 기본적으로 고온 고압 하에서 이루 어지며 롤(roll) 및 몰드(mold) 등의 핵심부품은 내구성 향 상 등을 위해 도금 및 코팅을 적용하는 경우가 많다.17,18) 연속주조 몰드는 용강의 응고가 시작되는 지점으로, 몰드 내부에는 상당량의 고온 마모 및 표면 손상이 발생할 수 있다. 이러한 표면 손상은 철강재의 생산성 및 제품 표 면 품질과도 밀접한 관련이 있기 때문에 보수(repair)를 필요로하고, 그 주기를 최소화하기 위해 기존의 Ni, Ni– B 전기도금 공법에서 Ni계 고강도 내열 합금(NiCrBSi 계) 코팅 적용이 검토되고 있다.1,18,19) 특히 연속주조 몰 드는 우수한 냉각성능 발현을 위해 Cu 합금을 기본적으 로 사용하고 있기 때문에, 해당 코팅에 있어서는 Cu–Ni 이종 코팅성 확보가 가장 핵심적인 부분이라고 할 수 있 다. Chun1) 및 Park et al.14)은 후열처리에 따른 NiCrBSi 및 NiWCrSiB계 내열합금 용사층의 미세조직 및 기계적 성질 변화에 대해 보고한 바 있다. 용사층만을 선택적 으로 열처리(fusing)하기 위해 온도제어형 레이저 열처리 를 적용하였고, 나노 크기의 Cr계 탄화물, 붕화물이 형 성되어 기계적 성질(경도, 내마모성)을 상당히 향상시켰 다. 하지만 해당 연구들은 Cu 모재에 Ni 전기 도금층 을 형성시킨 뒤 NiCrBSi, NiWCrSiB계 합금 코팅을 적 용한 3중 구조를 가지고 있기 때문에, 직접적인 Cu–Ni 내열합금 간의 이종 코팅성을 파악하는 데에 한계가 있 다. 레이저 클래딩의 경우, 일부 AISI 4140 탄소강을 대 상으로 NiCrBSi계 합금 이종 레이저 클래딩 결과가 보 고되고 있으나,20) Cu를 대상으로 한 Ni계 내열합금 이 종 클래딩 연구는 그 사례가 상당히 제한적이다. 특히 몰드부품은 제철 제강 과정에서 고온 장시간 노출되는 경우가 많아, 사용과정에서 해당 코팅층은 기계적 성질 과 미세조직의 저하, 변질이 수반될 가능성이 크다. 하 지만 이에 대한 야금학적 기초 연구결과 또한 상당히 부 족한 실정이다.
본 연구에서는 Cu–Ni 내열합금(NiCrBSi계) 이종 레이 저 클래딩의 적용성을 미세조직과 기계적 성질 관점에 서 기초적으로 검토하였다. 특히 용사코팅에 대한 선행 연구결과와 비교함으로써 Cu–Ni 이종 코팅 공정 최적화 에 대한 야금학적 가이드라인을 제시하고자 한다. 더불 어 클래드부에 대해서는 후열처리를 실시하여 연속주조 몰드 사용과정 상의 미세조직 및 기계적 성질(경도 및 내마모성) 변화 거동을 평가함으로써, 장시간 고온 노출 에 따른 클래드층 성능 변화에 대해서도 체계적으로 고 찰하였다.
2. 사용재료 및 실험방법
2.1 사용재료
본 연구에서는 순동(pure Cu)을 모재(substrate)로, NiCrBSi계 Metco-12C(Oerlikon®) 상용 분말을 클래딩 소재로 사용하였다. 클래딩 분말의 화학성분은 Table 1 에 나타내었다. 분말 형상은 구형(spherical shape)이며, 평균 45 μm의 입도를 가진다.
2.2 실험방법
모재 Cu 표면에 총 10 패스(pass)의 레이저 클래딩을 실시하였고, 패스간 중첩률은 약 30 %로 설정하였다. 레 이저는 파장 970 nm급의 다이오드 레이저를 이용하였고, 출력은 6.5 kW, 클래딩 속도는 15 mm/s를 사용하였다. 클래딩 시 모재 표면까지의 빔 초점거리는 15 mm, 초 점 위치에서의 빔 직경은 5.5 mm로 광학계를 설정하였 다. 클래드부 표면에서 깊이 방향으로 15 × 15 × 15 mm 크기의 시험편을 채취하여 후열처리 하였고, 열처리 온 도는 Cu의 융점(약 1,084 °C)을 고려하여 500 ~ 1,000 °C 범위에서 선정하였다. 클래드부 성능에 미치는 열처리 온 도 영향은 100 °C 간격의 20분 등온 열처리, 시간에 따 른 변화는 950 °C에서 최대 500분 등온 열처리를 통해 각각 평가하였다. 후열처리 조건은 Table 2에 나타내었다.
Table 2
Conditions of post-clad heat treatment.
| Temperature (°C) | Isothermal holding time (min) | Cooling method |
|---|---|---|
| 500 | 20 | Water quenching |
| 600 | ||
| 700 | ||
| 800 | ||
| 900 | ||
| 1,000 | ||
| Temperature(°C) | Isothermal holding time (min) | Cooling method |
| 950 | 60 | Water quenching |
| 90 | ||
| 120 | ||
| 180 | ||
| 240 | ||
| 300 | ||
| 500 | ||
후열처리에 따른 클래드부 미세조직 및 성분분포 변화 는 광학현미경(optical microscope, OM)과 전계 방사형 주사전자현미경(scanning electron microscope, SEM), 전 자현미분석기(electron probe micro analyzer, EPMA, JXA-8530F)로 각각 분석하였다. 클래드부의 기계적 성 질은 비커스 경도 시험과 마찰마모 시험을 통해 평가하 였다. 경도 시험(Mitutoyo, HM-100) 하중은 0.01 및 0.5 kgf를 각각 이용하였고, 하중 유지시간은 10초로 설정 하였다. 마찰마모 시험에는 pin-on-disk 시험기(Bruker, CETR UMT-2)를 사용하였다. 시험편(10 × 10 × 8 mm) 은 클래드부 표면에서 깊이 방향으로 채취하였다. 주 철의 디스크에 부착시킨 SiC 연마지(PC221, #600 mesh size Deerfos Co.)를 슬라이딩하여 마찰계수(coefficient of friction) 변화와 마모율(wear rate)을 평가하였고, 총 슬라이딩 거리는 200 m, 30 N의 정격 하중 및 28.8 mm/ s의 슬라이딩 속도를 적용하였다. 마모시험은 클래드부의 후열처리 조건별로 총 3회씩 실시하였다.
3. 결과 및 고찰
3.1 클래드부(as-clad) 매크로조직 및 경도 분포
Fig. 1은 총 10 패스 클래드부 (a)표면 양상과 (b)단면 매크로 조직을 나타내고 있다. 외관상 양호한 클래드층 (clad metal)이 얻어졌으며, 각 패스당 모재와의 희석률 은 약 35 % 수준으로 확인되었다[Fig. 1(b)]. 단면 매크 로 조직상, 최초 및 최종 패스 열영향부에서 일부 고온 균열이 관찰되었으나, 클래드 금속(clad metal) 내에서는 기공, 균열 등의 결함은 확인되지 않았다[Fig. 1(b)]. Fig. 2는 클래드부의 SEM 미세조직을 나타내고 있다. 관찰 위치(“A”–“F”)는 클래드부 단면 모식도에 표시하였다 (“A”, “B”, “C”: 클래드층 표면부근, “D”, “E”, “F”: 모 재–클래드층 계면부근). 클래드층 표면에서는 레이저 조 사 시의 급속응고에 기인한 미세한 덴드라이트 조직이 명확히 관찰되었으며, 1차 덴드라이트 직경은 약 1 μm 수준으로 확인되었다. 또한 관찰 위치 “D”, “E” 및 “F” 에서는 모재(Cu)와의 불균질 혼합 영역도 관찰되었다.
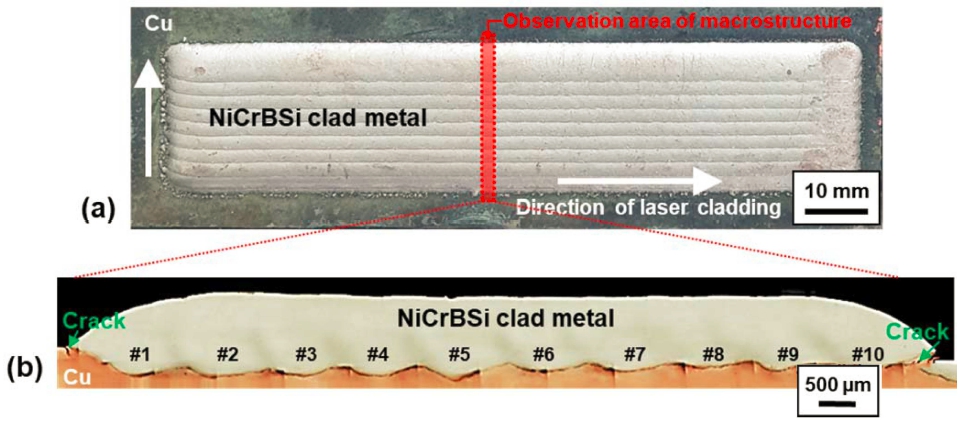
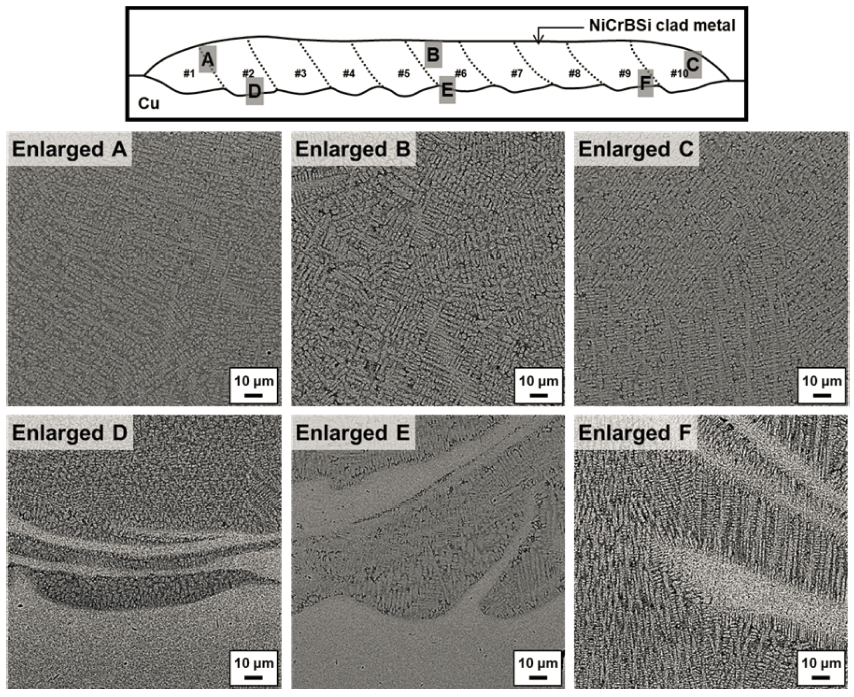
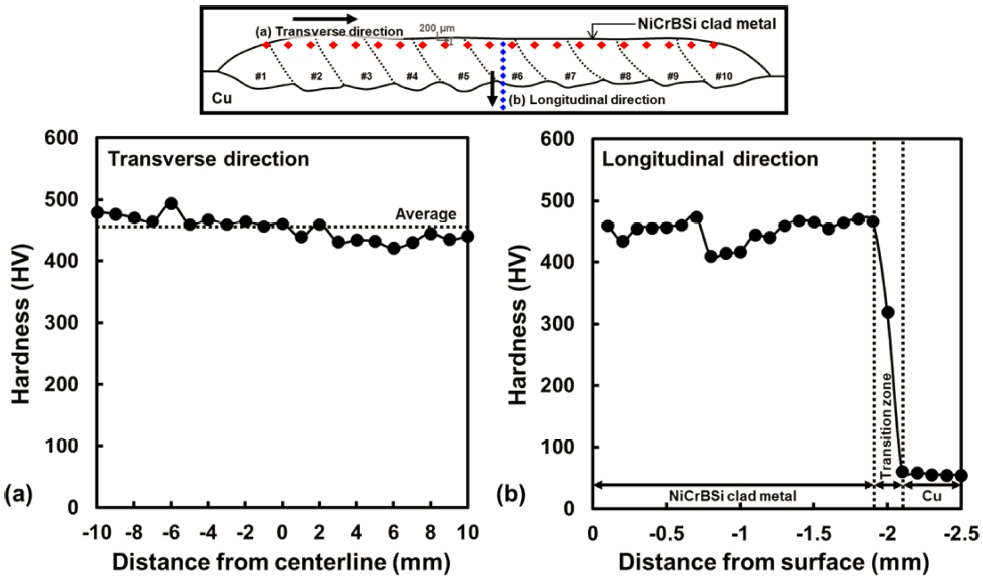
Fig. 3은 클래드부의 (a)횡방향(transverse) 및 (b)종방 향(longitudinal) 경도분포 결과이며, 상세한 측정 위치는 모식도에 나타내었다. 클래드층 표면 평균 경도는 453 HV로 평가되었으나[Fig. 3(a)], 최초 패스에서 최종 패 스로 갈수록 경도값은 저하되는 경향을 보였다. 특히 Fig. 3(b)에 나타낸 바와 같이 모재(Cu)는 약 55 HV 수준의 경도값을 가지며, 클래드층과는 약 400 HV의 경도값 차 이가 존재한다. 따라서 Fig. 3(a)에서 확인된 패스수 증 가에 따른 경도값 저하 경향은 패스 진행에 따른 연질 의 Cu 희석량(dilution) 증가에 기인하는 것으로 사료된 다. 본 결과는 Cu–NiCrBSi 합금의 실제 멀티패스 이 종 클래딩 시, 모재 열영향부의 균열 발생과 패스수 증 가에 따른 클래드층 경도 저하를 유의해야 함을 시사 한다.1,14,15)
3.2 후열처리에 따른 클래드부 미세조직 변화
Fig. 4는 미열처리 클래드층(as-clad) 표면부근의 단면 SEM 미세조직과 EPMA 분석결과를 나타내고 있다. 분 석 위치는 클래드부 모식도에 표시하였다. 후방산란전자 영상 사진(BSE image)과 같이 전형적인 덴드라이트 응 고조직이 관찰되었으며, 덴트라이트 형상을 따라 각 합 금원소의 미세편석(micro-segregation) 현상을 확인할 수 있었다. 하지만 각 원소의 성분 분포도를 보면 원소 종 류에 따라 응고편석 거동에는 차이가 있음을 알 수 있 다. Ni–X 2원계로 가정했을 때, 분배계수(partitioning coefficient, k)가 k<1 인 원소(Cr, Si)는 덴드라이트간 계 면부근에, k>1의 원소(Cu)는 덴드라이트 중심부에 원소 분포가 집중되어 있음을 확인할 수 있다.21) 또한 Fe 및 C 분포도에서 각 원소의 응고편석 거동이 명확하게 관 찰되지 않은 이유는 Ni–Fe계는 k≈1로써 응고편석을 무 시할 만한 수준이고, Ni–C는 k<1 임에도 불구하고 멀 티패스 클래딩 시 침입형 원소(interstitial element)의 활 발한 역확산(back-diffusion)거동 때문인 것으로 사료된 다.21) 즉 Cu–NiCrBSi 이종 클래드부의 응고편석 거동은 Ni–X 2원계로 설명가능한 것을 알 수 있다.
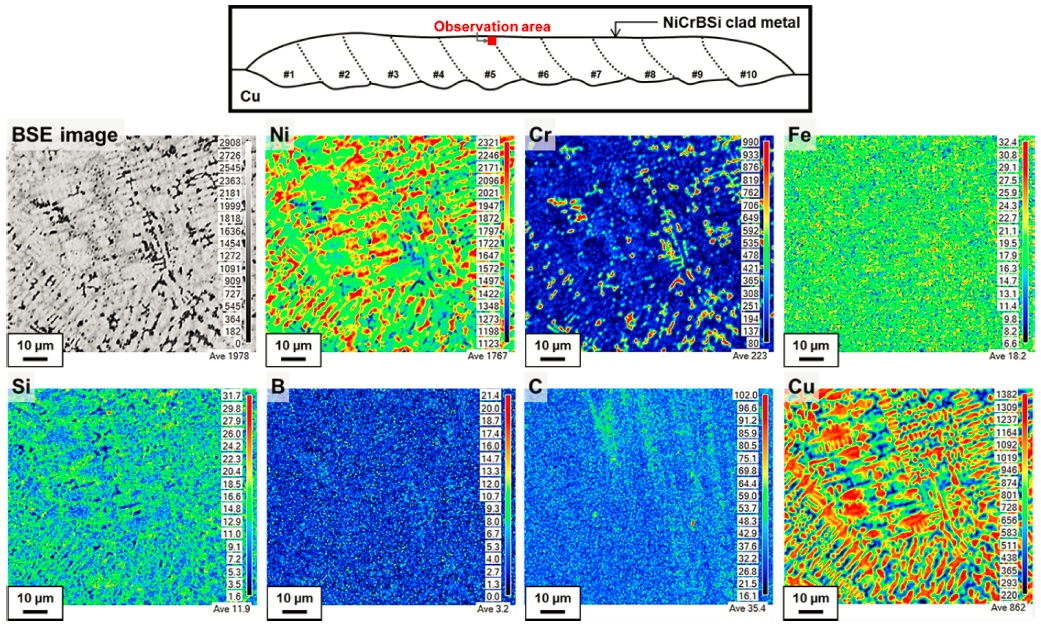
Fig. 4
Back-scattered electron (BSE) image and element distribution results analyzed by EPMA for as-clad condition.
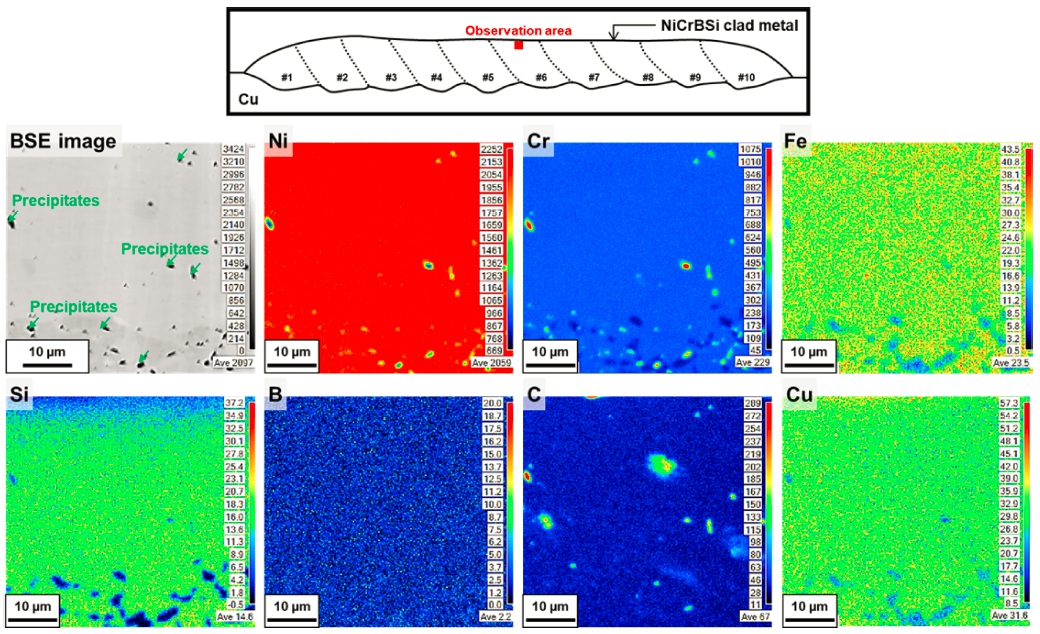
Fig. 5에서는 800 °C-20분 후열처리에 따른 미세조직 및 EPMA 분석결과를 확인할 수 있다. 후방산란전자영 상 사진으로부터 미열처리 클래드층의 덴드라이트 응고 조직은 다각형상의 결정립으로 변한 것을 확인할 수 있다.
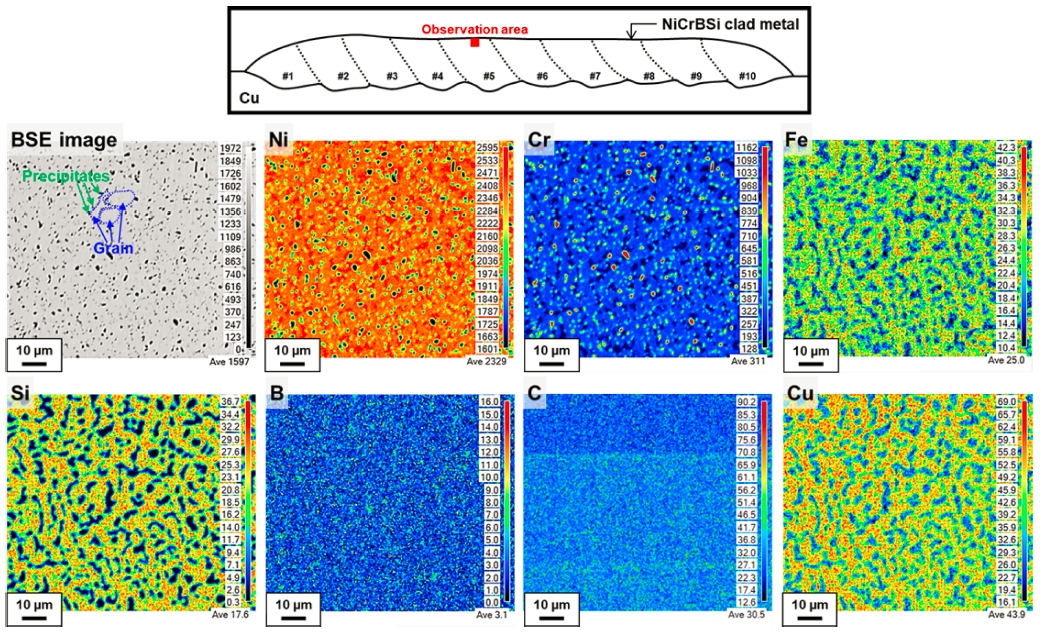
Fig. 5
Back-scattered electron (BSE) image and element distribution results for heat-treated clads (at 800 °C for 20 min) analyzed by EPMA.
각 원소 성분분포도에서 응고편석으로 인한 미세조직 상의 원소 농도차가 존재하고 있지만, 확산의 영향으로 미열처리 클래드부의 분포와는 상당한 차이가 있음을 알 수 있다. 특히 미열처리 클래드부 대비 결정립계에는 석 출물이 형성되었음을 관찰할 수 있었고, 해당 석출물은 Cr 및 B 분포도로부터 Cr계 붕화물(boride)인 것으로 판 단되었다.
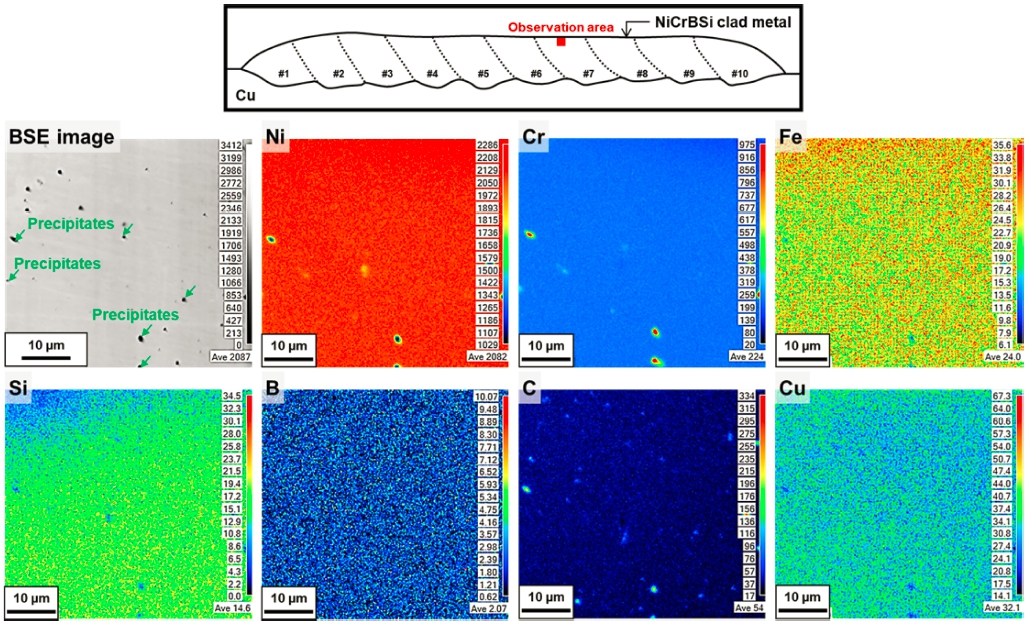
Fig. 6은 950 °C-180분 후열처리 클래드층 표면 부근 의 미세조직 및 EPMA 분석 결과를 나타내고 있다. 열 처리 온도 및 시간이 증가함에 따라 결정립 조대화(후 방산란전자 영상사진) 및 응고편석으로 인한 농도구배 균 질화를 확인할 수 있다. 특히 800 °C-20분 열처리 조건 (Fig. 5)에서 확인된 미세한 Cr계 붕화물은 열처리 온도 가 증가함에 따라 기지조직에 고용된 것으로 사료되고, 후 방산란전자 영상사진 상에 존재하는 소량의 석출물은 Cr 및 C 분포도로부터 Cr계 탄화물(carbide)인 것으로 판단 된다. 하지만 800 °C-20분 열처리 조건(Fig. 5)에서 존재 하는 석출물 대비 불규칙한 분포를 가지고 있음은 큰 차 이점이다. Fig. 7은 950 °C-500분 후열처리 클래드층 표 면 부근의 미세조직 및 원소 분포 변화를 나타내고 있 다. 950 °C-180분 후열처리 조건(Fig. 6) 대비 장시간 열 처리에 의해 Cr계 탄화물의 분율은 감소하는 경향을 확 인할 수 있다. 후열처리에 따른 상기 미세조직 분석결 과는, NiCrBSi계 내열합금 클래드층이 실제 연속주조 몰 드 사용환경에 장시간 노출될 경우, 응고과정상의 미세 편석이 균질화 될 뿐 아니라, 비교적 단시간 고온 노출 시(예: 800 °C-20분) 형성되었던 석출상들 대부분이 기지 조직에 고용될 수 있음을 시사한다.
3.3 후열처리에 따른 클래드층 경도 및 내마모성 변화
Fig. 8은 후열처리에 따른 클래드층 표면의 비커스 경 도변화를 나타내고 있다. 측정 위치는 클래드부 모식도 에 표시하였고, 그래프 상의 경도값은 측정 평균값이다. 500 °C ~ 1,000 °C 범위에서 열처리 온도 증가에 따라 클 래드층 표면 경도는 지속적으로 감소하는 경향을 보이 며, 1,000 °C에서는(경도값: 약 237 HV) 미열처리 클래드 층(경도값: 453 HV) 대비 약 48 %의 경도값 저하가 발 생한 것을 알 수 있다[Fig. 8(a)]. 더불어 950 °C 열처리 온도에서 500분까지 열처리 시간이 증가함에 따라 경도 값은 142 HV로 감소함을 알 수 있다[Fig. 8(b)]. 이처럼 후열처리에 따라 Cu–NiCrBSi 이종 클래드층의 경도값이 감소하는 이유는 3.2절 미세조직 분석에서 설명했듯이 후 열처리 온도 및 시간이 증가함에 따라 미세편석 현상이 존재하는 응고조직 상의 불균질성이 해소되고, 열처리 과 정 중에 형성되는 Cr계 붕화물 및 탄화물이 기지조직에 고용되기 때문인 것으로 판단된다. 특히 용사코팅층 후 열처리 연구 결과에서는,1,14,15) Fig. 5(800 °C-20분)와 같 이, Cr계 붕화물이 석출되는 경우, 상당한 경도 상승효 과가 확인된 바 있다(최대: 150 %). 하지만 레이저 클래 드부에서는 Cr계 붕화물이 형성됨에도 불구하고, 미열처 리 클래드층(경도값: 약 453 HV) 대비 약 296 HV의 낮 은 경도값을 나타낸다[Fig. 8(a)]. 이처럼 후열처리 적용 에 따라 코팅층의 경도변화에 있어 레이저 클래딩과 용 사가 정반대의 결과를 가지는 이유는, Fig. 3(b)에서 설 명했듯이 약 55 HV의 연질 Cu 성분이 클래드부에 희 석되는 용사 코팅과의 공정적 차이점 때문인 것으로 추 정된다.
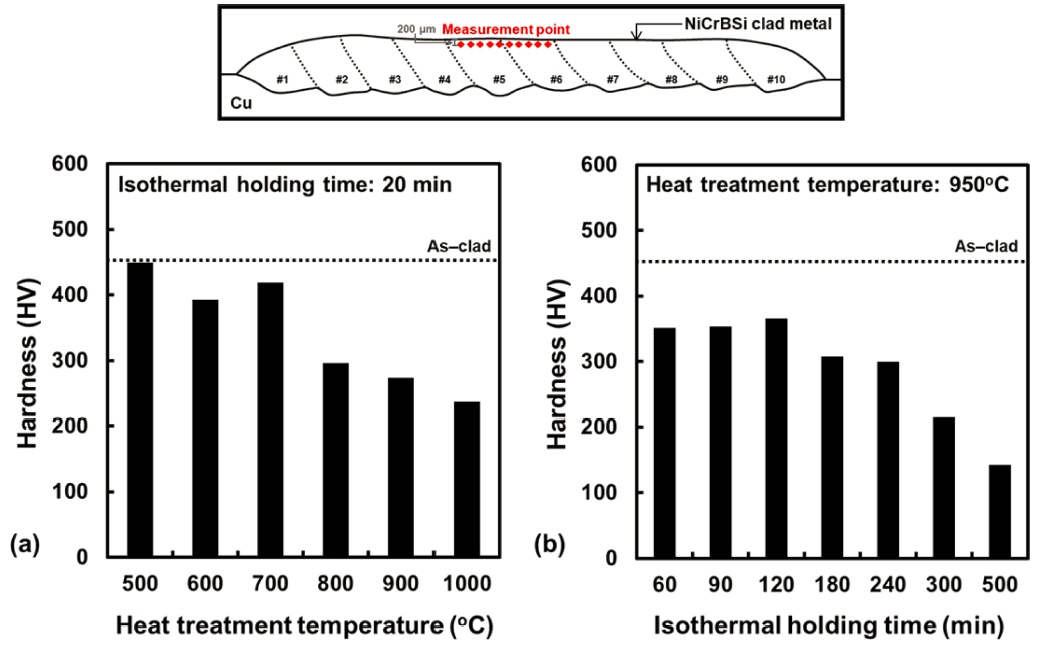
Fig. 8
Hardness variation upon post-clad heat treatment: effect of (a) heat treatment temperatures, and (b) isothermal holding time.
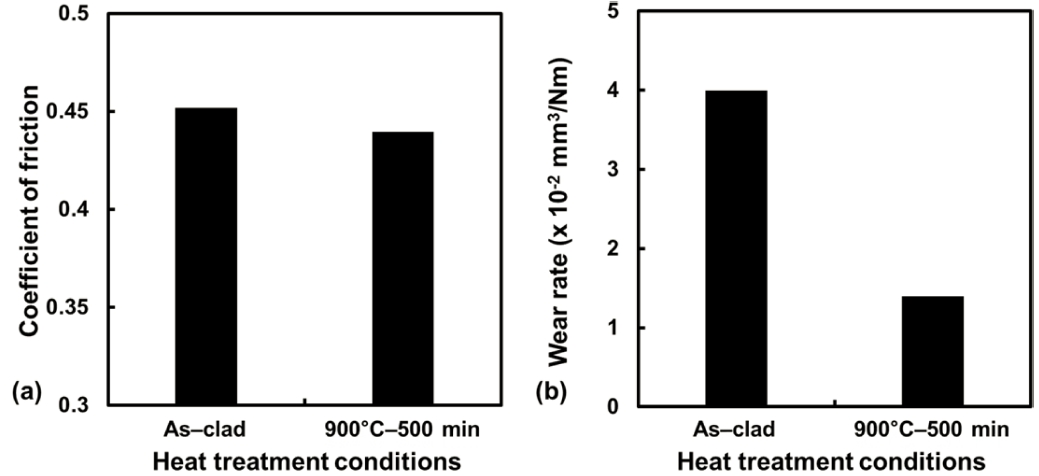
미세조직 및 경도값 차이가 가장 큰 미열처리 및 950 °C-500분 열처리 클래드부를 대상으로 내마모성 비교 평가를 실시하였다. Fig. 9(a)는 마찰계수(coefficient of friction), Fig. 9(b)는 마모율(wear rate) 변화 결과이다. 950 °C-500분 열처리에 의해 클래드층 평균 마찰계수는 0.451에서 0.439로, 마모율은 4.1 × 10−2에서 1.4 × 10−2 mm3/Nm로 감소하는 경향을 보였다. 이는 후열처리에 의 해 내마모성은 향상됨을 뜻하며, Fig. 8에서 설명한 후 열처리에 따른 경도값 변화 결과와는 상반되는 경향이 라고 할 수 있다. 미세조직 분석 및 경도, 내마모성 평 가 결과를 종합해보면, 미열처리 클래드층에서는 덴드라 이트 조직 및 응고편석 등 조직학적 불균질성으로 인해 낮은 내마모성을 나타내며, 후열처리에 의해서는 원소들 의 농도구배가 해소되고 석출물 등의 2차상들이 대부분 고용된 균질한 미세조직이 얻어져 낮은 경도값을 나타 내더라도 비교적 향상된 내마모성을 가지는 것으로 사 료된다.
4.결 론
본 연구에서는 제철제강 부품의 내구성 향상을 위한 표 면 코팅공정 개발을 목적으로, Cu–NiCrBSi계 내열합금 (Metco-12C)의 이종 레이저 클래딩 적용성을 기초적으로 검토하였고, 해당 결과는 선행 용사코팅 연구결과와 비 교 고찰하였다. 더불어 실 사용중의 클래드층 성능 변 화에 초점을 맞춰, 후열처리에 따른 Cu–NiCrBSi 클래드 부 미세조직 및 경도, 내마모성 변화에 대해서도 체계 적으로 평가하였다. 아래와 같이 본 연구의 결론을 요 약한다.
다이오드 레이저를 이용하여 총 10 패스의 이종 클래 드부를 제작하였고, 최초 및 최종패스 열영향부에서 일 부 고온균열이 발생하였다. 또한 클래딩 패스수 증가에 따라 클래드층 경도값이 저하되는 경향을 보였고, 이는 패스 진행에 따른 Cu 희석량 증가에 기인하는 것으로 판단되었다.
미열처리(as-clad) 클래드층에서는 전형적인 덴드라이트 응고조직이 관찰되었으며, Ni–X 2원계로 가정했을 때 각 합금원소와의 분배계수 및 역확산 정도에 따라 상이한 미세편석 거동을 설명할 수 있었다.
500 °C ~ 1,000 °C 범위에서 20분, 950 °C에서 최대 500분 조건으로 등온 후열처리를 실시하였고, 최종적으 로(950 °C-500분 조건) 클래드층 미세조직은 응고편석에 의한 농도구배 해소, 2차상(Cr계 붕화물 및 탄화물)의 고 용현상을 나타내며 균질화 됨을 확인하였다. 이러한 미 세조직 변화와 함께, 후열처리에 따른 클래드층의 경도 는 저하되고, 내마모성은 소폭 향상되는 상반된 결과를 보였다.
미열처리 클래드층(as-clad)에서는 덴드라이트 응고조직 및 응고편석 등의 미세조직적 불균질성으로 인해 낮은 내마모성(마찰계수: 0.451, 마모율: 4.1 × 10−2 mm3/Nm)을 나타내고, 950 °C-500분 후열처리에 의해 미세조직이 균 질화됨에 따라 경도값은 낮아지지만(453 HV→ 142 HV), 내마모성(마찰계수: 0.439, 마모율: 1.4 × 10−2 mm3/Nm)은 향상되는 것으로 판단되었다. 따라서 실제 몰드 사용환 경에서 Cu–NiCrBSi 이종 클래드부는 상당량의 미세조직 및 기계적 성질 변화가 발생할 수 있음을 시사한다.
이러한 결과는 후열처리에 따른 용사코팅층 기계적 성 질 변화와는 상반되는 경향으로 확인되었고, 이는 레이 저 클래딩과 용사코팅에 있어 Cu 희석 현상의 존재유 무의 차이점에 기인하는 것으로 판단되었다. 따라서 실 제 몰드의 코팅 공정 시에는 모재인 Cu의 희석을 염두 에 둔 클래딩 소재 선정 및 공정 조건의 확립이 필요 할 것으로 판단된다.
