

1. 서 론
금은 인류가 사용한 가장 오래된 장신구 소재중 하나 로 색상이 미려하며, 주조가 용이하고, 공기 및 수분과의 반응성이 매우 낮아, 산화 및 부식에 강해 현재까지도 가 장 금전적 가치가 높은 금속 중 하나이다.1-3)
장신구로써 사용되는 금합금은 합금기술의 발전에 따 라 고유의 옐로우 색 외에 레드, 화이트, 그린 등 다양 한 색상 구현이 가능하다.4,5) 이러한 다양한 색상의 금 합금은 주얼리뿐만 아니라 프리미엄 모바일 기기의 외 장재로써의 채용이 가능하다. 금의 특성상 경도가 낮고 무른 특성이 있어 장신구로 사용 시 변형 등의 문제가 발생할 수 있으므로 주로 14, 18K로 합금하여 비교적 높은 경도와 강도를 갖도록 한다. 이 중 옐로우 골드의 경우 가장 보편적으로 사용되는 주얼리용 금합금으로 Ag, Cu가 기본 구성 원소로 포함되며, 화이트 골드의 경우 Ag, Cu외에 추가적으로 Ni 원소를 10 wt% 미만으로 합 금하여 색상을 구현하고, 레드골드의 경우 Cu의 비율을 증가시켜 붉은색을 구현한다.6-8)
이미 다양한 색상의 금합금이 사용되고 있으나, 최근 소비자의 다양한 니즈가 요구됨에 따라 단일색상 제품 외에 이종색상의 금합금이 접합된 제품도 필요하다. 이 러한 접합제품은 기존 단일 색상의 금합금 제품보다 더 높은 부가가치를 낼 수 있는 장점을 가지고 있으며, 단 순 접합 외에도 접합된 합금재를 이용하여 무늬를 구현한 목금제품과 같은 제품 역시 고부가가치를 얻을 수 있다.9,10)
기존의 이종색상을 내는 금합금재의 접합은 땜 재료를 이용하는 접합공정이 사용되었다. 이러한 귀금속용 땜 재 료는 모재와 순도를 유지하면서 융점을 낮추기 위해 소 량의 Cd원소를 함유하는 것이 일반적이다.11) 그러나 Cd 는 인체에 유해한 중금속 원소이며, 땜재를 이용한 접 합 시 모재와의 색상차가 발생하고 수작업에 따른 접합 계면부가 고르지 못하여 심미성의 저하 및 후처리 작업 에 따른 추가 공정비용이 발생하는 문제점이 있었다. 또 한 땜 계면부에 포어(pore)가 존재하는 경우 사용 중에 기계적 파괴가 일어날 수 있다.12)
기존 땜 공정의 문제점을 개선하기 위해 땜 없이 두 모재를 직접 접합시키기 위해 유도가열을 이용한 가압 확산접합기가 개발되었다. 금합금재의 경우 저항이 매우 낮아 전류의 인가에 따른 저항열을 이용한 접합이 불가 능하므로, 고주파의 유도가열을 이용한 열로 접합하는 시 스템이 필요하다.
확산접합 공정은 이종 색상의 귀금속을 챔버 내 유도 코일 중심부에 위치시킨 후 세라믹재료를 이용하여 상 부에서 수직으로 일정 힘을 가해 목적하는 합금재를 가 압하고 고주파 유도에 따라 가열하는 공정으로써 진공 분위기 하에서 5분 이내의 단시간 공정으로 고상접합이 완료된다. 이러한 확산접합기를 사용할 경우 유해한 땜 재의 사용 없이 접합이 가능하며, 접합계면이 미려하고 공정시간이 매우 짧아 기존의 땜공정에 비해 경제적으 로 제품의 생산이 가능하다.13) 그러나 금합금의 경우 소 재 자체가 고가이며, 전용 확산접합기가 필요하나, 현재 까지 이러한 확산접합기를 이용한 이종 귀금속 접합제 품의 물성평가가 이루어지지 않았다.
따라서 본 논문에서는 이종색상을 가진 14K(Au 58.5 wt%) 화이트-레드골드에 대해 땜 없는 확산접합을 진행 하고 이에 따른 접합부의 물성평가를 진행하였다.
2. 실험 방법
Fig. 1은 접합을 위한 시료 준비 및 접합후의 모식도 를 나타낸 것이다.
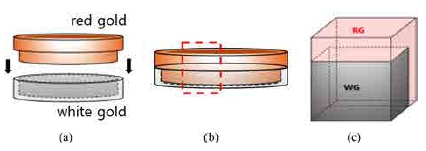
Fig. 1
Illustration of the bonded different gold alloys with ring shape (a) parts of white and red gold, (b) assembled white and red gold, and (c) after cutting.
Fig. 1(a)는 접합 전 14K 조성(Au 58.5 wt%)의 화이 트골드, 레드골드의 링 형태를 나타내는 요소로써 암수 로 이루어진 각각의 석고 몰드 내에 융액을 투입하여 내 경 15.7 mm, 외경 18.7 mm, 두께 3.0 mm 크기로 시편을 제작하였다. 이때 레드골드의 경우 하단 부에 추가적으로 내경을 기준으로 길이 3.0 mm, 폭 0.9 mm의 돌기형태 로 되어있어 화이트골드와의 조립 및 접합이 유리하도 록 제작하였다.
Fig. 1(b)는 실제 접합공정을 진행하기 전 (a)의 각 요 소를 조립한 모습을 나타낸 모식도이다. 레드골드에 존 재하는 돌기의 경우 화이트 골드의 두께와 동일하기 때 문에 조립 후 반지의 내경부는 모두 레드골드로 존재한 다. 이후 확산접합기 챔버 내부에 반지를 고정시킬 수 있는 원기둥 형태의 가이드 링에 위치시켜 공정온도 780 °C, 가압력 2300 N로 5 × 10−2 torr 이하의 진공분위기에 서 180 sec.간 공정을 진행하여 확산접합을 완료하였다. 이후 상, 하부 및 내, 외경에 대해 각각 폴리싱을 진행 하여 최종적으로 두께 4.0 mm, 폭 1.6 mm를 갖는 이종 귀금속 접합링을 제작하였다.
Fig. 1(c)는 제조된 링 형태의 시료에 대해 (b)의 점선 표시부를 절단한 모식도로, 가로×세로×폭이 각각 5.0 × 4.0 × 1.6 mm를 갖는 시편이 되도록 기계적 가공을 통해 제작하였다.
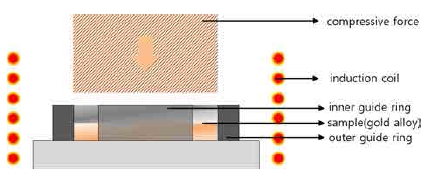
Fig. 2는 접합공정에 사용된 확산접합기(Frisch Mechatronic System사 Si-05/2B모델)내 챔버부에 대한 모식도 를 나타낸 것이다. 해당 장비는 유도가열을 이용하여 300~1300 °C의 온도구배가 가능한 장비로 유도코일 중심 부에는 이종귀금속 시료를 위치시키고 이때 조립된 이 종귀금속이 움직이지 않도록 내, 외부 가이드 링이 고 정시켜준다. 이후 상부의 세라믹재로 되어있는 압력인가 봉으로 시료전체를 눌러 압력을 인가시킨다. 챔버부 전 체는 로터리펌프에 의해 5 × 10−2 torr 이하의 진공분위기 가 조성된다.
절단된 시료에 대한 단면부의 확대분석을 위해 접합시 료를 에폭시 수지에 마운팅을 진행하고 이후 #4000 SiC paper를 이용하여 폴리싱을 진행하였다. 확대분석은 상온 에서 왕수(염산:질산 = 3:1) 내에 1분 간 에칭 후 광학현 미경(Carl Zeizz사 AXIO-A1모델)을 이용하여 100 배율 로 확대하고 시료 일부의 이미지를 확보 후 각 확대이 미지를 자동으로 결합하는 타일링모드를 이용하여 접합 시료 단면 전체에 대한 확대이미지를 확인하였다.
접합계면부의 미세구조 분석을 위해 FE-SEM(Hitachi 사 S-4300모델)을 이용하여 15 kV의 가속전압 조건에서, 1K 배율로 확대 후 접합계면부를 관찰하였다.
화이트-레드골드의 접합계면부를 중심으로 각 소재의 조 성확인을 위해 EDS(JEOL사 JSM-6010PLUS/LA모델)을 이용하여 working distance를 10 mm로 고정하고 가속전 압 20 kV, 1K로 확대하여 mapping 분석을 진행하였으며, 그 변화량를 확인하기 위해 EDS(Oxford Instruments사, X-act모델)을 이용하여 line scanning 모드로 Ni, Cu에 대해 접합계면부를 중심으로 ±110 μm 범위에 대한 조 성의 변화를 확인하였다.
접합계면부를 중심으로부터 각 합금 소재별 비커스 경 도값의 변화를 확인하기 위해 미세경도기(Mitutoyo사, MVK-H1모델)을 이용하여 접합계면부로부터 각각의 합 금재 방향으로 150 μm 단위로 총 600 μm 거리까지 측 정을 진행하였으며, 이 때 0.5 kgf의 하중으로 10 sec.간 하중을 가하여 분석하였다.
이종귀금속 접합시료의 계면부 강도확인을 위해 전단 강도분석기(Rhesca사 PTR-1102모델)를 이용하여 폭 5 mm 의 사이즈를 가진 탐침을 이용하여 0.25 mm/s의 속도로 이동시켜 최대 100,000 gf의 힘으로 전단강도 시험을 진 행하였다.
3. 실험 결과
Fig. 3은 확산접합 공정 직후 내, 외경부분을 폴리싱 처리한 화이트-레드골드 접합시료의 매크로이미지를 나타 낸 것이다. 외부에 표시된 점선을 중심으로 상부의 경 우 레드골드이며, 하부는 화이트골드이다. 레드골드 요소 의 경우 Fig. 1(c)에 나타낸 것과 같이 레드골드의 하부 돌기가 화이트골드의 내경을 모두 덮고 있는 형태로 제 조되어 접합 후 링 시료 내부의 경우 모두 레드골드를 나타내는 것을 알 수 있다. 육안상으로는 접합계면부 표 면에 포어가 존재하지 않고 용융에 의한 변형 없이 직 선의 접합면을 가지고 있어 확산접합기에 의한 두 요소 간 접합이 성공적으로 이루어진 것을 알 수 있었다.

Fig. 4는 접합계면을 포함하도록 절단하여 그 단면에 대해 100 배율로 확대 후 타일링 된 광학이미지를 나 타낸 것이다. 단면의 좌측의 경우는 링형태의 외경, 우 측의 경우 내경을 나타내고 있다. 그림 내 화살표로 표 시된 계면부를 중심으로 외경부의 상부와 내경부 전체 로 이어지는 부분은 레드골드이며, 외경부에서 계면을 중 심으로 하부는 화이트 골드이다. 각 합금재는 수지상을 확인할 수 있었으며, 레드골드 중심부에 직경 330 μm의 포어가 있는 것을 확인할 수 있었다. 이는 접합 시 생 성된 것이 아닌 요소 제조를 위한 캐스팅 시 발생한 불 량이다. 한편 에칭에 따른 접합계면부의 포어는 없는 것 을 알 수 있었으며, 이는 접합면 전체가 균일하여 우수 한 접합이 진행된 것을 의미하였다.
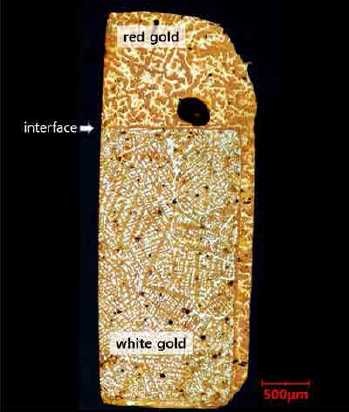
Fig. 5는 Fig. 4 시료의 접합계면부에 대해 에칭 전 1K 배율로 확대한 FE-SEM 이미지를 나타낸 것이다. 점선 으로 나타낸 계면부를 중심으로 좌측은 레드골드, 우측 은 화이트골드 부분이다. 측정 시 사전에 직접 시료 계 면부에 마킹하여 접합면을 알 수는 있었으나, FE-SEM 을 통한 미세구조 분석 시 시료 전체에 걸쳐 폴리싱에 의한 스크래치 외에 접합면의 명확한 구분은 어려웠다. 접 합이 불량할 경우 계면부 내 포어(pore)나 보이드(void) 와 같은 미접합부가 발견될 수 있으나,14) 계면부 내 확 대분석 시 확산접합에 의해 완벽한 고상접합으로 미접 합부의 확인이 불가능하여 건전한 접합이 이루어 졌음 을 알 수 있었다.
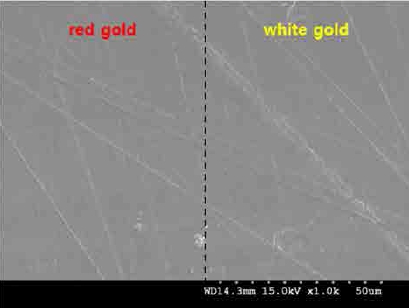
Table 1은 각각의 화이트, 레드골드 합금재의 조성을 확인하기 위해 접합계면으로부터 각 합금재 방향으로 500 μm 이상 거리에 위치한 부분에 대한 EDS 분석결 과를 나타낸 것이다.
Table 1
Elemental composition of each gold alloy by EDS [wt%].
| elements | Au | Ag | Cu | Ni | Zn |
|---|---|---|---|---|---|
| sample | |||||
| white gold | 58.72 | - | 26.86 | 8.65 | 5.77 |
| red gold | 58.82 | 1.63 | 39.55 | - | - |
화이트골드의 경우 Au58.5-Cu26.5-Ni9.0-Zn6.0의 조성 으로 칭량하여 제조하였는데, EDS 측정 결과 Au58.72- Cu26.86-Ni8.65-Zn5.77의 조성으로 이루어져 있어, 오차 범위 내에서 14K 모재로써 의도된 비율로 분석되었다. 이때 합금원소 중 Ni와 Zn의 경우 금합금재의 백색화 를 위한 의도된 주요 합금재이다.15)
레드골드의 경우 Au58.5-Cu39.5-Ag2.0의 조성으로 칭 량하여 제조된 시료로 분석 결과 Au58.82-Cu39.55-Ag1.63 로 나타내어 화이트 골드와 마찬가지로 오차범위 내에서 14K 모재로써 의도된 비율임을 알 수 있었다. 합금 원 소 중 35 wt% 이상 다량의 Cu는 레드색상을 구현하기 위한 필수합금재로 포함되었다.
Fig. 6은 확산계수의 확인을 위한 접합시료의 계면으 로부터 Ni, Cu에 대한 원소별 EDS line scanning 분석 결과를 나타낸 것이다. 120 μm인 접합계면부를 중심으로 우측은 화이트골드, 좌측은 레드골드를 나타내고 있다.
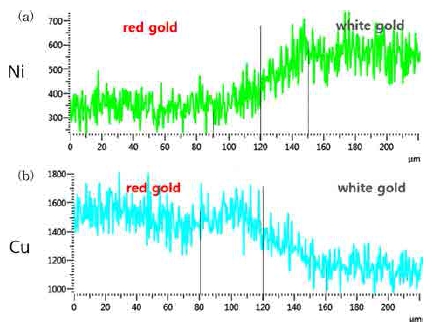
Fig. 6(a)는 Ni의 조성변화를 나타낸 것으로 접합계면 부인 120 μm의 위치를 중심으로 우측의 경우 Ni이 다 량 포함됨에 따라 550 cps의 강도를 가지고 있으며, 좌 측의 Ni 포함되지 않은 레드골드의 경우 이보다 낮은 약 350 cps의 강도값을 보였다. 이에 따라 화이트 골드의 특 성상 Ni이 다량으로 첨가되었음을 확인할 수 있었다. 이 러한 조성변화에서 접합계면부(120 μm)를 중심으로 ±30 μm의 범위까지 상호확산이 일어난 것을 알 수 있었다.
이때 확산농도 구배의 변화가 90 μm, 150 μm 지점에 서 각각 일어나기 시작했다고 가정하고 확산식 (1)로부 터 확산계수를 계산하였다. 해당 식에서 C, C0는 확산 농도, D는 확산계수, t는 공정시간, X는 확산거리를 각 각 나타낸다.16)
계산한 결과 Ni의 경우 =5.0 × 10−8cm2/s로 매우 큰 것을 알 수 있었다. 실제 이렇게 큰 유효확산계수는 니켈의 용융온도(1726K)에서의 확산계수에 근접할 정도 이므로 이는 제안한 확산접합 장비가 압력을 인가하는 접합공정에 의해 가속확산이 일어나서 780 °C의 비교적 저온 공정으로도 180 sec.의 짧은 시간 내에 Ni 원소가 계면을 중심으로 충분한 상호확산이 일어나 건전한 접 합이 진행된 것으로 판단되었다.
Fig. 6(b)는 Cu의 조성변화를 나타낸 것으로 계면부를 중심으로 우측의 경우 1130 cps, 좌측의 경우 1520 cps 의 강도값을 가지고 있어 레드골드의 특성상 Cu가 다 량 합금된 것을 확인할 수 있었다. 또한 (a)와 동일하게 Cu 원소의 조성 차이의 발생은 120 μm에 위치한 계면 부를 기준으로 ±40 μm 거리에 대해 상호확산이 일어난 것을 가정하고 이때의 유효확산계수를 추정하면 = 8.9 × 10−8 cm2/s를 보였다. 이는 구리의 융점에서 가능한 정도의 큰 확산계수임을 의미한다.
따라서 EDS line scanning을 통한 확산거리를 확인하 고 이를 통해 확산계수를 확인한 결과 780 °C-180 sec.의 저온, 단시간 공정에서도 가속확산이 가능하여 각 합금 원소의 빠른 상호확산에 의해 건전한 접합이 가능함을 확인하였다.
Fig. 7은 계면부로부터 각 합금재 방향으로 거리에 따 른 화이트골드와 레드골드의 비커스 경도를 나타낸 그 래프이다. 화이트골드의 경우 계면부로부터의 거리에 따 른 경도값의 변화는 없었으며, 오차범위 내에서 모두 비 슷한 수준으로 4 포인트의 평균값이 127.83을 나타내고 있는 것을 알 수 있었다. 레드골드의 경우 화이트골드 와 동일하게 오차범위 내에서 비슷한 수준으로 평균 103.04를 나타내었다. 계면부의 경우 111.46으로 두 합 금재의 중간값을 가지고 있었다. 만약 계면부 내에서 합 금원소 간 열처리로 인한 금속간 화합물이 생성되었을 경우, 해당 상의 특성에 따라 각 합금재의 경도보다 더 높은 값이 측정되었을 것이나, 중간 값을 가지므로 금 속간 화합물의 생성에 의한 차이가 아닌 고용체 강화에 의해 발생한 것으로 판단하였다.17) 화이트골드 경도값의 경우 레드골드보다 더 높은 것을 알 수 있었는데, 이는 금합금의 백색화를 위해 포함된 Ni의 경우 원자반지름 이 124 pm로 Au의 원자반지름(144 pm)과 20 pm 차이 가 나며, Au-Cu의 원자반지름 차이인 16 pm 보다 큰 차 이를 보여 원자크기에 의한 고용체 강화가 더 크게 나 타난 결과로 판단되었다.18)
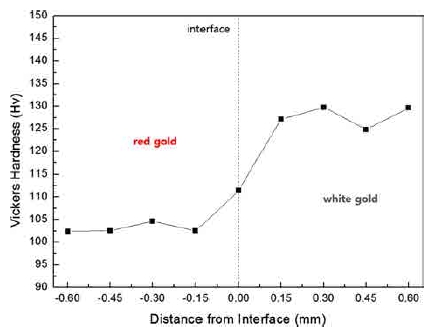
Fig. 7
Vickers hardness result of white gold and red gold according to the distance from the interface.
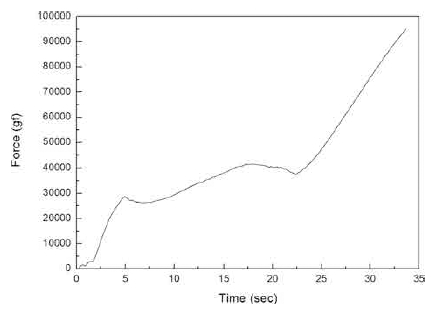
Fig. 8은 접합시료에 대한 전단강도 시험 결과를 나타 낸 그래프이다. 강도분석을 위한 탐침의 인가 후 25 sec. 까지 40000 gf 이하의 힘 내에서 그래프 승강이 반복적 으로 나타나고 있었다. 이러한 구간의 원인은 시료와 탐 침이 접촉하고 안정화되는 초기조건으로 알려져 있다. 이 후 인가 시간의 진행에 따라 전단하중에 따른 선형적인 성장을 보이다가 이후 파괴가 일어난다.19) 본 실험은 이 러한 일반적인 전단강도 시험과 잘 일치하나 시료의 크 기가 상대적으로 크고 건전한 접합이 진행되어 100,000 gf의 힘까지 파괴 없는 접합강도를 보이고 있다. 따라서 제안된 확산접합기로 충분한 기계적 접합강도를 가지는 우수한 접합이 진행되었음을 간접적으로 확인하였다.
4. 결 론
링형태의 14K 화이트골드와 레드골드 시료를 조립한 후 확산접합기를 이용하여 비교적 저온영역인 780 °C의 공정온도로, 가압력 2300 N, 5 × 10−2 torr의 진공분위기에 서 180 sec.간의 짧은 접합공정에서도 이종재료의 건전한 접합이 가능함을 확인하였다. 광학현미경, FE-SEM을 통 한 확대분석결과 접합계면부 내 미시적인 결함의 생성 없 이 균일한 접합면을 확인할 수 있었다. EDS line scanning 을 통해 확산계수를 추정한 결과 비교적 저온인 공정온 도에서 Ni와 Cu의 확산속도가 매우 빠름에 따라 가압 에 의한 가속확산이 진행됨을 알 수 있었다. 비커스 경 도 분석결과 계면부에서 각 합금재의 중간값의 경도를 나타내어 접합계면 상에 금속간화합물의 형성이 없었 다. 전단강도 시험결과 100,000 gf의 높은 하중에도 시 료의 파괴가 없는 높은 내구성을 보였다.
