

1. 서 론
타이어 금형은 자동차 타이어 제조 공정 중 가류공정 (curing process)에서 타이어의 모양을 잡아주기 위한 금 형으로, 고온 고압에서 민무늬 타이어에 패턴, 무늬, 로 고 등을 새겨 넣는 소모품으로, 타이어의 기능과 상품 성을 결정짓는 핵심 부품이다. 현재 타이어의 제작에 사 용되는 금형은 일반적으로 알루미늄 금형으로, 장시간 사 용한 후에는 금형의 손상으로 인하여 금형의 표면 개선 이 요구된다. 손상된 타이어 금형을 복원하기 위하여 마 모된 금형 표면에 일정 두께의 알루미늄을 용착시키는 티그 용접(TIG, tungsten inert gas welding) 방식이 주 로 이용되고 있다. 그러나 용접성을 높이기 위해 장시 간 금형의 예열이 필요하고 용접시 열 변형이 발생되기 쉽다. 또한 용착된 금형 표면이 매끄럽지 않기 때문에 치수정밀도를 위한 절삭가공에 많은 시간이 소요된다. 이 러한 배경하에 최근 작업공정이 간단하며 공정시간 단 축이 가능한 고온용사(thermal spray)와 같은 분말의 코 팅을 이용하는 기술에 대한 연구가 진행되고 있다.1)
고온용사는 코팅 분말을 녹는점 근처 또는 그 이상의 온도로 가열하여 용융액상으로 만들어 모재 표면에 부 착시켜 피막을 형성하는 기술로서, 내마모성과 열충격 저 항성이 요구되는 산업분야에 널리 적용되고 있다.2-5) 특 히, 플라즈마 용사 코팅은 플라즈마 제트 온도가 1,500 K 이상의 매우 높은 열원이기 때문에 용융점이 높은 세라 믹 재료의 코팅이 가능하다.6) 그러나 고온용사는 코팅 분 말이 고온에 노출되어 상변화가 일어날 수 있고, 모재 와 코팅층 사이의 열응력에의한 코팅층 크랙 및 박리와 같은 결함이 나타날 수 있다.7) 최근 알루미늄-알루미나 혼 합분말에 대한 고온 플라즈마 코팅 연구결과1)를 보면, 코 팅층의 접착강도는 약 13 MPa로 접착력이 낮아 타이어 금형의 사용 중에 코팅층이 쉽게 박리될 가능성이 있 다. 따라서 용사코팅 기술을 실제 타이어 금형 보수에 적용하기 위해서는 접착강도를 더욱 향상시킬 필요가 있 다. 한편, 저온분사(cold spray)의 경우 고압의 압축공기 를 사용해 저온에서 분사시키는 방법으로, 공정가동 비 용이 낮고 열변형의 문제가 없는 장점이 있다.8) 이러한 저온 분사를 이용한 타이어 금형 보수 방법이 특허 기 술로 개발되어 있으나, 코팅층 접착력이 낮은 문제는 해 결 해야할 문제로 남아있다.
최근 기존의 고온용사 공정을 개선한 warm spray공정 이 새롭게 제시되어 많은 연구가 진행되고 있다.9-11) 이 기술은 기존의 HVOF(high velocity oxygen fuel)공정 장비에 추가적인 냉각 가스(질소, 공기 등)을 주입하여 화염의 온도를 낮춰, 그 결과 융점 아래로 가열된 분말 을 이용하여 높은 적층 효율 및 고특성의 코팅층을 얻 을 수 있는 기술이다. Fig. 1은 다양한 코팅 공정을 분 말의 온도 및 속도를 바탕으로 분류한 그림이다.11) Warm spray는 기존 plasma spray에 비해 낮은 공정온도에서 진 행되며, 분말입자의 비행속도가 plasma spray의 속도(약 100-300 m/s) 보다 빨라(약 650-850 m/s) 분말이 화염내 체류시간이 짧으므로 분말 자체의 물성변화가 적고 보 다 빠른 속도로 코팅되도록 하여 접착력이 높을 것으로 기대된다.
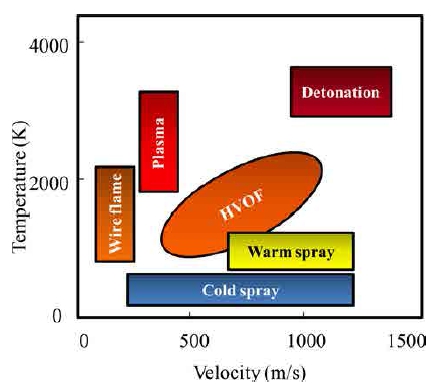
Fig. 1
Comparison of various spray coating processes in terms of particle temperature and velocity.11)
본 연구에서는 warm spray를 이용하여 알루미늄 타이 어 금형에 Al-Al2O3 복합분말을 코팅하는 기술을 개발 하기 위하여 알루미늄합금 모재에 Al과 Al2O3를 혼합한 복합 분말을 warm spray 코팅하였으며, 코팅층에 대한 미세조직 관찰과 경도, 접착강도 측정을 진행하였다. 또 한 기존의 고온용사 공정으로 제조된 코팅층 특성을 비 교분석 하기 위해 plasma spray 방식으로 코팅된 Al- Al2O3 코팅층에 대해서도 특성 평가를 진행하였다.
2. 실험 방법
2.1. 시험편 제작
코팅에 사용된 분말은 Al3003계 알루미늄 분말(크기: 45-90 μm)과 Al2O3 분말(크기: 3.9-31 μm)이며, 분말 형 태는 Fig. 2에 볼 수 있듯이 각각 타원형과 다각형 형 태를 가지는 분말이다. Al-Al2O3 복합분말의 혼합 비율 에 따른 코팅 특성을 조사하기 위해 Al2O3 혼합양을 0 vol.%, 5 vol.%, 10 vol.%로 달리한 3가지 조건의 분말을 제조하였다. 제조된 복합분말 종류를 Table 1에 나타내 었다.
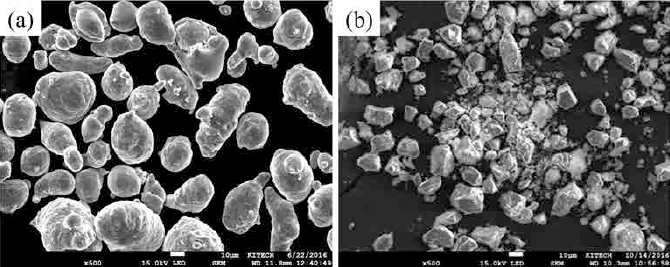
Table 1
Al-Al2O3 composite powder used in this study.
| Sample | Al3003 powder vol.% | Al2O3 powder vol.% |
|---|---|---|
| 0 % Al2O3 | 100 | 0 |
| 5 % Al2O3 | 95 | 5 |
| 10 % Al2O3 | 90 | 10 |
Al 기지는 타이어 금형 소재와 유사한 Al-Si계 압출 빌렛 형태의 합금 소재로부터 기계 가공한 원통형 형태 (ϕ25.4, 길이 38 mm) 시편을 사용하였다. 용사코팅에 앞 서 적절한 표면 거칠기를 만들기 위하여 Al 시편에 그 릿 블라스팅(grit blasting)을 통해 표면조도(Ra)를 약 3~ 4 μm로 하였다.
Fig. 3은 warm spray 공정을 보여주는 사진으로, 기존 HVOF장비의 건을 개조하여 제작한 건을 사용하였다. 장 비의 특징으로 기존 HVOF의 노즐 크기(ϕ8.0) 보다 크 기를 ϕ6.0 이내로 줄여 높은 분말 분사 속도를 얻을 수 있고, 연소실과 분말을 공급하는 건 끝부분 사이에 공 기를 주입함으로써 화염의 온도를 낮출 수 있다. Warm spray 보다 고온 코팅 공정에서의 코팅 특성 비교실험 을 위해 plasma spray장비를 이용하여 동일한 분말에 대 해 코팅실험을 진행하였다. Warm spray 및 plasma spray 의 주요 공정 조건을 Table 2에 나타내었다.
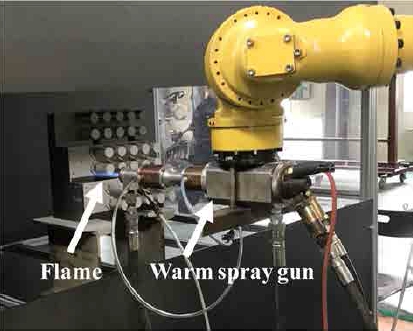
Table 2
Spray parameters for warm spray and plasma spray.
2.2. 미세조직 관찰 및 상분석
코팅층의 미세조직 관찰 및 분석을 위해 광학현미경과 FE-SEM(field emission scanning electron microscope, Jeol 7100F) 및 EDS(energy dispersive spectroscope, Oxford Instrument)를 사용하였다. 조직관찰시편은 코팅 시험편 단면을 SiC 및 다이아몬드 서스펜션을 사용해 기 계연마 하여 준비하였다.
상분석을 위해 X-선 회절 시험을 진행 하였다. 코팅 전 혼합분말과 코팅된 시편에서 채취한 코팅층에 대해 X-선 회절 분석장비(Rigaku, SmartLab)을 이용하여 시험 을 진행 하였다. 타겟으로 Cu-kα를 사용하였고 스캔 속 도는 10 degree/min으로 하였다.
2.3. 접착강도 및 경도 측정
접착강도 시험시편 제작과 시험은 ASTM C633 규격 에 따라 진행하였다. 용사코팅된 시편을 하부, 코팅되지 않은 Al 모재 시편을 상부로 하여 그 사이를 에폭시 접 착제(Scotch-weld 2214, 3 M)로 접합하였고, 충분한 접 착제 경화를 위해 180 °C 가열로에서 2시간 유지 시켰 다. 준비된 시편을 만능인장시험기(Instron)에 장착하여 1 mm/min 속도로 인장시험을 실시 하였고, 파단시 측정 된 최대 하중을 용사코팅층의 증착면적으로 나누어 접 착강도를 계산하였다.
코팅층에 대한 경도를 측정하기 위해 마이크로 비커스 경도기(HV-113, Misitoyo)를 이용하여 하중 100 g 조건 에서 경도를 측정하였다.
3. 결과 및 고찰
3.1. 코팅층 미세조직
Plasma spray와 warm spray를 이용하여 코팅한 시편 의 단면을 광학현미경으로 관찰한 결과를 Fig. 4에 나 타내었다. 코팅층 두께는 plasma spray 코팅시편과 warm spray 코팅시편이 각각 약 150 μm와 300 μm 정도로 warm spray 코팅층이 더 두꺼운 것을 알 수 있다. 코팅 층 두께 차이는 분말입자의 분사속도와 밀접한 관련이 있는데, 앞서 서론에서 설명한 바와 같이 warm spray공 정이 plasma spray 공정보다 높은 분사 속도를 가지기 때문에 이러한 결과가 나타났다고 판단된다. 동일한 건 거리 및 동일 시간 코팅에서 이러한 코팅 두께의 차이 가 발생한 결과는 warm spray 공정이 plasma spray 공 정 보다 분말 적층 효율이 높음을 의미한다.
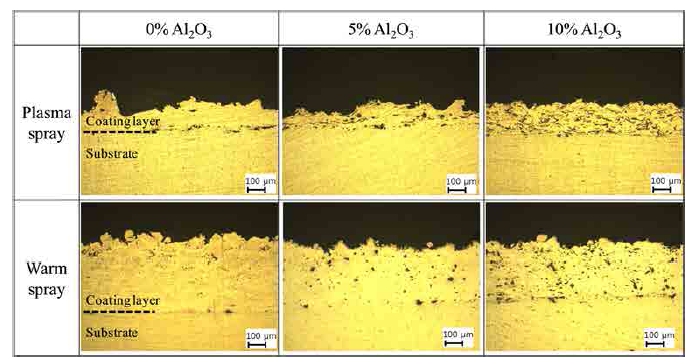
Fig. 4
Optical micrographs showing the Al-Al2O3 composite coating layer produced by plasma spray and warm spray.
Fig. 4의 코팅층 내에 검은색으로 보이는 부분은 Al내 에 분포하는 Al2O3 또는 기공을 나타낸다. Al2O3의 함 유량이 증가할수록 두 코팅방식의 코팅층 모두 적층된 Al2O3 양이 증가하기 때문에 그림에서 검은색 부분의 면 적이 증가하는 것을 볼 수 있다. 기공율은 상분석기 (iSolution DT)를 이용하여 코팅층 광학현미경 사진에서 기공으로 보이는 부분의 면적을 측정하여 구하였다. 이 때 Al2O3가 함유된 복합분말 코팅층에서는 기공과 Al2O3 상의 구분이 매우 어렵기 때문에 Al2O3가 첨가되지 않 은 0 % Al2O3 코팅시편에 대해서만 기공율을 측정하였 다. 그 결과 warm spray 코팅층 기공율은 1.7 %, plasma spray 코팅층은 3.4 %로 측정되어 warm spray 코팅층의 기공율이 plasma spray 코팅층에 비해 낮다는 것을 알 수 있었다.
코팅층 미세조직에 대한 보다 정밀한 분석을 위해 FESEM과 EDS를 이용한 분석을 진행하였고, 그 결과를 Fig. 5에 나타내었다. FE-SEM 이미지(electron image) 및 EDS 성분 mapping 결과로부터 광학현미경에서 검게 나타난 부분이 대부분 적층된 Al2O3 분말임을 알 수 있 으며, 두 코팅방법으로 생성된 Al2O3 분말 적층 형태가 매우 다른 것을 알 수 있다. Warm spray 코팅시 Al2O3 는 코팅 전 다각형의 형태를 그대로 유지하면서 적층되 어 있으나 plasma spray 코팅 시편의 경우 Al2O3이 물 결 무늬처럼 불규칙하게 얇게 퍼져서 적층되어 있는 것 을 확인할 수 있다. 이러한 결과는 두 코팅방식의 공정 온도 차이에서 기인한 결과이다. Plasma spray 시 발생 되는 화염의 온도는 일반적으로 15,000 K 이상으로, 이 로 인해 분말의 온도는 Al2O3 녹는점인 2,345 K 근처 또는 그 이상을 나타낼 수 있다. 따라서 Al2O3 분말은 대부분 용융상태로 분사가 되며, 빠른 속도로 분사된 용 융입자가 코팅 면에 부딪혀 옆으로 퍼지면서 적층이 이 루어져 Fig. 5(a)와 같은 코팅층 형태가 생성되는 것으 로 판단된다. 그러나 warm spray 의 경우 공정온도가 비 교적 낮아 Al2O3 분말이 용융되지 않고 적층되기 때문 에 분사전의 분말형태를 그대로 유지한다. 한편 Al 분 말은 녹는점이 약 930 K로 낮아 두 공정에서 모두 용 융되어 분사가 이루어지며, Al에 Al2O3가 분산된, 즉 Al 과 Al2O3가 기계적으로 결합되어 있는 Al-Al2O3 복합분 말 코팅층이 형성된다.
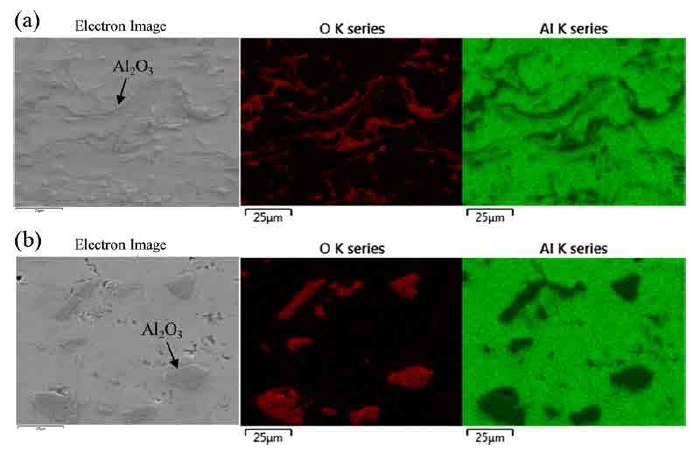
Fig. 5
FE-SEM and EDS analysis on the 10%Al2O3 composite coating layer produced by (a) plasma spray and (b) warm spray.
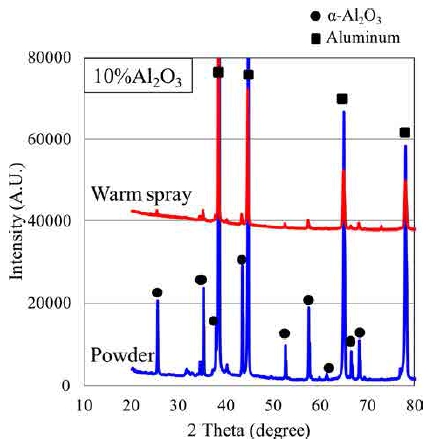
Warm spray 코팅 공정 중 가해진 열에 의해 분말의 상변화가 나타났는지 확인하기 위해 X-선 회절 시험을 진행하였고, 그 결과를 Fig. 6에 나타내었다. Fig. 6의 회 절 패턴은 10 % Al2O3 복합분말과 이것을 warm spray 코팅한 시편으로부터 얻어진 각각의 결과이다. 코팅 전 10 % Al2O3 복합분말의 X-선 회절 패턴에서는 Al과 Al2O3 피크가 동시에 관찰된다. 특히 코팅 전 Al2O3는 α 구조(α-Al2O3)를 기지며, warm spray 코팅 후에도 α- Al2O3 피크가 관찰되고 γ-Al2O3상과 같은 새로운 구조의 피크는 관찰되지 않았다. Al2O3에 대한 plasma spray 및 HVOF 코팅의 기존 연구에서, 코팅 전 α-Al2O3(rhombohedral, a = 4.759 Å, c = 12.993 Å) 분말이 코팅 후 고 온에 의해 용융되고 빠르게 냉각되는 과정에서 용융 액 체와 고체 사이의 낮은 계면에너지 때문에 안정상인 α- Al2O3가 생성되는 것보다 에너지적으로 더 높은 준 안 정상인 γ-Al2O3(cubic, a = 4.759 Å)의 핵이 생성되기 쉽 다고 보고 되었다.12,13) A. Kulkarni 등의 연구에서 X-선 회절 시험으로 α-Al2O3상과 γ-Al2O3상이 코팅층에 공존 함을 확인하였으며, 회절 피크 분석을 이용한 정량분석 을 통해 plasma spray 코팅시 80 % γ상과 20 % α상으 로 구성되어 있음을 확인 하였다.13) 본 실험에서 비록 plasma spray 코팅된 시편에 대한 X-선 분석을 진행하 지 않았지만, 기존 연구 결과로부터 고온 공정인 plasma spray의 경우 상변화로 인해 γ-Al2O3상이 충분히 새롭게 생성되었을 것으로 예측된다. 그러나 warm spray의 경 우, 상대적으로 코팅 공정온도가 낮아 Al2O3 분말이 용 융되지 않고 고상상태로 적층되기 때문에 Fig. 6의 X- 선 회절 패턴 분석 결과와 같이 새로운 상이 생성되지 는 않는다.
3.2. 코팅층 기계적 특성
Fig. 7에 코팅 시편의 비커스 경도 측정 결과를 나타 내었다. Warm spray 코팅된 시편의 경도가 plasma spray 코팅된 시편에 비해 높은 것을 알 수 있다. 또한 Al2O3 함유량이 증가함에 따라 경도가 점점 증가하여 warm spray로 제작된 10 % Al2O3 코팅시편에서 최대 약 85 Hv의 경도를 얻을 수 있었다.
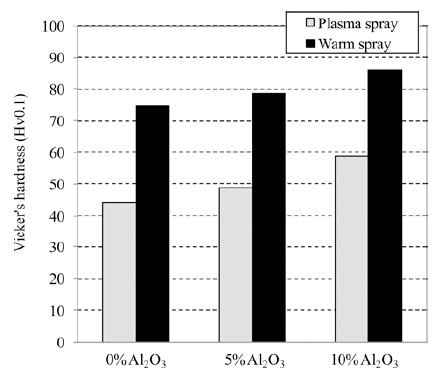
Fig. 8에 코팅 시편에 대한 접착강도 시험 결과를 나 타내었다. 접착강도 시험편의 파단면 관찰 결과 파단은 코팅층 내부에서 발생되었음을 알 수 있었다. 접착강도 는 Al2O3 함유량에 상관없이 모든 시편에서 warm spray 코팅의 경우가 plasma spray 코팅의 경우보다 높게 나 타났다.
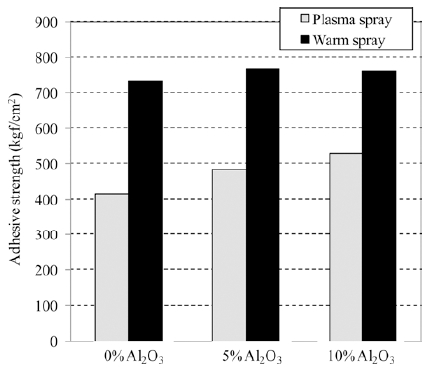
Plasma spray 코팅시편의 접착강도가 낮은 이유는 코 팅층내의 기공 결함과 코팅층내에 적층된 Al2O3 형태로 설명될 수 있다. 기공율은 plasma spray 코팅의 경우가 warm spray 코팅의 경우보다 높기 때문에 plasma spray 코팅층의 결합력이 warm spray 코팅층 보다 낮을 수 있 다. 한편 코팅층내 적층된 Al2O3 형태의 경우, 앞에서 설 명한 것과 같이 plasma spray의 경우 Al2O3 분말은 용 융상태로 분사되어 연속적인 적층이 이루어짐에 따라 형 태가 불규칙하며 옆으로 길게 연신된 물결무늬 형상으 로 부착된다. 이러한 형태로 Al2O3가 Al내에 분포할 경 우 Al2O3 내부 또는 Al2O3과 Al 계면 사이를 따라 크 랙 전파가 쉽게 이루어 질 수 있으므로 낮은 강도에서 파단이 발생하여 결과적으로 접합력이 떨어질 것으로 판 단된다. 또한 Al2O3는 세라믹 소재로 특성상 취성이 있 어 함유량이 과다할 경우에는 오히려 접착강도가 떨어질 수도 있다. 실제로 Z. Yin의 연구에서는 Al-95%Al2O3 분말을 plasma spray 한경우, 접착강도가 약 293 kgf/ cm2(28.8 MPa)로 나타나, 본 연구에서 plasma 코팅된 Al- 10%Al2O3 코팅층의 접착강도인 530 kgf/cm2 비해 매우 낮다는 것을 알 수 있다.14)
Al2O3는 세라믹이므로 경하고 취성의 성질이 강하여 충 격을 받거나 응력을 받으면 응력이 집중되며 크랙이 생 성되기 쉽다. 반면 금속인 Al은 우수한 인성을 가지고 있어 응력의 집중이 완화되어 크랙 생성이 억제된다.14) 따라서 Al과 Al2O3가 균일하게 혼합된 복합 코팅층은 취 성이 감소되는 효과가 있을 것으로 판단된다. 본 연구에 서 warm spray시 5-10 %의 Al2O3 함유량 범위 내에서 는 접착강도의 큰 저하는 관찰되지 않았으며, warm spray 된 코팅층이 plasma spray된 것보다 높은 접착강도를 나 타내었다. 결론적으로 10 %까지 Al2O3 첨가한 Al-Al2O3 복합분말을 이용해 warm spray 방법으로 코팅함으로써 우수한 기계적 특성을 가지는 Al-Al2O3 복합 코팅층의 제작이 가능하였다.
3.3. 타이어 금형 warm spray 코팅
손상된 알루미늄 타이어 금형을 보수하기 위해 일반적 으로 TIG 용접을 사용하고 있다. Fig. 9(a)는 알루미늄 타이어 금형에 대해 일부분을 TIG 용접한 예를 보여주 는 사진으로, 기존 보수 작업 공정과 같이 280 °C에서 24시간 예열한 후 TIG 용접한 금형을 보여주고 있다. TIG 용접에의해 생성된 표면 비드(bead)는 매우 울퉁불 퉁하며 두껍게 육성되기 때문에 표면 절삭가공에 많은 시간이 소요된다. 또한 용접된 부위는 용융에 의해 수지 상이 생성되어 경도가 약 55 Hv로 측정되었는데, 이는 10 % Al2O3 warm spray 코팅 시편에서의 최대 약 85 Hv를 얻을 수 있는 것과 비교해 경도가 상대적으로 낮 다. 따라서 내마모성을 고려할 때 warm spray로 보수된 타이어 금형의 수명이 TIG 용접으로 보수한 금형 보다 상대적으로 높을 것으로 예측된다.
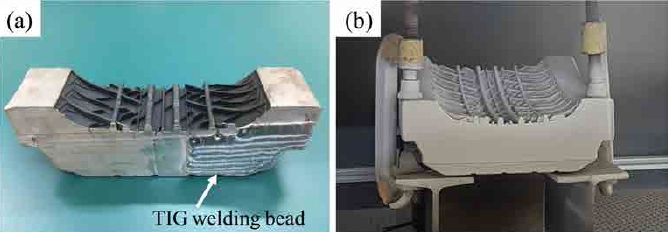
Fig. 9(b)는 warm spray 방법으로 10 % Al2O3 복합분 말을 이용하여 코팅한 타이어 금형 사진이다. 사진에서 보는 것과 같이 warm spray된 금형 표면 상태가 TIG 용접한 표면에 비해 매우 매끄럽다. 따라서 최종적인 표 면 품질을 얻기 위한 절삭 가공 시간을 단축 시킬 수 있을 것으로 판단된다. 결론적으로 공정이 간소한 warm spray 방법을 적용함으로써 타이어 금형 보수 작업 시 간을 크게 단축시킬 수 있을 것으로 기대된다. 또한, warm spray를 통해 알루미늄 금형에 경도와 접착강도가 높은 Al-Al2O3 복합 코팅층의 제조가 가능하다. 이러한 결과를 종합하여 볼 때 warm spray는 기존 TIG 용접을 대체할 수 있는 효과적인 알루미늄 타이어 금형 보수 방 법이라고 생각된다.
4. 결 론
본 연구에서는 Al-Al2O3 복합분말을 warm spray와 plasma spray 방법을 사용하여 Al 기지에 코팅하고 코 팅층에 대한 미세조직과 기계적 특성을 비교 분석하였 다. 두 코팅방법의 공정 온도 차이로 인해 코팅층내의 Al2O3 적층 형태가 다르게 나타나며 이로 인해 접착강도 의 차이가 발생하였다. Warm spray로 코팅한 경우 Al2O3 분말이 코팅전 형태를 유지하여 적층된 반면, plasma spray시 고온으로 인해 용융된 Al2O3 입자가 적층되어 불 규칙하게 얇게 퍼진 형태로 코팅층 내에 분포 하였다. 코팅층의 경도와 접착강도는 warm spray의 경우가 plasma spray의 경우 보다 높았으며, 경도는 Al2O3 함유량이 증 가할수록 증가 하였다. 알루미늄 타이어 금형에 Al-Al2O3 복합분말을 warm spray 방법으로 코팅함으로써 기존의 TIG 용접 방법으로 보수된 금형 표면 보다 표면이 매 끄러운 코팅층을 제작할 수 있었다.
