

1. 서 론
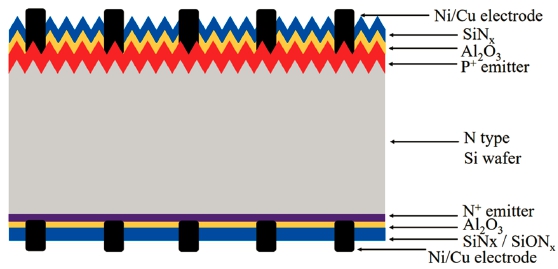
현재 태양광 산업에서 가장 많이 사용 중인 p형 실리 콘 PERC(passivated emitter and rear contact) 태양전지 는 20 % 효율을 초과 달성하고 있다. 그러나 p형 기반 의 실리콘 물성의 특성으로 인하여, 20 % 중반 이상의 더 높은 효율을 위해서 n형 태양전지가 대두되고 있다. 대표적인 n형 고효율 태양전지로는 이종 접합 태양전지 (HIT, heterojunction with intrinsic thin-layer), TOPCon 태양전지(tunnel oxide passivated contact) 등을 예로 들 수 있다. 또한 직사광 이외에도 반사광으로도 발전 할 수 있는 양면 수광 태양전지 또한 차세대 태양전지로 유 망되고 있고 앞으로 그 점유율이 점차 늘어날 전망이다.1) 기존 p형 기반의 공정을 사용 시, 붕소를 이용한 에미 터 공정과 패시베이션 공정 등의 고효율 공정에서의 어 려움을 보여주고 있어서 여러 다른 방안들이 연구되고 있다.2-4) Fig. 1는 n형 양면 수광 태양전지 구조의 한 예 를 보여준다. n형 태양 전지는 광 열화 현상(LID, light induced degradation)이 적고 금속 불순물이 적어서 효율 향상 측면에서 더 이점을 갖고 있으며, 양면 수광 태양 전지 모듈을 제조 시 더 높은 태양광 모듈 출력을 나 타낼 수 있다.5-7) 스크린 프린팅을 이용한 p형 PERC 태 양전지는 패시베이션 층으로 원자층 증착법으로 Al2O3 박 막 또는 열 산화법에 의한 실리콘 산화막(SiO2)을 사용 하고 그 위에 반사방지막과 전극 배리어 막으로 SiNx:H 막이 플라즈마 화학 기상 증착법(PECVD)에 의해 증착 된다.8) p형 PERC 태양전지에서 Al2O3/SiNx:H 적층구조 는 고온 소성 열처리 과정에서의 blistering이 많이 발생 하게 되면 패시베이션 효과가 감소하게 되어 SiONx 박 막이 더 안정적인 패시베이션 특성을 보인다.9) 열처리 온 도 감소 필요성과 전극 미세화 요구로 인하여 도금 공 정이 전극형성에 사용되어 지고 있어,10-11) 본 연구에서 는 n형 양면 수광 태양전지 구조에서 도금 전극 형성 온도 적용에 따른 후면 패시베이션 적층 구조의 특성 변 화를 레이저 공정과 함께 조사하였다.12)
2. 실험 방법
2.1 후면 패시베이션 특성 확인
Fig. 2(a)는 n형 양면 수광 태양전지 공정 순서이다. 본 논문에서는 이 중 후면 패시베이션 적층 및 레이저 식 각 공정을 다루었다. 먼저 n형 결정질 실리콘 웨이퍼에 80 °C, 10 % KOH 용액을 이용하여서 표면평탄화(SDR, saw damage removal)를 실시하였다. 그 후 RCA(radio corporation of America) 클리닝을 통해 표면의 금속 산 화물, 유기물 및 기타 오염원들을 제거하였고, 공정 직 전에는 5 % HF(hydrogen fluoride) 용액을 이용하여서 표면의 산화막을 제거하였다.
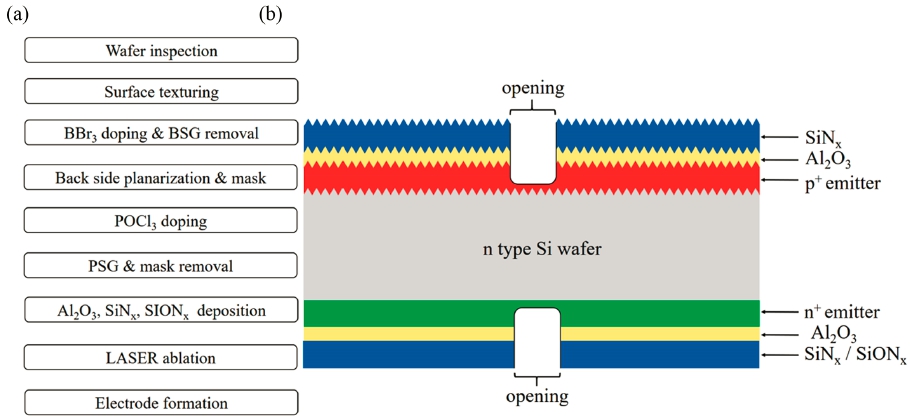
Fig. 2
(a) n type bifacial solar cell process and (b) structure of passivation layer with laser ablation
Thermal ALD(atomic layer deposition) 장비로 C6H18Al2 (TMA, trimethylaluminum)과 H2O를 이용하여서 Al2O3 박 막을 20 nm 두께로 양면으로 증착하였다. 증착 온도는 280 °C에서 진행하였고, pulse 및 purge time은 각각 TMA가 0.5초(pulse), 8초(purge), H2O가 0.2초(pulse), 8초 (purge)로 진행하였다.13) 후면 박막 증착은 PECVD(plasma enhanced chemical vapor deposition) 장비로 진행하였다. 캐리어 가스로 N2를 사용하였고 SiNx 증착은 NH3, SiH4 를 2:1의 비율, SiONx 증착은 NH3, SiH4, N2O를 2:2:1 의 비율로 사용하였고 파워는 200W에서 실행하였다. 양 면 박막 증착 후에는 전극 형성을 위한 레이저 식각을 진행하였다. Fig. 2(b)는 기판 위에 증착 된 박막 및 레 이저 식각을 실시한 단면을 나타내었다. 개방을 위한 레 이저 식각은 나노초 자외선 펄스 레이저로 진행하였으 며, 개방 비를 통하여 각각 다른 특성을 확인하였다. 레 이저 공정이 끝난 이후에는 RTP(rapid thermal process) 장비를 통해서 N2 분위기 에서 열처리를 진행하였다. 도 금 공정 중 Ni 도금에서의 NiSi 형성은 400 ~ 600 °C에 서 열처리가 진행된다. 따라서 레이저 식각 공정 후의 열처리는 500 °C에서 진행하였다.14)
레이저 식각 후 광학 현미경(OM, optical microscope) 과 주사전자현미경(SEM, scanning electron microscope) 으로 레이저 식각 프로파일 단면 및 평면을 확인하여 평 균적인 측정값으로 개방 비(open area ratio)를 계산 하 였다.
각 공정 후에는 패시베이션 특성을 관찰하기 위해서 QSSPC(quasi-steady-state photoconductance) 장비를 이 용해서 개방전압(implied Voc, iVoc) 및 소수 전하 수명 (minority carrier lifetime)을 측정하였다. 각 공정별로 1. Al2O3 박막 증착, 2. SiNx 및 SiONx 박막 증착, 3. 레 이저 식각, 4. 열처리 공정 후에 측정하였다.
3. 결과 및 고찰
3.1 레이저 공정 조건
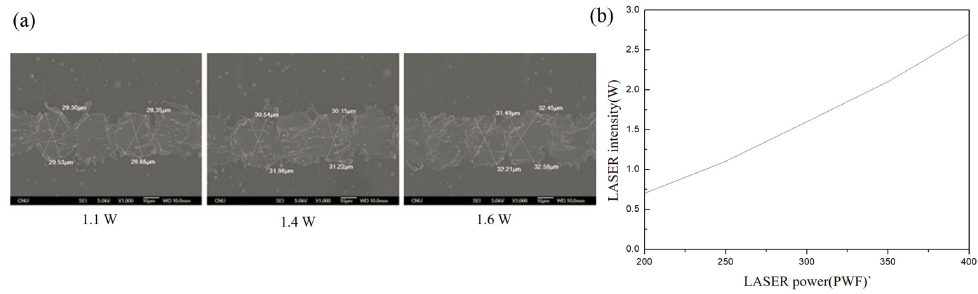
n형 웨이퍼에 레이저 세기를 1.1W, 1.4W, 1.6W 로 변화 시킨 후 레이저 식각을 진행한 평면을 나타내었다. Fig. 3(a)에서는 레이저 세기 증가에 따른 식각 면적을 나 나타냈다. 각각 28.9 μm, 30.9 μm 32.2 μm, 두께를 확인 할 수 있었다. 또한 레이저 파워(PWF)에 따른 레 이저 세기 그래프를 Fig. 3(b)에 정리하였다.
n형 웨이퍼에 Al2O3를 양면으로 20 nm, 후면에 SiONx 를 160 nm, SiNx를 120 nm 증착 한 후 레이저 식각을 실시하였고 그 두께를 Fig. 4(a), 4(b)에 나타냈다. 전극 간의 간섭을 피하기 위해서 레이저 사이 간격은 1 mm 로 설정하였다. 레이저 파워는 PWF 200부터 PWF 300 까지 10 단위로 변화를 시켰으며 전류를 31.4 A, 31.9 A, 32.4 A, 32.9 A 로 변화시켜서 식각 된 면적을 확인하였 고 그에 따른 개방 비를 계산하였다.
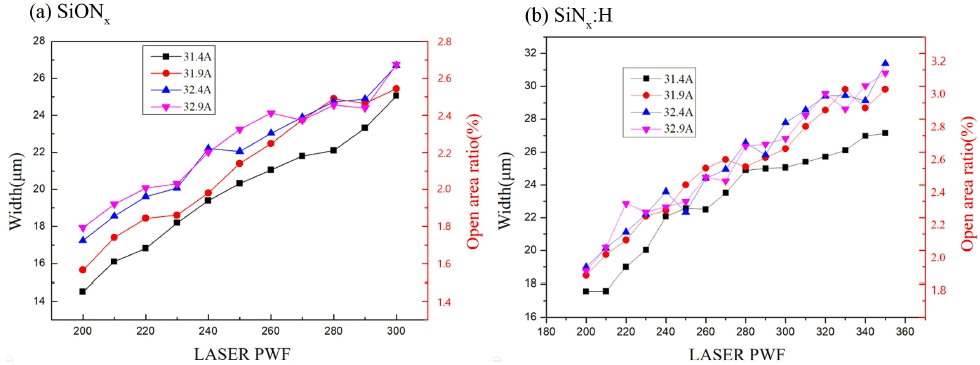
Fig. 4
Line width and open area ratio of (a) SiONx layer and (b) SiNx:H layer stack as a function of laser power
그 결과 레이저 파워가 증가함에 따라서는 선폭이 일 정한 수치로 증가하지만 전류가 증가함에 따라서는 선 폭이 크게 증가하기보다는 실리콘이 더 많이 식각되는 양상을 확인하였다.
3.2 개방 비와 패시베이션 효과 확인
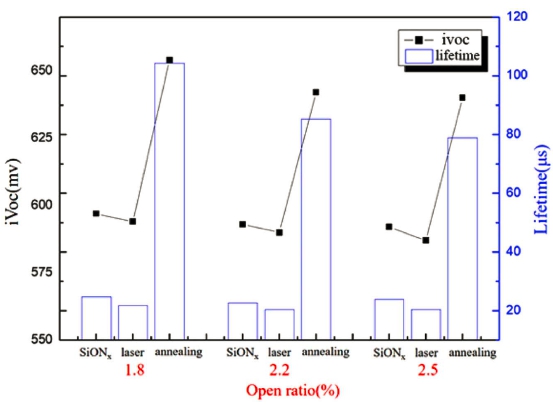
n형 웨이퍼에 Al2O3 박막을 양면으로 20 nm 증착하고, 후 면에 SiONx 박막을 160 nm 증착 하였다. 실리콘 기판에 전극 형성 면적이 적은 선 폭에서는 도금 공정을 진행 하기가 어렵다.15) 따라서 도금 전극 형성이 가능한 면적 의 개방 비를 위한 실험 결과 1.8 % 에서 최적의 조건 을 확인하였고 개방 비 1.8 % 부터 2.2 %, 2.5 %로 조 건을 변경하여서 식각을 진행 하였다. 그 후 열처리를 진행 한 후 개방 전압과 소수 전하 수명을 측정하였고 Fig. 5에 정리하였다. 개방 비가 증가함에 따라서 패시 베이션 면적이 감소하게 됨으로 패시베이션 효과가 감 소하는 것을 확인 하였다.
3.3 SiNx, SiONx 박막 특성 비교
n형 웨이퍼에 Al2O3 박막을 양면으로 20 nm 증착 하 고, 후면에 SiONx 박막을 160 nm, SiNx 박막을 120 nm 각각 증착한다. 그 후 개방 비를 1.8 %로 레이저 식각 을 실시하고 열처리를 진행 한 후 공정 후에 개방 전 압과 소수 전하수명을 측정하였고 그 변화를 Fig. 6으 로 정리하였다.
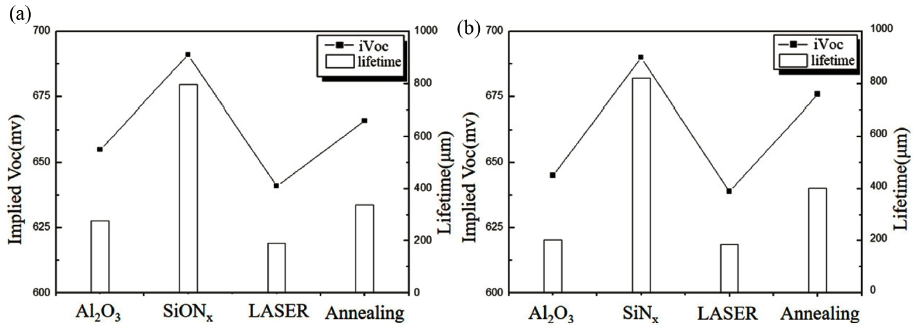
열처리 공정 후 SiONx 박막에서 개방 전압 및 소수 전하 수명이 666 mv, 339.1 μs임을 확인했고, SiNx 박막 에서 676 mV, 402.52 μs를 확인했다.
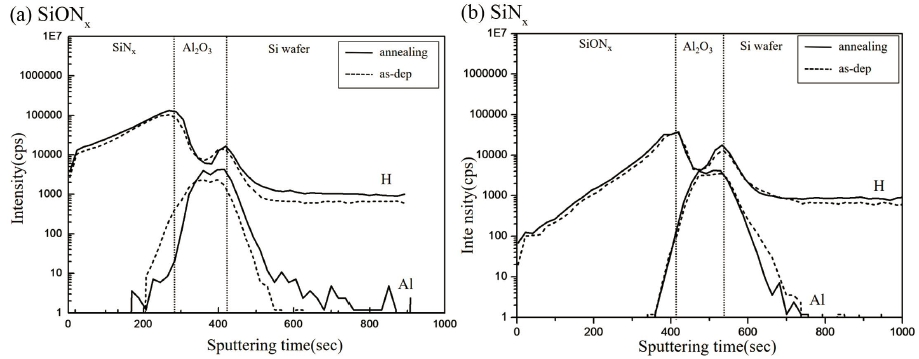
Fig. 7은 SiNx:H, SiONx 박막 증착과 열처리 후의 SIMS(secondary ion mass spectrometry) 측정 H, Al 프 로파일을 나타낸다. Fig. 7(a)는 SiNx:H 박막이 열처리 후 에 실리콘 기판과 Al2O3 박막 계면에서 수소의 함량이 상 승 한 것을 확인 할 수 있다. SiNx:H 박막 증착 공정에 서는 SiH4, N2, NH3 가스를 사용하고, SiONx 공정 에 서는 위 세 가스 이외에도 N2O 가스를 사용하여서 공 정을 진행한다. 이는 공정 중에서는 Si – O 결합(bond energy : 108 kcal/mol)이 Si – N 결합(bond energy : 77 kcal/ mol)보다 먼저 반응을 일으키기 때문에 SiONx 공정 중에 서 NH3 반응 발생 빈도는 상대적으로 감소하고, 막 내 에 수소의 함량이 낮아져서, 박막의 수소 함유량은 낮아 진다.16-17) 스크린 프린팅 공정을 이용한 고온 공정(800 °C) 과는 다르게,9) 도금 전극에 의한 500 °C 정도이하의 온 도에서는 blistering이 적게 나타나기 때문에 수소의 계면 패시베이션 특성이 중요하게 된다. 그럼으로, SiNx:H 박 막에 있는 수소가 실리콘 계면으로 확산되면서 레이저 공 정에 의한 실리콘 기판 손상을 패시베이션 하는 것으로 판단된다.9) Fig. 7(b)는 SiONx 박막의 적층 경우에는 열 처리 이후에 수소의 변화가 많지 않다. 그 결과 열처리 공정 후에 SiNx:H 박막이 SiONx 박막 보다 10 mV, 80 μs 만큼 더 좋은 특성을 보이는 것으로 생각된다.
4. 결 론
n형 양면 수광 태양전지와 도금 전극 형성 조건에서 의 레이저 공정에 따른 Al2O3/SiNx:H과 Al2O3/SiONx 박 막 적층에서의 패시베이션 특성을 고찰하였다. SiNx:H박 막 적층 조건이 레이저 공정과 열처리 후에 SiONx 박 막 적층 경우에서보다 iVoc 10 mV 더 좋은 패시베이션 특성을 나타내었다. 이는 실리사이드 공정 온도에서의 열 처리 진행시 SiNx:H 박막 내의 수소가 실리콘으로 확산 되는 것을 SIMS 프로파일로 확인하였다. 양면 수광 태 양전지를 제조를 위한 레이저 식각 공정에서 유발된 실 리콘 기판 계면의 수소 패시베이션 역할이 중요하다는 것을 나타낸다.
