

1. 서 론
최근 전기, 전자 분야 등에서 사용되고 있는 전자 기 기 및 전자 부품이 경량화, 소형화, 다기능화 함에 따 라 전자 소자의 집적도가 높아지고 있으며, 전기 에너 지로 작동하는 전자 소자의 발열량도 크게 증가하고 있 다. 이렇게 발생되는 열은 기기의 작동이나 부품의 수 명 등에 큰 영향을 미치고 있어, 전자 기기 내부에서 발 생된 열을 효과적으로 분산하여 발산시키는 방열 특성 의 향상에 대한 요구가 높아지고 있다.1) 고방열 회로 기 판 소재에서 금속을 베이스로 하는 기판은 높은 열전도 성을 이용할 수 있어 파워 디바이스나 전자 모듈 부품 등의 제작에 유리하여 연구개발에 대한 관심이 증폭되 고 있으나, 열이 발생하였을 때 열팽창으로 인하여 나 타나는 문제점을 안고 있다.2) 일반적으로 방열 재료는 높은 열전도도와 디바이스나 모듈에 적합한 열팽창계수 를 가져야 하지만 기존의 금속 재료 및 세라믹 재료만 으로 이러한 요구사항을 충족하기에는 많은 문제점을 가 지고 있다. 이러한 문제점을 보완하기 위해서 금속 기 지(matrix)에 세라믹 필러(filler)를 첨가하여 열전도도를 향상시키고 열팽창계수를 조절하는 연구가 진행되고 있 다. Cu-Mo, Cu-Be, Cu-C, Cu-SiC, Al-SiC, Al-AlN, Al-Al2O3 등의 복합재료나 폴리머 기지의 열전도도를 높 이기 위한 필러가 연구되어지고 있다.3-7) 이러한 복합체 에서 열적성질을 극대화하기 위해서는 기지재료 내에 기 공이 존재하지 않도록 치밀한 미세구조를 갖는 기지의 제조가 관건이 될 수 있다.
최근에 열전도도와 전기전도도가 높은 Cu의 특성을 유 지하면서, 낮은 열팽창계수를 갖는 AlN을 필러로 사용 하여 Cu의 열팽창계수를 획기적으로 줄이기 위한 방법 으로 Cu-AlN 복합재료가 제안되었다.8,9) 종래의 Cu-AlN 복합재료는 Cu 분말과 AlN 분말을 기계적 혼합 방법을 이용하여 제조하는 방식을 사용하였다. 이러한 고상 혼 합 방법은 균질한 혼합이 불가능하여 국부적인 Cu/Cu 또 는 AlN/AlN 결합이 존재하여 열적특성의 불균일을 초 래하였다.9) 또한 기공의 제거를 위하여 비용이 드는 가 압소결 등을 활용하였다.
본 연구에서는 높은 열전도도를 가지면서 낮은 열팽창 계수를 갖는 방열 소재를 개발하기 위해 기지로 사용될 Cu의 소결성을 향상시키는 실험을 진행하였다. 액상법을 이용하여 Cu를 기지로 하는 균질한 Cu-AlN 복합체 제 조를 위한 사전 단계로, 폴리머 용액법에 의한 균질한 Cu 전구체 및 Zn이 포함된 Cu 전구체를 제조하여 가 압 성형체를 얻은 후 이들의 소결거동을 고찰하였다. 액 상소결을 유도하여 상압하에서 치밀한 소결을 유도하였 으며, 이렇게 얻어진 Cu 소결체의 열적성질을 고찰하여 새로운 개념의 고방열 재료를 디자인하는 선행연구로 삼 고자 하였다. 이러한 연구결과를 바탕으로, 합금화가 어 려운 세라믹 필러를 적용할 경우, 액상에 의한 혼합이 균질성과 소성에 의한 치밀화 거동에 더욱 효과적으로 적용되리라 판단하였다.
2. 실험 방법
2.1 나노 Cu-Zn 분말 제조 및 소결
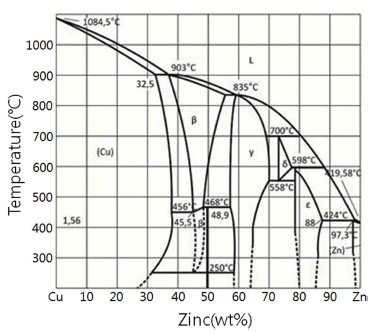
순수한 Cu 분말 전구체는 cupric nitrate hydrate(CuN2O6 × 2.5H2O) 분말을 증류수에 용해시켜 제조하였다. Cu 금 속 양이온의 분산을 극대화하기 위해서 5 wt% PVA 용액 을 nitrate 분말 무게비의 10배가 되도록 첨가하여 졸(sol) 내의 양이온간의 응집을 억제시켰다. Cu sol 전구체를 제조하는 공정에 Zn의 원료로 zinc nitrate hexahydrate (N2O6Zn × 6H2O)를 Cu의 무게비로 20 wt% 첨가하여 용 해시켰다. Fig. 1은 Cu와 Zn의 상태도를 나타낸 것으 로, 상태도를 보면 Zn의 wt% 함량이 0 ~ 30wt%일 때 900 ~ 1,085 °C 온도구간에서 Cu와 액상이 공존하는데, Zn의 함량이 10 wt%에서는 990°C에서 액상이 형성되지 않는다. 그리고 Zn의 함량이 30 wt%일 때는 높은 Zn의 함량으로 인하여 소결체의 열전도도와 열팽창계수에 영 향을 끼칠 것으로 판단 되어져 소결 시 소결체의 액상 소결을 유도하면서 Cu의 고유한 열전도도와 열팽창계수 에 영향을 덜 미치는 범위로 Zn의 함량을 20 wt%로 첨 가하였다. 혼합한 sol 상태의 용액은 핫 플레이트(hot plate)에서 교반하면서 건조시켰다. 건조 후 얻어진 gel 형의 전구체를 24시간 동안 건조기에서 완전 건조시켰 다. 완전히 건조된 전구체는 유기물 제거를 위해 500 °C 까지 분당 3 °C의 승온속도로 4 % H2 - Ar gas의 환원 분위기에서 튜브로를 사용하여 열처리 하였으며, 고온에 서 1시간 동안 유지 후 노냉하였다. 이때 가스의 흐름 량은 지름 8 cm의 튜브 크기를 고려하여 70 NmL/min으 로 흘려 주었다. 하소된 분말은 일정한 2,000 psi의 압 력으로 일축가압 프레스하여 성형체를 제조한 후, 분당 3 °C의 승온 속도로 4 % H2 - Ar gas의 환원분위기하 튜 브로에서 990 °C까지 온도를 올린 후 한 시간 동안 유지 후 노냉하였다. 비교 실험을 위하여 상업용 Cu 분말 (< 425 mm, 99.5 %, Sigma-Aldrich, Korea)을 사용하여 같은 방법으로 건식 성형과 소결을 실시하여 미세구조 및 열적성질을 비교·고찰 하였다.
2.2 특성분석
PVA 폴리머 용액합성법을 이용하여 합성된 전구체 및 소결체의 미세구조는 전계방출주사전자현미경(FE-SEM : JSM-7100F. JEOL, Japan)과 투과전자현미경(TEM : JEM- 2100F JEOL, Japan)을 사용하여 관찰하였다. 소결체의 상변화 및 결정상을 분석하기 위하여 X-ray diffraction (XRD, X'pert-pro MPD, PANalytical, Netherlands) 장 비를 사용하였다. CuKα 특성파장을 이용하여 40 kV, 30 mA 조건에서 측정하였다. 열전도도 측정은 소결체를 원 판형 디스크 모양으로 만들어서 재료의 한쪽 면에 레 이저를 투사하여 가열하고 반대편에 열이 전달되는 시 간을 적외선 센서로 측정하였다. 이를 위해 laser flash 를 이용한 열전도도 측정기(LFA : LFA447 Nanoflash. NETZSCH, Germany)를 사용하였다. 상온에서 300 °C 의 온도 범위까지 분당 10 °C의 승온 속도로 레이저를 투사하며 측정하였다. 소결체의 열팽창계수를 측정하 기 위하여 열팽창 측정기(TMA : TMA402F1 Hyperion. NETZSCH, Germany)를 사용하였다. 상온에서 600 °C의 온도 범위까지 분당 10°C의 승온 속도를 적용하여 측정 하였다.
3. 결과 및 고찰
Fig. 2는 폴리머 용액 합성법으로 합성한 단미의 Cu 전구체를 실온에서 1,000 °C까지 DTA/TGA 열분석한 결 과이다. 제조된 전구체에서 2개의 발열피크가 중량 감소 범위 온도에서 관찰되었다. 첫 번째 중량 감소의 온도 영역은 약 240 ~ 280 °C였고, 두 번째는 약 280 ~ 300 °C 로 관찰되었다. 첫 번째 중량 감소의 원인은 잔류 NOx 가스 및 폴리머의 열분해로 인한 것으로 판단된다. 두 번째의 중량 감소는 폴리머의 열분해로 인하여 생성된 탄소가 약 280 ~ 300 °C의 온도 범위 내에서 제거되면서 발생된 것으로 판단된다. 이러한 열분해거동을 바탕으 로, 완전한 유기물 탈지를 위하여 환원분위기 하 500 °C 에서 분당 3 °C의 승온 속도로 하소를 실시하였다. 900 °C 이후에 액상의 Zn이 점도의 감소와 함께 액상소결에 큰 영향을 미친다고 판단되며, 이때 낮은 점도의 Zn이 환 원분위기 가스의 흐름에 의하여 약간의 증발이 발생하 여 무게감소와 흡열반응이 관찰된다고 생각된다.
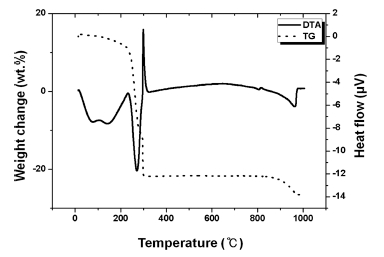
Fig. 3과 Fig. 4는 폴리머 용액 합성법으로 합성한 단 미의 Cu 분말을 SEM과 TEM을 이용하여 미세조직을 관찰한 것이다. 졸 내의 폴리머의 영향으로 금속이온의 분산이 극대화되어, 합성된 Cu 분말은 평균적으로 나노 크기의 입자크기를 보였다. 하지만 약간의 응집된 형태 를 보이고 있음을 알 수 있었다. Fig. 4는 폴리머 용액 합성법으로 합성한 단미의 Cu 분말을 HR-TEM을 이용 하여 관찰한 미세조직과 선택된 영역의 회절 패턴을 나 타낸 것이다. 대부분의 Cu 입자는 10 nm 정도의 평균 크기를 보여주고 있으며, 링 형태의 SAD 패턴은 입자 가 나노 크기의 FCC 구조의 Cu 임을 확인시켜 주고 있다.
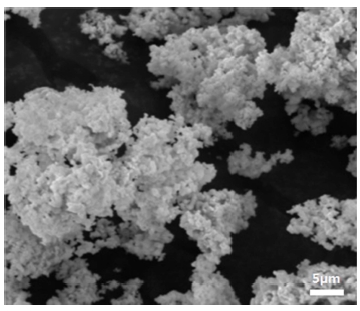
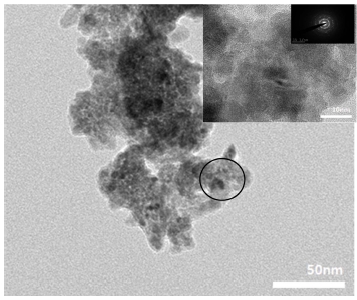
Fig. 4
High resolution TEM photograph and SAD pattern of single phase copper powder calcined at 500 °C.
Fig. 5에서는 일반적인 상용 Cu 분말을 가압 성형하 여 소결한 소결체 (a)와 폴리머 용액 합성법을 이용하여 합성된 Cu 분말을 소결한 소결체 (b), 그리고 소결조제 로 Zn을 첨가하여 제조한 분말을 소결한 소결체 (c)의 미세조직을 비교 분석한 결과를 나타내었다. 상용 Cu 분 말을 소결한 소결체 (a)를 확인한 결과, 소결체 내에 평 균크기 10 μm의 거대 기공이 관찰되었고 이러한 거대 기 공 등에 인한 영향으로 소결체의 밀도는 Cu의 이론밀 도인 8.96 g/cm3 에 비하여 7.91 g/cm3로 매우 낮은 값을 보였다. 이러한 낮은 소결성은 상용 Cu 분말의 불균일 한 입자크기 및 이로 인한 성형체 내의 거대기공이 존 재하여 발현되는 현상이며, 이러한 치밀하지 못한 소결 체를 기지재로 사용할 경우, 열전도도와 열팽창에 영향 을 주는 기공의 영향을 배제할 수 없으므로, 고방열 복 합재료의 기지재로 사용이 부적절 할 것으로 판단되었 다. 폴리머 용액 합성법을 이용하여 합성한 단미의 Cu 분말을 소결한 소결체 미세조직 (b)를 관찰한 결과, (a) 사진에 비해 거대 기공은 많이 줄어들어 어느 정도 치 밀화는 이루어졌으나 아직도 부분적으로 기공들이 관찰 되었다. 이는 나노분말을 가압할 때, 부분적인 심한 응 집에 의하여 성형체 내부에 불규칙한 기공들이 존재하 기 때문으로 판단된다. 측정된 밀도는 8.27 g/cm3를 보 였다. Zn을 Cu의 질량 대비 20 wt%를 첨가하여 제조한 소결체의 미세조직 (c)는 (a), (b)와 달리 기공이 제거된 보다 치밀한 구조를 보이며, 8.28 g/cm3의 밀도값을 보 였다. Zn의 상대적으로 낮은 밀도에 의하여 치밀화는 향 상되었으나 측정 밀도값은 (b) 샘플과 유사한 값을 보 였다. 상용 Cu 분말을 소결한 소결체와 폴리머 용액 합 성법으로 제조된 단미의 Cu 분말 소결체에 비해 높은 치밀도를 보여주고 있는 것으로 보아, 액상소결에 의한 치밀화가 이루어 진 것으로 판단된다. Fig. 6은 Zn을 첨 가하여 Cu를 액상 소결한 후 X-선 회절분석 결과를 나 타낸 것이다. 기지재가 되는 Cu 결정 피크만이 관찰되 었고 Zn 피크는 검출되지 않았다. 이는 Zn의 경우, 고 온에서 액상으로 존재하며 액상소결을 일으켜 소결체의 치밀화를 촉진시키고 온도저하에 따른 고화 시 Cu 내 고용된 것으로 판단된다.
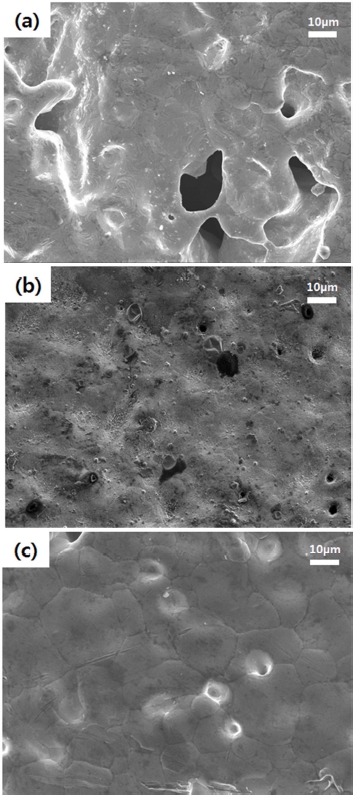
Fig. 5
SEM micrographs of sintered Cu powder compacts; (a) commercial Cu, (b) synthesized Cu, (c) synthesized Cu with Zn.
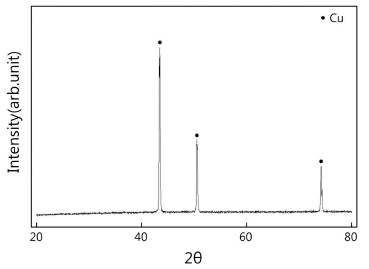
Fig. 7은 폴리머 용액합성법을 이용하여 제조된 단미 의 Cu 분말을 소결한 샘플과 Zn을 첨가하여 치밀화된 소결체 샘플의 열전도도를 분석한 결과를 나타내었다. 순 수한 Cu의 열전도도는 390 W/m·K 이나 단미의 Cu 분 말을 소결한 샘플의 열전도도는 이보다 낮은 열전도도 를 보여주었다. 이는 Fig. 6에서 볼 수 있듯이 열전도도 에 영향을 미치는 여러 인자 중10) 소결체 내에 존재하 는 기공이 열전도도에 영향을 미친 것으로 판단된다. 기 공 내에 기체가 존재하고 이 기체가 공기라고 가정할 경 우 공기는 상온에서 매우 낮은 0.02 W/m·K의 열전도도 를 가지고 있으므로,11) 소결체 내에 기공이 존재할 경 우, 소결체의 열전도도는 감소할 것으로 판단된다. A. L. Loeb12)은 우수한 열전도도를 가지고 있는 재료는 열전 달이 한 방향으로 빠르게 진행되지만, 기공이 존재하게 되면 기공이 열 흐름을 방해하는 역할을 하게 되면서 한 방향으로 흐르는 열 흐름을 단절시키거나 다른 방향으 로 흐르게 만들어 열전도율에 좋지 않은 영향을 준다고 보고하였다. 이에 반해 Zn을 첨가하여 치밀화 시킨 소 결 샘플의 열전도도는 순수한 Cu의 열전도도보다는 낮 은 열전도도를 보여주었지만 단미의 Cu 분말을 소결 한 소결체보다 향상된 열전도도 수치를 보여주었다. P. Chen13)의 연구에 의하면 Cu를 기지재로 사용하는 복합 체에서 Zn을 첨가하였을 경우, 첨가하는 양에 따라 복 합체의 열전도도는 감소하는 모습을 보여주었다. 이와 같 은 연구 보고와 비교하였을 때 Zn을 첨가하여 소결한 Cu 소결체는 순수한 Cu의 열전도도보다는 낮은 열전도 도를 보여주지만, 액상소결에 의하여 소결체의 치밀도를 높임으로서, 소결체 내의 기공이 감소하여 열전도도가 향 상되는 것이 더 큰 영향을 주는 것으로 판단된다.
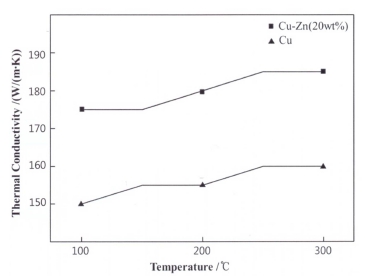
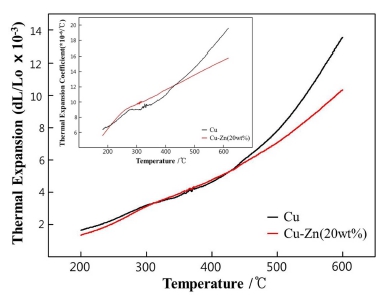
Fig. 8은 폴리머 용액합성법을 이용하여 제조된 단미 의 Cu 분말 소결체 샘플과 Zn을 첨가한 샘플의 열팽창 거동을 분석하고 열팽창계수 값을 계산한 결과이다. 순 수한 Cu의 열팽창계수 값인 16.5 × 10−6/°C(25 °C)와 제 조된 샘플들의 계산된 열팽창계수 값을 비교하였다. 폴 리머 용액 합성법을 이용하여 제조된 단미의 Cu 분말 소결체 샘플의 열팽창계수는 25°C일 때 Cu의 이론적 열 팽창계수 값과 비슷한 16.8 × 10−6/°C이었고, 온도가 높 아짐에 따라 열팽창계수는 600 °C일 때 20.4 × 10−6/°C의 값을 나타내었다. 25 ~ 600 °C까지의 열팽창계수 평균값 을 계산한 결과 평균 열팽창계수는 18.3 × 10−6/°C의 값 을 보여주었다. Zn을 첨가한 소결체 샘플의 열팽창계수 는 25 °C일 때 13.6×10−6/°C이었고, 600 °C일 때 17.8 × 10−6/°C의 값을 나타내었으며, 평균 열팽창계수는 15.8 × 10−6/°C의 값을 보여주었다. Zn을 첨가한 소결체가 단미 의 Cu 소결체보다 낮은 열팽창계수 값을 보여준 것은 치밀화로 인하여 기공이 감소하고, Zn의 고용효과에 따 라 열팽창이 감소한 것으로 판단된다.
4. 결 론
본 연구에서는 Cu-AlN 고방열 재료를 디자인하기 위 하여 선행되어야 할 Cu 기지재의 치밀화를 위하여 새 로운 방법인 PVA 폴리머 용액법을 사용하여 나노 Cu 분말을 합성하고 소결거동을 고찰하였다. 특히 Cu 분말 에 Zn을 첨가하여 액상소결에 의한 소결 치밀화를 유도 하였다. PVA 폴리머 용액 합성법을 통하여 약 10 nm 크 기의 응집된 Cu 분말을 얻을 수 있었으며, 상용 Cu 분 말에 비하여 소결성이 향상되었으나, 부분적으로 기공들 이 관찰되었다. Zn을 첨가한 소결체는 액상소결의 효과 로 인하여 단미의 Cu 소결체보다 더 치밀한 구조를 보 여주었다. Zn 첨가에 의하여 치밀화된 샘플은 단미의 Cu 소결체에 비하여 열전도도는 180W/m·K로 높아졌으며, 열팽창계수는 15.8 × 10−6/°C로 낮아졌다. 그러나, 첨가된 Zn의 영향에 의하여 Cu 자체의 높은 열전도도를 구현 할 수는 없었다. 이러한 기지재를 이용하여 고방열을 위 한 금속-세라믹 복합체의 개발이 가능할 것으로 판단된다.
