

1. 서 론
최근 전도체, 통신케이블, 모터, LED의 고집적화, 고출 력화 및 에너지 절약화 추세에 따라 제품의 방열 특성을 향상시키기 위한 연구가 활발히 진행되고 있다. 알루미늄 합금은 우수한 전도성, 저렴한 비용, 우수한 성형성 및 낮 은 밀도로 인해 전력 산업에 광범위하게 적용되고 있다. 또한 알루미늄은 높은 내식성, 용접성 및 전기전도성으로 인해 산업 전반에 걸쳐 널리 사용된다.1,2) 전기제품의 경 우 방열 특성을 확보하지 못하면 효율과 수명이 급격히 떨 어지므로 고출력을 위해서는 방열 성능이 요구된다. 그러 나 순수 알루미늄에 다른 원소를 첨가하면 용질 원자, 결 정립계, 전위 및 침전물로 인해 전도도가 낮아진다. 그로 인해 고강도와 높은 전도성을 모두 만족시키기 어려우며, 전도성의 저하를 최소화하면서 강도를 향상시키는 연구 가 필요하다. 최근 알루미늄 합금의 강도를 높이고 전기 저항을 낮추기 위한 많은 연구가 진행되고 있다.3-5) 하지 만 알루미늄의 열전도도 관련 연구에서는 기존 알루미늄 의 주요 합금 원소인 Fe, Si, Mg, Cu 및 Mn 등의 함량을 변 경하여 전도도를 향상시키는 연구가 대부분이며 그 외 원 소 첨가가 전도도에 미치는 영향에 관한 연구는 부족한 실 정이다.
알루미늄의 비혼합계 첨가 원소는 알루미늄에 대한 용해 도가 낮고, 전기전도도에 거의 영향을 미치지 않기 때문에 높은 전도체에 대한 유망한 재료로 간주된다. 금속간화합 물은 고용체와 비교하여 금속의 결정구조를 크게 변형시 키지 않기 때문에 전기전도도에 큰 영향을 미치지 않는다. 또한 합금 전체에 작은 금속간 화합물이 균일하게 분포되 어 있어 기계적 강도와 열적 안정성이 크게 향상될 수 있다. 하지만 비혼화성 원소 화합물의 과도한 양의 첨가는 전기 전도도의 손실을 유발할 수 있으므로 제어가 필요하다.6,7)
합금의 미세조직은 상 첨가에 의해 변경 될 수 있으며, 알루미늄 합금에서 Bi, Sr, Sc 및 Sb 등의 원소는 상을 미세 화하거나 미세 공정상을 형성할 수 있다. 그 중 Sb의 첨가 는 안정적인 개질 효과와 우수한 주조 특성을 가지며, 미 세 공정상을 형성할 수 있다. 또한 미세한 AlSb 금속간화 합물은 알루미늄 합금의 전기화학적 거동과 에너지 밀도 를 향상시킬 수 있어 에너지 전환과 전기화학적 성능을 향 상시킬 수 있다.8,9)
본 연구에서는 Sb 최적 첨가량을 확인하기 위해 순수 알루미늄의 Sb 첨가에 따른 금속간 화합물 형성 거동을 관찰하고, Sb 첨가가 기계적 및 물리적 특성에 미치는 영 향을 조사하였다.
2. 실험 방법
2.1. 합금 제조 및 압출 공정
본 연구에 사용 된 합금은 Al-xSb (x = 0.75, 1.0, 2.0 및 5.0 wt%)이며, 순수 알루미늄 조성은 Table 1에 나타내었 으며, Sb는 순도 99.9 %를 사용하였다. 합금 용해는 고주파 유도로 및 graphite 도가니를 이용하여 780 °C에서 20분 동 안 유지한 다음 잔류 수분 제거 및 용탕 급냉으로 인한 특 성 변화를 방지하기 위해 200 °C로 예열시킨 직경 75 mm, 높이 250 mm 금형에 중력 주조하여 알루미늄 합금을 제 조하였다. 제조된 빌렛을 선반 가공하여 압출에 적합한 직 경 70 mm, 높이 90 mm 압출 빌렛 형태로 일정하게 가공하 였다. 가공된 빌렛은 550 °C에서 4시간동안 균질화하였으 며, 직접 압출을 통해 압출비 39:1의 12 mm 봉 형태로 빌렛 온도 500 °C로 고정하여 17 mm/s 램속도로 압출하였다.

2.2. 분석 및 평가
미세조직 변화를 알아보기 위해 주사전자현미경(field emission scanning electron microscopy, FE-SEM)을 이용 하였고, 시편은 샌드페이퍼를 사용하여 #600, #800, #1200 까지 연마 후 DP suspension 3 μm, 1 μm로 연마하고 silica suspension 0.02 μm을 이용하여 최종 연마 후 에탄올로 세 척하였다. 상 변화, 석출상의 존재 등을 조사하기 위하여 X선 회절시험을 이용하였다. 회절시험은 CuKα 타겟을 이 용하였으며, 회절각은 20~90°에서 분석하였다. 전자 후방 산란 회절분석기(electron backscatter diffraction, EBSD) 키쿠치 패턴은 표면으로부터 10~20 nm 두께에서 측정되 므로 미세조직 분석을 하기 위해 표면 잔류응력을 최소화 하여 전자현미경에 장착된 EBSD 검출기를 이용하였고, TSL OIM 소프트웨어를 이용하여 분석하였다. 합금의 전 기전도도는 실온에서 와전류법을 사용하여 측정되었으 며, 기계적 특성을 알아보기 위해 표점거리 32 mm 봉상형 인장 시편을 제작하여 만능시험기(Shimadzu AG-IS)를 사 용하여 상온에서 실험하였으며, 변형속도는 10 -3/s로 파단 이 일어날 때까지 수행하였다. 연신율은 시험기에 부착된 신율계 카메라를 통하여 시험전과 시험 후의 표점간 거리 의 차이로 산출하였다.
3. 결과 및 고찰
주조재의 Sb 첨가에 따른 상 변화를 규명하기 위한 X-선 회절 분석 및 EDS 분석 결과를 Fig. 1에 나타내었다. Fig. 1(a, b)는 Al-xSb (x = 0.75 및 5.0 wt%) 합금 주조재의 XRD 분석을 나타내며, XRD 패턴 분석을 통해 AlSb 상으로 확 인되었다. Fig. 1(c)에서 볼 수 있듯이 밝은 대비를 가진 금 속간 화합물은 EDS 분석하였으며, 이는 XRD회절분석에 서 언급한 것처럼 AlSb상으로 확인하였다.
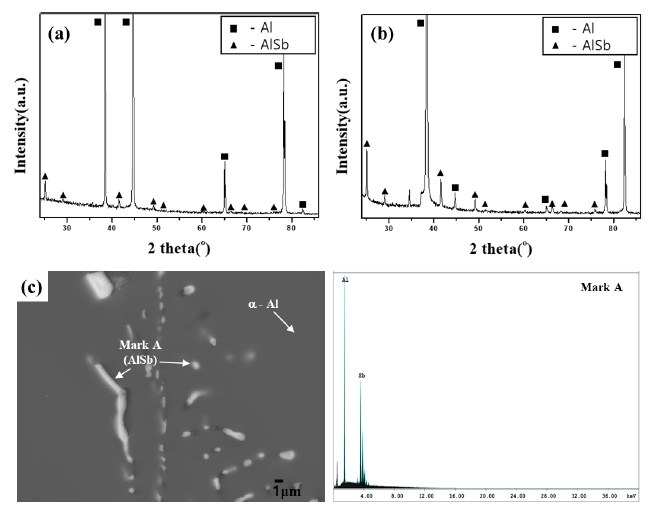
Fig. 1
XRD patterns [(a, b)] and EDS (c) results of the as-cast Al-0.75 wt% Sb (a), Al-5.0wt% Sb [(b, c)] alloys.
Fig. 2는 알루미늄에 Sb 첨가량 변화에 따른 주사전자현 미경 사진을 나타내었다. Fig. 2에서 볼 수 있듯이 밝은 대 비를 가진 바늘 모양의 금속간 화합물이 결정입계를 따라 분포되어 있으며, 이는 XRD회절분석에서 언급한 것처럼 α-Al에 Sb가 첨가되어짐에 따라 형성 된 금속간 화합물인 AlSb상으로 확인되었다. 크기가 큰 금속간 화합물은 Al-Sb 합금이 1차상으로 응고되는 과정에서 형성되며, 작은 금 속간 화합물은 1차 AlSb 상 형성 후 냉각 시 형성 된 것으로 판단된다. 금속의 기계적 특성은 대부분 결정립이나 상의 크기 및 부피 분율에 의해 결정된다.10) Image analysis의 분 석결과 Sb 첨가량이 0.75, 1.0, 2.0 및 5.0 wt%로 증가함에 따라 AlSb 금속간 화합물의 분율은 1.11, 1.27, 2.27 및 4.42 %로 증가하였다. 또한, Sb 첨가량이 증가함에 따라 금속 간 화합물이 크기가 성장하였으며, 특히 5.0 wt% Sb 첨가 합금의 경우 금속간 화합물의 크기가 대폭 성장하였다.
Fig. 3은 압출 후 Al-xSb (x = 0.75, 1.0, 2.0 및 5.0 wt%) 합 금의 SEM 관찰 결과를 나타내었다. 그림에서와 같이 Sb 첨가 합금 모두 열간 압출이 진행됨에 따라 주조재 상태 의 미세조직이 압출 시 큰 소성변형에 의해 압출 방향으로 연신되어 있으며, 금속간 화합물이 파쇄되어있는 현상을 관찰할 수 있다. 금속간 화합물의 크기는 주조재의 경향과 마찬가지로 Sb 첨가량이 증가할수록 점차 성장하였으며, 5.0 wt%일 경우 약 40 μm 이상의 조대한 금속간 화합물이 관찰되었다. 또한, 입자간 간격은 Sb 첨가량이 증가할수 록 좁아짐을 확인하였다.
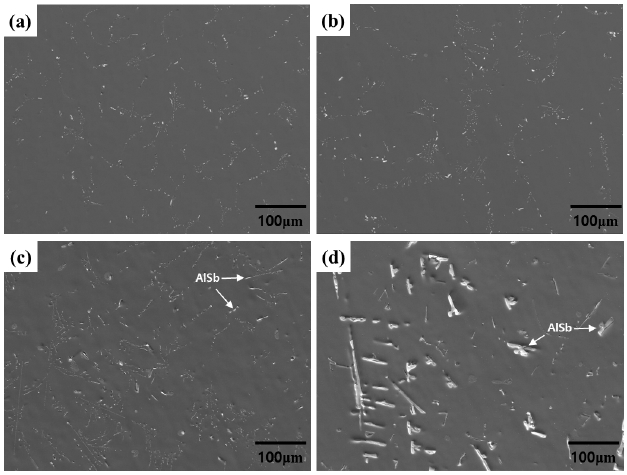
Fig. 2
Back scattered electron (BSE) images of the as-cast Al-xSb alloys [x = 0.75 (a), 1.0 (b), 2.0 (c), 5.0 (d) wt%].
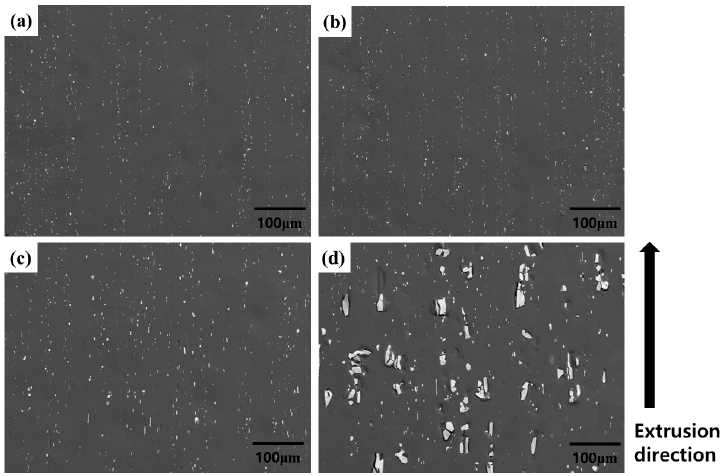
Fig. 3
SEM-BSE images of the as-extruded Al-xSb alloys [x = 0.75 (a), 1.0 (b), 2.0 (c), 5.0 (d) wt%].
Fig. 4는 알루미늄 합금에 Sb첨가량에 따라 제조된 압 출재의 EBSD inverse pole figure (IPF), grain boundary and grain orientation spread (GOS) map을 순서대로 나열하였 다. 압출방향과 평행한 면을 관찰하였으며, Sb 첨가 합금 모두 동적 재결정 발생으로 인하여 다수의 등축의 재결정 조직을 나타내었다. Al-0.75 wt% 합금의 평균 결정립 사 이즈는 282.6 μm이였으며, Al-5.0 wt% 합금의 경우 109.2 μm로 미세화 되었다. Al-0.75 wt% 및 Al-1.0 wt% 합금의 경우 조대한 결정립과 미세한 결정립이 함께 나타나고 있 으며, 이는 금속간화합물의 불균일한 분포로 인한 결정립 계 피닝효과 차이로 인해 결정립 성장 발생 정도가 달라 발생한 것으로 판단된다.11) 또한 금속간화합물은 재결정 후 결정립 미세화에 중요한 역할을 하며, 금속간화합물의 개수 밀도가 높으면 재결정 거동 이후에 결정립 크기가 작 아진다. Fig. 4에서 저경계각(low-angle grain boundaries) (2~15°)은 빨간색과 녹색으로 나타냈으며, 고경계각(highangle grain boundaries) (15° 이상)은 파랑색으로 각각 나타 냈다. Sb 첨가량이 0.75 wt%에서 5.0 wt%로 증가함에 따 라 고경계각은 0.68에서 0.77로 증가하였으며, 합금 모두 고경계각이 발달한 것으로 확인되었다. 재결정 여부를 확 인하기 위해 GOS을 확인하였다. GOS는 결정립 내부에서 의 방위 편차에 대한 평균값을 나타내며, 일반적으로 시편 에 축전된 전위밀도 또는 내부 변형 에너지가 증가함에 따 라 GOS 값이 증가하는 경향을 보인다.12) 모든 합금에서 GOS 값이 1 이하를 가졌으며, 이는 균일한 재결정으로 인 해 내부 변형에너지가 거의 없다는 것을 알 수 있다. 증가 된 AlSb 상이 재결정화 및 결정립 미세화에 영향을 준 것 으로 판단된다.
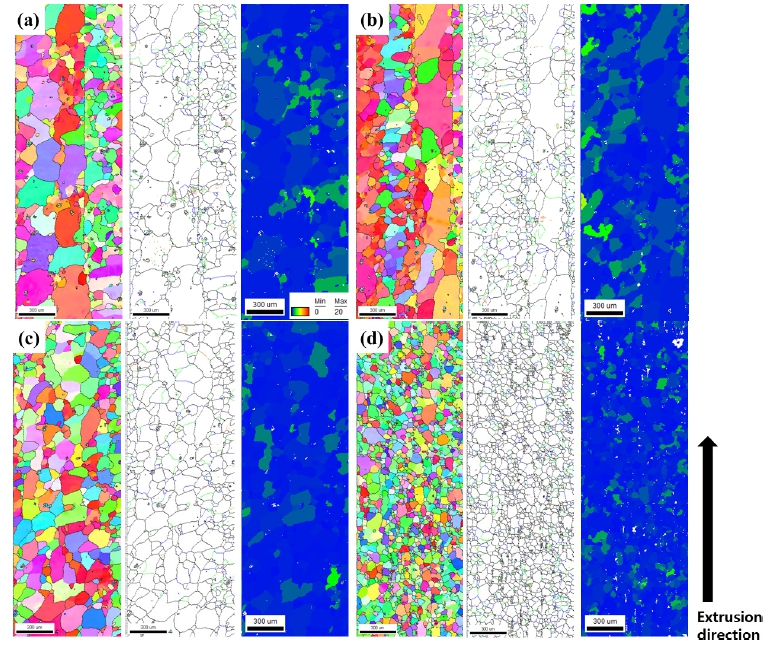
Fig. 4
IPF, grain boundary and grain orientation spread (GOS) maps of the as-extruded Al-xSb alloys [x = 0.75 (a), 1.0 (b), 2.0 (c), 5.0 (d) wt%].
금속에서 전도 메커니즘은 주로 금속에서 자유전자의 이동에 의해 확인된다. Wiedemann-Fran 법칙에 따르면 자 유전자는 열 에너지를 전달하기 때문에 열전도율은 전기 전도도와 상호 연관성이 있으며, 그 값은 다음 방정식으로 정의 될 수 있다.13) k/σ = LT (여기서 k, σ, L 및T는 각각 열 전도율, 전기전도도, 로렌츠 값 및 절대온도를 나타낸다.) 주어진 온도에서 금속의 열전도도와 전기전도도는 비례 관계를 나타내며, 이는 Fig. 5 및 Table 2와 같이 상온에서 얻은 실험 결과와 일치한다. 첨가 원소는 알루미늄 매트릭 스에서 용해되고 원자로 인한 격자 왜곡으로 인해 전자와 포논의 평균 자유 경로에 영향을 미치며, 합금 원소의 양이 알루미늄에 대한 고용도를 초과하면 형태가 다른 석출물 또는 금속간 화합물이 형성된다.14) 합금의 열전도율은 미 세구조에 민감하며, 다른 원자로 인한 격자 왜곡은 열전도 율에 영향을 줄 수 있다.15) Sb 첨가량이 0.75 wt%에서 2.0 wt%로 증가함에 따라 전기전도도는 주조재의 경우 60.5 %IACS에서 54.9 %IACS로 감소하였으며, 압출재의 경우 60.9 %IACS에서 55.7 %IACS로 감소하였다. 일반적으로 주조재 전기전도도의 경우 다공성과 미세한 주조결함으 로 인해 압출재에 비해 낮은 전기전도도를 보이지만, Sb 첨가 합금의 경우 큰 차이가 없었으며, 이는 Sb의 첨가에 의한 우수한 주조 특성 때문이라 판단된다.16) 또한 5.0 wt% Sb 첨가 합금의 경우 전기전도도가 크게 감소하였으 며, 이는 주사전자현미경에서 확인했듯이 금속간화합물 이 증가하였기 때문으로 판단된다.
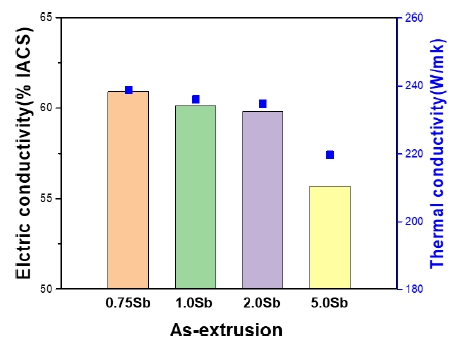
Fig. 5
Electric conductivity and thermal conductivity of the asextruded Al-xSb alloys (x = 0.75, 1.0, 2.0 and 5.0 wt%).
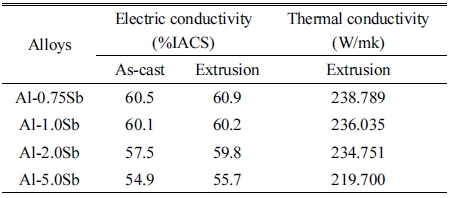
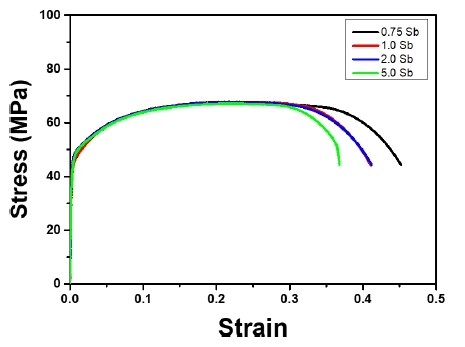
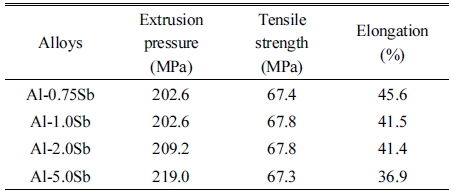
Fig. 6 및 Table 3은 상온에서 변형속도 1 × 10-3/s로 인장 실험 한 인장강도, 연신율 및 압출 압력을 나타낸다. Table 3에 나타낸 압출 압력의 경우 Sb 첨가량이 0.75 wt%에서 5.0 wt%로 증가함에 따라 202.6 MPa에서 219.0 MPa로 약 20 MPa 증가하였다. 최대인장강도의 경우 Sb 첨가량이 0.75 wt%에서 5.0 wt%까지 증가함에 따라 67.4 MPa에서 67.3 MPa로 비슷한 강도를 보였으며, 연신율의 경우 45.6 %에서 36.9 %로 점차 감소하였다. 이는 조대한 AlSb상들 이 변형 시 응력집충처로 작용 및 조기 파단을 유도하여 연 신율이 감소한 것으로 판단된다. 일반적으로 조대한 금속 간화합물의 크기가 0.5 μm 이상인 경우 파괴 개시점으로 작용할수 있으며, 금속간화합물의 분율이 높을수록 파괴 개시점의 수가 증가하여 파괴 인성이 낮아진다고 보고 되 고 있다.17) 기계적 특성 변화는 합금조직의 미세화보다 금 속간 화합물의 부피 분율 증가 영향으로 판단된다.
4. 결 론
본 연구에서는 Al-xSb 합금의 주조재 및 압출재의 미세 조직, 기계적 특성 및 전기, 열전도도에 미치는 영향에 대 한 연구를 수행했다. Sb 합금을 첨가하면 AlSb 금속간 화 합물이 형성되며, Sb 함량이 0.75에서 5.0 wt%로 증가함 에 따라 1.27 %에서 4.42 %로 증가하였다. AlSb 금속간 화 합물은 압출 과정에서 심한 변형으로 인해 미세화 및 압출 방향으로 길게 연신 되었으며, 재결정 조직을 보였다. Sb 첨가량이 0.75에서 5.0 wt%로 증가함에 따라 평균 결정립 사이즈는 282.6 μm에서 109.2 μm로 미세화 되었다. AlSb 상은 결정립 미세화 및 재결정 형성에 기인하였다. Al-2.0 wt% Sb 합금 압출재의 경우 전기전도도는 약 59.8 %였으 나, Al-5.0 wt% Sb 합금 압출재의 경우 55.7 %로 감소하였 다. AlSb상의 분포로 인해 상과 알루미늄 매트릭스 사이 의 계면에서 격자 왜곡으로 인한 것으로 판단된다. 최대인 장강도의 경우 모든 합금에서 67 MPa로 비슷한 값을 나타 냈으며, 연신율의 경우 45.6 %에서 36.9 %로 약 8 % 감소 하였다. 순수 알루미늄에 Sb 첨가 시 첨가량이 2.0 wt%까 지는 전기전도도가 유지됨을 확인하였으나, 기계적 특성 향상 효과가 미흡함을 확인하였다. 알루미늄에 Sb 첨가 시 함량은 2.0 wt% 미만이 적합하며, 합금 추가를 통해 기 계적 특성 향상을 위한 합금 개발이 필요할 것으로 판단 된다.
