

1. 서 론
항공우주분야에서 구조적 효율성, 연료 절약과 탑재물 의 증가 등을 위하여 경량재료에 연구가 활발히 진행되 고 있다. Al-Cu 합금인 AA2219 합금은 열처리를 통해 좋은 용접성과 높은 극저온 강도를 얻을 수 있어 발사 체의 극저온 연료탱크에 사용되어 왔다. 잘 알려진 예 로는 미국 NASA의 우주왕복선에 사용된 외부 연료탱 크가 있다.1) 비교적 최근에 사용되기 시작하는 AA2195 합금은 3세대 Al-Li 합금으로써 1 wt%의 리튬을 함유하 고 있다는 것이 특징이다. 알루미늄 합금에 1 wt%의 리 튬이 함유되면 밀도가 3 % 줄어들고 강성과 탄성계수가 각각 5 %와 6 %씩 증가하는 효과가 있는 것으로 알려 져 있다.2) 이 합금은 발사체의 연료탱크에서 기존에 사 용해 왔던 AA2219 합금을 대체할 수 있는 소재로서, 현 재 미국 Space-X 사의 재사용발사체, 일본의 H-IIB 로 켓, 그리고 Ariane 5 발사체의 연료탱크에 적용하고 있 다. 하지만 AA2195 합금의 용접성은 AA2219 합금보다 좋지 않고, 용융용접시 많은 용접결함이 발생하는 문제 가 있다.3) 따라서 용융용접시 발생하는 용접결함을 해결 하기 위해 고상접합 기술이 사용되고 있다.
마찰교반접합은 비소모성 툴이 회전하면서 발생하는 마 찰열을 이용하여 두 판재를 접합하는 대표적인 고상접 합기술이다. 이 공정은 일반 용융용접에서 많이 발생하 는 용접결함이 없기 때문에 용접이 어려운 합금도 쉽게 접합할 수 있다는 장점이 있다. 툴의 회전으로 인한 마 찰력과 툴이 가하는 압력을 통해 모재가 연화되고, 기계 적으로 교반되어 용접봉이나 모재의 용융 없이 접합할 수 있다. 마찰교반접합은 교반부의 물성이 기존 용융용접보 다 뛰어나므로 접합부 경량화에 중요한 역할을 한다.
연료탱크의 무게는 발사체 구조물의 70 % 이상을 차지 하므로, 국내에서 개발 중인 발사체의 연료탱크에 AA2195 합금을 적용한다면 상당한 무게 감량이 가능할 것으로 예상된다. 본 연구에서는 현재 발사체의 대형 연료탱크 에 사용하고 있는 AA2219-T87 합금과 향후 적용할 예 정인 AA2195-T8 합금을 마찰교반 접합하였다. 툴의 이 송속도와 회전속도, 그리고 회전방향 등의 접합변수에 따 른 미세조직과 기계적 물성의 변화에 대해 조사하였다. 이 종접합에서의 각 합금의 위치에 따른 교반의 정도를 살 펴보았고, 최적의 교반부 물성을 나타내는 접합변수를 구 하였다. 본 연구의 결과는 국내에서 개발 중인 위성발 사체의 경량화를 위하여 대형 연료탱크의 제작에 활용 할 예정이다.
2. 실험 방법
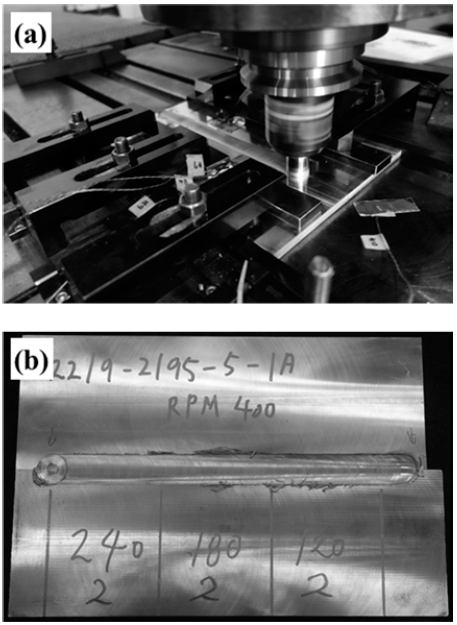
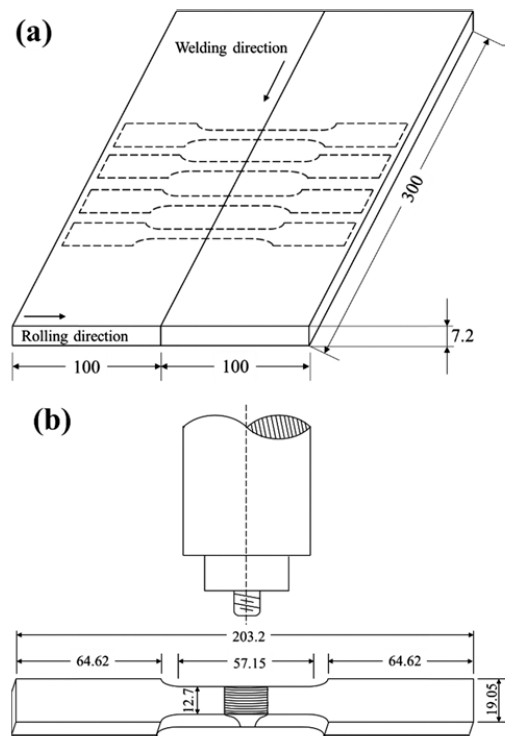
본 연구에 사용한 합금의 조성과 기계적 물성을 Table 1, 2에 나타내었다. AA2219 합금과 AA2195 합금은 각각 Alcoa사와 Constellium사에서 생산한 판재이며, AA2219 합금은 T87 열처리를, AA2195 합금은 T8 열처리를 하 였다. 접합을 위해 길이 300 mm, 너비 100 mm, 두께 7.2 mm의 판재로 준비하였으며, 표면산화막의 영향을 방 지하기 위해 접합 전 표면의 산화층을 제거한 후, 3축 밀링머신을 이용하여 마찰교반접합을 진행하였다. 압연방 향과 평행한 방향으로 접합을 진행하였으며, 툴의 회전 속도는 400, 600, 800 rpm, 툴의 이송속도는 120, 180, 240 mm/min 조건으로 접합을 진행하였다. 단, 툴의 회 전속도가 800 rpm 일 때는 이송속도의 제한에 의해 120 mm/min의 조건 대신에 300 mm/min으로 접합하였다. 툴 은 오스티나이트화 한 H13을 사용하였으며, 나선형으로 shoulder 직경은 16 mm이다. 상세한 툴의 형상은 기술 보안으로 발표되지 않고 있으며4,5) 본 논문에서도 제한 하였다.


이종합금의 마찰교반접합 시 합금의 위치에 따른 영향 을 확인하기 위해 툴의 회전방향을 바꾸어서 실험을 진 행하였다. 본 연구에서는 AA2219 합금이 전진측(Advancing Side, AS)에 위치할 때를 AA2219-AS, 후퇴측(Retreating Side, RS)에 위치할 때를 AA2219-RS로 표기하였다. Fig. 1에 마찰교반 장비와 접합이 완료된 시편의 사진을 나 타내었다.
마찰교반접합된 시편의 기계적 물성을 측정하기 위해 비커스 미세경도측정과 인장시험이 시행되었다. 미세경도 측정은 Future-Tech 사의 FM-700 장비를 이용하였으며, 각각 가로 2 mm, 세로 2.5 mm 간격으로 경도를 측정하 였다. 측정은 한 번의 압자 당 50 gf의 하중을 10초 동 안 유지하는 조건으로 이루어졌다. 인장시험의 경우, 마 찰교반접합이 완료된 시편을 대상으로 X-선 비파괴 검 사를 수행하여 접합결함이 발생하지 않은 시편에 대해 인장시험을 실시하였다. 인장시편은 ASTM E8의 기준을 따라 제작되었으며, 툴의 회전방향에 따른 파단 위치와 교반부의 물성을 관찰하기 위해 Fig. 2(b)와 같이 횡방 향 시편을 준비하였다. 기계적 특성은 MTS-810 시험기 를 이용하였으며, 상온에서 인장속도 1 mm/min조건으로 수행되었다.
3. 실험 결과
Fig. 3에 마찰교반접합한 합금 교반부의 거시조직 이 미지를 나타내었다. 툴의 회전속도와 이송속도가 각각 600 rpm, 180 mm/min일 때 Fig. 3(a)는 AA2219-RS 방 향의 조건을, Fig. 3(b)는 AA2219-AS 방향의 조건을 보 여주고 있다. 두 합금의 위치에 따라 전체적인 접합부 의 조직이 혼합되어 나타나고 있으며, 이종합금의 위치에 따라 접합부에서의 조직이 대비되어 드러나는 것을 알 수 있다.
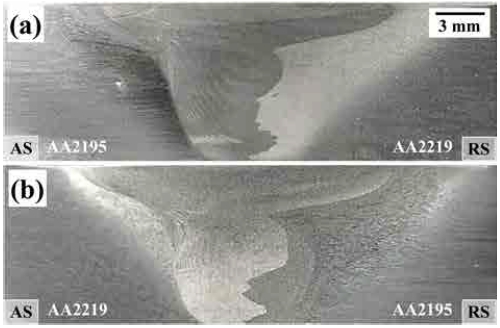
Fig. 3
Macrostructure of stir zone according to alloy location. (a) AA2219-RS and (b) AA2219-AS direction in welding condition of 600 rpm, 180 mm/min.
마찰교반접합한 AA2219-RS, 600 rpm, 180 mm/min 조 건의 시편에 대해 교반부의 위치에 따른 결정립의 크기 변화를 Fig. 4에 나타내었다. Fig. 4(a)에서는 교반부를 중심으로 위에서 아래로 갈수록 결정립 크기가 감소하 였다. 그 이유는 교반으로 인해 발생한 마찰열이 하부 패널을 통해 바닥으로 빠져나가며 냉각되기 때문이며, 교 반으로 인한 전단변형과 마찰열을 받은 접합부의 결정 립은 동적 재결정된다. 접합부의 상부는 숄더로 인해 마 찰열이 빠져나가지 못해 상대적으로 결정립이 크게 성 장하게 되며, 하부는 냉각되어 작은 결정립 크기를 보 이게 된다. Fig. 4(b)는 접합부 내 위치에 따른 결정립 의 크기 변화를 보여주고 있다. 후퇴측에서 전진측으로 갈수록 결정립의 크기는 점점 증가하고 있다. 그 이유 는 소성변형에 의한 열이 전진측에서 더 많이 발생하기 때문이다. Muhsin6)의 연구는 마찰교반 도중의 온도 측 정을 통해 후퇴측보다 더 높은 온도를 전진측에서 얻었 다는 결과를 보여준다. 툴의 회전에 의해 전진측에서 후 퇴측으로 재료의 유동과 소성변형이 진행되는데, 툴 핀 과 숄더의 마찰이 전진측에서 더 심한 전단변형을 일으 키므로, 후퇴측보다 더 많은 마찰열이 발생하게 되기 때 문이다. 따라서 동적 재결정이 일어난 접합부에 대해 전 진측에서의 결정립이 더 크게 성장하게 된다.7,8)
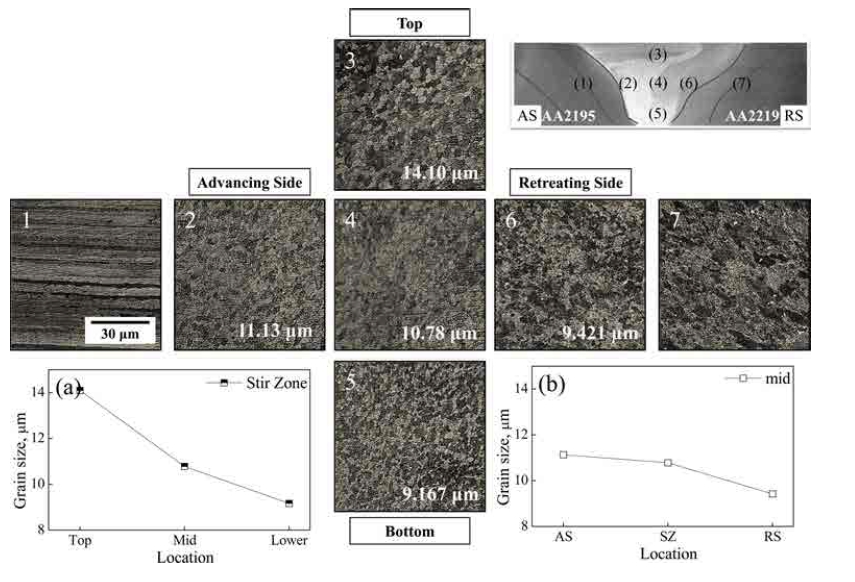
Fig. 4
Typical grain structure of stir zone at 600 rpm, 180 mm/min and AA2219-RS condition. Grain size in the (a) vertical direction, (b) horizontal direction of the stir zone.
접합변수의 변화에 따른 교반부 중앙에서의 결정립의 크기를 Fig. 5에서 비교하였다. 툴의 이송속도의 증가는 Fig. 5(a-b)에서 보는 바와 같이 결정립의 크기 변화와 연관성이 미미하였다. 하지만 회전속도의 증가할 때 Fig. 5(c)에서의 AA2219-AS 방향 조건인 경우 결정립 크기 가 증가하였다. 일반적으로 마찰교반 시 툴의 회전속도 가 증가하는 경우 단위 면적에서의 마찰열의 발생이 증 가하여, 결정립의 크기가 증가한다.
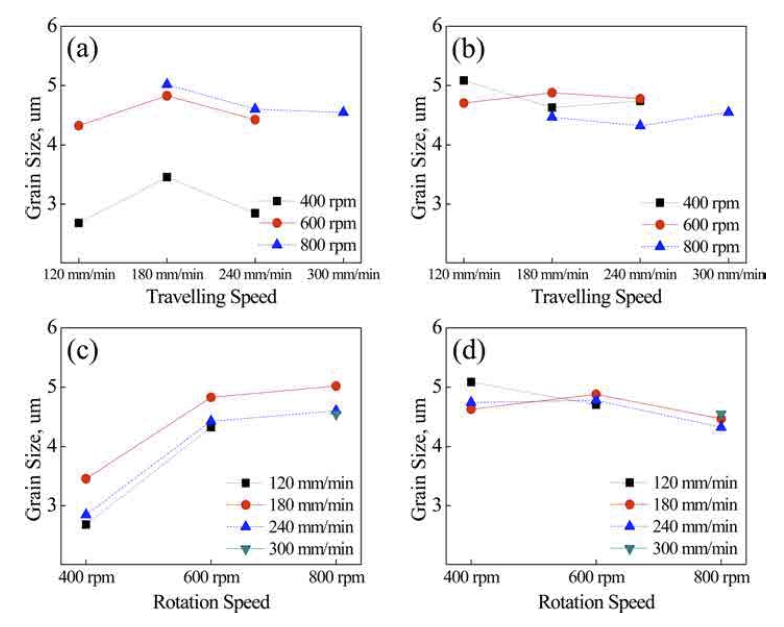
Fig. 5
Effect of welding parameters on grain size of stir zone according to a change in (a) AA2219-AS and travelling speed, (b) AA2219- RS and travelling speed, (c) AA2219-AS and rotation speed and (d) AA2219-RS and rotation speed conditions.
마찰교반접합에서의 교반의 정도는 마찰열 발생을 통 해 간접적으로 예측할 수 있다. 툴의 회전속도가 빨라 지거나, 이송속도가 느려질 때 단위 면적에서의 마찰열 발생이 증가하므로 교반은 더 잘 이루어진다고 예상할 수 있다.9) 마찰교반 시 전진측에서는 삽입된 핀의 회전 으로 인해 모재와 교반부와의 확연한 경계가 생기게 된 다. 이 때 전진측에서 교반부와 열 기계적 영향부(Thermo- Mechanically Affected Zone, TMAZ)의 계면은 접합변 수의 설정에 따라 다른 기울기를 나타낸다. Fig. 6에 교 반부-TMAZ의 계면 기울기의 예를 도시하였다. 이러한 교반부-TMAZ의 계면 기울기를 구하여 간접적인 교반의 정도를 구할 수 있다. 접합변수에 따른 계면 기울기 변 화를 Fig. 7에 정리하였다. 모든 시편에서 툴의 회전속 도와 이송속도가 증가하는 경우 계면 기울기가 모두 증 가하는 경향을 보였다.
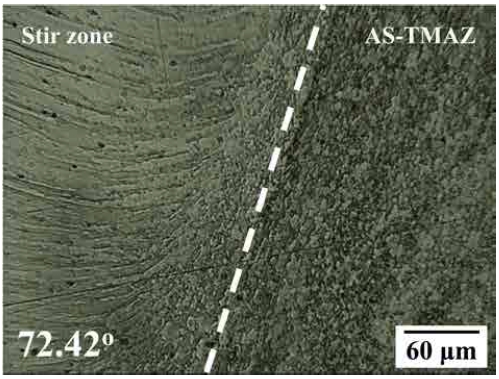
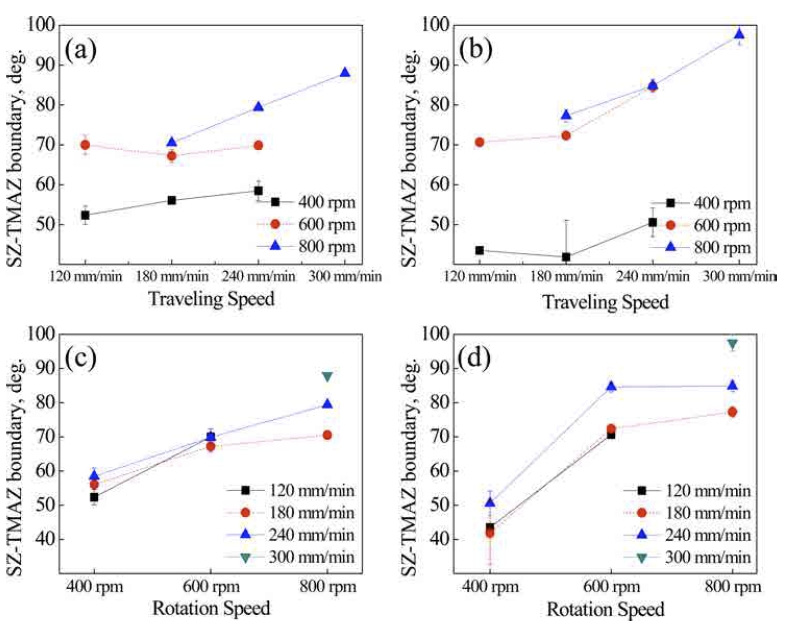
Fig. 7
Effect of welding parameters on weld joint interface gradient according to a change in (a) AA2219-AS and travelling speed, (b) AA2219-RS and travelling speed, (c) AA2219-AS and rotation speed and (d) AA2219-RS and rotation speed conditions.
AA2219-RS 조건의 시편에 대한 미세경도의 측정 결 과를 Fig. 8에 표시하였다. 교반부 상부는 툴의 숄더가 맞닿아 교반되는 부분으로써 비교적 고르게 교반되어 고 른 경도분포가 나타났다. 하지만 중, 하부는 이종접합의 특징을 나타내었다. 상대적 경질재료인 AA2195가 위치 한 전진측의 교반부가 후퇴측의 교반부보다 경도가 높 게 측정되었음을 알 수 있다. 이종합금의 마찰교반접합 에서는 툴의 교반이 교반부 전 영역에서 고르게 발생하 지 않고, 두 판재가 맞닿은 부분에서 교반이 집중적으 로 이루어져 접합되는 것으로 이해할 수 있다. 따라서 이종합금의 위치가 바뀜에 따라 Fig. 3와 같이 분명한 경계를 나타내게 되는 것이다. Fig. 8의 해당 시편은 인 장시험시 경도값이 급격히 떨어지는 후퇴측의 TMAZ에 서 파단이 발생하였다. 일반적으로 동종합금의 마찰교반 접합일 경우 툴의 회전에 의해 전진측에서 소성변형과 전단응력이 더 많이 발생하여 기계적 물성이 더 높아지 며 파단은 후퇴측에서 나타나는 경향을 보이게 된다.8) 하 지만 본 연구에서는 인장시험 시 모든 조건에서 상대적 연질재료인 AA2219 합금이 있는 방향의 TMAZ에서 파 단이 발생하였다. 접합변수의 변화에 따른 접합부의 평 균 경도값을 Fig. 9에 정리하였다. 계면 기울기의 경향 과 비슷하게 모든 시편에서 회전속도, 이송속도가 증가 할수록 접합부의 경도값이 증가하였다.
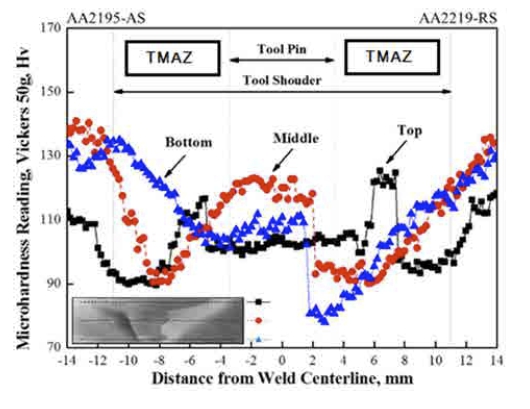
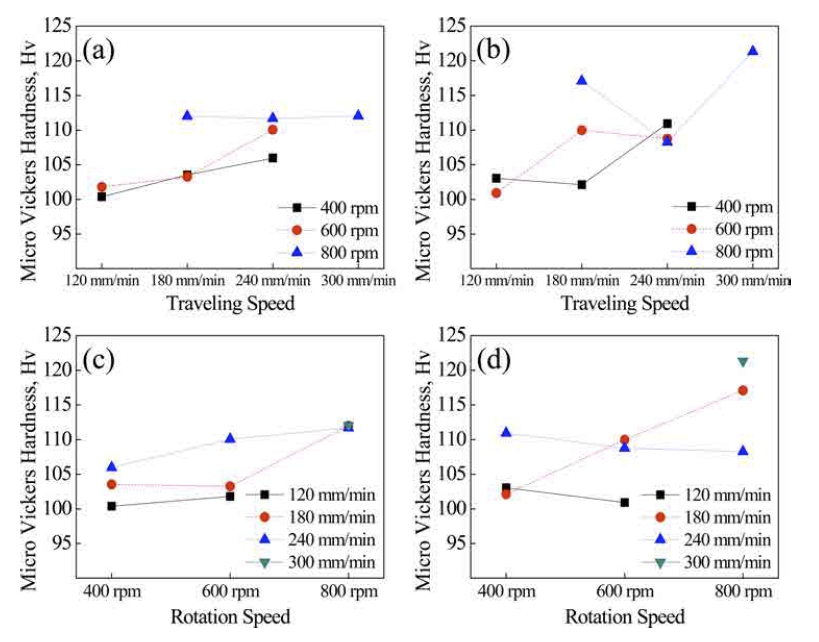
Fig. 9
Effect of welding parameters on Vickers hardness of weld cross-section according to a change in (a) AA2219-AS and travelling speed, (b) AA2219-RS and travelling speed, (c) AA2219-AS and rotation speed and (d) AA2219-RS and rotation speed conditions.
접합된 시편에 대해 X-선 비파괴 검사를 실시한 후, 결함이 발견되지 않은 조건의 시편에 대해 인장시험을 실시하였다. Fig. 10은 AA2219-AS 조건의 시편을 800 rpm의 회전속도로 접합한 후 비파괴 검사한 결과의 예 를 보여주고 있다. 진행방향을 따라서 접합부의 전진측 하부에서 접합결함이 발생한 것을 확인하였다. 빠른 회 전속도로 인해 발생하는 이러한 결함들은 주로 전진측 하부에서 발생하게 된다. 높은 회전속도는 과도한 마찰 열을 발생시키고 과한 소성유동을 발생시키게 된다. 연 화된 재료가 판재의 표면에 플래시로 방출됨에 따라 재 료의 결손이 발생하고, Fig. 10과 같이 접합결함의 형태 로 나타나게 된다.10)

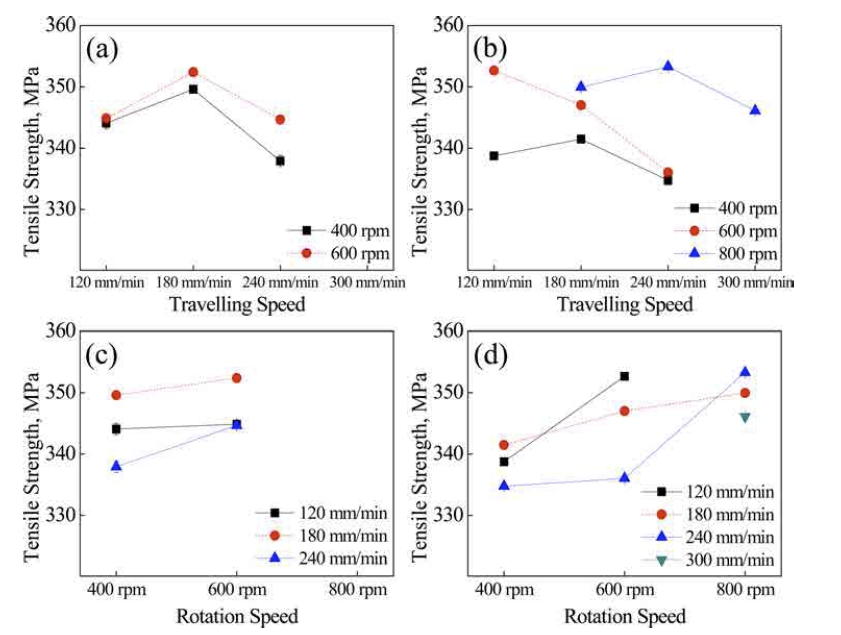
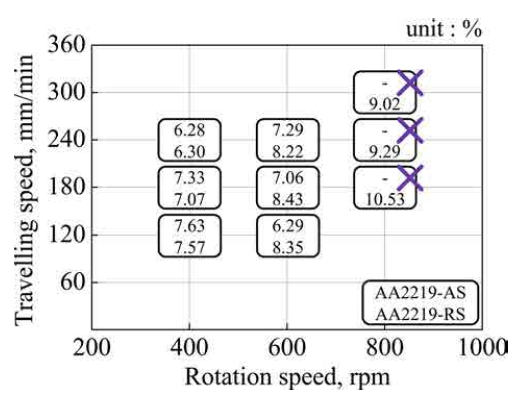
접합변수에 따른 인장강도의 변화와 연신율을 각각 Fig. 11과 Fig. 12에 정리하였다. 먼저 인장강도의 경우, AA2219-AS 조건의 시편은 Fig. 10에서와 같이 비파괴 검사에서 접합결함들이 발견되었기 때문에 인장시험에서 제외하였다. Fig. 11(a-b)에서 툴의 이송속도가 증가한 경 우, 인장강도와 별다른 상관관계를 보이지 않았다. 하지 만 툴의 회전속도가 증가하였을 땐 Fig. 11(c-d)에서와 같 이 모든 회전방향 조건에서 인장강도가 증가하는 것을 확인할 수 있었다. 연신율의 경우, Fig. 12에서와 같이 800 rpm의 조건에서 AA2219-RS일 때 가장 높은 연신 율을 보였으나 AA2219-AS일 때는 결함이 발생하였다. 600 rpm의 조건에서는 역시 AA2219-RS일 때 좋은 연신 율을 보였으며, AA2219-T87 모재 대비 평균 119.05 % 의 연신율 증가를 나타내었다.
4. 고 찰
본 연구에서 이종합금의 접합의 경우 경도측정을 통해 교반부 전 영역에서 고르게 교반되지 않고, 두 모재가 맞닿은 부분에서 교반이 이루어져 두 판재가 접합되는 것을 확인하였다. 교반부 내에서도 전진측에 가까운 부 분은 전진측 모재의 성질을, 후퇴측에 가까운 부분은 후 퇴측 모재의 성질을 나타내었다. 따라서 이종접합의 경 우 툴의 회전방향이 중요한 변수가 된다. 마찰교반 시 툴의 회전으로 인한 물질의 유동은 전진측에서 후퇴측 으로 발생한다. 따라서 본 연구의 경우 상대적 경질재 료인 AA2195 합금이 전진측에 위치할 때, 교반에 의해 후퇴측으로 이동하면서 반대의 경우보다 교반부를 더 강 화한다. 또한 800 rpm의 회전속도 조건에서 AA2219-RS 조건의 시편은 접합결함이 발생하지 않았지만, AA2219- AS 조건의 시편은 모두 접합결함이 발생되었다. 따라서 이종접합의 경우 상대적 경질 재료가 전진측에 위치할 때 그렇지 않을 때 보다 접합부 물성이 뛰어남을 확인 하였다.
툴의 이송속도는 본 접합의 교반부 물성에 커다란 영 향을 미치지는 않았다. 일부 조건에서 이송속도가 증가 했을 때 물성이 증가하는 경우가 있었지만, 이송속도가 빠를 경우 충분한 교반이 이루어지기 어려워 접합결함이 발생할 가능성이 있다. 따라서 결함을 발생시키지 않고 최고의 접합부 물성을 얻을 수 있는 이송속도 조건은 180-240 mm/min으로 판단된다. 접합부의 물성을 좌우하 는 핵심 변수는 툴의 회전속도 조건이었다. 회전속도가 증가할수록 물성도 증가하여 800 rpm 조건에서 가장 좋 은 인장강도를 나타냈다. 하지만 AA2219-AS 조건에서 와 같이 빠른 회전속도가 접합결함을 야기할 가능성도 높으므로, 안정적인 미세조직을 얻기 위해서는 600 rpm 으로 접합하는 것이 바람직하다.
본 연구의 결과, AA2219 합금과 AA2195 합금의 이 종 마찰교반접합의 경우 툴의 회전속도 600 rpm, 이송속 도 180-240 mm/min의 조건으로, AA2219 합금이 후퇴 측에 위치할 때 최적의 접합부 물성을 나타냄을 확인하 였다. 또한 교반부-TMAZ의 계면기울기도 교반의 정도 를 나타내는 인자로써 활용될 수 있다는 것을 알 수 있 었다. 툴의 회전속도와 이송속도가 증가할 때 계면기울 기는 모두 증가하는 경향을 보였고, 경도와 인장강도, 연 신율도 현상을 유지하거나 증가하는 경향을 보였다.
5. 결 론
AA2219 합금과 AA2195 합금의 이종 마찰교반접합이 성공적으로 수행되었다. 본 연구의 마찰교반접합의 경우 툴의 회전방향에 의한 합금의 위치 변화에 따라 확연한 경도 차이를 보였다. 툴의 이송속도의 변화는 접합부 물 성에 미치는 영향이 적었지만, 회전속도의 변화는 접합 부의 물성에 뚜렷한 영향을 미쳤다. 접합부의 결정립 크 기는 접합변수에 따라 4-5 μm로 변화가 크지 않았으나 물성은 많은 차이를 나타내었다. 이는 교반에 따른 접 합부 내 석출물의 변화에 의한 것으로 생각되며, 현재 전자현미경을 사용하여 석출상의 변화에 대한 연구가 진 행 중이다. 본 연구에서의 최적의 접합조건은 AA2219 합금이 후퇴측에 위치할 때 600 rpm, 180 mm/min 조건에 서 얻어졌으며, 인장강도는 347 MPa를 나타내어 AA2219- T87 모재의 77 %의 접합효율을 나타내었다.
