

1. 서 론
은계 브레이징 필러메탈은 이종재료 접합에 탁월한 성능을 보여, 철계합금과 비금속, 써멧(cermet) 접합에 용이해 절삭공구와 귀금속 제작에 주로 사용된다.1)
브레이징 공정 효율을 위해 브레이징 필러메탈은 녹는점을 낮추는 것이 중요하게 작용하며, 은계 브레이징 필러메탈은 구리를 합금시키는 것이 일반적이다. 순수한 은과 구리의 녹는점은 각각 962 °C와 1,085 °C이나, Cu 28.1 wt% 합금 시 780 °C까지 녹는점을 강하할 수 있기 때문이다.2)
은계 브레이징 필러메탈의 녹는점을 낮추기 위한 연구가 지속되면서 카드뮴의 첨가가 흔히 이루어졌으나2)(BAg-1, BAg-2, BAg-3, BAg-27이 가장 대표적인 Cd 함유 필러메탈이다3)) 카드뮴의 인체 축적으로 인한 유해성이 대두되면서 Cd-free 브레이징 필러메탈 개발이 활발하게 이루어졌다.3) 카드뮴을 대체하는 물질로는 망가니즈가 있으며, 망가니즈는 활성금속으로 작용한다.4)
활성금속은 산소친화성이 높은 금속(대개 Ti, Zr, Zn, Ni 등)으로, 브레이징 합금에 첨가하여 모재와의 화학적 반응을 도모하고, 형성된 화합물이 계면에너지를 낮추어 브레이징 합금과 모재의 젖음성을 강화시키는 요인이 된다.5,6)
또한 외력으로부터 내부 모재를 보호하기 위한 특수목적의 브레이징 필러메탈도 개발되었는데, 연성이 높은 클래드(clad)를 브레이징 필러메탈 합금 사이에 삽입하여 압연해 제작한 충격흡수를 목적으로 하는 샌드위치구조의 브레이징 필러메탈이다.7)
본 연구의 목적은 판상의 은계 브레이징 필러메탈에서 Cd-contained 브레이징 필러메탈과 Cd-free 브레이징 필러메탈의 접합부 비교와 동시에, Cd-free 샌드위치 구조 브레이징 필러메탈과 일반적인 구조의 Cd-free 브레이징 필러메탈의 접합부 비교, 또한 필러메탈의 두께에 따른 접합부의 특성을 비교하여 은계 브레이징 필러메탈로 접합 시 카드뮴의 유무, 구조, 판상 브레이징 필러메탈의 두께가 접합강도에 영향을 미치는 특성을 규명하기 위함이다.
2. 실험 방법
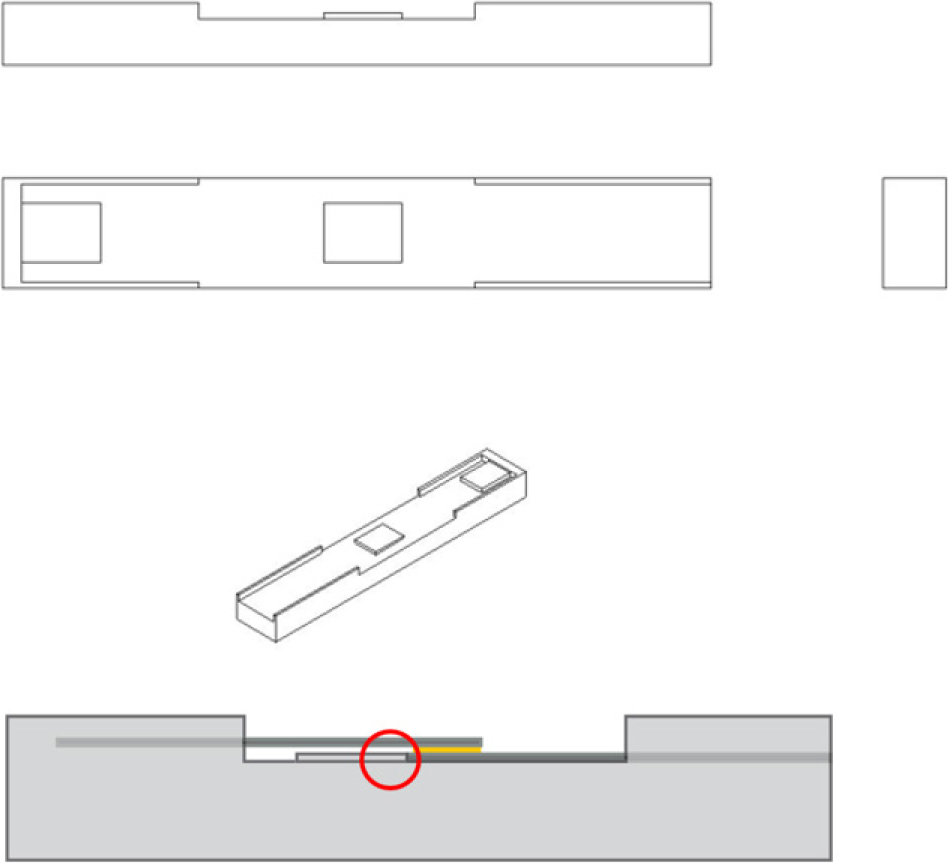
모재는 인장접합강도 측정 규격인 ASTM D-1002 규격에 맞추어 11.3 mm * 25.4 mm * 1.6 t 크기의 SUS 316 강종의 판재를 가공제작하고, 접합부 표면을 #2000까지 연마한 뒤 에탄올 용액에서 5분간 표면세척을 진행하였다. 고주파유도가열 브레이징의 특성 상 대기분위기에서 브레이징을 진행해야 하기 때문에, 24 °C, 40 %의 항온항습 분위기를 조성하였다. 또한, ASTM D-1002 규격에 맞춘 브레이징 지그를 Fig. 1과 같이 설계하여 제작하였다.
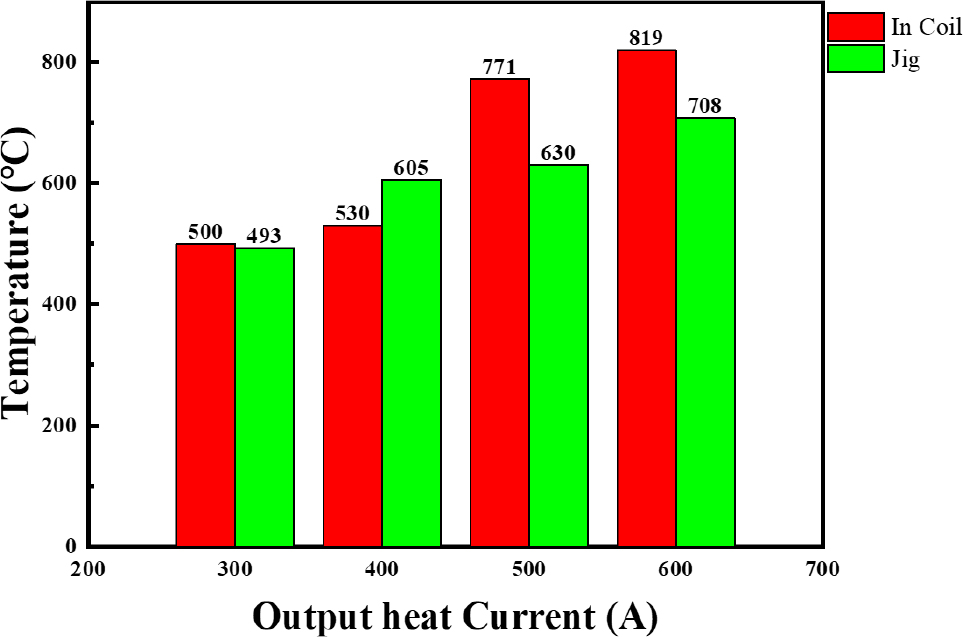
고주파유도가열기는 Shenzhen Shuangping Power Technology Co., Ltd.의 SP-15 모델을 사용하였으며, 본 제품은 출력전류 제어를 통해 가열온도 제어가 가능하다. Fig. 2는 고주파유도가열기의 출력전류를 변화시켜 가열된 브레이징 지그와 코일 내부의 온도를 측정한 것이다.
본 실험에 사용한 브레이징 필러메탈의 조성을 Table 1에 나타내었다. 일반 브레이징 필러메탈은 Cd-contained 브레이징 필러메탈인 LT금속제 BAg-3, Cd-free 브레이징 필러메탈인 동일 금속제 BAg49을 사용하였고, 샌드위치구조 브레이징 필러메탈은 LT금속제 HS49를 사용하였다.
Table 1.
Chemical compositions and thickness class of filler metal used in this experiment.
| Filler metal | Thickness (mm) | Chemical composition (wt%) | |||||
| Ag | Cu | Zn | Ni | Cd | Mn | ||
| BAg-3 | 0.1 | 50 | 16 | 16 | 3 | 16 | - |
| 0.2 | |||||||
| BAg49 | 0.2 | 49 | 17 | 23 | 4 | - | 7 |
| HS49 | 0.5 | 49 | 16 | 22 | 5 | - | 8 |
| 0.6 | |||||||
HS49는 클래드로 구리를 사용한 것이 특징이다. 일반 브레이징 필러메탈은 4.8 cm3, 샌드위치 구조 브레이징 필러메탈은 구리클래드의 두께를 고려하여 27.8 cm3의 체적으로 재단하여 브레이징에 사용하였다.
브레이징은 지그에 연마면을 위로하여 하단 모재를 올린 뒤, 유창금속사의 YC-flux 고온용에 브레이징 필러메탈을 침지시키고 연마면을 아래로 한 모재를 얹어 600 A의 출력전류, 819 °C 온도 하에서 2분 동안 가열하면서 누름개를 이용하여 손으로 가압하였다.
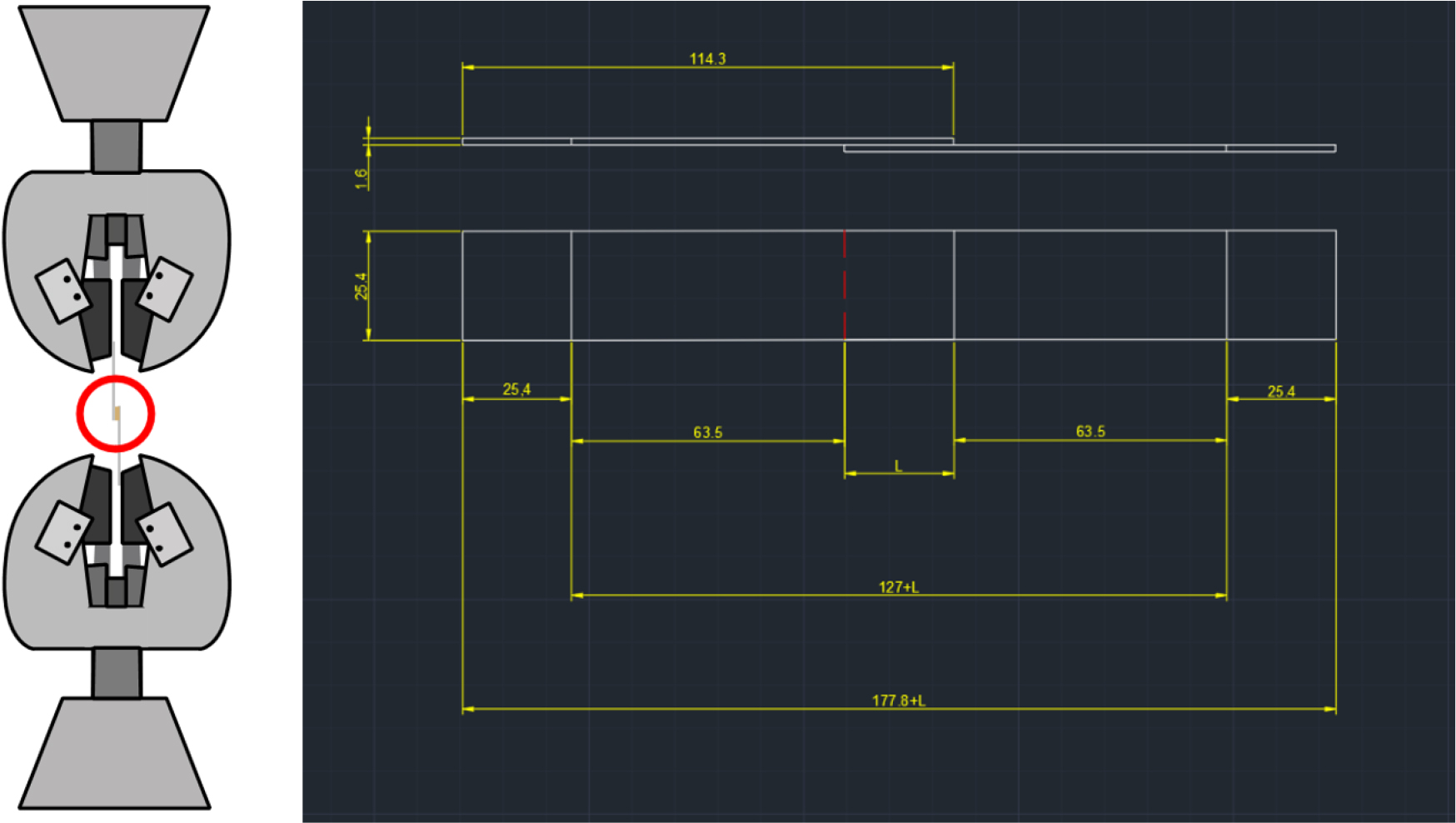
제작된 시편에 대한 특성평가는 SEM-EDS, XRD, 접촉각, 마이크로 비커스 경도계로 접합부 미소경도 측정과 Fig. 3과 같이 인장접합강도 평가가 이루어졌다.
3. 결과 및 고찰
3.1. 브레이징 접합부 미세구조
Fig. 4(a, b)와 Table 1의 일반구조 필러메탈에서 브레이징 접합부의 두께는 필러메탈의 두께와 비례하는 등의 경향성이 없다.
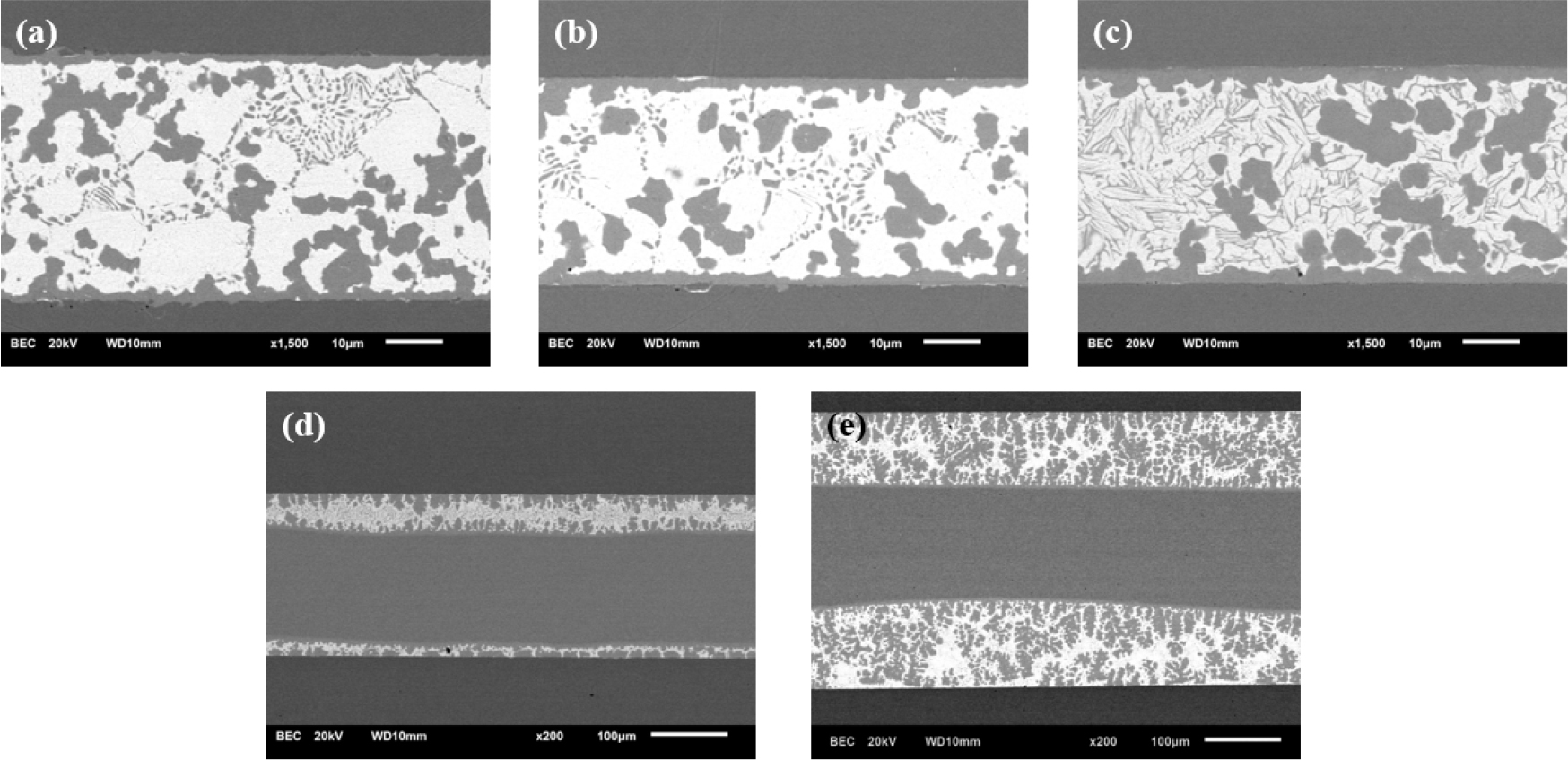
BAg49 0.2 t는 BAg3 0.2 t에 비해 1.4 µm 두꺼운 접합부 두께를 보였으며, HS49는 구리 클래드 두께 157 µm 제외하고 0.5 t와 0.6 t 각각 41.8 µm, 193.2 µm의 접합부 두께를 가졌다. 또한 HS49 0.6 t의 접합부가 타 필러메탈 대비 4배 이상의 접합부 두께를 형성하고 있다.
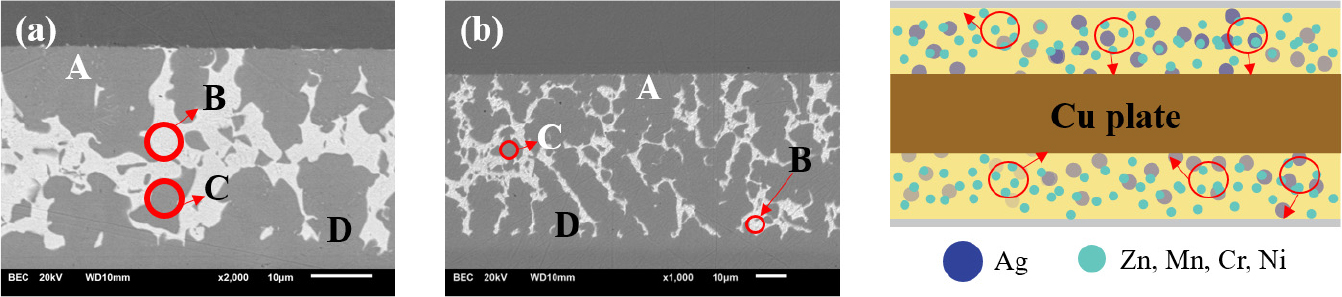
은계 필러메탈 브레이징 접합부의 상의 형성은 모재와 필러메탈 계면에 산화된 모재의 산소와 반응하기 위해 확산이동한 활성금속과 모재 원소가 화합물을 이뤄 형성된 활성금속층(α-Cu phase)과 Cu와 활성금속이 중심부에 잔존하여 형성되는 군집상(β-Cu phase), 은이 베이스로 작용하는 Ag matrix로 세 가지 종류가 형성되었다.8)
Fig. 5는 일반구조 필러메탈의 계면 부분을 확대하여 촬영한 것으로, 관찰되는 상에 따른 EDS 분석결과를 Table 2에 나타내었다. Zn, Mn, Cr, Ni가 활성금속으로 작용하여 활성금속층을 형성한 것을 확인할 수 있다.7,8)
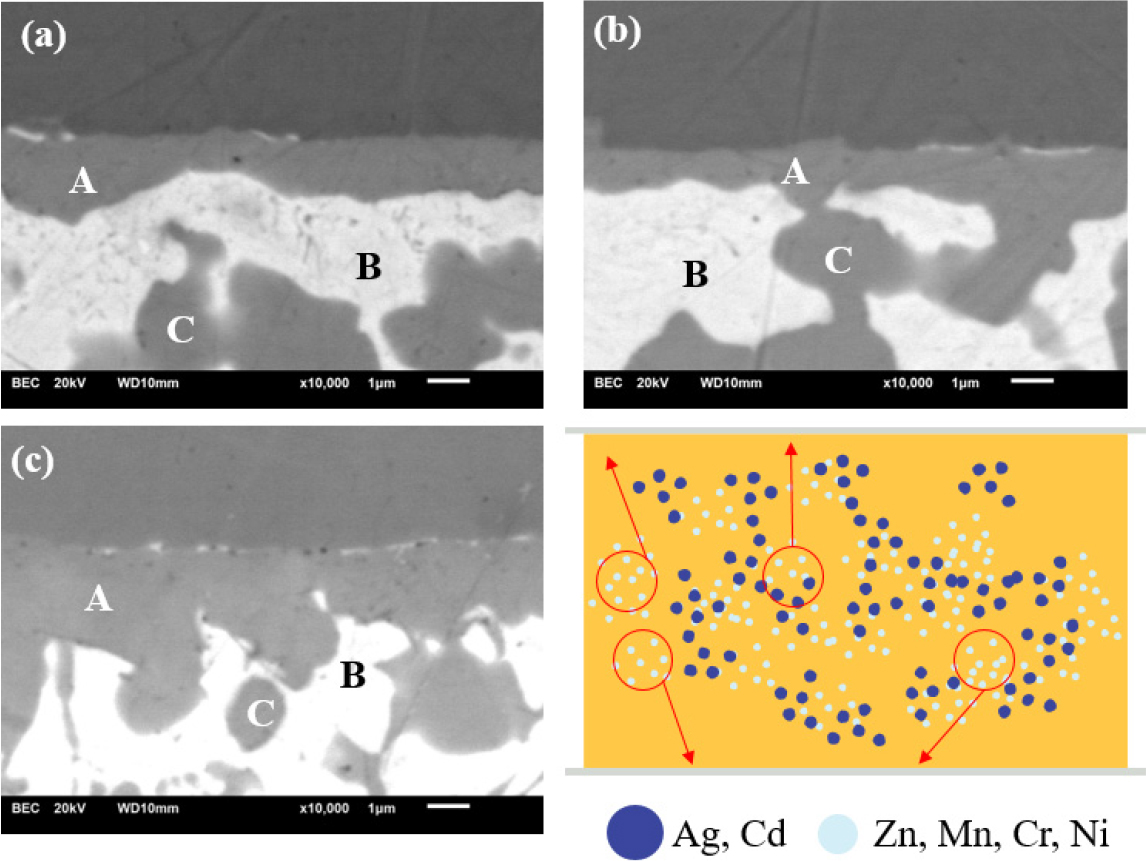
Table 2.
Chemical composition of each zone on normal filler metal joint.
또한, BAg49의 경우 활성금속층에 분포하는 아연과 니켈의 양이 BAg-3에 비해 확연히 적은 것을 보이는데, 이는 중심부로 석출되어 나가 함량이 작아진 것으로 사료된다.
활성금속층의 두께와 활성 금속 층-접합부 두께의 비율은 Table 3으로 표시하였다. BAg-3 0.1 t가 BAg-3 0.2 t보다 더 활성금속층이 두껍게 형성되었으나, 전체 접합부 두께에 대한 활성금속층의 비율은 BAg-3 0.2 t가 더 높은 것을 확인할 수 있다.
Table 3.
Brazing joint thickness on brazing filler metal.
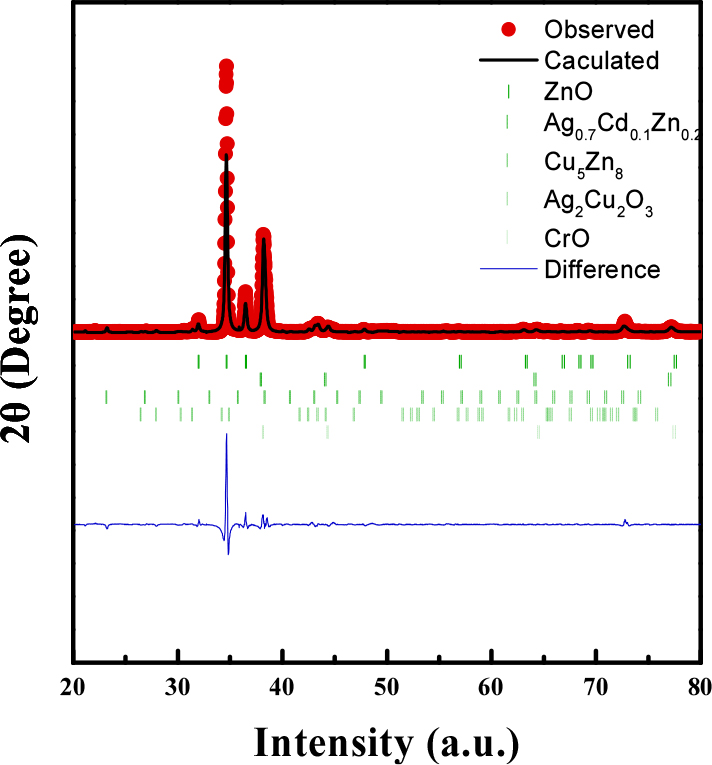
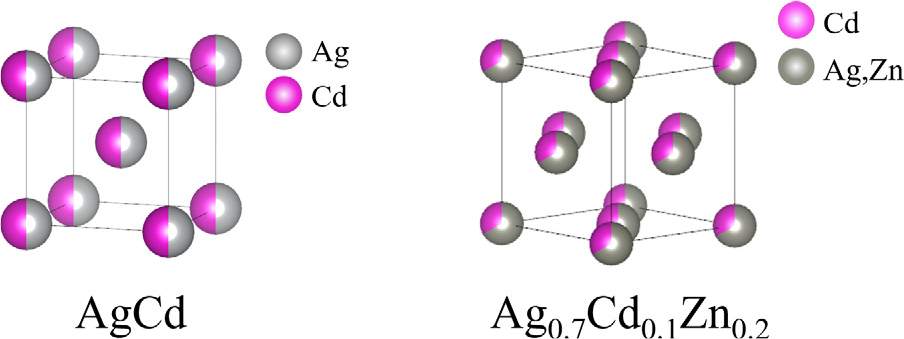
카드뮴의 경우, 접합부 원소 중에서 결합 시 2,802.6 J로 제일 깁스프리에너지 차이가 작아 안정한 은과 결합하게 되면서 활성금속으로 작용하지 않고, Ag matrix Phase에서 거동하게 된다. 접합부 원소의 깁스프리에너지를 Table 4로 나타내었고, Fig. 6에 XRD 분석한 결과, Ag matrix에서의 은-카드뮴 화합물은 BCC구조의 AgCd, FCC 구조의 Ag0.7Cd0.1Zn0.2가 있으며, Fig. 7과 같은 결정구조를 형성한다.
Table 4.
Gibbs free energy difference of each element.
일반구조 브레이징 필러메탈의 중심부(center seam)에는 카드뮴의 유무에 따라 독특한 형상의 상이 형성되는데, 상의 미세구조는 Fig. 8에 나타내었다.
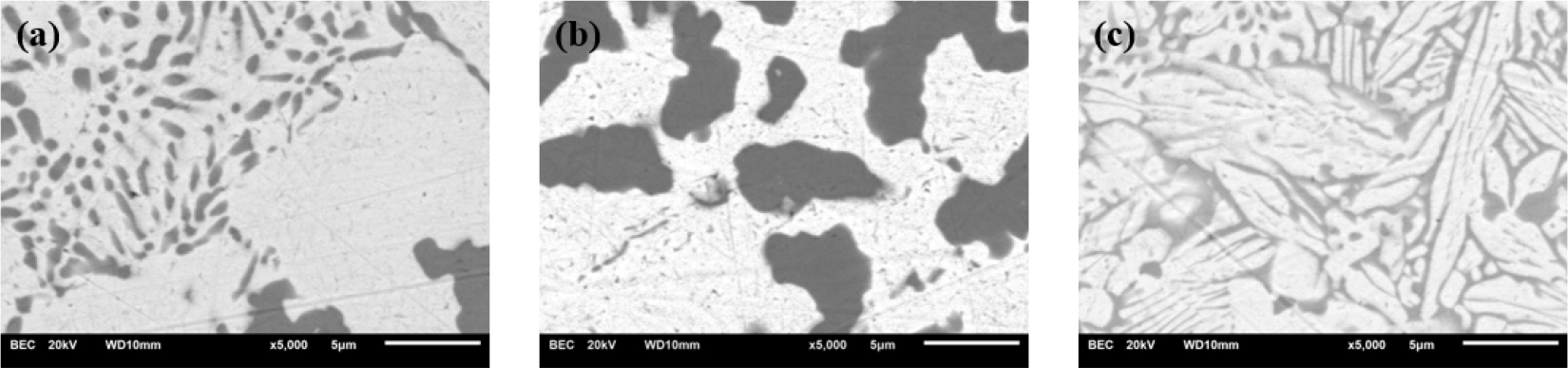
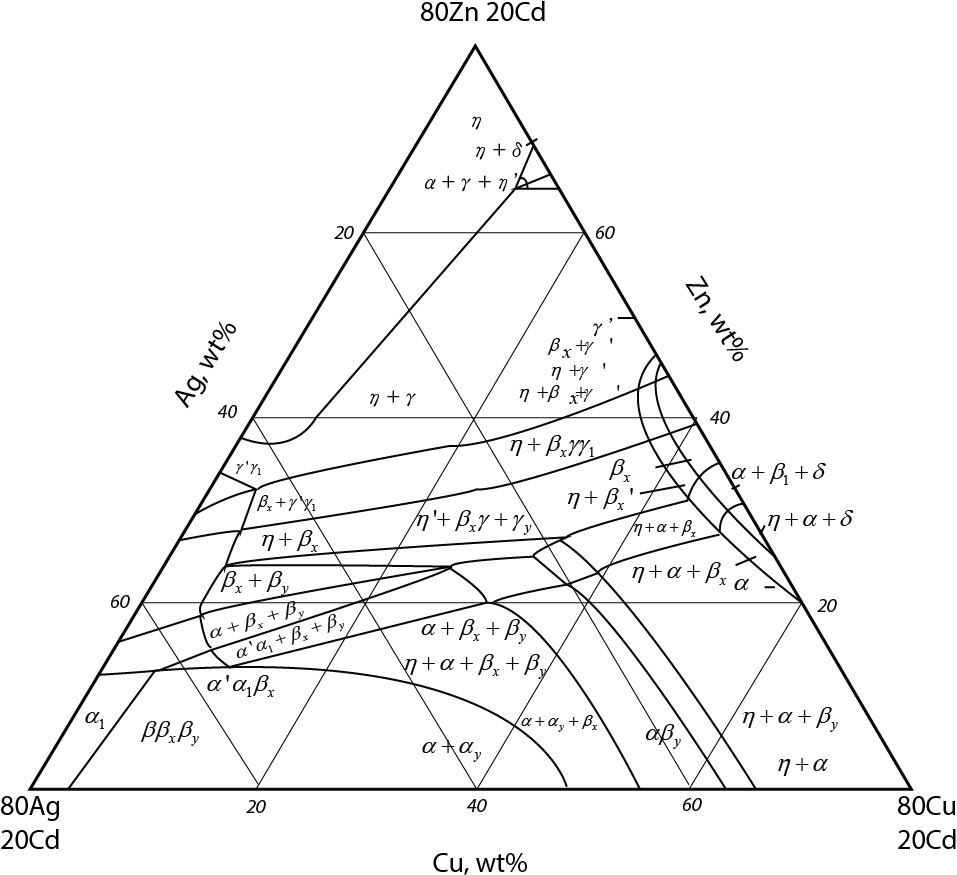
BAg-3의 경우, Fig. 8(a)와 같이 공정상이 형성되는데, 이는 819 °C의 가열온도로 브레이징 시 Fig. 9의 Ag-Cu-Cd-Mn 상태도에 따르면 L+α1 (Cu rich) → α (군집상) + βx (Ag matrix 상) + βy (활성금속층) 으로 변태하는 공정점에서 형성되는 상으로 사료된다.9) 반면, BAg49의 경우 망간이 활성금속층의 고용체에 니켈 용해도를 향상시키는 작용을 하고, 서냉하면서 용해도가 작아지는 활성금속층 내부의 니켈이 접합부 중심으로 석출되면서 결정상을 이루게 되어 Fig. 8(c)와 같은 형상을 갖추게 되는 것이다.10)
샌드위치 구조 필러메탈의 구리 클래드의 옆으로 형성되어있는 은-구리 레이어를 확대한 미세구조를 Fig. 10에 나타내었다. 샌드위치 구조의 제일 큰 특징은 모재가 아닌 구리 클래드 방면으로 형성되어 있는 활성금속층으로, 이는 활성금속층의 주 원자가 구리로 되어있는데 Table 4에 따라 구리와 구리의 결합이 제일 안정적인 결합으로 작용하기 때문이다. 모재부근에는 연속되지 않은 군집상이 형성된다.
또한 HS49의 경우 은-구리 레이어의 성분조성이 BAg49와 같은데, BAg49 접합부 특징인 결정상이 도출되지 않고 Fig. 4(d, e)에서 드러나듯 수지상의 형성이 이루어진 것을 알 수 있다.
수지상의 형성은 HS49 0.6 t에서 더 활발하게 이루어진 것을 볼 수 있는데11) 이는 샌드위치 구조 필러메탈의 두께가 두꺼울수록 구리 클래드의 두께는 일정한데 비해 은-구리 레이어의 두께가 두꺼워지는 샌드위치 필러메탈 특성 상, 필러메탈의 두께가 얇을수록 용융 시 구리 클래드의 높아진 온도가 냉각되기 더 수월하기 때문에 같은 환경에서 HS49 0.5 t보다 HS49 0.6 t가 더 서냉되고, 이로 인한 수지상이 활발하게 형성된 것으로 사료된다.
Fig. 9에서의 성분분포를 Table 5에 나타내었다. 일반구조 필러메탈 대비 Ag-Matrix 상과 활성금속층, 군집상의 큰 원소분포 차이는 드러나지 않았다.
Table 5.
Chemical composition of each zone on normal filler metal joint.
3.2. 미소경도 측정
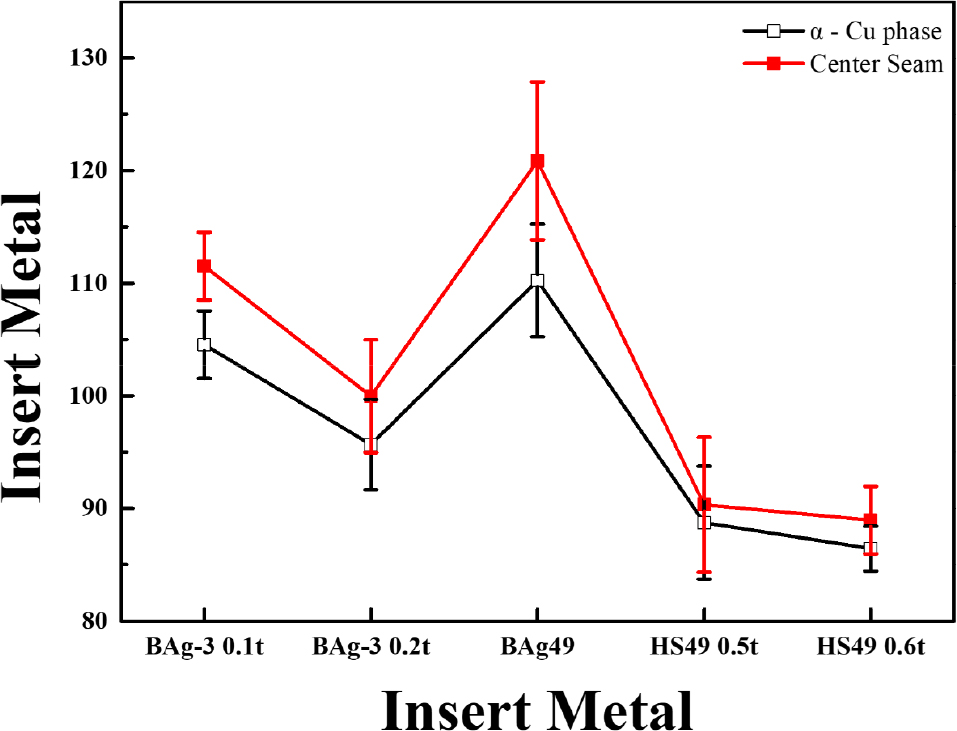
접합부 미소경도 측정은 0.01 kgf로 활성금속층, Ag-matrix 상, 군집상을 측정하고, Matrix상과 군집상은 중심층(center seam)으로 식 (1)과 같이 계산하여 Fig. 11에 나타내었다.
BAg49의 경도가 제일 강하며, 이는 결정상의 형성이 이루어지는 과정에서 석출경화가 일어난 중심부의 경도가 강화되는 것으로 사료된다. 반면, HS49의 경도가 가장 낮게 나타났는데, 이는 구리클래드가 삽입되어있으므로 접합부 전체에 높아진 구리함량이 낮은 경도를 야기하는 것으로 사료된다.
필러메탈의 두께가 커지면 미소경도가 낮아졌으며, 이는 Ma의 연구12)에서도 같은 경향을 보였는데, 필러메탈의 두께는 경도와의 반비례하는 것으로 밝혀졌다.
또한 접합부 위치에 따른 경도는 Ganjeh의 연구13)에서와 같이 활성금속층이 존재하는 계면방면은 경도가 낮고, 중심부로 갈수록 높은 경도를 보이는데, 활성금속층의 경도가 낮아 접합강도 향상에 도움을 주게 된다.
필러메탈 종류별로 보았을 때, BAg49, BAg-3, HS49 순서대로 경도가 높게 도출되었다.
3.3. 접촉각 측정
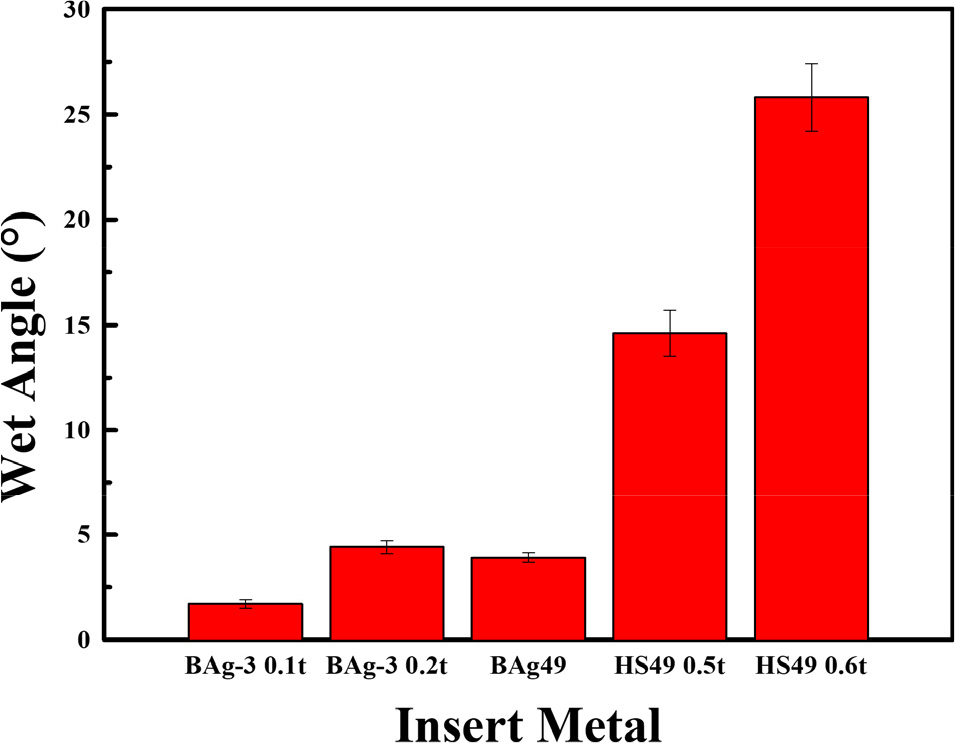
접촉각 측정은 KRÜSS:DSA100 장비를 사용하여 Manual 방식으로 측정하였으며, 접촉각 측정 결과를 Fig. 12에 나타내었다. 샌드위치 구조 필러메탈의 경우에는 구리 클래드의 두께가 남아있기 때문에 접촉각이 일반구조 필러메탈에 비해 세 배 이상의 접촉각을 보였으며, 일반구조 필러메탈에서도 두께에 비례하는 접촉각을 보였다.
반면, BAg-3과 BAg49를 비교하였을 때, 카드뮴이 없는 BAg49가 더 작은 접촉각을 보여 젖음성이 좋은 것으로 확인되었다.
3.4. 인장접합강도
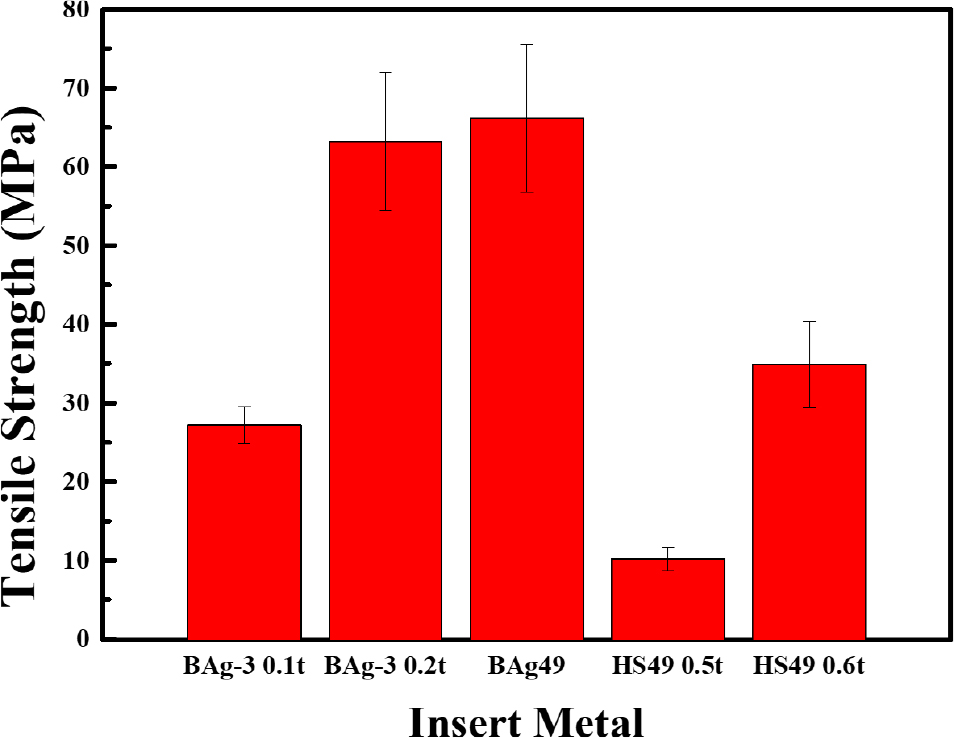
인장접합강도 측정결과를 Fig. 13에 나타내었다. 카드뮴이 없는 BAg49가 제일 높은 인장접합강도를 보였으며, 샌드위치구조 필러메탈은 낮은 접합강도를 가진 것을 확인하였다.
샌드위치 구조 필러메탈의 인장접합강도가 약하게 도출된 것은 파단이 발생하는 지점이 가운데의 구리 클래드로, 일반구조 필러메탈과 달리 모재와의 계면에서 파단발생이 발생하지 않은 이유는 샌드위치 구조 필러메탈 접합부의 제일 연성이 강한 부분이 구리 클래드인 것과 함께 활성금속층의 구리 클래드 방면으로의 형성으로 인한 것으로 사료된다.
일반구조 필러메탈에서는 BAg49의 인장접합강도가 제일 높게 도출되었으며, 이는 BAg49 내부의 망가니즈 성분이 연속적이고 두꺼운, 즉 안정적인 활성금속층을 형성하는데 도움을 주었기 때문이다.
또한 동일한 종류의 필러메탈이어도, 두께에 따라 인장접합강도가 비례하는데 이는 Oh의 연구14)에서와 같은 경향성을 보였다.
4. 결 론
본 실험에서는 은계 브레이징 필러메탈의 접합부 특성을 접합부 미소경도, 접촉각, 미세구조, XRD, 인장접합시험을 통하여 분석하였다.
은계 브레이징 필러메탈을 사용한 접합부도 일반적인 브레이징 접합부의 미세구조와 비슷하게 활성금속층-매트릭스-군집상의 구조를 보였으며, 매트릭스 상은 Ag가, 나머지 두개의 상은 Cu와 활성금속이 메인으로 거동하였다.
은계 브레이징 필러메탈에서 카드뮴이 있는 경우에는 공정상이, 없는 경우에는 결정상, 구리 클래드를 포함한 샌드위치 구조 필러메탈에서는 수지상이 형성되었다.
샌드위치 구조 필러메탈에서는 모재방면이 아닌, 구리 클래드에 활성금속층이 형성되는 미스포지셔닝이 발생하였다.
필러메탈 종류별 접합부의 미소경도는 석출경화가 발생하여 높은 경도를 갖는 BAg49가 120 HV로 제일 높았고, 샌드위치 구조 필러메탈 HS49가 88 HV로 제일 낮았다. 필러메탈 종류별 미소경도는 인장강도와 반비례하며, 이는 국부 경도가 상승하게 되면 Brieele하게 되는 특성으로 인한 것으로 사료된다.
접촉각은 필러메탈 두께에 비례하였으며 필러메탈 종류별 접촉각과 인장접합강도는 반비례하는 결과가 나왔다.
활성금속층의 두께와 접합부 두께의 비율이 높을수록 더 높은 인장접합강도를 보였으며, 샌드위치 구조 솔더의 경우 미스포지셔닝과 더불어 구리 클래드의 연성으로 인한 클래드 파단이 발생하여 샌드위치 구조 필러메탈은 활성금속층 비율과 상관없이 낮은 인장접합강도가 도출된 것으로 사료된다.
즉, 은계 브레이징 필러메탈의 접합부에서의 미소경도, 접촉각, 미세조직 모두 접합강도와 연관이 있는 인자이나, 샌드위치 구조 필러메탈에서는 활성금속층 미스포지셔닝 및 구리 클래드의 물성으로 인하여 일반적으로 알려진 인자와 접합강도의 직접적인 연관이 없는 결과가 나왔다.
카드뮴은 녹는점을 낮추는데 탁월하지만, 접합강도는 Cd-free 필러메탈이 더 높게 도출되었다.
샌드위치 필러메탈은 전단외력이 발생하는 환경보다는 모재를 보호해야하는 정적인 부품의 브레이징에 더 적합하다.
본 연구에서는 은계 브레이징 필러메탈의 공통적인 특징과 카드뮴유무, 두께, 구조별 접합부의 접합강도와 특성에 대하여 조사하였다. 이후는 구조별, 두께별, 조성별 필러메탈을 이용하여, 이종금속인 SUS-초경합금 접합부에 대한 연구를 후속으로 진행함을 요한다.
