

1. 서 론
2. 실험 방법
2.1. 냉간접합압연(cold roll-bonding)
2.2. 시효처리(age treatment)
2.3. 특성 평가(characterization)
3. 결과 및 고찰
3.1. 미세조직(microstructure)
3.2. 기계적 성질(mechanical properties)
4. 결 론
1. 서 론
최근 지구온난화 문제로 인한 기후변화와 온난화의 주범인 화석 연료를 대체할 신재생에너지에 대한 관심이 점점 높아지고 있다. 특히, 자동차의 경량화와 관련된 이슈는 에너지 문제를 해결하기 위한 방안으로 많은 주목을 받고 있다.1,2,3,4,5,6,7,8,9) 자동차의 소재로 가장 많이 사용되고 있는 철강재료는 가격이 저렴하고 다양한 기계적 물성을 구현할 수 있는 장점이 있으나, 고비중으로 인해 자동차 경량화에는 불리한 측면이 있다. 알루미늄, 마그네슘과 같은 경량금속은 철강재료의 대체재료로 이미 자동차에 많이 적용되고 있다. 경량성의 측면에서 마그네슘 합금은 철의 비중의 1/4에 불과하여 매우 매력적이지만 소성가공성과 내식성 그리고 고가의 단점이 있다.10,11) 알루미늄(Al)합금은 자동차, 철도, 항공기, 선박 등의 운송기기를 포함한 다양한 분야에서 구조용 재료로 오랫동안 널리 사용되어 오고 있으며, 그 적용 범위도 점점 확대되고 있다.12) 그러나 Al합금은 여전히 강도와 성형성 등의 기계적 물성이 철강재료에 비해 불리하다.12) 이와 같은 Al합금판재의 기계적 특성을 향상시키는 방안으로 이종 Al클래딩 재료를 고려할 수 있다.13,14,15,16,17,18,19,20) 이종 Al클래딩 재료는 다양한 Al합금의 장점을 극대화하기 위해 제안되었으며, 주로 냉간압연접합(cold roll-bonding, CRB)법으로 제조된다. CRB공정은 압연과 동시에 두 판재의 접합을 성공시켜야하기 때문에 금속의 종류, 압연 압하율, 표면 처리, 압연 온도 등 여러 가지 공정 조건을 최적화하는 것이 매우 중요하다. 특히 알루미늄 합금은 공기 중의 산소와 반응하여 표면에 견고하고 얇은 산화막(Al2O3 film)을 형성하기 때문에 CRB를 수행하기 전에 산화막을 제거하기 위한 표면 처리 공정을 거쳐야 한다. 또한 Al판재 간의 높은 결합 강도를 얻기 위해서는 임계압하율 이상의 높은 가공량이 요구된다. 본 연구팀은 최근 상업용 AA1050, AA5052, AA6061합금을 CRB에 적용하여 다양한 2~4층의 이종알루미늄합금판재를 제조하고 평가하는 연구를 진행하고 있다.14,15,16,17,18,19,20) 그 결과 다양한 강도-연성 조합을 가진 새로운 층상Al합금을 제조할 수 있었다. 특히, 3층의 경우는 상부와 하부를 동일 재료로 하고 중간부는 다른 재료를 적용함으로써 두께 방향으로 불균일성을 극대화할 수 있는 특징이 있다. 그 예로, CRB를 통해 AA1050/AA6061/AA1050,14) AA6061/AA5052/AA606115) 3층 층상 판재를 제조하고 자연시효(T4) 및 인공시효(T6) 처리를 실시함으로서 다양한 강도-연성 조합의 층상 Al판재를 얻을 수 있었다. 그런데 이와 같은 3층 Al판재의 경우에 총압하율과 각 시편의 두께 비율을 변화시키면 새롭고 다양한 기계적 성질을 도출할 수 있을 것으로 기대된다. 따라서 본 연구에서는 판재의 두께 및 압하율을 변화시켜 AA1050/AA6061/AA1050 층상판재를 제조하여 이전의 3층 층상판재 연구14)의 결과와 비교 및 평가하였다.
2. 실험 방법
2.1. 냉간접합압연(cold roll-bonding)
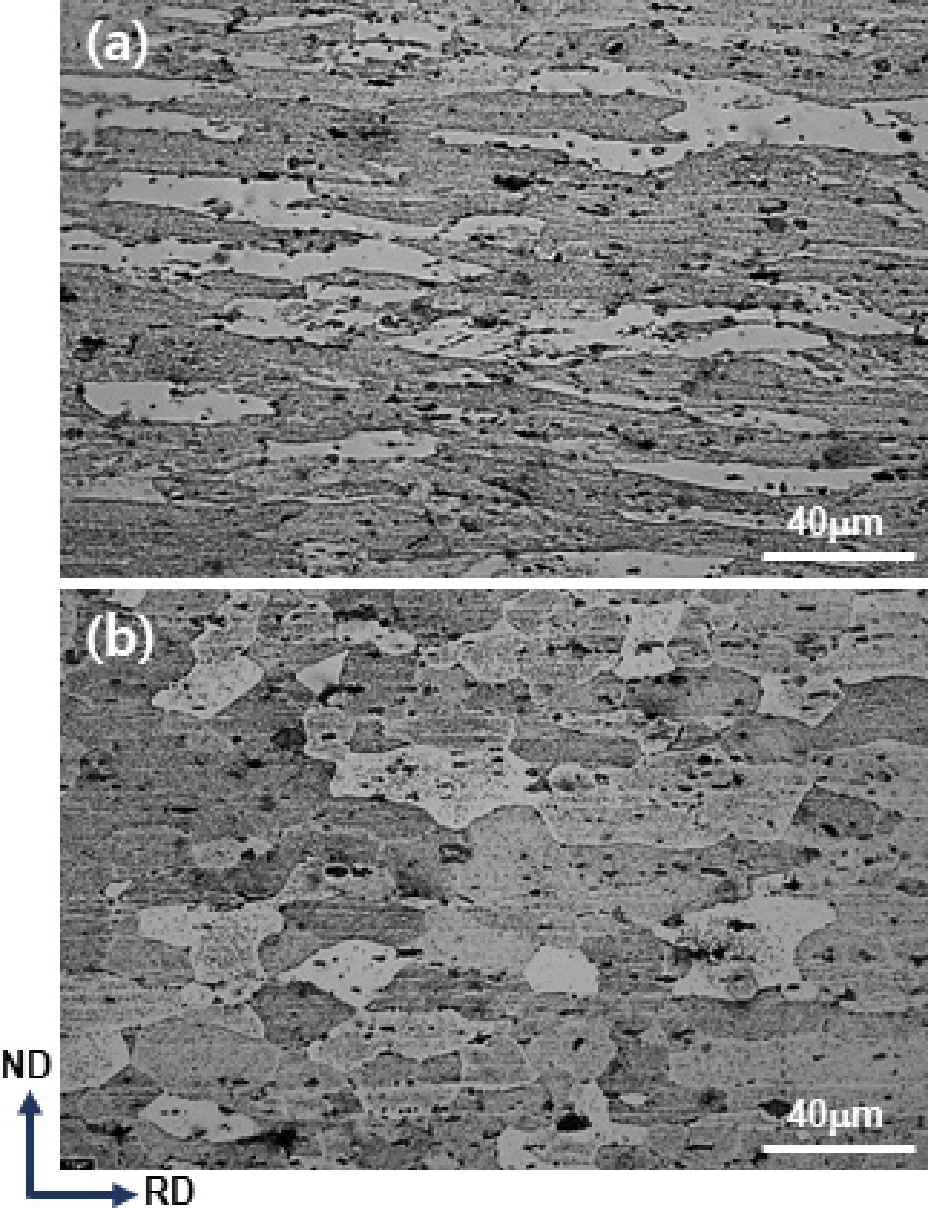
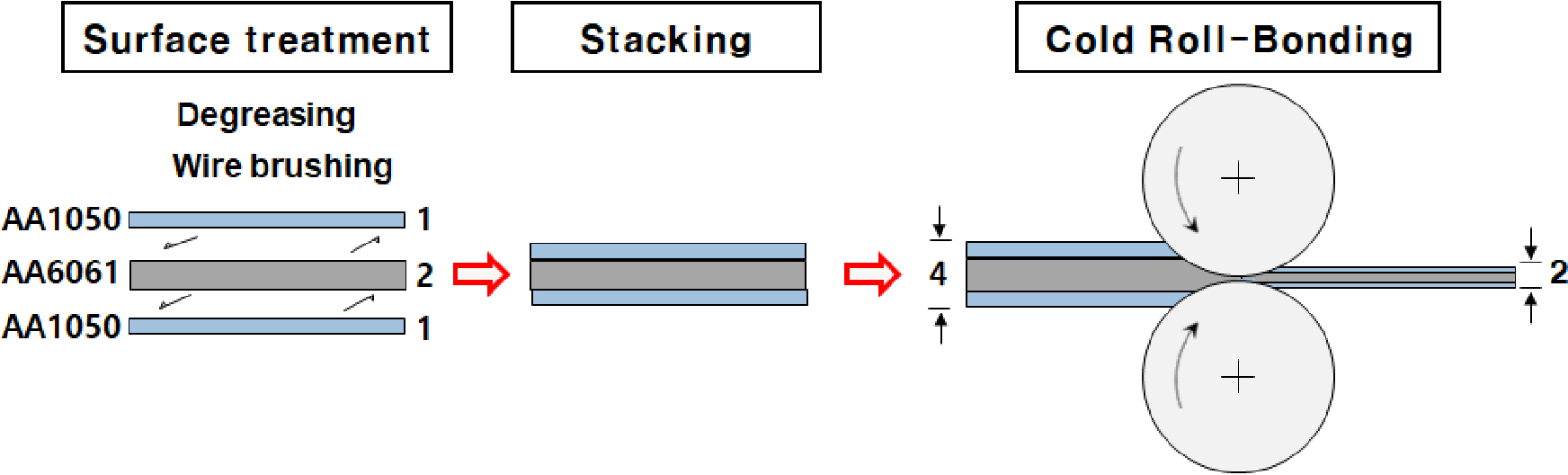
본 연구에서 사용된 재료는 화학조성이 Table 1과 같은 시판용 AA1050과 AA6061 Al 판재이며, 출발재료로 사용한 AA1050은 어닐링된 재료를 50 % 압하율로 압연가공한 재료(H재)로 두께가 1 mm이며, AA6061은 어닐링재(O재)이며 두께가 2 mm로 AA1050과 다르나, 폭과 길이는 모두 40 mm, 300 mm로 같았다. Fig. 1에 출발재료인 AA1050와 AA6061의 미세조직을 나타내었다. 그림에서와 같이 AA1050은 결정립이 압연방향으로 연신된 가공조직을 나타내고, AA6061은 평균 결정립경이 32 µm인 재결정조직을 나타냄을 알 수 있다. 출발재료인 AA1050와 AA6061합금의 인장강도는 각각 184 MPa과 159 MPa, 연신율은 각각 10 %와 28 %였다. CRB는 Fig. 2와 같이 접합될 부위를 탈지 및 wire brushing 등 표면저리한 후, AA6061을 중앙에 AA1050을 상하 부위에 위치시켜, 상온에서 실시하였다. 압연은 무윤활 조건에서 이전 연구14)와 동일하게 롤 직경 210 mm인 2단 압연기를 사용하여 롤 주속 5.0 m/s에서 실시하였으며, 50 %의 압하율에 의해 초기 두께 4 mm를 2 mm로 접합압연하여 AA1050/AA6061/AA1050 층상판재를 제조하였다. 결과적으로 AA1050과 AA6061은 각각 75 %와 50 %의 압하율로 압연된 것이 된다.
Table 1.
Chemical compositions of AA1050 and AA6061 studied. (wt%).
| Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Each | Al | |
| AA1050 | 0.03 | 0.29 | 0.02 | 0.01 | 0.01 | - | 0.01 | 0.01 | 0.03 | RE |
| AA6061 | 0.6 | 0.7 | 0.3 | 0.15 | 1.0 | 0.15 | 0.25 | 0.15 | 0.05 | RE |
2.2. 시효처리(age treatment)
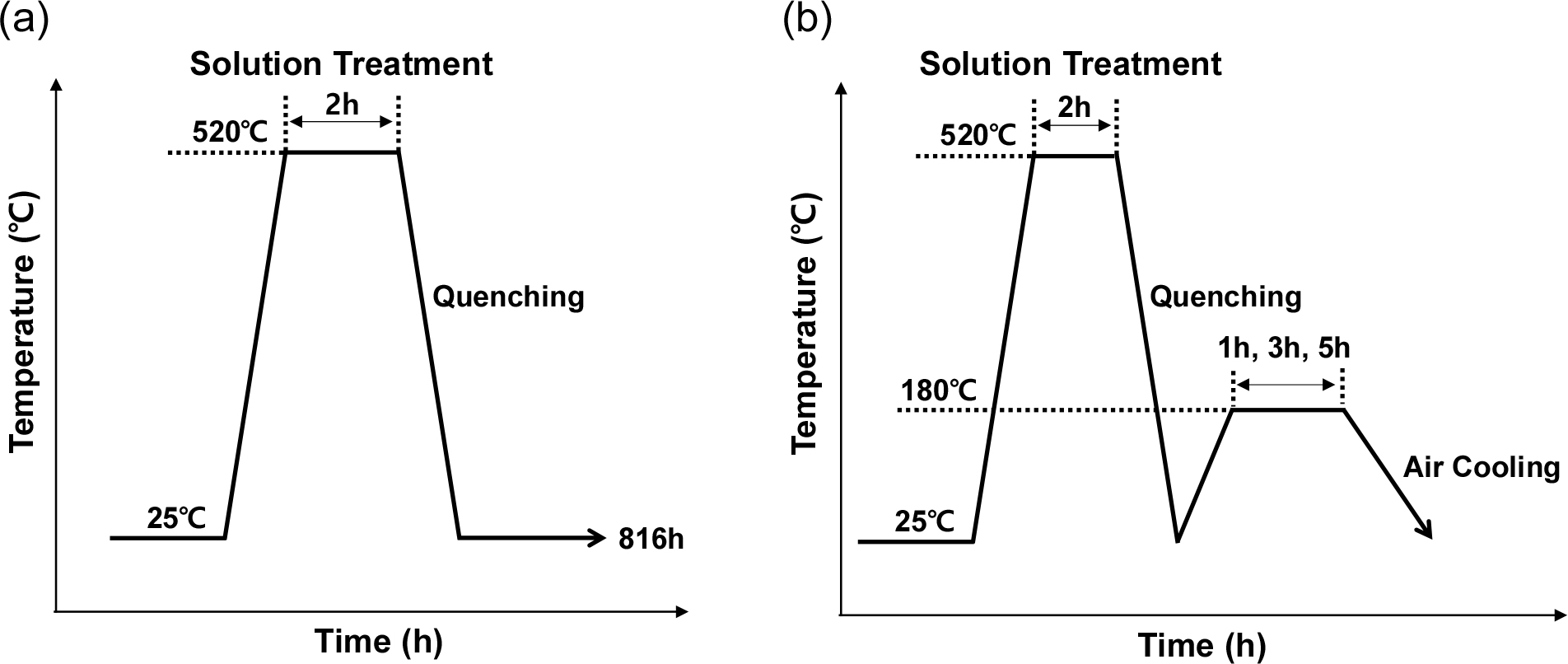
접합압연에 의해 제조된 AA1050/AA6061/AA1050 층상판재에 대하여 T4 및 T6 처리를 실시하였다. Fig. 3에 T4 및 T6 시효처리의 모식도를 나타내었다. T4, T6 시효처리 모두 용체화처리는 520 °C에서 2시간 실시하였으며 가열 후 바로 수냉하여 T4 및 T6 처리를 실시하였다. T4 재료는 냉각 후 상온에서 816시간 지난 후에 시편을 채취하였으며, T6 재료는 180 °C에서 1 h, 3 h, 5 h 가열 후 공냉하여 바로 시편을 채취하였다.
2.3. 특성 평가(characterization)
CRB 재료 및 T4 및 T6 처리된 층상 AA1050/AA6061/AA1050 합금에 대하여 광학현미경에 의한 미세조직을 관찰하였다. 또한, 기계적 특성 평가는 상온 인장시험 및 경도 측정을 통하여 실시하였다. 인장 시험편은 KS 5호의 1/5 크기(평행부 폭 5 mm, 표점간 거리 10 mm)로, 인장 축이 압연방향과 일치하도록 방전가공기로 잘라 준비하였다. 인장시험은 Instron형 재료시험기를 사용하였으며 상온에서 초기변형속도 8.3 × 10-4 s-1의 조건에서 실시하였다. 또한, 파단 연신율은 인장시험 전과 후의 표점간 거리의 차이로부터 산출하였다. 경도시험은 Micro Vickers 경도계를 사용하여 300 g의 하중에서 10초의 압입 시간으로 진행하였다.
3. 결과 및 고찰
3.1. 미세조직(microstructure)
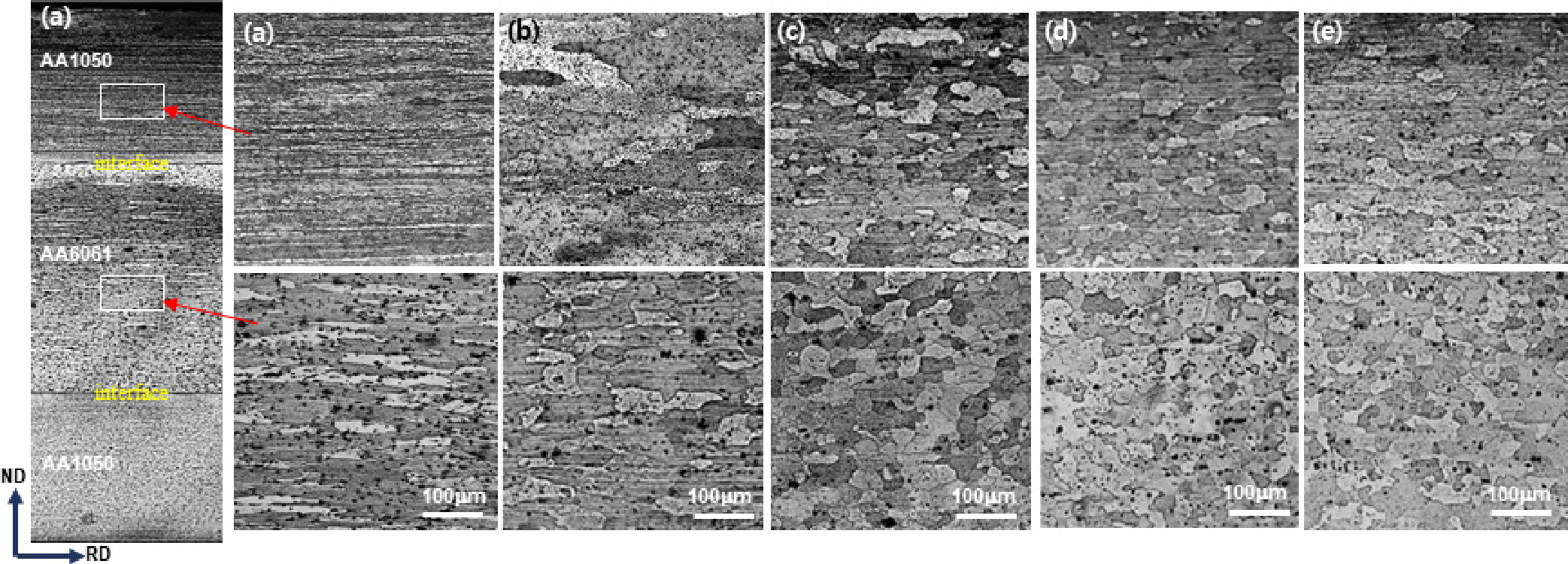
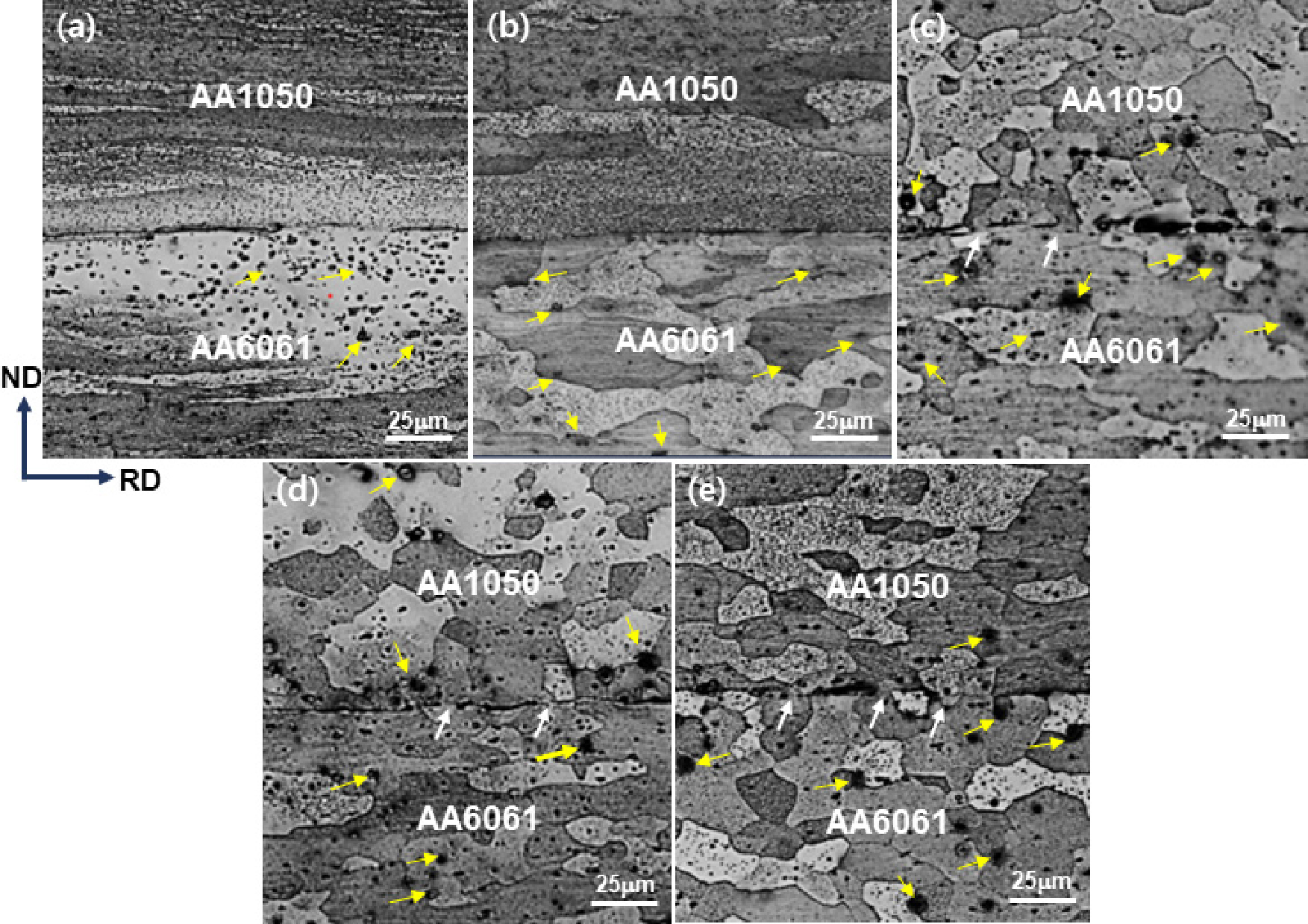
CRB 재료와 T4 및 T6 처리된 재료의 광학현미경 미세조직 사진을 Fig. 4에 나타내었다. Fig. 4(a)에서와 같이 CRB 재료의 경우 각 판재 간의 접합이 양호한 샌드위치형 AA1050/AA6061/AA1050 층상의 구조로 구성되어 있다. 또한, AA1050와 AA6061의 모든 부위에서 결정립이 압연방향으로 길게 연신된 전형적인 가공조직을 나타내었다. T4 재료[Fig. 4(b)]의 경우, AA1050, AA6061 모든 부위에서 재결정이 발생하여 압연방향으로 다소 연신된 조대 결정립조직을 나타내었으며, AA1050 부위의 평균 결정립경이 58 µm로 AA6061 부위의 46 µm에 비해 조대하였다. T6 재료도 Fig. 4(c-e)와 같이 T4 재료와 유사한 재결정립 조직을 나타내었으며, 평균 결정립경도 시효시간에 관계 없이 AA1050 부위는 약 38 µm, AA6061 부위는 약 44 µm로 T4 재료에 비해 다소 미세하였다. Fig. 5에 AA1050과 AA6061의 접합 부위에서 관찰된 미세조직을 나타내었다. CRB 시편[Fig. 5(a)]과 T4 재료에서는, AA1050 및 AA6061의 접합 경계 부위에 존재하는 산화피막(Al2O3)으로 인해 접합 경계 부위를 명확히 확인할 수 있으며, T6 재료의 경우는 시효 시간이 증가할수록 경계 부위에서 관찰되는 산화피막의 두께나 양이 감소하는 경향을 확인할 수 있었다. 이것은 시효 시간이 증가함에 따라 접합 경계를 넘어 상호 확산이 활발히 진행된 결과이다. 그림에서 백색 화살표로 나타낸 바와 같이, 결정립계간 합체가 이루어지는 현상도 관찰할 수 있었다. 또한, 황색 화살표로 나타낸 바와 같이, 원형의 점 형상의 물질이 특히 AA6061 영역에서 많이 관찰되었는데, 이것은 Al-Mg-Si계합금에서 많이 관찰되는 Mg2Si 화합물로 추정된다.21)
3.2. 기계적 성질(mechanical properties)
Fig. 6(a)에 재료와 T4, T6 처리 재료의 두께 방향으로의 경도 분포를 나타내었다. 그림에서와 같이 CRB 재료에서는 중간에 위치한 AA6061 부위의 경도가 높고 상하에 위치한 AA1050 부위는 상대적으로 낮은 경도분포를 나타내었다. T4 재료에서는 CRB 재료에 비해 AA1050 부위에서는 경도가 다소 감소하나 AA6061 부위에서는 크게 상승하여 두 재료의 경도 차이가 크게 확대됨을 알 수 있다. 여기서 AA1050에서의 경도 감소는 재결정에 의한 연화의 결과이며, AA6061에서의 큰 폭의 경도 증가는 장시간의 자연시효에 의한 석출경화에 의한 상승의 결과이다. 또한, T6 재료에서는 AA1050, AA6061 모두 경도가 감소하였으나 AA1050에서 감소 폭이 더 컸다. 또한 시효 시간이 증가함에 따라 AA6061 부위의 경도가 증가하는 경향을 나타내었으나 AA1050 부위에서는 경도변화가 거의 없었다. 결과적으로 부위별 평균 경도를 나타낸 Fig. 6(b)과 같이, 어떤 시효처리 조건에서도 중앙에 위치한 AA6061 부위의 경도가 높고 상하에 위치한 AA1050 부위의 경도는 매우 낮은, 두께 방향으로 매우 불균일한 경도 분포를 나타내었다.
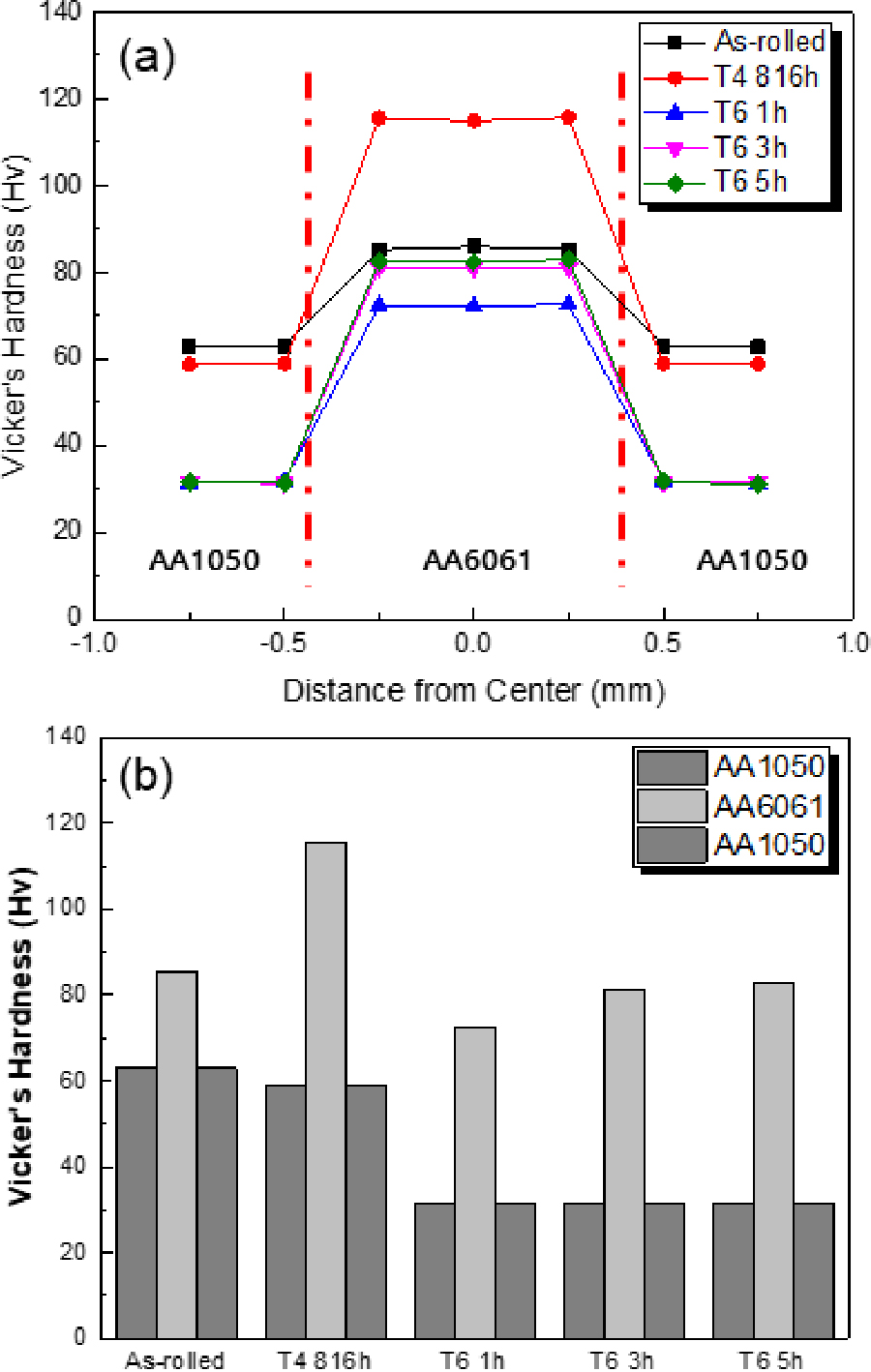
Fig. 7은 CRB 재료 및 T4 & T6 재료의 인장시험에 의한 공칭응력(nominal stress)-공징변형률(nominal strain) (s-s) 곡선[Fig. 7(a)] 및 기계적 특성[Fig. 7(b)]을 정리하여 나타낸 것이다. 그림에서와 같이, CRB 재료의 최대인장강도는 282 MPa로 출발재료인 AA1050 (184 MPa) 및 AA6061 (159 MPa) 대비 각각 약 1.5배, 약 1.8배 증가하였고, 파단 연신율은 크게 감소하였다. T6 재료에서는, 시효 시간 증가에 따른 인장강도의 차이는 매우 작았고, 평균 인장강도가 약 220 MPa로 출발 재료인 AA1050에 비해서 약 1.2배, AA6061에 비해서 약 1.4배 증가하였다. T4 재료의 경우는, 최대인장강도가 195 MPa로 출발재료인 AA1050에 비해서 약 2.3배, AA6061에 비해서는 약 1.2배 증가하였고, 연신율은 30 %로 가장 높은 값을 나타내었다. 항복강도는 CRB 재료가 280 MPa로 가장 높았으며 T4 재료가 95 MPa로 가장 낮았다. 그러나 Fig. 7(b)에서와 같이, T4 재료에서 최대인장강도와 항복강도의 차이인 가공경화량이 가장 큰 특징을 보였다.
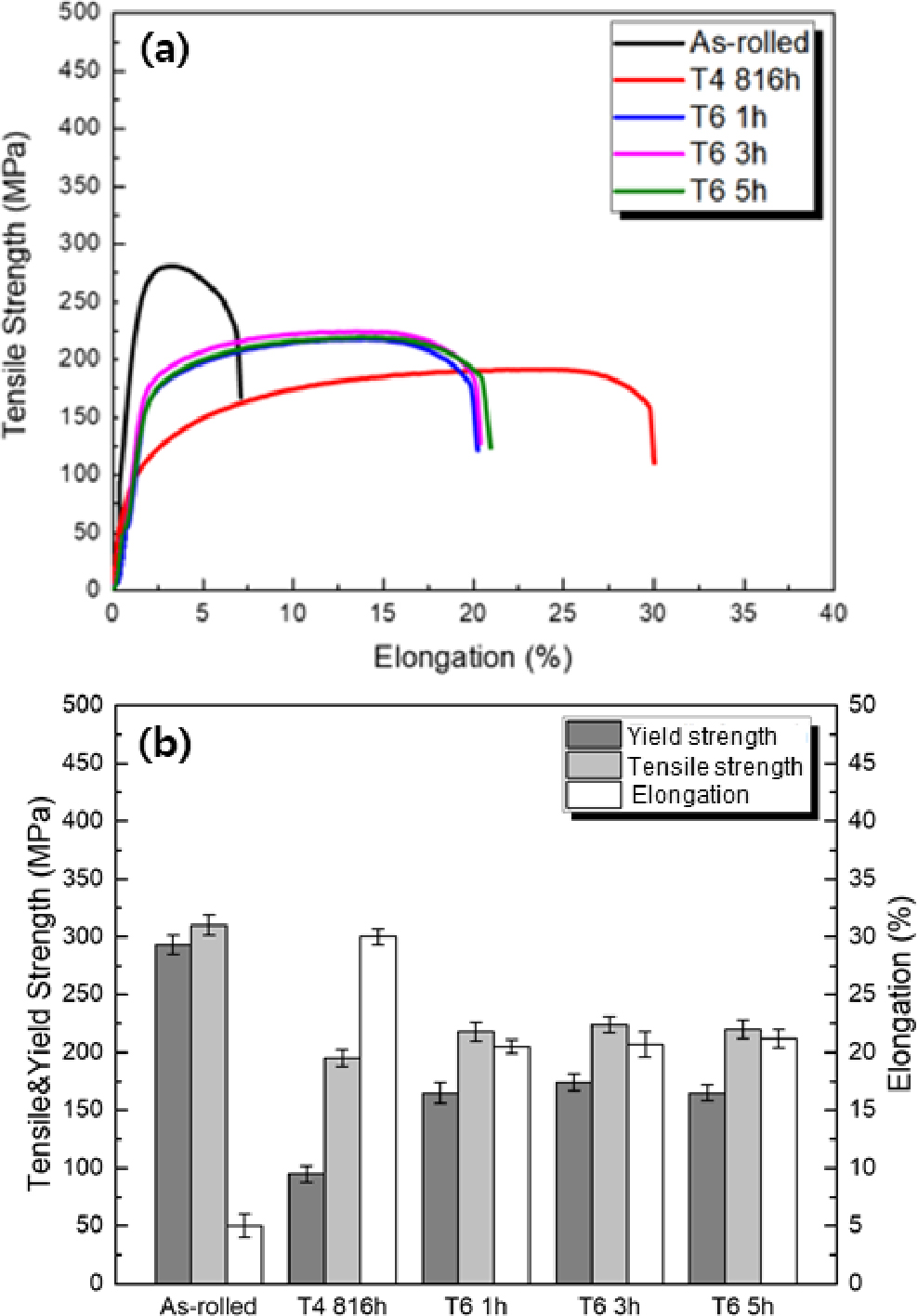
Fig. 8에 본 연구에서 얻은 s-s 곡선(실선)과 이전 연구의 s-s 곡선(점선)을 비교하여 나타내었다. 그림에서와 같이, CRB 재료의 인장강도는 이전 연구의 CRB 재료 보다 낮았으나, T4 및 T6 재료에서는 본 연구에서 얻은 재료가 강도 및 연성 모두 이전 연구의 재료에 비해 높은 것을 알 수 있다. 여기서 CRB 재료의 인장강도가 이전 재료에 비해 낮은 것은 총압하율 감소로 인한 가공경화량의 감소 때문인 것으로 사료된다. 즉, 이전 연구에서는 AA1050, AA6061 모두 압하율이 80 %인데 반해, 이번 연구에서는 AA1050의 경우 75 %, AA6061의 경우 50 %로 평균 압하율이 67 %였다. 이런 압하율(가공량)의 차이가 두 CRB 재료의 인장강도의 차이를 초래하였다고 판단된다. 또한 본 연구의 T4, T6 재료에서 인장강도 및 연신율이 더 높은 것은 크게 다음의 두 가지 효과에 기인한 것이라 판단된다. 첫째로 결정립경의 차이로 인한 효과이다. 이전 연구의 T4, T6 재료의 평균결정립경은 60 µm이었으나 본 연구에서는 40 µm이었다. 그러므로 Hall-Petch식22)에 따라 미세한 결정립을 가진 본 연구의 인장강도가 높은 결과를 초래하였다고 할 수 있다. 둘째로 AA1050과 AA6061 판재의 두께 비율의 차이에 기인한 것이다. 이전 연구14)에서는 두께 2 mm의 AA6061을 중앙에 놓고 두께 2 mm의 AA1050을 상하부에 위치시켜 총 6 mm를 1.2 mm로 접합압연하었다. 그러므로 강도가 높은 AA6061의 두께 비율은 1/3이었으나, 본 연구에서는 1/2로 두께 비율이 더 높았다. 그러므로 인장강도의 혼합법칙(mixture rule)에 의해 본 연구의 T4, T6 재료가 높은 강도를 보였다고 판단된다.
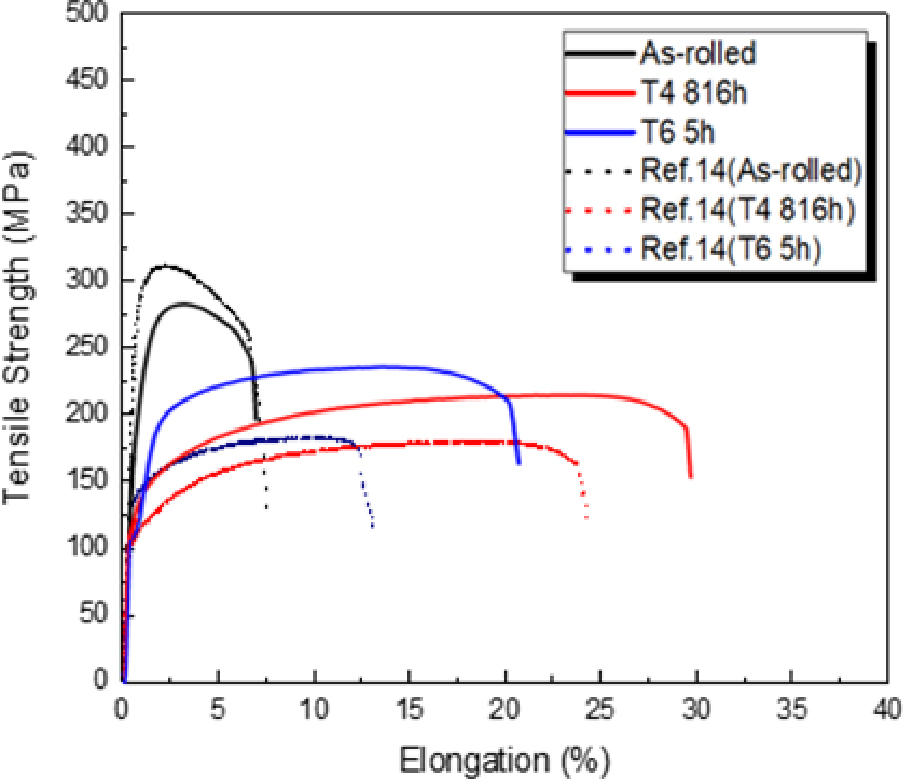
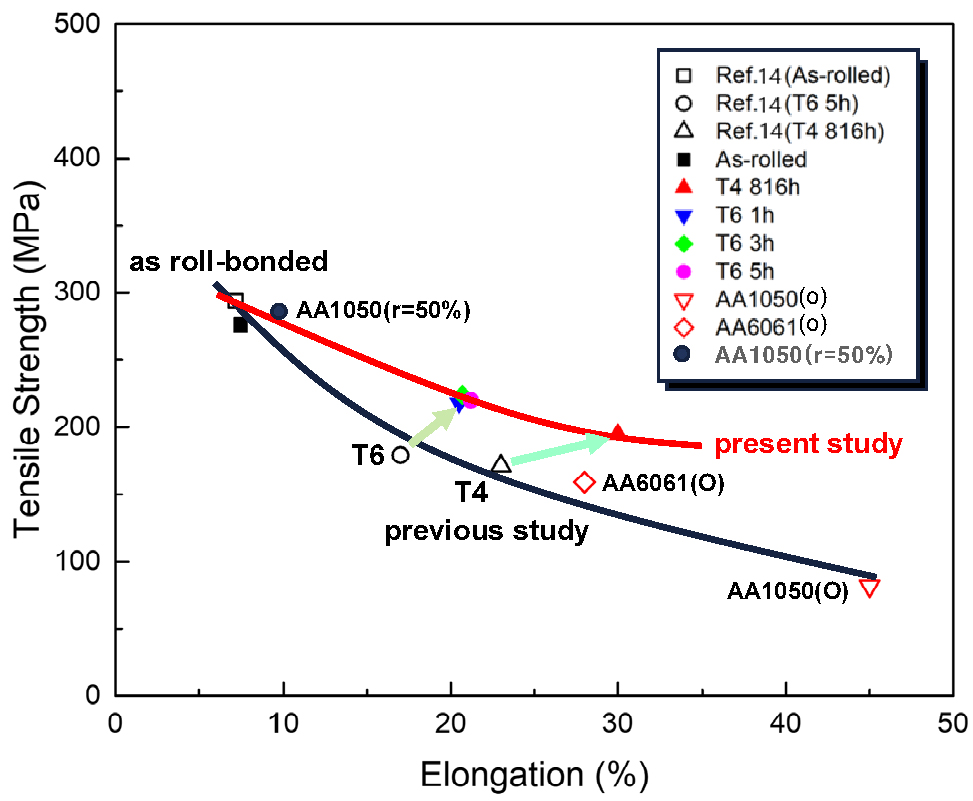
Fig. 9에 본 연구에서 얻은 AA1050/AA6061/AA1050 층상 CRB 재료 및 T4 및 T6 재료의 인장강도-연신율 관계도를 이전 연구 결과14)와 함께 나타내었다. 그림에서와 같이, CRB 재료의 인장강도는 이전 연구의 CRB 재료보다 낮으나, T4 및 T6 재료에서는 본 연구에서 얻은 재료가 강도 및 연성 모두 이전 연구의 재료에 비해 높은 것을 알 수 있다. 결과적으로, 본 연구는 CRB 공정에 있어서 적층하는 재료의 재질 및 두께의 변화를 통해 강도 및 연성이 우수한 이종 알루미늄 적층 판재를 제조할 수 있음을 입증시켜 준다고 할 수 있다.
4. 결 론
냉간압연접합 후 T4 및 T6 시효처리된 AA1050/AA6061/AA1050 층상판재의 미세조직 및 기계적 특성을 평가하여 다음과 같은 결과를 얻었다.
(1) 냉간압연접합된 AA1050/AA6061/AA1050 재료는 압연방향으로 연신된 전형적인 가공조직을 나타내었으며, T4 및 T6처리된 재료는 AA1050, AA6061 모든 부위에서 재결정에 의한 조대 결정립조직을 나타내었으나 평균 결정립경은 T6 재료에서 더 미세하였다. 또한, T6 재료에서 시효 시간 증가에 따른 결정립경의 변화는 거의 없었다.
(2) 경도는 CRB 재료, T4 & T6 재료 모두에서 중앙에 위치한 AA6061 부위에서 높고 상하에 위치한 AA1050 부위에서는 낮아 두께 방향으로 매우 불균일한 분포를 나타내었다.
(3) 인장강도는 CRB 재료의 경우 282 MPa로 출발재료인 AA1050와 AA6061에 비해 크게 증가하였고, 파단연신율은 감소하였다. T6 재료의 인장강도도 약 220 MPa로 출발재료에 비해서 증가하였으나, 시효 시간에 따른 인장강도의 변화는 거의 없었다. T4 재료의 인장강도는 195 MPa로 비교적 낮았으나 연신율은 30 %로 가장 높은 값을 나타내었다. T4, T6 재료 모두 인장강도 및 연신율 면에서 이전 연구에 비해 높은 값을 나타내었다.
(4) 결과적으로 CRB 공정에 의한 AA1050/AA6061/AA1050 층상판재의 제조에 있어서 두 재료의 재질 및 두께의 변화를 통해 강도 및 연성이 우수한 이종 알루미늄 적층 판재를 제조할 수 있다.
