

1.서 론
지구 온난화 현상이 가속화됨에 따라 온실가스인 이산 화탄소의 배출을 줄이기 위하여 자동차와 비행기같은 수 송기기의 연비향상이 절실히 요구된다. 연비의 향상은 수 송기기에 경량소재를 적용하여 무게를 감소시킴으로 인 하여 달성할 수 있는데 현재 적용되고 있거나 연구되고 있는 수송기기용 재료로는 고장력 강판, 알루미늄 혹은 마그네슘과 같은 경량 비철금속, 탄소섬유복합재 등이 있 는데 그 중에서 알루미늄 합금은 높은 비강도와 저렴한 가격으로 타 소재에 비해 경제적이다.1-4)
한편 구조용 재료로 사용되는 알루미늄 합금에는 성형 성이 우수한 5xxx계 합금과 비교적 강도가 우수한 6xxx 계 합금이 있다. 알루미늄에 Mg와 Si가 첨가된 6xxx계 알루미늄 합금은 석출경화형 합금으로서 용체화처리 시 낮은 강도와 높은 연신율을 가진다.5-7)
하지만 일반적으로 강도를 높이기 위하여 시효경화를 실시하는데 시효경화처리를 실시하면 성형성이 감소한다. 6xxx계 알루미늄 합금을 기존 강판과 비교할 때 강판의 60~70 %에 해당하는 낮은 연신율과 0.6~0.7의 낮은 소 성변형비로 인해 가공 시 한계드로잉비(limit drawing ratio)가 낮고 귀발생(earing)과 같은 성형결함이 발생한 다. 그래서 현재 6xxx계 알루미늄 합금은 상온에서의 낮 은 성형성으로 인해 대부분 열간가공을 통해 제품성형 이 이루어지게 된다.8,9)
그런데 알루미늄합금을 열간가공 하게 되면 재결정이 발생하여 제품의 강도가 낮아지게 되므로 이를 해결하 기 위해 열간가공 후 후처리로서 인공시효처리를 실시 하여 합금내부에 석출물을 생성시킴에 의해 강도를 높 인다. 또한 높은 소성이방성에 의해 발생하는 귀발생을 해결하기 위해서는 성형 후 추가적인 기계적 가공이 요 구된다. 따라서 알루미늄의 낮은 성형성과 높은 소성이 방성을 해결하기 위해서는 추가적인 공정에 의한 생산 비용 상승을 피할 수 없다.
지금까지의 연구에서 소성이방성은 결정학적 집합조직 과 응력상태에 의존한다고 알려져 있다.10-12)
알루미늄 합금은 어닐링 시 {001}<100>의 cube 집합 조직이 발달하게 되는데, cube 집합조직은 압연방향에 평 행한 방향과 수직한 방향에서는 소성변형비가 높고 압 연방향에 45방향에서는 소성변형비가 낮아 가공방향에 따 른 높은 소성변형비의 차이에 기인한 높은 소성이방성 을 나타내게 된다. 이러한 알루미늄 합금의 소성이방성 은 전단변형에 기인한 <111>//ND 집합조직을 발달시킴 에 의해 완화할 수 있다.13) 알루미늄 합금의 일반적인 압 연 시 압축응력과 더불어 롤과 알루미늄 판재와의 마찰 에 의한 전단변형이 발생하지만 이러한 전단변형은 주 로 롤과 접촉하는 판재의 표면에 국한됨으로써 알루미 늄 판재 전체의 소성이방성 개선효과는 미미하다.14,15)
알루미늄 합금을 냉간압연 하면 Bs, Cu, S방위와 같은 β-fiber 집합조직이 발달하는데 이 집합조직은 주로 압연 방향에 대해 45도 방향에서 귀발생이 발생하는 경향이 있 으므로 귀발생을 줄이기 위해 압연 후 어닐링에 의한 재 결정에 의해 cube 집합조직을 일부 형성시킴으로써 45도 귀발생을 줄여 소성이방성을 감소시킬 수 있다.11,16,17)
또한 알루미늄 합금판재에 <111>//ND 집합조직 발달을 위한 전단변형의 한 방법으로써 비대칭압연이 연구된 바 있다.18-21) 하지만 지금까지는 주로 상온에서 비대칭압연 이 이루어져 변형에 많은 어려움이 있었으며 변형량이 적 어 큰 전단변형 효과를 얻기 어려운 실정이었다.
만약 고온에서 비대칭압연을 할 경우 항복강도가 낮아 연신율을 증가시킬 수 있으며 압연롤 표면과 알루미늄 판재와의 마찰계수가 증가하여 전단변형이 더욱 용이할 수 있다. 따라서 본 연구에서는 6061 알루미늄 합금을 고온에서 열간 비대칭 압연하였으며 열간 비대칭압연에 의한 미세조직과 집합조직의 변화를 분석하고 미세조직 과 집합조직의 변화가 알루미늄 합금판재의 성형성과 이 방성에 미치는 영향에 대해 대칭압연과 비교하여 고찰 하였다.
2. 실험방법
2.1 비대칭압연과 대칭압연에 의한 시편 제조
본 연구에서는 상용 6061 알루미늄 합금 판재를 사용 하였으며 합금의 조성은 Table 1과 같다. 구입된 6061 알루미늄 합금 판재는 절단 후 가공조직을 제거하고 이 미 존재하는 석출상을 재고용시키기 위하여 550 °C에서 5시간동안 용체화 처리 후 수냉 되었다. 비대칭압연 전 용체화 처리에 의해 석출상을 재고용함으로써 연신율이 낮은 상온압연 조건에서도 패스당 높은 압하율로 가공 이 가능하였다. 비대칭압연이 성형성에 미치는 효과를 비 교분석 하기 위해 동일한 조건에서 대칭압연도 함께 실 시하였다. 고온 압연 시 알루미늄 판재와 압연롤과의 접 착을 방지하기 위해 압연롤은 질화붕소(Boron nitride, BN)로 스프레이 코팅되었다.

압연에 사용된 6061 알루미늄 합금 판재의 크기는 100 mm(L) × 100 mm(W) × 8 mm(T)이었으며 비대칭압연과 대 칭압연 시 상부롤과 하부롤의 롤 속도비는 각각 2:1, 1:1 이었다. 압연 시 패스 당 50 %의 압하율로 두번 압연하 여 최종 두께 2 mm까지 압연함으로써 전체 압하량은 75 %이었다. 압연온도에 따른 전단변형량과 집합조직의 변 화를 고찰하기 위해 압연온도를 25 ~ 500 °C로 변화시키 면서 압연을 실시하였다. 압연 후 결정립의 성장과 석출 물 형성을 최소화하기 위하여 시편은 수냉되었으며 자연 시효를 억제하기 위하여 -20 °C의 냉동고에 보관되었다.
2.2 미세조직과 집합조직 분석
비대칭압연에 의한 전단변형량을 분석하기 위해 압연 전에 시편의 횡방향(transverse direction; TD)에 수직한 면에 그리드(grid)를 표시하였으며 압연 후 그리드의 각 도변화를 측정하여 변형량을 분석하였다. 압연된 알루미 늄 판재의 미세조직과 집합조직을 분석하기 위해 EBSD (electron back scattered diffraction, ZEISS Merlin Compact)를 이용하여 시편의 TD방향을 분석하였으며 시 편표면은 다이아몬드 서스펜션 1.0 μm까지 기계적 연마 된 후 콜로이드 실리카(colloidal silica)을 사용하여 최종 연마되었다. 마지막으로 폴리싱에 의해 시편표면에 발생 한 잔류응력을 제거하기 위하여 20 % 과염소산(perchloric acid)과 80 % 에탄올의 혼합용액을 사용하여 20 V에서 10초간 전해연마 하였다.
2.3 성형성 분석
시편의 성형성은 식 (1)과 같은 소성변형비(r-value)를 이용하여 평가되었다. 식 (1)과 같이 소성변형비는 인장 변형 중 시편의 두께와 폭의 변화에 의해 결정되는데 측 정오차를 줄이기 위해 본 연구에서는 식 (1)과 같이 두 께 대신 길이와 폭을 이용하였다.
여기에서 εw, εt는 폭방향과 두께방향의 변형률, w0와 wf는 폭방향의 변형 전과 변형 후의 길이, t0와 tf는 두께방향 의 변형 전과 변형 후의 길이, l0와 lf는 길이방향의 변형 전과 변형 후의 길이를 의미한다. 소성변형비 측정을 위 해 ASTM E517-18규격으로 인장시험기(MTDI, MINOS UT-100F)를 사용하여 상온에서 10-3/s의 변형속도로 전체 연신율의 50%까지 인장하였으며 압연방향에 대해 각각 0, 45, 90도 방향에서 측정되었다. 이 때 측정 시편 표면의 거칠기 영향을 줄이기 위해 시편 표면을 사포(SiC paper) 로 #2400까지 기계적 연마하였다. 한편 시편 전체에 대한 평균적인 성형성과 이방성은 각각 식 (2)의 평균 r값 (r) 과 식 (3)의 소성이방성 (Δr)을 이용하여 평가되었다.
3. 결과 및 고찰
3.1 미세조직과 집합조직
Fig. 1은 비대칭압연의 공정 모식도를 나타낸다. 압연 롤의 반경(R)은 150 mm이었으며, 압연은 상부롤의 속도 가 30 mm/s, 하부롤의 속도가 15 mm/s로 상부롤의 속도 (W1)가 하부롤의 속도(W2)보다 2배 높았으며, 대칭압연 의 경우는 상부롤의 속도와 하부롤의 속도는 15 mm/s로 동일하였다. 비대칭압연 시 Fig. 1에서 판재의 TD향에 표시한 수직 grid는 압연 후 θ만큼 각도가 변하게 되며 θ는 전단변형된 양을 의미한다. 본 연구에서는 각 시편 조건에서의 전단각(shear angle) θ를 측정하기 위해 시편 의 옆면을 디지털카메라로 촬영하였으며 그 결과를 Fig. 2에 나타내었다. 대칭압연의 경우 압축변형에 의해 θ가 거의 변화하지 않고 grid는 압연면에 수직한 방향(normal direction; ND)에 평행하게 나타났다. 하지만 압연롤과 접 촉한 표면 부위는 롤과의 마찰에 의해 전단변형을 받아 약간의 θ가 발생하였다. 한편 비대칭압연의 경우 판재의 표면부위 뿐만 아니라 판재의 내부에서도 전단변형을 받 아 큰 θ값을 갖게 되고 시편의 위치(상부롤 부분, 중간 부분, 하부롤 부분)에 따라 θ값은 변하였으며 압연 온도 가 증가함에 따라 θ값이 증가함을 알 수 있었다. 비대 칭압연 시 압연온도에 따른 시편의 각 위치에서의 θ값 을 측정하였으며 그 결과를 Fig. 3에 나타내었다. Fig. 3에서 알 수 있는 것과 같이 압연온도가 올라갈수록 θ 값이 증가하였는데 이 결과는 압연온도가 올라감에 따 라 판재의 항복강도가 감소하여 전단변형이 용이하게 발 생했기 때문이다. 또한 각 온도조건에서 상부롤 부분에 서의 θ값이 하부롤 부분에서의 θ값보다 더 큼을 알 수 있는데 이는 빠른 롤 회전속도에 기인하여 롤에 의한 마 찰력이 크게 작용했기 때문이며 이러한 마찰에 의한 상 부롤 부분과 하부롤 부분의 변형량 차이는 Utsunomiya 등22)의 결과와도 유사하다.
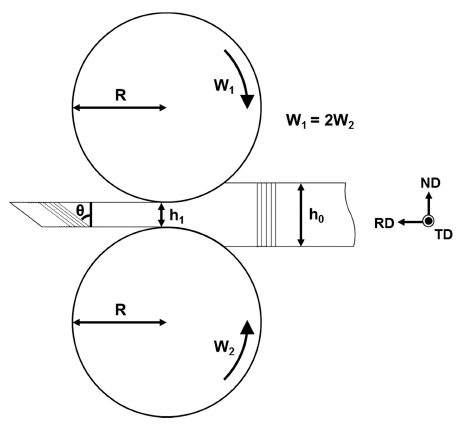
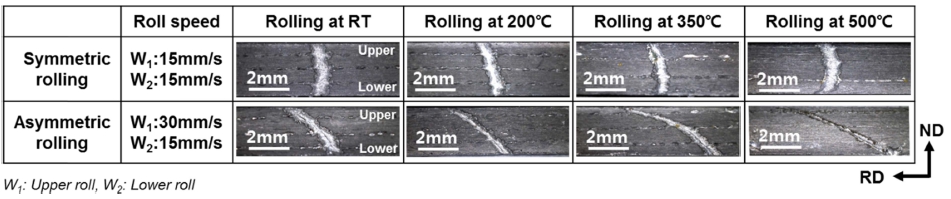
Fig. 2
Digital images showing the shear deformation pattern observed on the plane perpendicular to the transverse direction of the symmetric or asymmetric rolled specimen.
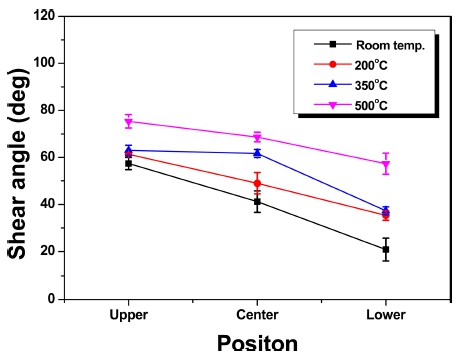
Fig. 3
Variations in shear angle depending on the position (upper roll side, center, lower roll side) of the specimen asymmetric-rolled at room temperature, 200 °C, 350 °C, and 500 °C.
한편 전단변형에 의해 생성된 전단각 θ를 이용하여 비 대칭압연 시 발생한 등가변형률(equivalent strain; εeq)을 계산하였다. εeq는 식 (4)와 같이 정의되며 비대칭압연 시 평면변형(plane strain)조건을 가정한다면 εx = −εy, εz= 0, γyz= 0, γzx= 0이므로 εeq는 식 (5)와 같이 표현될 수 있 다. 그런데 식 (5)에서 γxy = tanθ이며, εy = −ln(h1/h0)이 므로 압연 전 판재의 높이인 h0에 8 mm, 압연 후 판재 의 높이인 h1에 2 mm를 대입하고 각 조건에서 측정된 전단각 θ를 대입하여 εeq을 계산하였으며 그 결과를 Fig. 4에 나타내었다.
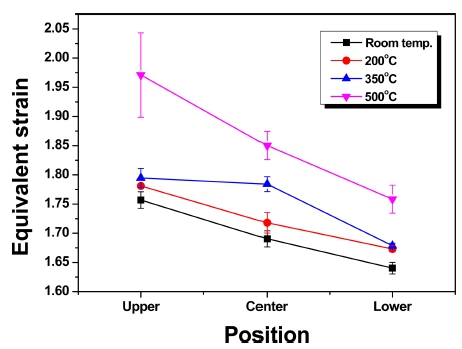
Fig. 4
Variations in equivalent strain depending on the position (upper roll side, center, lower roll side) of the asymmetric-rolled specimen at room temperature, 200 °C, 350 °C, and 500 °C.
Fig. 4에서 알 수 있는 것과 같이 하부롤에 의해 압 연되는 부분에서 상부롤에 의해 압연되는 부분으로 갈 수록, 판재의 동일 부분에서 압연온도가 높을수록 εeq은 증가함을 알 수 있다. 이 현상은 Fig. 3에 보여준 전단 각 (θ)의 변화 양상과 일치하는 것으로 전단변형률(εeq= tanθ)이 εeq을 좌우하기 때문이다.
본 연구에서는 대칭압연과 비대칭압연 시 압연된 결정 립들의 모양과 각 결정립들의 결정방위를 분석하기 위 해 EBSD를 사용하여 시편의 TD방향에 수직인 면을 스 캔하여 분석하였다. Fig. 5는 각 압연조건에서 시편의 TD방향에 수직인 면에서의 결정립 모양과 결정립들의 ND방향의 결정방위를 색깔로 보여준다. 대칭압연된 시 편과 비대칭압연된 시편 모두에서 결정립들이 압연방향 (rolling direction; RD)으로 길게 늘어져 있는 것을 알 수 있으며 결정립 모양에서의 뚜렷한 차이는 관찰되지 않았다. 다만 대칭압연보다 비대칭압연된 시편에서 파란 색으로 표시되는 부분이 더 많은 것을 알 수 있는데 파 란색은 <111>방향을 나타내므로 비대칭압연한 시편에서 ND로 <111>방향을 갖는 결정립들이 더 많음을 의미한 다. 다시 말해 비대칭압연한 시편의 ND방향에 수직한 면 즉, 압연면에서 {111}면이 발달했음을 의미한다.
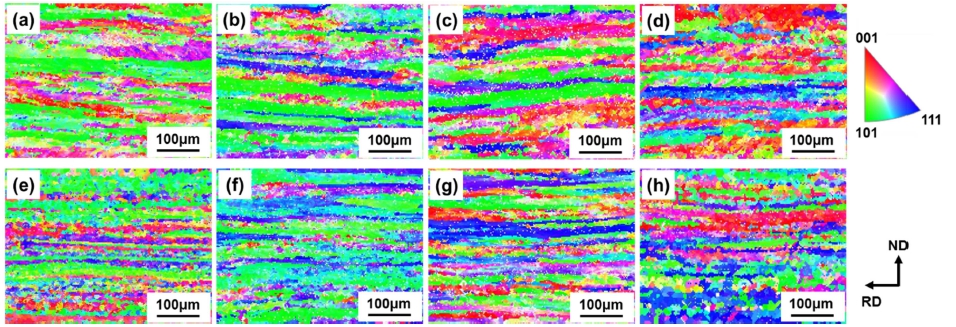
Fig. 5
EBSD orientation maps of normal direction obtained on the plane perpendicular to the transverse direction of the symmetric- (ad) or asymmetric- (e-h) rolled specimen at RT (a, e), 200 °C (b, f), 350 °C (c, g), and 500 °C (d, h).
대칭압연과 비대칭압연 시 압연온도의 변화가 동적재 결정에 미치는 영향을 알아보기 위해 Fig. 5의 EBSD 결 과로부터 방위차 각도(misorientation angle) 분포를 분석 하였으며 그 결과를 Fig 6에 나타내었다. 각 그래프에 표시된 삼각형은 방위차 각도의 평균값을 의미한다. 대 칭압연과 비대칭압연된 시편 모두에서 압연온도가 증가 할수록 저각입계(low angle grain boundary)의 분율이 줄 어들고 고각입계(high angle grain boundary)의 분율이 증가함을 알 수 있다. Fig 6의 방위차 각도 분포로부터 방위차 각도의 평균값과 고각입계의 분율을 분석하였으 며 그 결과를 Fig. 7에 나타내었다. 그림에서 알 수 있 는 것과 같이 고각입계 분율의 변화양상은 방위차 각도 의 평균값의 변화양상과 비슷하였다. 대칭압연에서 방위 차 각도의 평균값은 온도증가에 따라 350 °C까지는 완 만하게 증가하다가 그 이후에는 급격하게 증가하였으며 이 결과로부터 350 °C 이후에 동적재결정이 활발히 일 어났음을 예측할 수 있다. 한편 비대칭압연에서는 온도 증가에 따른 방위차 각도의 평균값이 대칭압연보다 저 온에서부터 빠르게 증가하였는데, 이 결과로부터 대칭압 연보다 비대칭압연의 경우 동적재결정이 더 활발히 일 어남을 예측할 수 있다. Gourdet 등23)은 변형률이 높아 짐에 따라서 적층 결함 에너지(stacking fault energy)가 높은 알루미늄에서는 연속동적재결정(continuous dynamic recrystallization)이 점진적으로 증가한다고 하였으며, 본 연구에서도 유사하게 500 °C의 고온에서 비대칭압연함에 따라 Fig. 4에서 보여준 것과 같은 높은 변형률로 인하 여 동적재결정이 활발하게 일어나 대칭압연보다 더 큰 방위차 각도의 평균값과 더 높은 고각입계 분율이 얻어 진 것으로 판단된다.
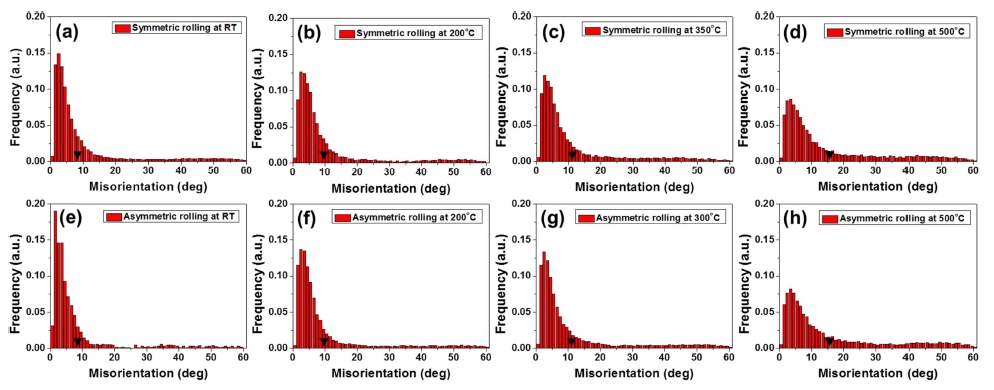
Fig 6
Misorientation distribution of the symmetric- (a-d) or asymmetric- (e-h) rolled specimen at RT (a, e), 200 °C (b, f), 350 °C (c, g), and 500 °C (d, f).
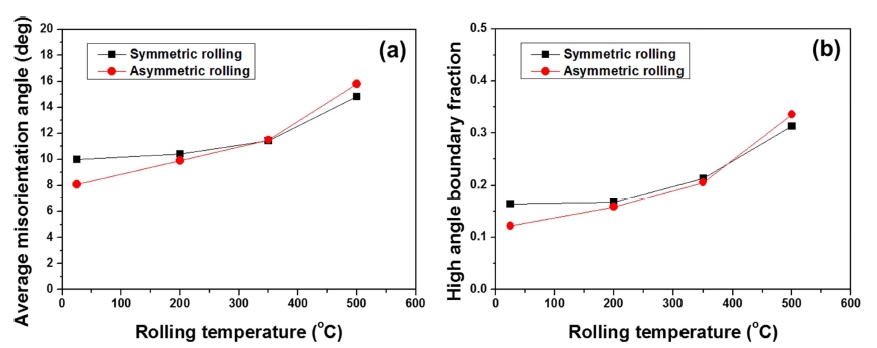
Fig. 7
Variations in average misorientation angle (a) and high angle boundary fraction (b) as a function of rolling temperature in symmetric- or asymmetric-rolled specimen.
상온과 고온에서 대칭압연과 비대칭압연에 따른 집합 조직의 변화를 분석하기 위해 EBSD를 이용하여 각각 상 온과 500 °C에서 대칭압연과 비대칭압연한 시편의 집합 조직을 분석하였으며 그 결과를 Fig. 8과 9에 나타내었 다. Fig. 8은 대칭압연한 시편의 {111}극점도와 RD, ND 방향에서의 역극점도(inverse pole figure)를 보여준다. 상 온에서 압연된 시편에서는 상부롤과 하부롤 부분에서는 {001}<110> rotated cube 방위가 발달하였으며, 중심부 에는 {110}<112> Bs 방위가 발달하였다. 일반적으로 알 루미늄을 상온에서 압연할 때 Bs, Cu ({112}<111>), S ({123}<634>)방위가 발달하므로 중심부에서 Bs방위가 발 달한 것으로부터 중심부에서는 압연에 의한 평면변형압 축(plane strain compression) 변형거동이 일어났음을 알 수 있다. 이에 반하여 Tsuji24)와 Choi25)의 결과에서 잘 알려진 것과 같이 {001}<110> 방위는 일반적으로 전단 변형을 받을 때 발달하는 방위이므로 상부롤과 하부롤 부분에서 {001}<110> 방위가 발달한 것으로 보아 롤과 의 접촉에 의한 마찰로 인해 전단변형이 일어났음을 알 수 있다. 한편 고온에서 압연한 시편에서는 상부롤과 하 부롤 부분에서 상온압연과 마찬가지로 주로 {001}<110> 방위가 발달하지만 상부롤부분에서는 재결정 집합조직인 {001}<100> cube방위도 함께 발달하는데 이 결과로부터 동적재결정이 일부 일어났음을 알 수 있다.
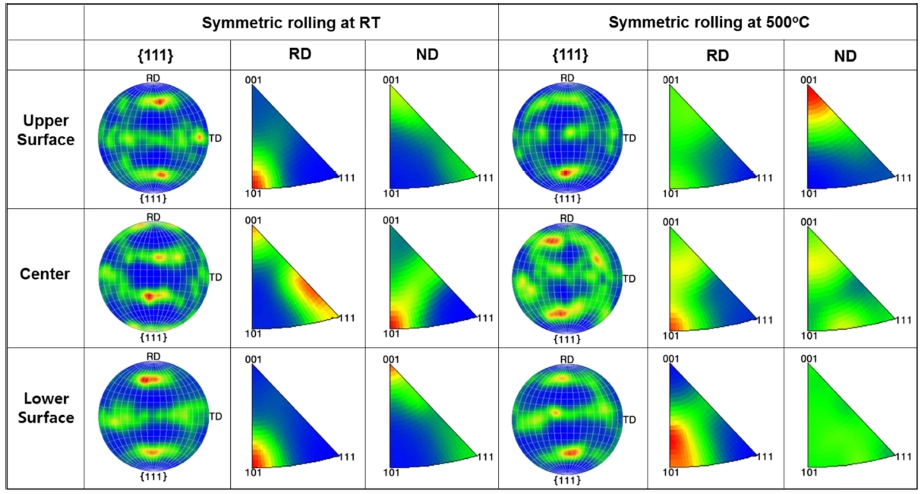
Fig. 8
{111} Pole figures and inverse pole figures of RD and ND obtained on upper surface, center, and lower surface in symmetric rolledspecimen at RT and 500 °C.
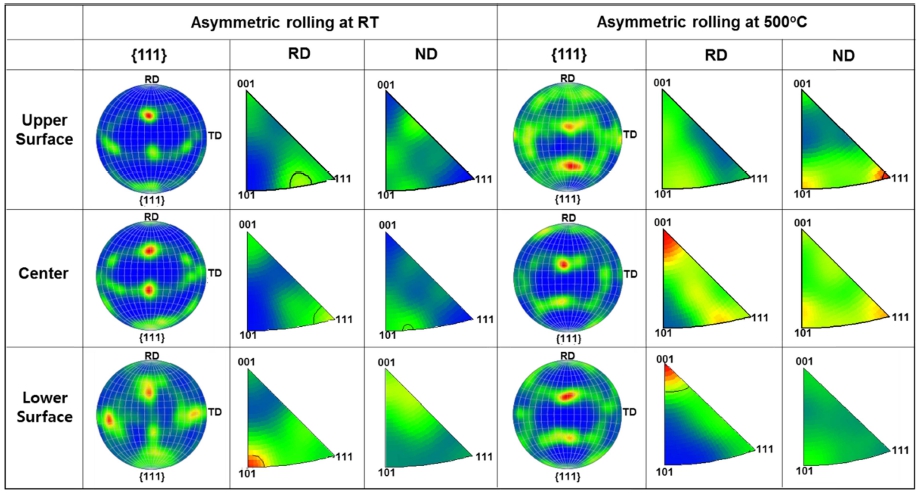
Fig. 9
{111} Pole figures and inverse pole figures of RD and ND obtained on upper surface, center, and lower surface in asymmetric rolled-specimen at RT and 500 °C.
Fig. 9는 비대칭압연한 시편의 {111} 극점도와 RD, ND방향에서의 역극점도를 보여준다. 상온압연한 시편의 경우 주로 하부롤 부분에서 전단변형에 의한 {001}<110> 방위가 발달하였으며, 고온압연한 시편의 경우 중심부와 하부롤 부분에서는 Cu와 S의 압연집합조직 이외에도 {001}<100> cube 방위도 함께 발달하였다. 따라서 고온 에서는 동적재결정이 일부 일어났음을 알 수 있다. 한 편 상부롤 부분에서는 {111}<110> 방위가 발달하였는데 {111}<110>방위는 {001}<110> 방위와 더불어 전단변형 시 발달하는 전단집합조직 중 하나로서 {001}<110> 방 위와는 다르게 알루미늄의 성형성을 향상시키고 소성이 방성을 크게 줄일 수 있는 방위로 잘 알려져 있다.26)
따라서 이러한 결과로부터 고온에서 비대칭압연함으로 써 {111}<110>방위를 발달시킬 수 있었으며 {111}<110> 방위를 발달에 의해 알루미늄 판재의 성형성 향상과 소 성이방성 감소가 예상된다.
3.2 성형성과 소성이방성
대칭압연과 비대칭압연에 의한 집합조직의 변화가 성 형성과 소성이방성에 미치는 영향을 분석하게 위하여 압 연방향에 대해 0, 45, 90도 방향에서 인장시험을 통해 소성변형비(r-value)를 측정하였으며 그 결과를 Fig. 10에 나타내었다. 일반적으로 재결정처리된 알루미늄의 경우 {001}<100> 방위의 발달에 의해 압연방향에 대한 45도 방향에서 낮은 r값을 가지게 되고, 대칭압연을 실시할 경 우 Bs, Cu, S방위의 발달로 45도 방향에서 높은 r값을 가지게 된다. 한편 전단변형에 의해 발달하는 {001}<110> rotated cube방위는 45방향에서 높은 r값을, {111}<110> 방위는 0, 45, 90도 모든 방향에서 높고 비슷한 r값을 가지는 것으로 알려져 있다.26)
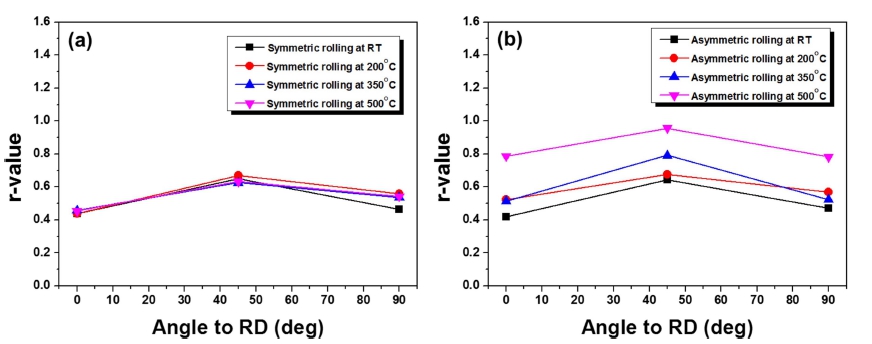
Fig. 10
Variations in plastic strain ratio (r-value) as a function of the angle to the rolling direction in symmetric- (a) or asymmetric- (b) rolled specimen at RT, 200 °C, 350 °C, and 500 °C.
Fig. 10(a)에서 알 수 있는 것과 같이 대칭압연한 경우 45도 방향에서 높은 r값을 보이는데 이는 {110}<112> Bs방위와 더불어 {001}<110> rotated cube 방위가 발달 했기 때문이다. 또한 압연온도 변화에 따른 r값의 변화 는 매우 작게 나타났다. 하지만 Fig. 10(b)와 같이 비대 칭압연한 경우 전반적으로 대칭압연보다 r값이 상승하였 으며 압연온도가 증가함에 따라서도 r값이 상승하였는 데, 이 결과는 모든 방향에서 높은 r값을 갖는 {111}<110> 방위 발달에 기인한다.
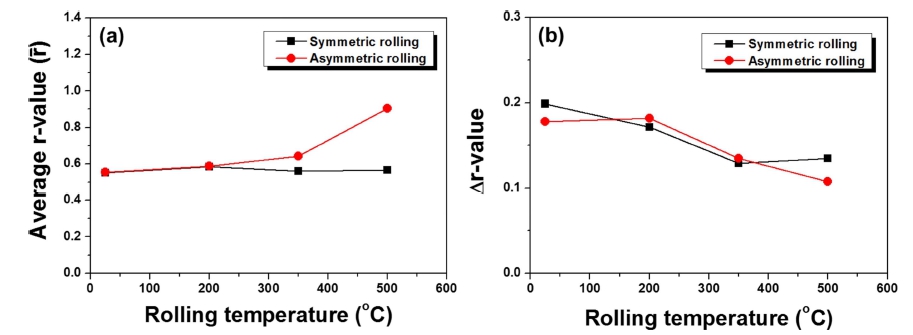
Fig. 10의 결과로부터 식 (2), (3)을 이용하여 성형성 의 척도인 평균소성변형비 (r)와 이방성의 척도인 Δr값 을 계산하였으며 그 결과를 Fig. 11에 나타내었다. Fig. 11(a)에서 알 수 있는 것과 같이 대칭압연의 경우 전반 적으로 평균소성비인 r값이 0.55~0.59로서 낮아 성형성 이 낮았으며 압연온도에 따른 r값의 변화가 거의 없는 것으로부터 압연온도변화에 따른 성형성의 변화는 거의 없는 것으로 생각된다. 하지만 비대칭압연한 경우 온도 가 증가함에 따라 r값이 상승하였으며 350 °C, 500 °C에 서 압연한 경우 대칭압연보다 큰 r값을 가지게 되며 500 °C에서 압연한 경우 0.9의 높은 r값을 가지고 있음 을 알 수 있다. 따라서 고온에서 비대칭압연을 함에 따 라 성형성이 크게 향상됨을 알 수 있다. 한편 Fig. 11(b) 는 Δr값 즉, 소성이방성의 변화를 보여주고 있는데 대 칭압연, 비대칭압연 모두 전반적으로 온도가 증가함에 따 라 소성이방성이 감소하였으며, 500 °C에서 비대칭압연한 경우 Δr값이 0.1로서 매우 작은 소성이방성을 갖고 있 음을 보여준다. 이 결과는 이론적으로 0에 가까운 매우 작은 Δr값을 갖는 {111}<110>방위 발달에 기인한다. 따 라서 이러한 결과들로부터 비대칭압연에 의해 성형성이 향상되고 소성이방성이 감소되었으며 압연온도가 높아질 수록 이러한 경향은 더욱 두드러지는 것을 알 수 있었다.
4.결 론
열간 비대칭압연된 6061 알루미늄 합금 판재의 미세 조직과 집합조직의 변화를 분석하고 집합조직의 변화가 알루미늄 합금 판재의 성형성과 이방성에 미치는 영향 에 대해 고찰한 결과 다음과 같은 결론을 얻었다.
1) 비대칭압연 시 하부롤에 의해 압연되는 부분에서 가 장 낮은 변형률(εeq)을 보였으며 상부롤에 의해 압연되는 부분으로 갈수록, 판재의 동일 부분에서 압연온도가 높 을수록 변형률은 증가하였다.
2) 비대칭압연의 경우 대칭압연에 비해 온도증가에 따 른 방위차 각도 평균값의 증가속도가 더 컸으며 500 °C 비대칭압연 시 가장 많은 동적재결정이 발생하였다.
3) 고온 대칭압연 시 전단집합조직 중 {001}<110> rotated cube방위가 주로 발달하였지만 고온 비대칭압연 시 변형률이 높은 상부롤 부분에서 성형성을 증가시키 고 소성이방성을 감소시키는 {111}<110> 방위와 동적재 결정에 의한 {001}<100> cube방위가 동시에 발달하였다.
4) 비대칭 압연온도가 높아질수록 성형성은 향상되고 소성이방성은 감소하였으며, 고온 비대칭압연에 의해 성 형성의 척도인 평균소성변형비 (r)가 0.9로 우수한 성형 성을 보였으며 소성이방성의 척도인 Δr값은 0.1로 매우 작은 소성이방성을 나타냈다.
