

1. 서 론
초내열합금 IN738LC는 F급(1,350 °C급) 가스 터빈 블 레이드 재질로 사용된다. 블레이드는 터빈 입구 온도 1,293 °C에서 3,600 rpm 속도로 회전하여 원심력과 진동 및 굽힘 하중을 받는다. 이러한 연소 가스 분위기의 고 온 손상을 겪으면서 블레이드가 파손에 이르는 사고가 보고 되고 있다.1-4) 파단의 원인은 주로 블레이드 표면 에 가해지는 고온 부식에 의한 손상이며,1,2) 고온 노출 에 의한 재질 열화가 원인인 것으로 보고된다.3,4)
터빈 블레이드 표면의 열차폐 코팅(thermal barrier coating, TBC)은 이러한 고온 산화/부식 방지 대책이다. 블레이드의 TBC는 열차폐 목적의 세라믹 외층인 “ to p coat”와 내산화/내부식 목적의 내층인 “bond coat”의 다 층으로 구성된다.5,6) F급 가스 터빈 블레이드 소재인 IN738LC에는 “top coat”로써 주로 YSZ (yttria stabilized zirconia, Y2O3-stabilized ZrO2) 코팅이 적용된다.7) 또한 “bond coat”는 Al 공급 저장소로 작용하여 “top coat” 경계에 Al2 O3 화합물의 TGO (thermally grown oxide) 를 생성시켜, 이것이 기계적으로 견고하고 산소 확산에 효과적인 장벽 역할을 하게 한다.8-11)
터빈 블레이드 재질이 당하는 고온 부식은 고온 구 간의 Type I (800 °C~950 °C)과 저온 구간의 Type II (650 °C ~ 800 °C)로 분류된다. 여기에 적용되는 부식 물 질은 Na2SO4, NaCl 및 V2O5 인데 표면 저융점 부착물 에 의해 보호 산화 피막이 깨지고 고온 부식을 유발시 킨다. 일반적으로 고온의 Type I은 두꺼운 기공 형태 부 식층인 것에 비하여 저온의 Type II는 피트 (pit) 형태 부식으로 알려져 있다.12-15)
초내열합금에 함유된 Cr 성분은 고온 부식 방어에 효 과적으로 작용하는데, 15 % 이하 Cr 함량의 합금인 경 우 고온 부식에 민감하며 Cr 함량이 높을수록 고온 산 화 및 부식 손상에 강한 것으로 보고된다. 이것은 Cr이 블레이드 표면에 보호 산화 피막인 Cr2O3, NiCr2O4와 같 은 산화물을 형성하기 때문인 것으로 알려져 있다.12,16,17) 일부 논문은 Al 성분도 Al2O3 산화막에 의해 고온 부 식 방어 효과가 있음을 보고한다.17,18)
따라서 블레이드 표면에 안정된 Cr 산화물 형성이 고 온 부식 방지에 도움을 줄 수 있으므로 합금 성분 중 에서 Cr 함량을 높인 초내열합금이 고온 사용 블레이드 재질로 추천된다.19-21) 이것의 사례로 16% Cr이 함유된 IN738LC은 8 % Cr을 함유한 CM247LC에 비하여 고온 부식 저항성이 큰 것으로 보고 되고 있다.22)
블레이드 표면 코팅인 TBC에 유발되는 고온 부식 결 함은 균열, 기공(cavity) 및 부풀음(spallation)으로 구분 되며, 이중에서 균열은 형태에 따라 수직(vertical), 수평 (horizontal) 및 박리(delamination)로 분류된다. 이와 같은 TBC 결함 또는 균열의 주요 발생은 주로 코팅층 중에 서 TGO의 부적절한 형상이나 두께에 기인한다. 즉 Al2O3 화합물인 TGO 지역 불안 요인으로 구김살(rumpling)이 나 부풀음이 유발된 경우 bond/top 코팅층 경계에 기공 이나 균열이 발생될 수 있는데, 블레이드 사용의 열피 로는 이러한 고온 부식 균열을 촉진하는 역할을 한다.8,9) 이외에도 “top coat” 및 ‘bond coat”의 직접적인 열/응력 손상과 재질 기지 조직에 연계되는 고온 부식 균열과 파 손 사례가 보고 되고 있다.10,11)
블레이드 표면층 손상은 금속 손실(metal loss)의 고온 산화층 형성과 부식 피트의 침투층(corrosion penetration) 으로 구성된다. 이러한 고온 부식이 가장 극심한 곳은 블레이드 팁 부분인데 리딩 에지의 오목부인 것으로 보 고된다.1) 그리고 이곳의 부식 침투층은 응력부식균열의 시초 위치로 작용하여 부식 피로에 의한 블레이드 파 단 주요 원인이 되므로 블레이드 재질 합금 설계와 표 면 열차폐 코팅과 같은 고온 부식 저항성 개선이 필요 하다.1-3) 또한 TGO의 형상과 형성 기구에 대한 다양한 연구 결과 보고가 부족한 바 이에 대한 분석과 고찰이 필요하다.
본 연구에서는 F급 가스 터빈에 사용된 블레이드의 표 면 코팅층에 발생된 고온 부식 현상을 분석하였다. 이 를 위하여 초내열합금 IN738LC로 진공정밀주조/열처리 후 YSZ-TBC코팅되고 고온 연소가스 조건에서 사용된 블 레이드의 표면층을 분석하였다. 광학현미경과 주사전자현 미경 및 EDS (energy dispersive spectroscopy) 분석이 수행되었다. 이를 통해 블레이드 표면의 고온/장시간 사 용에 따르는 고온 부식 거동과 부식 분위기의 피트 및 균열 등 결함 발생 기구에 대하여 고찰하였다.
2. 실험 방법
본 연구 분석에 사용된 블레이드는 F급 가스 터빈 1단에서 수 만 시간 블레이드로 사용된 후 교체된 것 이다. F급 가스 터빈의 입구 온도(inlet temperature)는 1,293 °C인데, 1단 블레이드는 3,600 rpm 속도로 회전 한다. 블레이드 재질은 Table 1 성분의 Ni기 초내열합 금 IN738LC로써 진공 정밀 주조 후 열처리와 표면 열 차폐코팅으로 제조된 것이다. 여기에서 적용된 열처리는 용체화 처리(1,120 °C/2hrs & air cooling)와 시효처리 (845 °C/24hrs & air cooling)조건이며, 열차폐 코팅은 플 라즈마를 이용한 YSZ (yttria stabilized zirconia, Y2O3- stabilized ZrO2) 공정이다.

블레이드 팁의 고온 손상을 분석하고자 Fig. 1과 같이 사용 후 블레이드로부터 trailing edge 팁 부위 샘플을 채취하였다. 블레이드 팁 부위는 Fig. 1과 같이 외부에 약 1mm 두께 코팅이 되었으며 내부는 약 1mm 폭의 냉각 홀로 구성되어 있다. 또한 팁 단면의 코팅층은 “ to p coat”, “TGO (thermal grown oxide)” 및 “bond coat”로 구성된 것으로 확인된다.
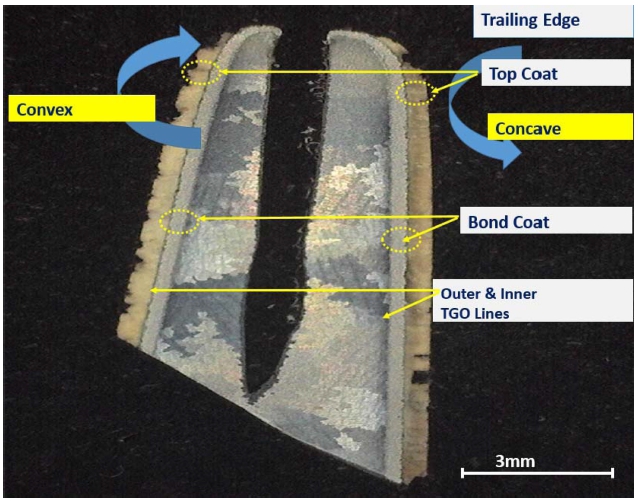
Fig. 1
Blade tip specimen showing Top coat, Bond coat and Outer/Inner TGO lines of red circle area of high temperature used F grade blade.
사용 후 블레이드 팁 시험편에 대한 표면 산화층/코팅 층 및 미세조직 구성은 광학현미경(OLYMPUS BX51M) 과 주사전자현미경(JEOL JP/JSM-7500F)을 이용하여 분 석하였다. 또한 표면 생성물과 미세조직 상의 성분은 AMETEK EDAX ELITE 기종의 EDS (energy dispersive spectroscopy) 및 Mapping 기법으로 분석하였다.
3. 결과 및 고찰
3.1. 블레이드 팁 및 코팅층 구조
블레이드 상단부 트레일링 에지부에서 채취된 팁 부위 단면 미세조직은 Fig. 2와 같다. Fig. 2(a)에서 블레이드 팁은 외면 코팅부와 내면 냉각홀로 구성되는데, 코팅층은 “top coat”, “TGO (thermal grown oxide)” 및 “bond coat”로 구분되고 내부 냉각홀은 코팅층 없이 고온 산화 층이 형성된 것을 알 수 있다. 그림에서 top coat에는 다 양한 결함들이 관찰된다. 먼저 Fig. 2(a)의 코팅층 상부 (점선 부위)에 top coat가 벗겨진 “Peeled Area”가 관찰 된다.
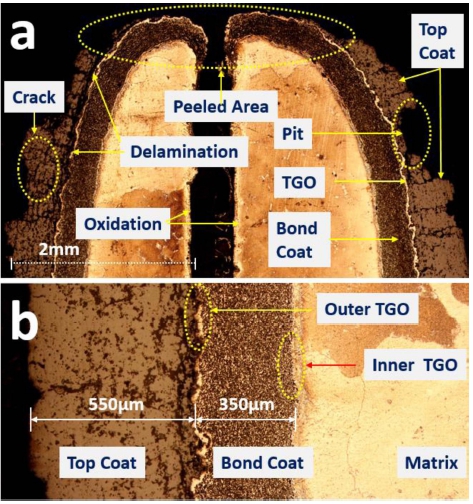
Fig. 2
Blade tip specimen showing (a) high temperature corrosion and (b) top coat, bond coat and Outer/Inner TGO lines.
그리고 top coat와 bond coat 경계인 TGO 선을 따라 길게 형성된 “Delamination” 균열과 top coat 표면에 발 생된 “Crack” 들이 관찰된다. 이외에 top coat 층이 피 트 부식이 관찰되는데, 모든 결함들은 가스 터빈 연소 과정 중에 고온 및 연소가스 부식 분위기에 의해 유발 된 것이다. Fig. 2(b)에서 모재 기지에 구성된 코팅층은 평균 두께 500 μm top coat와 두께 300 μm bond coat 의 두 층인데 경계에는 수 μm 두께의 산화층인 TGO 형성이 관찰된다.
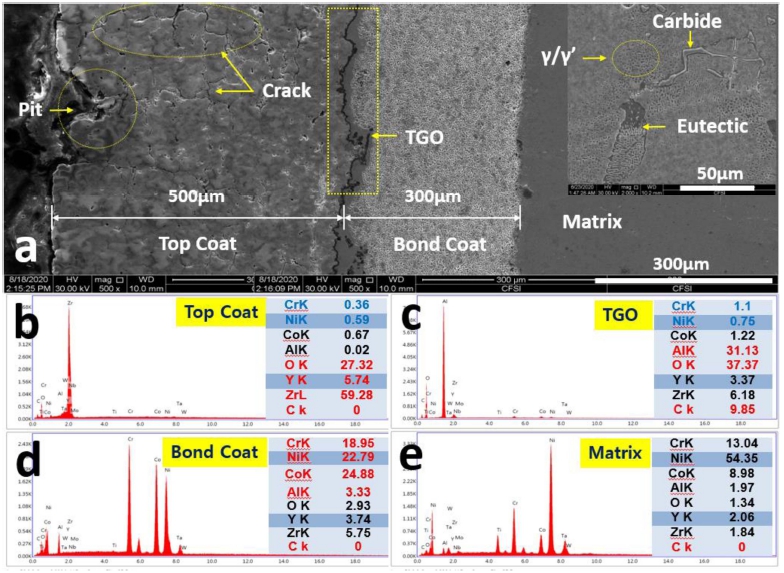
블레이드 팁의 표면 코팅층을 SEM으로 분석한 결과 는 Fig. 3과 같다. 그림에서 균열과 피트 부식이 유발된 두께 500 μm top coat는 Y-Z-O 성분이 다량 첨가되어 이것이 YSZ (yttria stabilized zirconia, Y2O3-stabilized ZrO2)인 것으로 확인된다. TGO 층은 주로 Al-O 성분으 로써 이것이 고온 사용 중 생성된 Al2O3이며, 두께 300 μm bond coat는 Ni-Cr-Co-O 성분인 것으로 측정된다. 또한 기지는 전형적인 Ni기 초내열합금 조직 구성으로 써 입계/공정경계의 1차 탄화물과 공정상이 관찰되고 γ 기지에 γ’ 석출이 이루어진 γ/γ’ 미세조직인 것을 알 수 있다.
3.2. Top Coat 결함
Top coat층에 발생된 결함은 Fig. 4와 같이 연소 가스 와 맞닿는 코팅층 표면에 피트 부식과 코팅층 내부에 균 열 발생으로 구성된다. 피트는 부식 분위기가 적용된 t o p coat 표면에서 발생하여 블레이드 원심력이 걸리는 가로 방향으로 수십 μm 전파한다. 피트 외에도 열충격이 적 용된 top coat에는 가로 및 세로 방향의 균열이 관찰된 다. 즉 사용 블레이드 top coat 층은 부식 분위기의 표 면 피트와 열충격에 의한 격자 형상 균열과 같은 다양 한 결함으로 구성된 것을 알 수 있다.
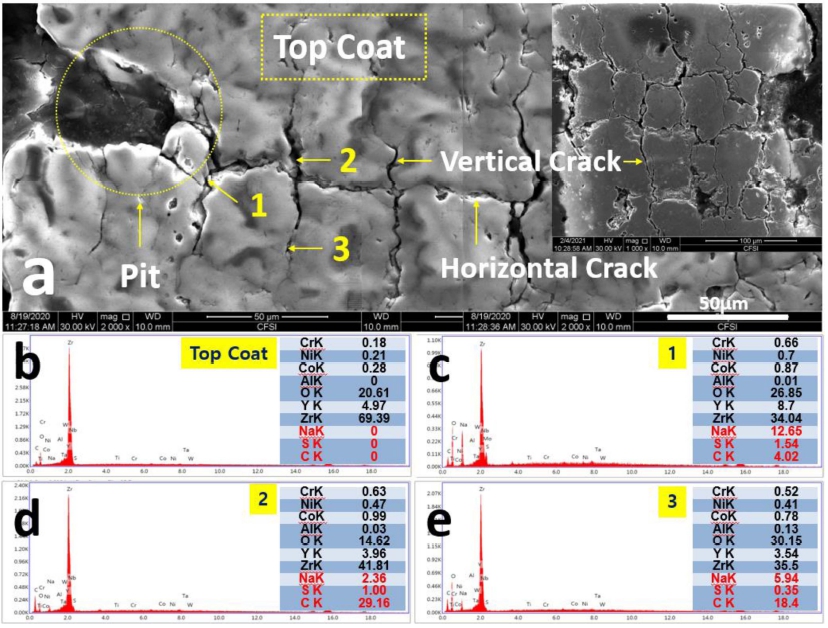
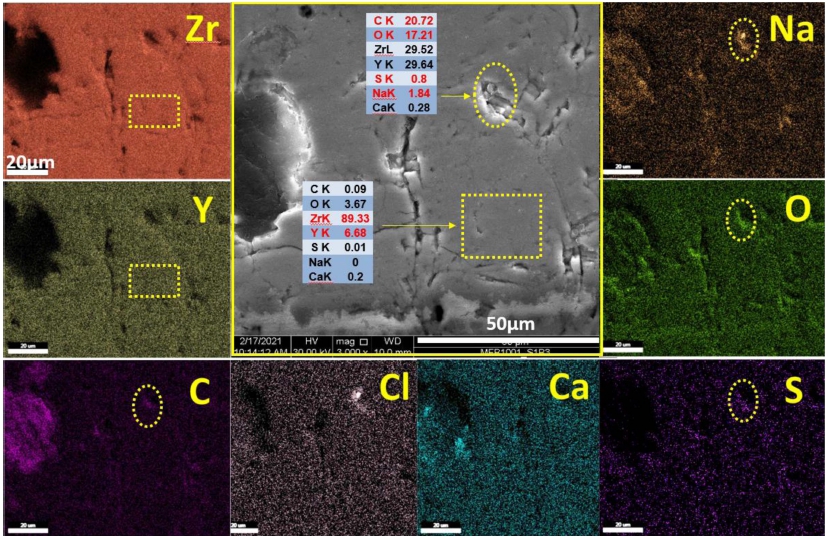
Top coat 균열 부위로부터 연소 가스의 부식 성분이 검출된다. Fig. 4와 Fig. 5는 앞의 Fig. 3(b) top coat 부위를 나타내는데, Fig. 4의 균열부 EDS 분석에서 연 소 가스 부식 성분으로 알려져 있는 다량의 Na/S/C 성 분이 관찰되었다.8-10) 또한 Fig. 5의 Mapping 분석에서 피트가 발생된 지역으로부터 부식 물질 집적이 관찰된 다. 즉 Fig. 5에서 피트 부위에 부식 물질로써 Na/S/C/ Cl 성분 집적과 이것이 산소와 연계된 산화물인 것을 알 수 있다. 이러한 결과들로부터 top coat 층은 고온의 열 충격과 연소 가스의 부식 분위기에 의해 피트 및 균열 이 발생되고 진전하는 것으로 확인된다.
3.3. TGO (thermally grown oxide) 생성
Top coat 층과 bond coat층 사이에 수 μm 두께의 새 로운 반응층이 형성된다. 이것은 TGO (thermally grown oxide)라고 불리는 산화층인데, 이것은 top/bond 용사 코 팅 공정 중에 생성되고 고온 열처리 및 사용 중에 성 장하는 것으로 알려져 있다.5-7) 또한 TGO로부터 bond coat 방향으로 석출상이 없는 수 μm 폭의 PFZ (precipitate free zone)이 관찰된다. Fig. 6부터 Fig. 9는 앞의 Fig. 3(b)에 제시된 “top coat→ Outer TGO→ PFZ→ bond coat” 및 “bond coat→ PFZ→ Inner TGO” 부위 를 보여 주는 것이다.
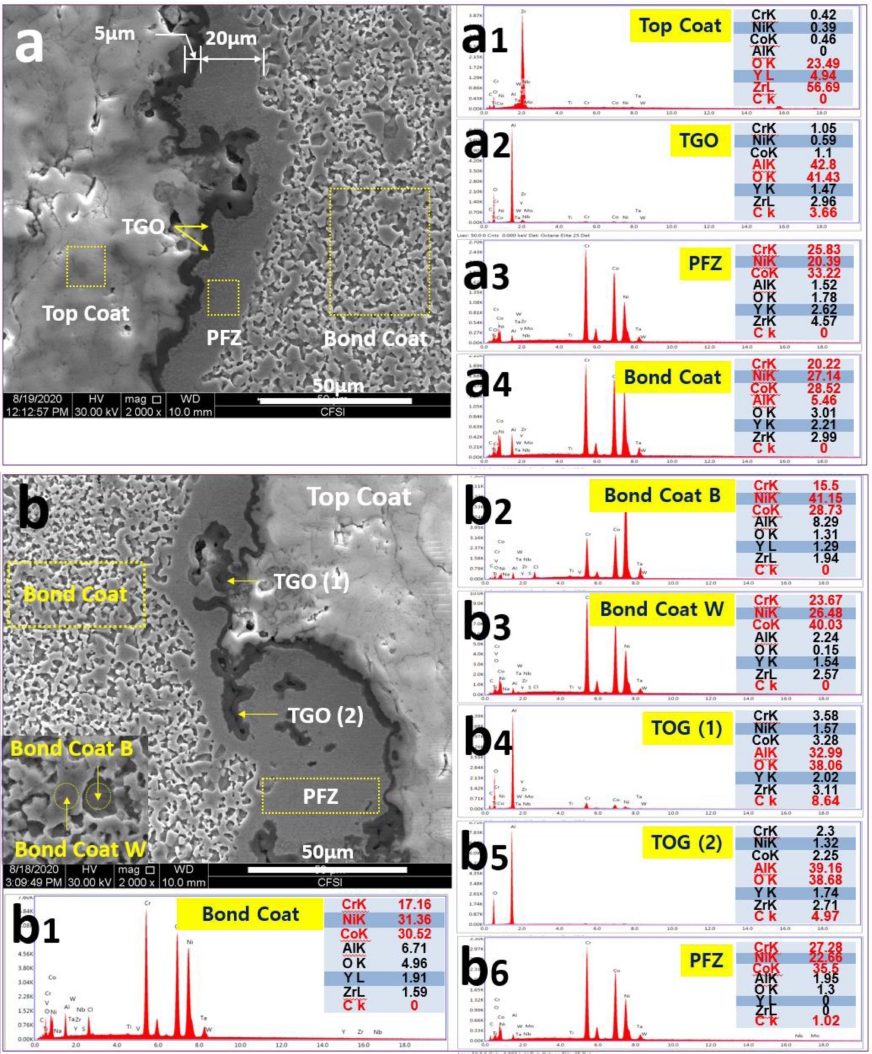
먼저 top coat 층과 인접한 TGO에는 Fig. 6(a2)의 EDS 분석으로부터 Al/O 성분이 집적하고 있어서 이것 이 Al 산화물인 Al2O3인 것으로 보여 진다. 이는 Fig. 6(b4)와 (b5) 분석 결과로도 입증되는데, 이곳에 C 성분 이 집적한 것은 연소 가스의 CO 반응에 기인한 것으 로 추정된다.
그리고 TGO로부터 bond coat 층에 인접한 부위로 석 출상 고갈의 PFZ가 형성된다. 이 지역에 대한 EDS 분 석 결과 Fig. 5(a3) 및 Fig. 6(b6)와 같이 PFZ에는 b o nd coat에 비하여 Al 함량이 크게 감소한다. 이것은 Al/O 성분의 TGO를 구성하기 위하여 TGO 인접의 bond coat 에서 TGO로 다량의 Al이 확산되어 나간 것이 기인한 다. Al은 Ni3Al 성분인 γ’ 석출상의 주요 형성 원소인 데 이것이 TGO로 확산 이동하면서 결국 γ’ 석출상이 고 갈 된 것이다. 이와 같이 γ’ 석출상 고갈의 PFZ에는 기 지인 γ의 주요 형성 원소로써 C r/Co 성분이 비교적 집 적하는 것으로 관찰된다.
Fig. 6(b2) 및 (b3)는 bond coat에 구성된 기지 γ와 γ’ 석출상 EDS 분석 결과이다. 그림에서 흑색(bond coat B) 부위가 Ni/Al 집적의 γ’ 석출상이고 백색(bond coat W) 부위가 C r/Co 집적의 기지 γ’ 상인 것을 알 수 있 다. bond coat와 TGO 사이에 존재하는 PFZ는 bond coat의 Al이 TGO로 확산되면서 γ’ 석출상이 고갈된 지 역으로 볼 수 있다.
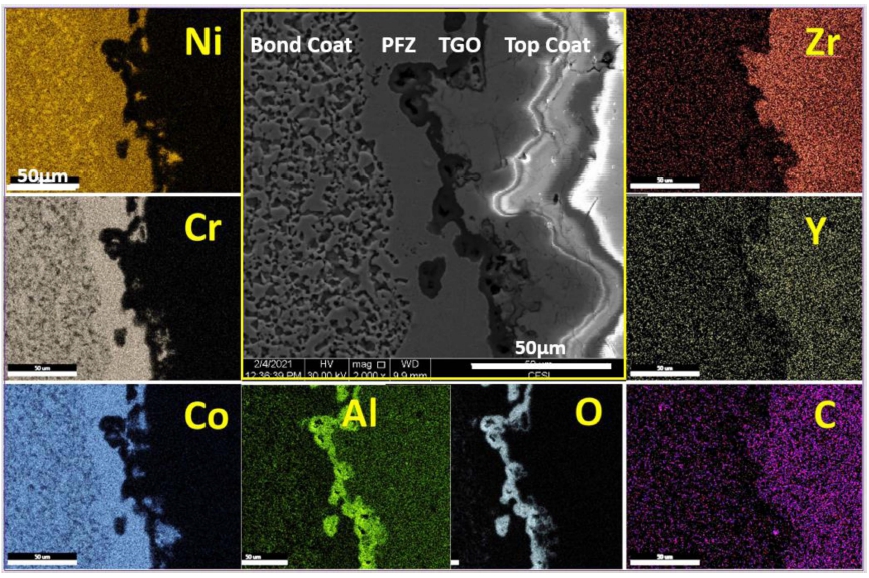
“bond Coat→ PFZ→ TGO→ top coat”에 대한 Mapping 분석 결과는 Fig. 7과 같다. 그림에서 bond Coat는 γ/γ’ 2상 구조이며 top coat는 Y/Zr 용사 코팅 성분과 연소 가스로부터 유입된 C 성분 집적이 관찰된다. TGO는 거 의 Al/O 성분의 산화물 구성이다. 그리고 PFZ에는 γ 성 분인 Cr/Co가 집적하며 γ’ 성분인 Al/Ni이 감소된 것으 로 확인된다.
그런데 이와 같은 top/bond coat 사이의 TGO가 블레 이드 성능에 미치는 영향에 대해서 다양한 평가가 있 다. TGO는 top coat로부터 전달되는 피트/균열 및 연소 가스의 영향을 차단하는 개선 효과가 있는 반면에 TGO 가 크리프 균열 시작과 전파 위치로 작용하여 고온 특 성을 떨어뜨린다는 보고도 되고 있다.15-17) top coat 및 bond coat 코팅 공정에서 어쩔 수 없이 생성되는 TGO 를 고려할 때, 그 형상을 직선적으로 매끄럽고 치밀하 게 제어한다면 top coat 결함 전파를 억제하는 역할을 담 당할 것으로 보여 진다.
3.4. Inner TGO 생성
앞에서 언급된 top coat와 bond coat 사이에 생성된 TGO 외에 Fig. 8 및 Fig. 9와 같이 bond coat와 기지 (Matrix) 사이에도 수 μm 두께로 형성된 일종의 “Inner TGO” 생성이 확인된다. Fig. 8에서 TGO는 b o nd c o at/ Matrix 사이에 구성되는데, TGO 양 쪽으로 석출상이 고 갈된 PFZ (precipitate free zone)이 관찰된다.
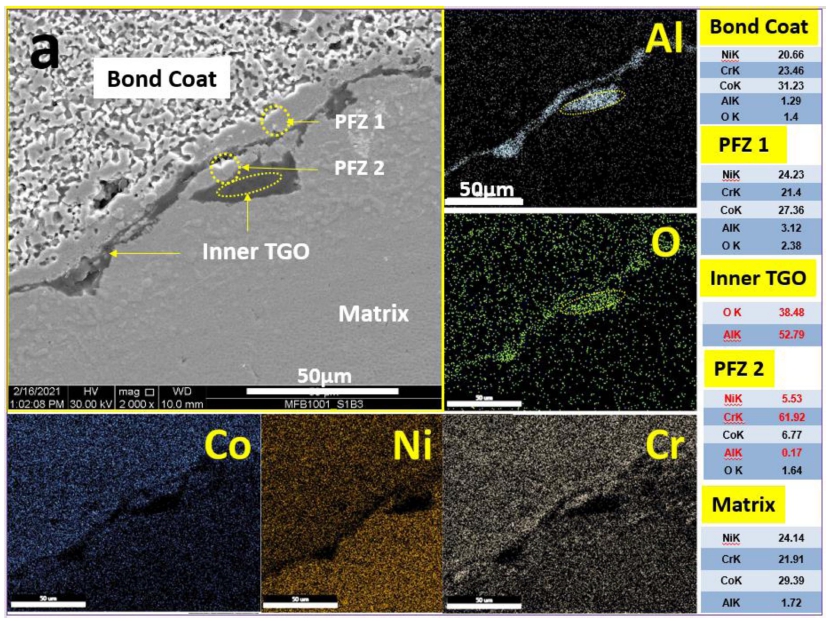
“bond Coat→ PFZ1→ Inner TGO→ PFZ2→ Matrix” 순서로 분석된 EDS 결과로부터 Inner TGO에는 다량의 Al/O 성분이 집적된 것을 알 수 있다. 따라서 이것은 앞 의 TGO와 마찬가지로 Al 산화물인 Al2O3인 것으로 보 여 진다. 또한 PFZ2 에는 γ’ 석출상 고갈과 연계된 Ni/ Al 성분의 감소와 γ상의 Cr 성분 증가로 측정되어 앞 의 TGO (Fig. 6, Fig. 7) 성분 분석 결과와 유사한 것 으로 확인된다. 이러한 Inner TGO 지역의 산화는 t o p coat의 피트/균열을 통과한 산소가 bond Coat에 확산 유 입에 기인하는 것으로 추정된다.
Fig. 9는 “Inner TGO” 부분을 확대 관찰한 것이다. 그 림에서 Inner TGO에는 다량의 Al/O 성분이 측정되며 PFZ2 부위에서는 C r/Co 성분 집적 및 Ni 성분 결핍이 측정된다. 이것으로부터 Inner TGO의 Al 산화물 생성을 위해 확산 이동되어 Al 결핍으로 인하여 PFZ2가 형성 된 것으로 보여 진다. 즉 γ’ 석출상 주요 성분인 Al이 결핍되어 석출상 고갈의 PFZ 지역 형성으로 판단된다. 이러한 PFZ는 γ상 우위 지역으로써 γ상 형성 원소인 Cr/ Co 성분의 집적으로부터 확인되는 결과이다.
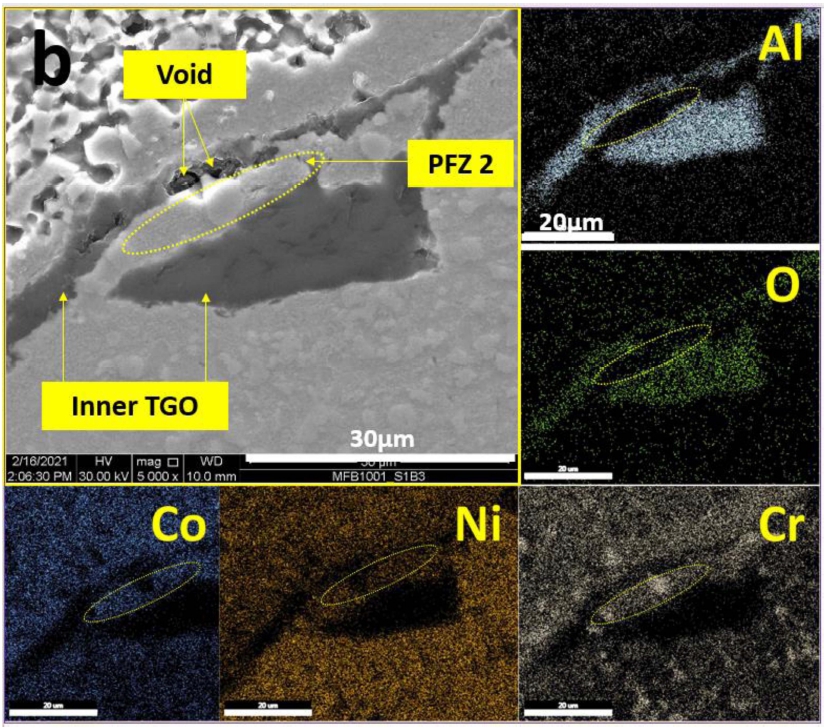
그런데 이와 같은 “Inner TGO” 관찰은 다른 연구에 서 거의 보고되지 않은 측정결과로써 이것이 블레이드 특성에 미치는 영향에 대해서는 추정하기 어렵다. 다만 Fig. 9에서와 같이 TGO 내부에 형성된 기공들은 블레 이드의 고온 크리프 특성을 저하시킬 우려가 있을 것으 로 판단된다.
4. 결 론
1. 고온 부식은 블레이드 볼록부 보다 오목부 표면 외 부에서 더욱 극심하게 발생하며, 블레이드 팁 부위는 오 목부나 볼록부 모두 top coat 층이 이탈되는 거동을 보 인다. 이것은 연소 가스 흐름과 충돌이 이곳에 집중하 는 것에 기인한 것으로 보여진다.
2. 사용 후 블레이드의 팁 표면 외부 top coat 층에는 피트와 더불어 수직과 수평 방향의 균열이 발생되었다. 피 트 및 균열 내부에는 Na 및 S와 같은 연소 가스 성분 이 포함되어 있어 피트/균열 발생이 연소 가스의 부식 에 기인한 것으로 판단된다.
3. 블레이드 YSZ 코팅층은 Y-Zr 성분의 top coat 층 (500 μm)과 C o 성분의 bond coat 층(300 μm)으로 구 성되는데, Bons Coat에는 기지로부터 확산되는 다량의 Cr/Ni 성분도 측정된다. top/bond coat 두 층 사이에 Al 산화물로 구성된 5 μm 두께의 TGO (thermally grown oxide) 층 구성이 관찰된다. 또한 bond coat와 Matrix (기지) 사이에도 수 μm 두께의 Inner TGO 형성이 확인 된다.
4. Al 성분이 집적된 TGO 주위에는 γ’ (Ni3Al) 결핍 의 PFZ (precipitate free zone)이 band 형태로 형성된 다. 이러한 TGO는 top coat 고온 부식을 저지할 수 있 지만, 그 형상이 불규칙하고 기공 결함이 포함된다면 블 레이드 고온 크리프 특성의 저하가 예상된다.
