

1. 서 론
세계 태양광 시장은 매우 빠른 속도로 성장하고 있다. 2017년부터는 매년 전세계의 태양광 설치량이 약 100 GW 를 상회하고 있다.1) 하지만 태양광 모듈은 수명이 존재 하기 때문에 설치 이후에 발생하는 태양광 폐모듈에 대 한 처리 또한 고려를 해야 한다. 2018년 IEA-PVPS 보 고서에 따르면 태양광 폐모듈의 발생량은 2030년에 최 대 800만톤, 2050년에는 최대 7,800만톤으로 전망된다.2) 유럽연합(EU)에서는 2012년부터 waste electrical and electronic equipment(WEEE) 지침에 태양광 모듈도 포함 시켜 회수 및 재활용을 법적으로 의무화 시켰다.3,4) 그 래서 태양광 폐모듈 재활용과 관련한 기술적 연구가 활 발히 이루어지고 있다.
일반적으로 태양광 모듈은 전면 유리를 기준으로 봉지 재, 태양전지, 봉지재, 백시트 순으로 적층되어 있는 구 조이다. 봉지재는 대부분 ethylene vinyl acetate(EVA)가 사용된다. 그리고 태양광 모듈에는 태양전지를 전기적으 로 연결시켜주는 구리리본이 포함되어 있고, 모듈 테두 리에는 알루미늄 프레임이 있으며 모듈 후면에는 정션 박스가 위치한다. 이러한 태양광 모듈에서 알루미늄 프 레임과 정션 박스는 물리적으로 쉽게 제거가 가능하며, 이후 태양광 모듈을 재활용 하기 위해서는 EVA 제거를 통해 유리, 태양전지 등의 소재를 회수해야 한다.
태양광 모듈을 분리하는 방법으로는 열적, 화학적, 물 리적인 방법이 있다. 이 중 화학적, 물리적 방법을 이 용할 경우 EVA를 완벽히 제거하기 위해서는 추가적인 열적 후처리 공정이 필요하기 때문에 일반적으로 열적 인 방법을 통해 EVA를 제거하는 것이 가장 효율적인 것 으로 알려져 있다.4-6) 하지만 열적인 방법으로 모듈을 분 리할 경우 백시트를 우선적으로 제거해야 한다. 태양광 모듈의 백시트 내에는 흡수된 광의 재반사 및 자외선 차 단 등의 역할을 하는 TiO2 나노 분말이 포함되어 있는 데,7) 열적 모듈 분리 시 백시트 내에 포함되어 있는 이 TiO2 나노 분말이 모듈 표면에 존재하여 소재회수를 위 한 후속공정에 영향을 주기 때문이다. TiO2 나노 분말 이 태양전지와 섞이게 될 경우 TiO2 나노 분말은 물리 화학적으로 매우 안정한 물질이기 때문에 후속공정에서 제어하기가 매우 어렵다.8) 즉, 회수된 태양전지로부터 화 학적 공정을 통해 실리콘, 은 등의 소재를 회수할 경우 TiO2는 회수 소재의 순도적인 측면에서 매우 치명적으 로 작용한다. 따라서 열적인 공정을 통해 EVA를 제거 하고 이후 화학적 공정을 통해 여러 소재들을 회수하는 태양광 재활용 공정에서 모듈을 분리하는 열적 공정 이 전에 모듈로부터 백시트가 제거되어야만 한다.
예비실험으로 연삭, 마찰, 박리의 방법으로 백시트를 제 거해 보았다. 연마재를 이용하여 백시트를 연삭시키는 방 법과 알루미나, 플라스틱 등의 미디어를 백시트에 분사 하여 마찰시키는 방법으로 백시트를 제거할 경우 태양 전지에 균열이 생기거나 파손되는 것을 확인하였다. 이 는 태양전지가 취성이 강해서 물리적인 충격에 의해 쉽 게 깨지기 때문이다.9,10) 모듈에 열을 가한 후 백시트를 벗겨내는 박리의 방법으로 백시트를 제거할 경우에는 태 양전지가 손상되지 않는 것을 확인하였다. 또한 최근 태 양광 설치량 증가에 따른 고장 모듈 repair에 대한 관심 이 커지고 있는 가운데 이러한 박리 기술은 추후 모듈 repair 기술과도 연계할 수 있을 것으로 보여진다. 고장 모듈 repair 기술과 연계 시 태양전지가 손상될 경우 repair의 의미가 퇴색된다는 점에서 태양전지가 손상되지 않는 백시트 박리 기술은 큰 강점을 가질 것이다.
본 연구에서는 태양광 모듈로부터 백시트 박리 시 백 시트가 효과적으로 제거되는 최적 온도 조건을 도출하 기 위해 4-Cell 모듈의 표면 온도에 따른 백시트의 박 리 거동을 확인하였고 또한 백시트와 EVA 사이 계면 특 성을 고찰하기 위해 모듈에 사용된 EVA와 백시트의 열 적 특성을 분석하였다. 최종적으로 상용모듈인 60-Cell 모 듈에 최적 온도 조건을 적용하여 백시트의 박리거동을 확인하였다.
2. 실험 방법
강화유리/EVA(EVA, SKC, “EF2T”)/태양전지/EVA/백시 트(Backsheet, SFC, “TPE-31”) 순으로 모듈을 적층한 후 lamination 공정을 통해 태양전지가 가로, 세로 2개 씩 배열된 4-cell 미니 모듈을 제작하였다. 또한 제작된 미니 모듈에는 두께 3.2T, mist type의 저철분 강화유리 와 3-busbar의 6인치 단결정 태양전지가 사용되었다.
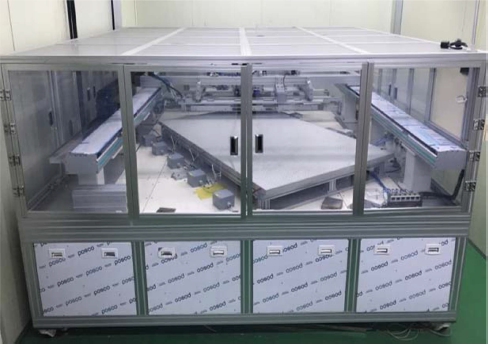
모듈의 백시트 박리 실험은 공정의 재현성을 위해 입 력 레시피대로 동작하는 백시트 박리 자동화 설비를 이 용하였다. 백시트 박리 자동화 설비는 모듈이 장입되는 stage(구간별 heating 가능)와 백시트 박리 unit, 모듈 고 정 clamp, 장비 조작 touch panel 등으로 구성되어 있 으며 박리 unit의 구동에는 최대 torque가 14.3 N·m인 모터가 사용되었다. 본 설비의 모습을 Fig. 1에 나타내 었다.
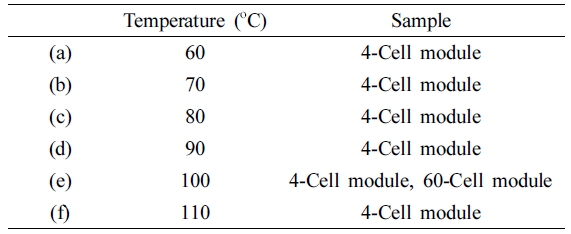
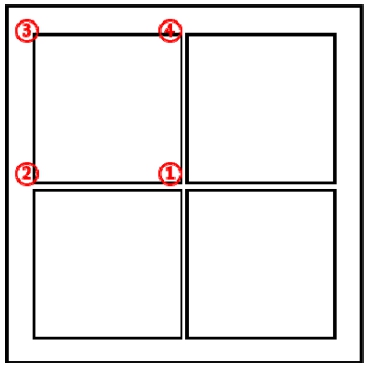
공정은 stage에 모듈을 장입한 후 백시트 박리 Unit을 이용하여 한 쪽 모서리로부터 시작하여 반대쪽 모서리 방향으로 백시트를 벗겨내는 방식으로 진행하였다. 모듈 의 표면 온도가 약 60, 70, 80, 90, 100, 110 °C일 때 각각의 온도에서 백시트를 박리하였으며 모듈 표면의 실 제 온도를 측정하여 확인하였다. 백시트 제거 설비의 경 우 모듈이 장입되는 stage 내에서 구간별로 온도제어가 가능하여 앞선 실험으로부터 확인된 온도 조건을 60-Cell 모듈에 적용하였다. 4-cell 모듈과 60-cell 모듈의 백시트 박리 온도 조건을 Table 1에 나타내었고 4-cell 모듈에 서의 표면 온도 측정 위치를 Fig. 2에 나타내었다.
백시트 박리 후 모듈 표면에 잔존하는 백시트 layer의 성분을 확인하기 위해 X선 회절 분석법(X-ray diffraction, XRD, DMAX 2500, Rigaku, Japan)을 사용하였고 백시 트와 EVA 사이 계면 특성을 고찰하기 위해 시차 주사 열량측정법(differential scanning calorimetry, DSC, Q200, TA, USA)을 사용하여 EVA와 백시트에 대한 열적 특성 을 분석하였다. 또한 백시트 박리 시 태양광 모듈에 미 치는 영향을 확인하기 위해 electroluminescence(EL) 측 정을 진행하였다.
3. 결과 및 고찰
4-Cell 모듈의 온도에 따른 백시트 박리 거동을 확인 하기 위해 모듈 표면의 실제 온도측정 결과와 온도 별 백시트 박리 결과를 각각 Table 2와 Fig. 3에 나타내었 다. Table 2의 측정 결과를 통해 실제로 모듈 표면의 온 도가 약 60 ~ 110 °C로 나타나는 것을 확인하였다. 모듈 의 표면온도가 약 60 ~ 110 °C일 때 각각 백시트를 박리 하여 모듈 표면온도에 따른 백시트의 박리 거동을 확인 하였다. Fig. 3(a)의 경우 모듈의 표면온도가 약 60 °C일 때 백시트를 박리한 결과이고 백시트가 박리되지 않는 것으로 나타났다. Fig. 3(b)의 경우 모듈의 표면온도가 약 70 °C일 때 백시트를 박리한 결과이다. 백시트가 박리되 면서 모듈의 전체 면적 중 약 16 %의 EVA가 함께 박 리되어 일부 유리와 태양전지가 드러났다. Fig. 3(c)는 모 듈의 표면온도가 약 80 °C일 때 백시트를 박리한 결과 이며 해당 온도에서는 전체 면적 중 약 3 %의 EVA가 백시트와 함께 박리되어 일부 유리가 드러났다. 본 결 과를 Fig. 3(b)와 비교해 보았을 때 온도가 상승함에 따 라 EVA 박리 면적이 감소하는 것을 알 수 있었다. Fig. 3(b)와 (c)에서는 EVA가 박리된 부분을 빨간색 점선으 로 별도 표시하였다. Fig. 3(d)와 (e)에서는 모듈의 표면 온도가 각각 약 90, 100 °C일 때 백시트를 박리한 결과 이고 백시트가 깔끔하게 박리되는 것으로 나타났다. Fig. 3(f)는 모듈의 표면온도가 약 110 °C일 때 백시트를 박 리한 결과이다. 백시트가 박리되긴 하였지만 일부 백시 트 Layer가 모듈 표면에 잔존하는 것으로 나타났다.
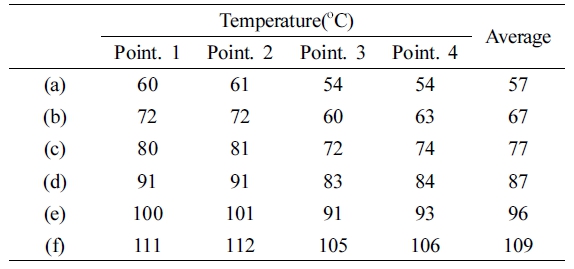
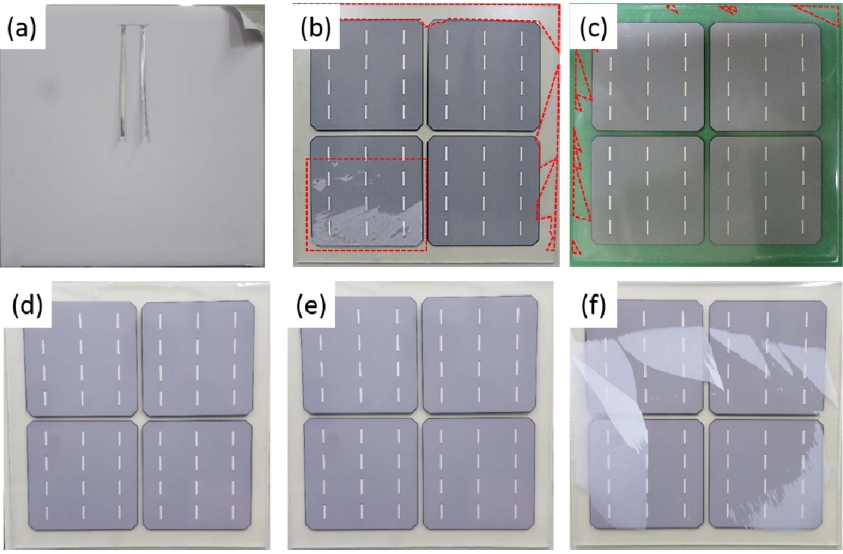
Fig. 3
Photograph of a module after backsheet peeling at different temperatures: (a) 60 °C, (b) 70 °C, (c) 80 °C, (d) 90 °C, (e) 100 °C, and (f) 110 °C.
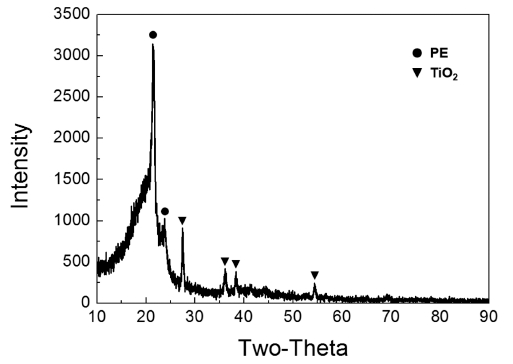
백시트는 일반적으로 다층 layer들로 이루어져 있으며 EVA와 맞닿는 inside layer, 공기 중에 노출되는 outside layer 그리고 중앙의 core layer로 구성되어 있다.7) Inside layer에는 polyvinyl fluoride(PVF), polyvinylidene fluoride (PVDF), polyester(PET), poly ethylene(PE), EVA 등의 소재가 사용되고 outside layer에는 PVF, PVDF 등의 소 재가 사용되며 core layer는 PET가 흔히 사용된다.11,12) 백시트는 각각의 layer에 사용된 소재에 따라 다양한 종 류가 있으며 본 실험에 사용된 백시트는 inside layer부 터 core, outside layer 순으로 PE/PET/PVDF로 이루어 져있다. Fig. 4에는 Fig. 3(f)에서의 백시트 박리 후 모 듈 표면에 잔존하는 백시트 layer에 대한 XRD 분석 결 과를 나타내었다. 해당 분석 결과로부터 잔존하는 백시 트는 EVA와 맞닿는 백시트의 PE layer인 것을 확인하 였다.11,12) 온도가 비교적 높을 경우 백시트의 3개 layer 중 EVA와 맞닿는 PE layer가 백시트로부터 분리되어 모 듈 표면에 잔존하는 것으로 사료된다. 또한 PE layer 내 에 나노 분말의 형태로 존재하는 TiO2도 검출되었다.14-16)
백시트가 깔끔하게 박리되는 온도 조건에 대해 고찰하 기 위해 모듈 샘플로부터 EVA를 채취하여 DSC 분석 을 진행하였고 이를 Fig. 5에 나타내었다. 해당 분석결 과에서 각각 42.3 °C와 64.4 °C에서 피크 ①, ②가 나타 났다. 문헌을 통해 EVA의 성분 중 Vinyl acetate의 녹 는점(melting temperature, Tm)이 46 °C이고 Ethylene의 Tm이 67 °C임을 확인하였다.17-19) 따라서 피크 ①, ②는 각 각 vinyl acetate와 ethylene의 Tm인 것으로 사료된다. 모 듈의 표면 온도가 vinyl acetate의 Tm 이상이고 ethylene 의 Tm 이하일 때 백시트가 박리되지 않은 Fig. 2(a)의 결과를 보아 vinyl acetate와 ethylene 두 성분 모두의 Tm 이상에서, 즉 ethylene의 Tm 이상에서 백시트 박리 가 가능하다는 것을 알 수 있었다.
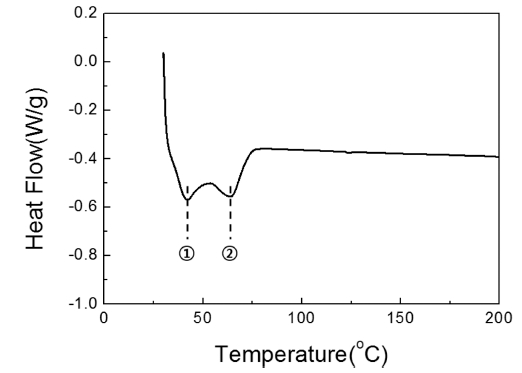
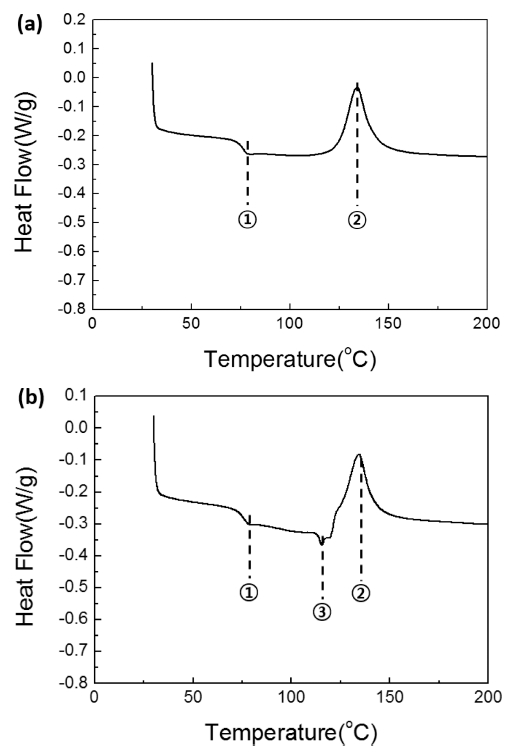
Fig. 6은 모듈 샘플로부터 백시트를 채취한 후 백시트 의 layer를 분리하여 진행한 DSC 분석 결과이다. Fig. 6(a)의 경우 사용된 백시트의 layer 중 outside layer인 PVDF layer와 inside layer인 PE layer를 제거한 후 core layer인 PET layer만을 회수하여 분석을 진행한 결과이 고 Fig. 6(b)의 경우에는 PVDF layer만을 제거하고 나 머지 PET layer와 PE layer를 함께 분석한 결과이다. (PE layer 분석 목적이었지만 PE layer의 경우 약 40 μm 두께의 필름으로 따로 분리하여 채취하기 힘들어 PET layer를 따로 분석하고 PET layer와 함께 PE layer를 분 석하였다.) Fig. 6(a), (b)에서 약 78 °C에 피크 ①이 동일 하게 나타났다. 문헌을 통해 PET layer의 유리 전이 온 도(glass transition temperature, Tg)가 약 80 °C임을 확인 하였고 따라서 Fig. 6(a), (b)에서 PET layer의 Tg로 피 크 ①이 동일하게 나타난 것으로 사료된다.20) Fig. 6의 (a)와 (b)에서 약 134 °C 부근에 동일하게 나타난 피크 ②의 경우 문헌을 통해 PET의 결정화 온도(crystallization temperature, Tc)임을 확인하였다.21) Fig. 6(b)에서는 115 °C 부근에서 피크 ③이 새롭게 관찰되었다. PET layer 만을 분석한 Fig. 6(a)와 비교해 보았을 때 피크 ③은 PE layer의 특성 피크인 것으로 판단하였고 문헌을 통 해 PE layer의 Tm이 약 113 °C인 것을 확인하였다.22) 따라서 Fig. 6(b)의 115 °C에서 나타난 피크 ③은 PE layer의 Tm인 것으로 판단하였다. 모듈의 표면온도가 약 110 °C일 때 백시트를 박리한 결과인 Fig. 3(f)의 결과를 보아 PE layer의 Tm 부근에서 PE layer가 백시트로부터 분리되어 모듈 표면에 잔존한 것으로 사료된다. 따라서 백시트 박리 시 PE Layer의 Tm 보다 충분히 낮은 온도 에서 백시트를 박리해야 한다는 것을 알 수 있었다.
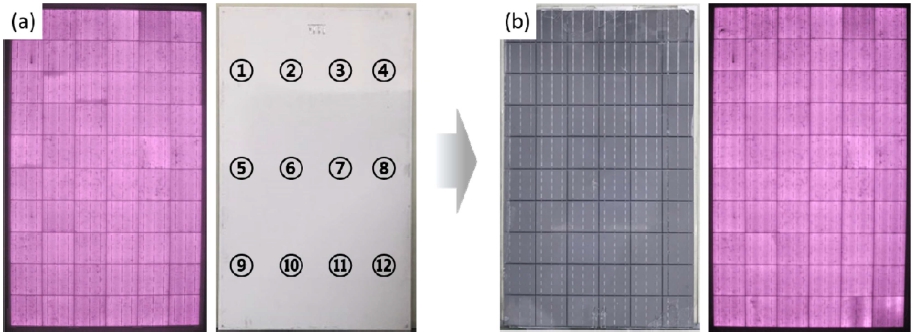
백시트가 깔끔하게 박리되었던 결과인 Fig. 3(d), (e) 중 온도가 더 높아 보다 적은 물리적 힘으로 백시트를 박리할 수 있었던 Fig. 3(e)의 결과에 해당하는 온도를 상용모듈인 60-Cell, 36-Cell 모듈, 자체 제작한 10-Cell 모듈 등 다양한 모듈에 적용하여 실험을 진행하였고 백 시트가 효과적으로 박리되는 것을 확인하였다.23) 또한, 태 양광 모듈에 미치는 영향을 확인하기 위해 60-Cell 모 듈을 이용하여 실험 전, 후로 EL 측정을 진행하였다. 실 험결과 백시트가 완전히 박리되는 것을 확인하였으며 60- Cell 모듈 EL 측정 결과를 통해 태양전지 파손과 같이 태양광 모듈에 미치는 영향은 없는 것으로 확인되었다. 60-Cell 모듈의 백시트 박리 및 EL 측정 결과를 Fig. 7 에 나타내었고 표면 온도 측정 결과를 Table 3에 나타 내었다.

4. 결 론
본 논문에서는 태양광 모듈로부터 백시트 박리 시 백 시트가 효과적으로 제거되는 최적 온도 조건을 도출하 기 위해 4-Cell 모듈의 표면 온도에 따른 백시트의 박 리 거동을 확인하였고, 또한 백시트와 EVA 사이 계면 특성에 대해 고찰하기 위해 모듈에 사용된 EVA와 백시 트의 열적 특성을 분석하였다. EVA와 백시트의 DSC 분 석을 통해 EVA 내 ethylene 및 vinyl acetate의 Tm이 각각 42 °C, 64 °C임을 확인하였고 백시트 내 PE layer 의 Tm이 115 °C임을 확인하였다. 따라서 모듈의 표면온 도를 EVA의 Tm(64 °C) 이상, 백시트 내 PE layer의 Tm (115 °C) 이하로 제어하여 백시트를 박리해야 함을 알 수 있었다. 모듈의 표면 온도가 EVA의 Tm 이하 또는 유사 할 경우 백시트가 박리되지 않거나 EVA가 백시트와 함 께 박리되는 거동을 보였고, 백시트 내 PE layer의 Tm 이상 또는 유사할 경우 백시트의 layer 중 EVA와 맞닿 는 PE layer가 백시트로부터 분리되어 모듈 표면에 잔 존하는 현상을 확인하였다. 결론적으로 모듈의 백시트 박 리를 위해서는 100 °C가 최적 온도임을 4-Cell 및 60- Cell 모듈의 백시트 박리 실험을 통해서 확인하였고 60- Cell 모듈 백시트 박리 전, 후 EL 측정을 통해 백시트 박리 기술의 경우 모듈 재활용 시 전처리는 물론 repair 기술로도 충분히 활용 가능한 것을 확인하였다.
