

1. 서 론
일반적으로 시효경화 Al 합금의 열전도도는 시효처리 노출 시간과 온도가 증가함에 따라 높아지는 것으로 알 려져 있다.1) 열전도도의 증가는 주로 석출과 관련된 고 용체 내 용질의 감소 및 다양한 석출물의 성장에 기인 한다.2,3) 일부 이전 연구4-8)를 통해 Al 기반 합금의 열 전도도와 열확산도가 열 이력에 의존한다는 사실이 밝 혀졌다. 예를 들어 Lee et al.6)은 2014 및 6061 Al 합 금이 어닐링 온도 이하의 온도에 노출되면 전도도가 증 가하지만 경도와 강도는 감소한다고 보고하고 있다. 전 도도의 증가는 주로 Al2Cu 및 Mg2Si 침전물의 핵 생성 및 성장과 관련된 고용체 내 용질의 감소로 인한 것이 다. 또한 Kaschnitz et al.7)은 고온에서 Al-7%Si-0.3%Mg 합금의 열확산도를 측정해서 200 °C와 400 °C 사이의 열 확산도 변화가 침전물의 고용으로 인한 것이라고 보고 하고 있다. 그러나 그들은 200 °C와 300 °C 사이의 열 확산도 변화에 대한 추가 정보를 제공하지 않았다. 자 동차 엔진 부품의 경우 표면의 열응력과 핫스팟을 피하 기 위해서는 연소 과정에서 발생하는 열을 최대한 빨리 제거해야 한다.9) 따라서 작동 온도(200 ~300 °C) 범위에 서 열적 특성을 이해하는 것이 필요하지만,10,11) 자동차 엔진의 작동 온도에서의 열물리적 거동은 아직 완전히 밝혀지지 않았다.
순수한 Al의 열확산도는 온도가 증가함에 따라 선형 적으로 감소한다. 이러한 감소는 격자 배열의 모든 종 류의 불규칙성에 의한 전자파의 산란으로 인한 저항 때 문이다.12) 이러한 불규칙성은 온도, 합금, 변형 또는 핵 조사와 같은 여러 소스에서 발생할 수 있으며, 온도가 증가함에 따라 선형적으로 증가한다.1) 그러나 실제 자동 차 엔진 부품에 사용되는 합금의 열확산도는 엔진 작동 온도에서 비선형적 변화를 보여주지만, 이 온도 의존성 의 이유는 아직 연구되지 않고 있다. 이 논문의 목적은 이러한 온도 의존성의 이유를 명확히 하는 것이다.
2. 실험방법
본 연구를 위해 사용된 합금은 Al-Si-Mg-Cu-(Ti) 합금 으로 일반적인 상용 등급 A356 합금을 용융하여 시험 편을 제조하였다. 순수 Cu(99.9 wt%) 및 Al-5wt%Ti- 1wt%B의 모합금을 용융물에 첨가하여 조성을 추가하였 다. 전기저항로를 이용하여 30 kg 용량의 SiC 도가니에 서 용융하였다. 용융 온도는 730 ± 5 °C였고,아르곤 가스 버블링을 사용하여 740 °C에서 15분 동안 용융물을 탈 기하였다. 그런 다음 용탕 안정화를 위해 용융물을 95 ± 5 °C에서 예열 된 금형에 붓기 전 20분 더 유지하였다. Table 1에 분광분석법으로 분석한 시험편의 화학 조성을 나타냈다. 합금 명칭의 기호는 C는 Cu, Ti는 Ti를 의미 한다. Al-6%Si-0.4%Mg 합금을 기본으로 0.9%Cu 첨가 는 9C, 0.1%Ti 첨가는 1T로 표기하였고, 없는 경우는 0C, 0T로 표기하였다. A10C는 순 Al에 1%Cu가 첨가 된 합금이다. 시험편의 용체화 처리는 535 °C에서 6시간 동안 유지한 후 80 °C의 온수에서 급랭하였다. 인공 시 효처리는 180 °C ~220 °C의 공기 중에서 5시간 동안 수 행되었다. 시효 처리 후 시험편은 상온에서 자연 냉각 하였다.
열적 특성에 대한 석출의 영향은 레이저 플래시 장치 (LFA)와 시차 주사 열량계(DSC)를 사용하여 조사되었 다. 열확산도 측정용 시험편은 직경 12.7 mm, 두께 2.5 mm로 가공하였다. 자세한 테스트 조건은 Table 2에 나 타냈다.

3.결 과
Fig. 1에 측정된 상업용 순수 Al (99.8 wt%)의 열확산 도를 나타냈다. 예상대로 열확산도는 25 °C에서 500 °C 로 온도가 증가함에 따라 선형적으로 감소하였다. 열 이 력은 Al-Si-Mg-Cu 합금의 미세 구조에 영향을 미친다. Fig. 2는 9C0T 합금의 광학현미경 이미지 관찰 결과를 보여준다. 시효처리 후 공정 Si 입자가 구상화 되었다 [Fig. 2(b)]. 이러한 공정 Si의 구상화는 용체화 처리 과 정 중 공정 Si과 Al 기지 사이의 총 계면 에너지를 낮 추기 위해서 발생하며 열확산도 증가의 원인이 된다.9,13) Al-Si-Mg-Cu 합금의 열확산도의 온도 의존성을 조사하 기 위해 LFA를 사용하여 25 °C에서 500 °C까지 열확산 도를 측정하였다. Fig. 3은 시효처리 온도가 다른 합금 의 열확산도 온도 의존성을 보여주고 있다. 9C0T (Tifree 합금)는 모든 온도 범위에서 9C2T보다 열확산도가 높았다. 이는 Ti첨가로 불순물 함량이 높아졌기 때문이 다. 측정 온도 300 °C 이상에서는 모든 시험편의 열확 산도가 온도가 증가함에 따라 감소하였다. 용체화 처리 직후의 시험편은 25 °C ~ 250 °C의 온도 범위에서 가장 낮은 열확산도를 보였다. 220 °C에서 시효처리 된 시험 편의 열확산도는 25 °C ~250 °C의 온도 범위에서 180 °C 에서 시효 된 시험편보다 높았다. 용체화 직후의 9C0T 시험편의 열확산도는 25 °C에서 66 mm2/s이었고 300 °C 에서 최대 71mm2/s까지 증가하였다[7 % 증가, Fig. 3(a)]. 9C는 25 °C에서 62 mm2/s이었고 300 °C에서 66 mm2/ s까지 증가하였다[6 % 증가, Fig. 3(b)]. 이는 시효온도가 높을수록 제2상의 석출양이 증가하고 Al 기지내 합금원 소 양이 감소하여 전자 이동이 원활 해졌기 때문이다.12) Cu가 첨가되지 않은 0C0T 및 0C1T 합금에서도 Fig. 4 과 같이 유사한 경향을 보였다.
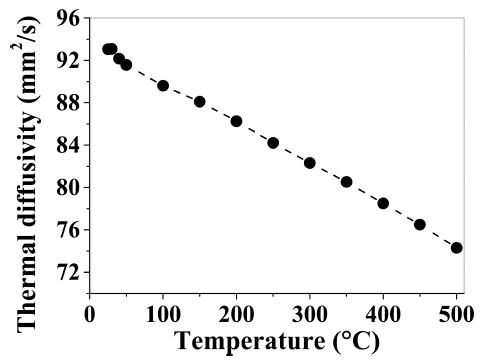
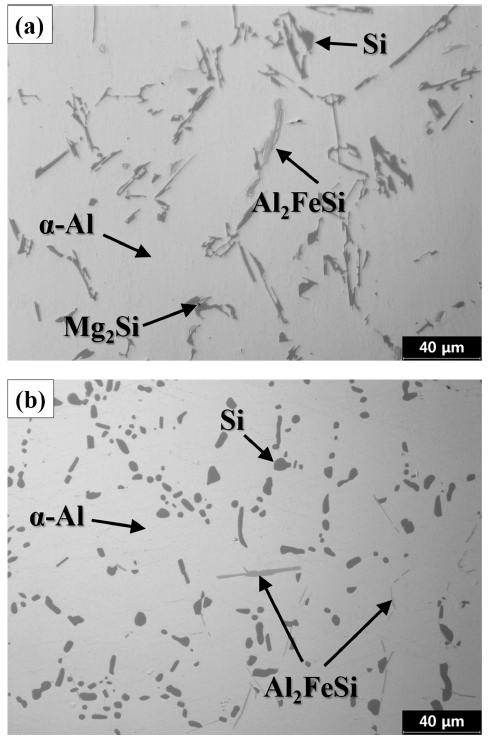
Fig. 2
Optical micrographs of qualitatively identified 9C0T alloy: (a) as-cast, (b) aged at 180 °C for 5 h.
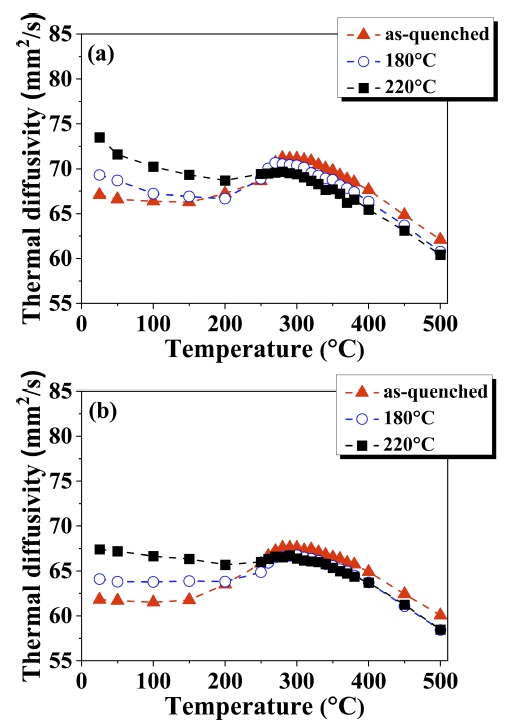
Fig. 3
Thermal diffusivity as a function of temperature for Al- 6%Si-0.4%Mg-0.9%Cu-(Ti) alloys with different heat treatments. The measurement was conducted after cooling to room temperature from the heat treatment: (a) 9C0T alloy, (b) 9C2T alloy.
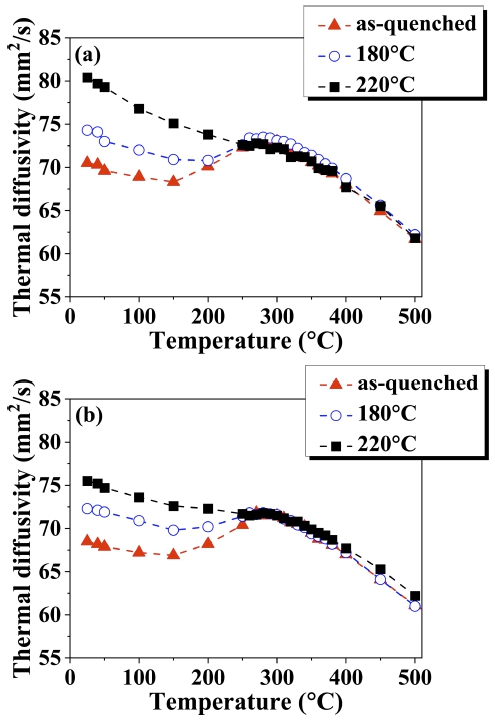
Fig. 4
Thermal diffusivity as a function of temperature for Cu-free Al-6%Si-0.4%Mg-(Ti) alloys with different heat treatments. The measurement was conducted after cooling to room temperature from the heat treatment: (a) 0C0T alloy, (b) 0C1T alloy.
Fig. 5에 Fig. 3과 4의 열처리 조건에 따른 각 시험편 의 열확산도 변화를 막대 그래프로 나타냈다. 모든 시 험편에서 시효온도가 높을수록 열확산도는 증가하였고, 합 금원소의 양이 증가할수록 열확산도가 감소함을 알 수 있다. 시험편의 온도가 250 °C를 넘어가면 같은 조성의 시험편은 열확산도가 같아졌고, 500 °C에서는 모든 조건 의 시험편의 열확산도가 약 60 mm2/s에 수렴했다.
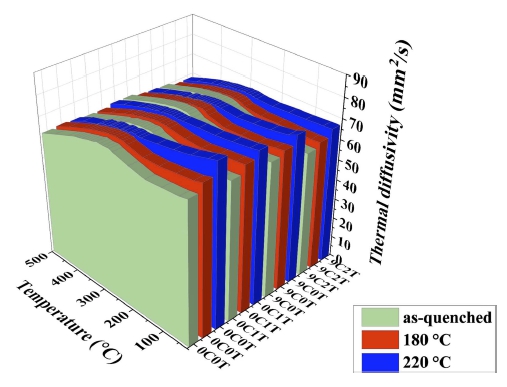
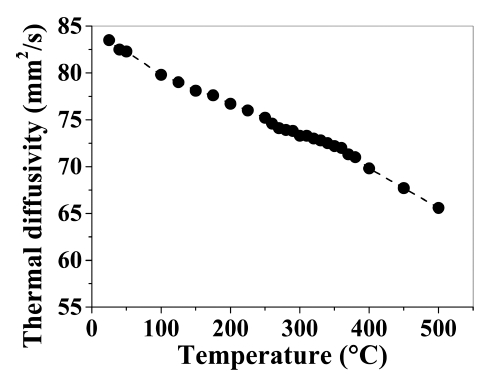
Fig. 6는 180 °C에서 5시간 동안 시효 처리한 후의 Sifree A10C 합금의 열확산도를 보여준다. Si-free 합금의 열확산도는 온도가 25 °C에서 500 °C로 증가함에 따라 85 mm2/s에서 66 mm2/s로 Si가 첨가된 합금과 달리 선 형적인 감소를 보였다.
열처리에 따른 석출물 종류를 알아보기 위해 시차 주 사 열량(DSC) 분석을 수행하였다. Fig. 7는 다른 온도 에서 인공 시효 처리 된 9C0T 및 9C2T 합금의 시차 주사 열량계 분석 결과를 보여준다. 9C0T 및 9C2T의 용체화 직후 시험편은 약 250, 270, 290 및 300 °C에서 4개의 발열 피크가 나타났다. 첫 번째 발열 피크 A는 β"-Mg2Si 상과 Q'-phase14-16)의 석출에 해당하며 두 개의 피크가 서로 중첩되어 있다. 두 번째 발열 피크 B는 θ'- Al2Cu 상14-16)의 석출에 해당한다.17) 세 번째 피크 C는 β"-Mg2Si 상에서 β'-Mg2Si 상으로의 전이에 해당된다.18) 약 330 °C의 발열 피크 D는 Si 상의 석출에 해당한다.19)
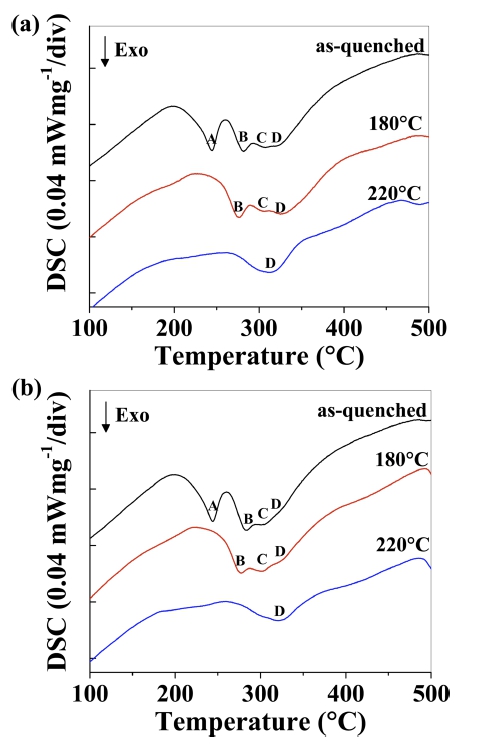
Fig. 7
DSC curves of (a) 9C0T and (b) 9C2T with different heat treatments: as-quenched, aged at 180 °C, and 220 °C. Peak A corresponds to β"-Mg2Si phase and Q'-phase; Peak B to θ'-Al2Cu; Peak C to β'-Mg2Si phase; Peak D to the precipitation of Si phase.
Fig. 8에 용체화 처리 후 다양한 조성의 합금에서 얻 은 DSC 곡선의 피크와 상변태 사이의 상관관계를 나타 냈다. 실온에서 270 °C까지의 구간은 GP 존의 형성 및 용해에 해당한다. Fig. 8(d)의 Al-6%Si-0.4%Mg 시험편 에서는 235 °C 부근에서 발열 피크 A (β"-Mg2Si 상의 피크)가 나타났다. Fig. 8(e)의 Al-6%Si-0.4%Mg-0.9%Cu 시험편에서는 245 °C 부근에서 발열 피크 A' (β"-Mg2Si 상의 피크 및 Q' 상의 피크)가 나타났다. 그러나 Cu-free Al-6%Si-0.4%Mg 합금의 발열 피크 A [Fig. 8(d)]는 Al- 6%Si-0.4%Mg-0.9%Cu 합금[Fig. 8(e)]보다 낮았고, 이는 Q'상의 발열 피크가 없기 때문이다. θ'-Al2Cu 상의 피크 인 280 °C 부근의 발열 피크 B [Fig. 8(e)]는 Al-6%Si- 0.4%Mg-0.9%Cu 합금에서만 나타났다.15) 300 °C 부근의 발열 피크 C [Fig. 8(d) 및 (e)]는 Al-6%Si-0.4%Mg 및 Al-6%Si-0.4%Mg-0.9%Cu 합금에서 나타났으며, 이는 β"- Mg2Si 상에서 β'-Mg2Si 상으로의 상전이에 해당한다.20,21) 발열 피크 D [Fig. 8(c) ~(e )]는 약 330 °C에서 Si 상의 석출에 해당한다.19)
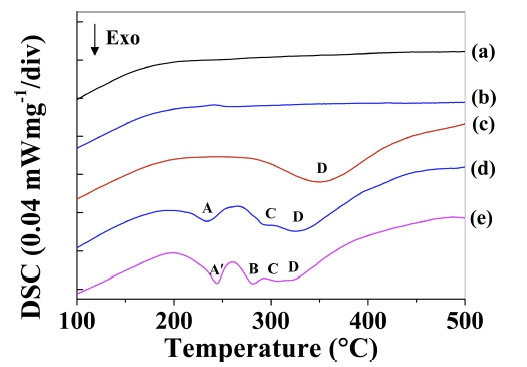
Fig. 8
DSC curves of Al alloys in as-quenched condition: (a) Pure Al, (b) Al-0.4%Mg-1%Cu, (c) Al-6%Si, (d) Al-6%Si-0.4%Mg (0C0T alloy), (e) Al-6%Si-0.4%Mg-0.9%Cu (9C0T alloy).
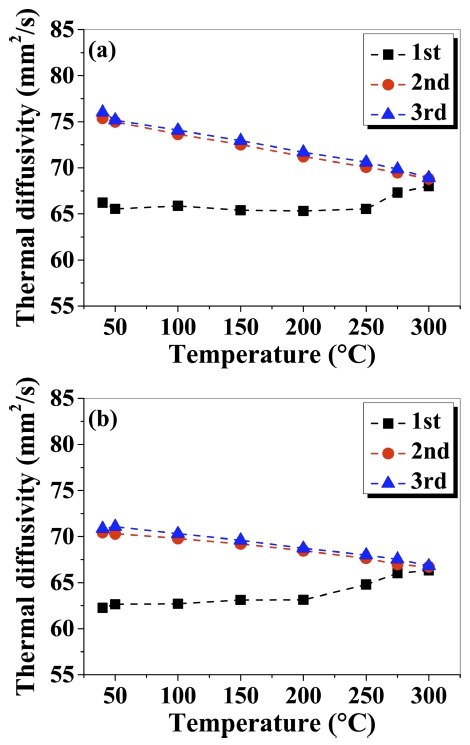
고온 환경에서 잔류 Si로 인한 열확산도 변화를 알아 보기 위해 시험편의 열확산도를 25 °C에서 300 °C까지 반 복적으로 측정하였다. Fig. 9는 180 °C에서 5시간 동안 시효 처리한 후의 9C0T 및 9C2T 합금의 결과를 보여 준다. 열확산도 반복 시험은 고용체 처리 (1차) 후 합 금 시험편으로 1회 수행한 후 동일한 시험편으로 2회 반 복하였다. 2차 측정 (2차)에서는 25 °C ~300 °C의 온도 범위에서 열확산도가 증가했지만, 이는 1차 측정 중에 Si 석출이 발생했기 때문이다. 세 번째 측정 (3차 실행)에 서 열확산도는 두 번째 측정 결과와 유사하였다.
4.고 찰
자동차 엔진 부품의 실제 작동 온도는 200 °C ~ 300 °C 이다. 따라서 고온에서 자동차 엔진 부품의 열특성 변 화에 대한 연구가 필요하다. 알루미늄 엔진 부품의 열 전도도은 밀도와 비열의 변화는 적기 때문에 주로 열 확산도 변화에 의존한다. 시효처리 온도가 증가함에 따 라 Al 기지내 합금 원소의 과포화 정도는 감소한다. 일 반적으로 순수 Al의 열확산도는 온도가 증가함에 따라 선형적으로 감소하지만(Fig. 1), 합금의 열확산도는 Fig. 3과 4와 같이 선형적으로 감소하지 않았다. Kaschnitz et al.7)은 고온에서 Al-7%Si-0.3%Mg 합금의 열확산도 를 보고하고 있다. 그들은 200 °C와 300 °C 사이의 열 확산도 변화가 가열 사이클 동안 석출물의 고용으로 인 한 것이라고 결론지었다. 그러나 그들은 200 °C와 400 °C 사이의 시효 석출상을 고려하지 않았다. 만약 석 출물이 200 °C와 400 °C 사이에서 고용된다면 Al 기지 내에서 용질 원자가 증가하기 때문에 열확산도가 감소 해야 한다.
고온에서의 상변화를 조사하기 위해 DSC 분석을 수 행하였다. DSC 기술은 석출물의 고용과 시험편 온도 상 승에 따른 추가적인 석출물 형성을 수반하는 고체 상 태 반응을 특성화하기 위해 많은 조사에서 사용되고 있 다.22) Fig. 6에서 볼 수 있듯이 열처리에 의한 이러한 석출 및 2차 상의 전이는 해당 온도 범위에서 열확산 도의 변화와 관련이 있다. 2차상이 없는 용체화 처리 된 시험편은 석출에 의한 열확산도의 변화가 가장 큰 반면, 시효 처리된 합금은 DSC 분석과정에서 θ'-Al2Cu, β'-Mg2Si, Si의 석출량이 적어 열확산도의 변화가 적게 된다. DSC 곡선에서 상변태와 피크 사이의 상관관계는 Fig. 7에서 용체화 처리 후 각기 다른 조성의 합금에 서 얻은 DSC 곡선에 의해 입증된다. DSC 곡선의 결 과로부터 Al-Si-Mg-Cu 합금의 주요 석출 과정은 과포 화 고용체 → GPII 영역 형성(발열 피크 A에 해당) → 준안정상 형성(발열 피크 B 및 C에 해당) → Si 상의 침전(발열 피크 D에 해당) 순으로 변화한다.23) 그러나 순수 Al [Fig. 8(a)] 및 Si-free A10C 합금[Fig. 8(b)] 에서는 200 °C에서 400 °C 사이의 석출에 해당하는 발 열 피크가 발견되지 않았다. 따라서 상온과 300 °C 사 이에서 열확산도의 감소는 Al 기지 내 잔류 용질 Si 때 문이라고 결론지을 수 있다. 즉, 시험편의 온도가 높아 지면 기지 내 잔류 용질인 Si가 석출되어 200 ~40 0 °C 의 온도에서 확산도가 증가한다.
180 °C에서 시효 처리된 9C0T 및 9C2T 합금의 경우, 시효 처리 중 석출에 의한 용질 원자의 희석으로 인해 초기 열확산도 값이 용체화 처리 직후의 합금보다 높았 다. 더 높은 온도에서 시효 처리가 수행되었기 때문에 220 °C에서 시효 처리된 합금의 경우 훨씬 더 높게 된 다. 따라서 고용체에서의 석출은 열확산도를 증가시키는 것이 분명하다. 합금의 열확산도는 시효처리 온도에 따 라 변하였다. Fig. 3에서 볼 수 있듯이, 용체화 처리 된 상태의 합금은 2차 상 석출이 아직 발생하지 않았기 때 문에 실온에서 250 °C까지의 온도 범위에서 가장 낮은 열확산도를 보였다. 시효처리 온도를 180 °C에서 220 °C 로 증가시켰을 때, Al 기지 내의 Si 상의 석출이 증가 하기 때문에 이 단계에서 220 °C에서 시효처리 된 시험 편의 열확산도가 180 °C에서 시효처리 된 시험편보다 더 높았다. 200 °C에서 400 °C 사이의 온도 범위는 준안정 상의 형성에 해당하며 이러한 과정이 열확산도를 증가 시키게 한다. 온도가 준안정상의 형성온도의 끝부분에 도 달했을 때 열확산도는 열처리 조건에 관계없이 각 온도 에서 동일한 값을 나타냈다. 이러한 잔류 용질 Si에 의 한 열확산도의 감소는 고온 환경에서 사용되는 실제 제 품에서 문제가 될 수 있다. 인공 시효 된 합금을 사용 하더라도 시효 온도보다 높은 온도에서 합금을 사용하 면 잔류 용질 Si의 석출이 발생하고 300 °C 미만의 온 도에서는 열확산도가 증가한다. Fig. 8에서 보는 바와 같 이 9C0T와 9C2T 합금이 반복적으로 고온 환경에 노출 되면 300 °C 이하의 온도에서 초기 조건보다 열확산도 가 높아지는 것을 확인할 수 있었다.
5. 결 론
본 연구에서는 Al-6%Si-0.4%Mg-0.9%Cu-(Ti) 합금의 다양한 열처리를 통한 열확산도의 석출 의존성을 조사 하였다. 얻어진 결과는 다음과 같이 요약된다:
1. 열확산도의 온도 의존성은 조사된 모든 0C0T, 0C1T, 9C0T, 9C2T 합금에서 관찰되었다. 25 °C에서 300 °C 사 이의 온도범위에서 열확산도는 순수 Al과 달리 선형적 으로 감소하지 않았다. Si-free 합금의 열확산도는 온도 가 25 °C에서 500 °C로 증가함에 따라 거의 선형으로 감 소하였다. 이는 Si 첨가가 25 °C ~300 °C의 온도 범위에 서 Al-Si-Mg-Cu 합금의 열확산도에 큰 영향을 미친다는 것을 의미한다.
2. DSC 분석 결과로부터 200 °C와 400 °C 사이의 온 도 범위에서 열확산도 변화의 온도 의존성은 θ'-Al2Cu, β'-Mg2Si 및 Si 상의 석출에 큰 영향을 받았다. 시험편 의 온도가 준안정상 형성 온도의 끝에 도달하면 열확산 도는 시효처리 조건에 관계없이 각 온도에서 동일한 값 을 가졌다. 열확산도의 온도 의존성에 가장 중요한 인 자는 Si의 석출임을 확인하였다. Si-free A10C 합금의 경우 열확산도 온도 의존성은 발견되지 않았다.
