

1. 서 론
휴대용 전자기기 및 전기 자동차 시장의 성장에 따라 에너지 저장매체인 리튬이차전지의 에너지밀도 및 수명 특성 개선에 관한 연구가 진행되고 있다. 리튬이차전지의 용량 증대를 위하여 음극재로 사용되는 흑연을 고용량의 금속으로 대체하려는 시도가 이루어지고 있다. 음극재 가운데 실리콘은 이론 용량이 4,200 mAh/g으로 흑연 372 mAh/g 대비 10배가 넘어 가장 주목받는 차세대 리튬이차전지 음극재 물질 중 하나이다. 실리콘은 리튬이차전지 음극재로 높은 이론적 용량에도 불구하고 충 ‧ 방전 과정 동안 전극 내에서 리튬이온의 삽입 ‧ 탈리 반응으로 최대 400 %까지 부피팽창이 나타나는 문제점이 있다.1,2) 이러한 문제점을 극복하는 방법으로 나노 실리콘을 사용하면 충 ‧ 방전 시 리튬 이온의 삽입 ‧ 탈리 과정에서 실리콘의 부피팽창을 감소시킬 수 있다는 방법에 착안하여 실리콘 입자를 나노 크기로 줄이는 연구가 시도되고 있다. 실리콘 나노와이어(nano-wire), 실리콘 나노튜브(nano-tube), 실리콘 나노스피어(nano-sphere) 등의 실리콘 나노 구조체 물질이 리튬 이차전지 음극재로 연구되고 있다.3) 또한 기존 음극재의 대표 물질인 탄소 물질은 음극재와 집전장치 및 음극재 입자들 사이의 전기적 연결 고리 형성을 위해 활용된다. 탄소계 음극재는 우수한 전기전도성을 제공할 수 있는 재료로 그라파이트(graphite), 그래핀(graphene), 산화 그래핀(graphene oxide), CNT (carbon nano-tube) 등이 대표적 음극재 물질로 이용된다.1,3) 최근에는 음극 소재 합성 기술로 우수한 전기전도성을 보이는 탄소 재료에 고용량의 특성 확보에 유리한 실리콘 금속을 복합화하는 방법이 연구되고 있다. 탄소와 실리콘을 이용한 음극재 합성 기술은 탄소 재료와 실리콘을 용매로 제조하여 스프레이 분무 및 건조하는 합성 방법,3) 실리콘 원료를 용매에 분산하고 세척 및 건조하여 탄소 재료와 물리적으로 합성하는 방법,4) 마그네슘 열 환원반응을 통한 복합소재 합성 방법5) 등 습식공정에 기반을 둔 방법으로 여러 단계의 복잡한 합성 과정이 필요한 번거로움이 있다.
본 연구에서는 친환경 건식 합성법인 열플라즈마 합성법을 사용하여 탄소 재료에 나노 실리콘을 복합화하였다. 열플라즈마 합성법은 RF (radio frequency) 전자기파와 유도코일을 이용하여 10,000 K 이상의 초고온 열원을 형성하는 플라즈마 중심에 전구체를 통과시켜 금속 원료의 급속한 기화를 유도하고, 급랭함으로써 결정성 나노분말을 얻는 제조 방법으로 공정이 매우 간단하고 유해 물질 생성이 없는 친환경 합성 방법이다.6) 합성을 위한 원료 분말은 탄소 즉, 팽창흑연(expandable graphite)을 이용하였고 첨가되는 실리콘 함량은 탄소 무게비 기준으로 계량하여 혼합하였다. 탄소나노실리콘복합소재를 합성하기 위해 RF 열플라즈마 합성 장비의 반응장 온도분포를 전산 해석하였다. 합성한 탄소나노실리콘복합소재에 대한 이미지 분석을 통해 실리콘 나노입자의 형상 및 분포를 관찰하였다. 탄소에 결합한 실리콘 나노입자의 결합 형상을 관찰하기 위해 투과전자현미경(transmission electron microscope, TEM)으로 분석하였다. 합성소재에 존재하는 물질 정보 확인을 위해 결합구조를 분석하였다. 최종 합성한 탄소나노실리콘복합소재를 이용하여 전기화학적 충 ‧ 방전 특성을 평가하였다.
2. 실험방법
탄소나노실리콘복합소재 합성을 위한 탄소원료는 GK사의 팽창흑연(expandable graphite, ADT20)을 사용하였다. 팽창흑연은 카본 층상 사이에 황이나 질소화합물의 첨가물이 삽입된 구조로 열을 가해주면 150 °C 이상의 온도에서 탄소 층상의 변화가 발생하여 팽창화가 이루어진다. 탄소 재료에 혼합한 실리콘 원료는 반도체 기판 또는 잉곳, 태양광 패널 등의 가공 시에 발생하는 실리콘 부산물을 정제, 분급하여 사용하였다. 실리콘 부산물의 건조는 기류건조기(air-dryer)를 사용하여 40~50 %가 함유된 수분 함수율을 1 % 이하가 되게 하였다. 또한 다단의 사이클론 포집기를 사용하여 입자크기가 0.8~1.3 µm인 실리콘 원료를 선별하였다. 준비한 탄소와 실리콘 원료는 탄소 중량비 기준 실리콘 함량을 10, 20, 30, 40, 50 wt%로 3차원 원료혼합기(3축 회전 Mixer)를 이용하여 혼합하였다. 원료의 균일한 혼합을 위해 2 liter 혼합용기의 절반을 초과하지 않는 범위에서 원료를 충진하여 60 rpm으로 90분 동안 혼합하였다.
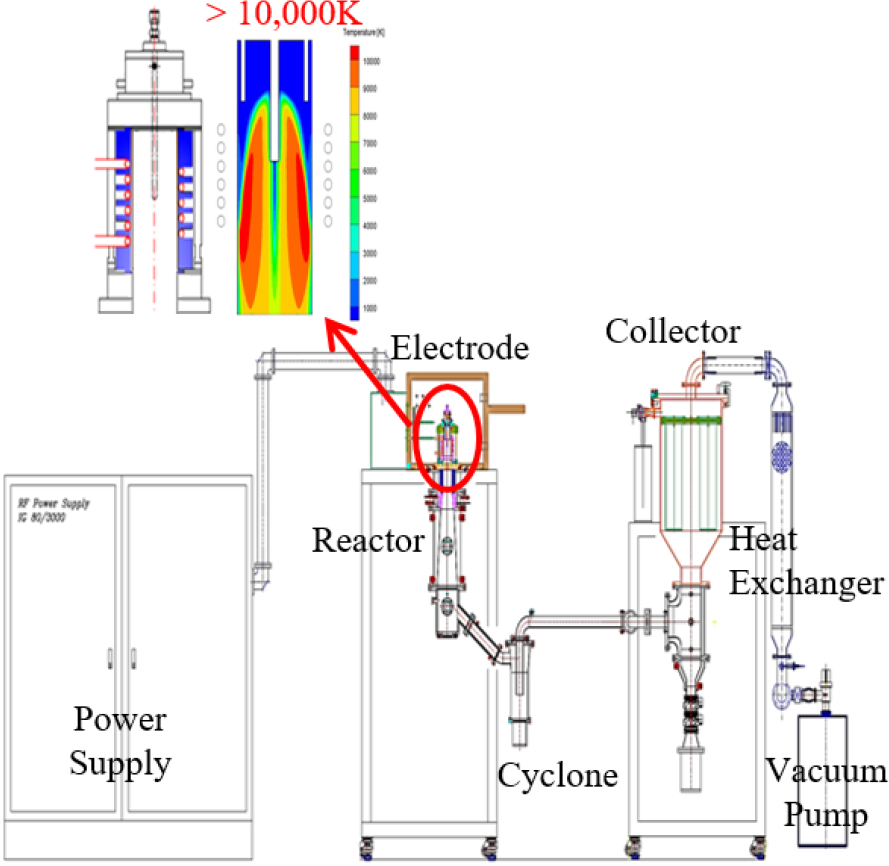
Fig. 1은 소재 합성에 이용한 RF 열플라즈마 장비의 구성도이다. RF 열플라즈마 장비는 전력공급장치(power supply, TruHeat HF Series 7050), 플라즈마를 생성하는 전극(electrode), 소재 합성이 이루어지는 플라즈마 합성 반응기(reactor), 나노입자를 분급하는 사이클론(cyclone), 합성소재를 회수하는 포집부(collector), 고온 배기가스를 냉각하는 열교환기(heat exchanger), 압력 제어를 위한 진공펌프(vacuum pump)로 구성되어 있다. 전력공급장치로부터 전극에 감겨있는 유도코일에 RF 전력을 인가하면 전극에 순간적인 고전류가 공급되어 10,000 K 이상의 초고온 플라즈마가 형성된다. 이후 플라즈마가 생성된 중심부에 원료를 투입하여 금속 물질의 휘발, 핵 성장, 응축 등의 과정을 거쳐 최종 합성하고자 하는 나노소재를 얻는 방법으로 소재 합성 시간이 매우 짧은 장점이 있다.
실험을 통해 합성한 탄소나노실리콘복합소재의 형상 및 분포는 Hitachi High Technologies Corporation의 S-4800 전계방사형 주사전자현미경(field-emission scanning electron microscopy, FESEM)을 사용하여 분석하였다. 탄소나노실리콘복합소재에 합성된 실리콘 나노입자의 결합 형상은 JEOL 사의 ARM-200F 고분해능 투과전자현미경(TEM)을 이용하여 관찰하였다. 합성한 탄소나노실리콘복합소재에 존재하는 탄소, 실리콘, 실리콘카바이드 물질에 대한 결합구조 및 함량은 Bruker 사의 D2 PHASER X선 회절분석기(x-ray diffractometer, XRD)를 이용하여 분석하였다. 전기화학적 특성 평가는 충 ‧ 방전 시험기(galvanostatic charge/discharge measurement, TOSCAT3000)를 이용하여 측정하였다.
3. 결과 및 고찰
Fig. 2는 CFE-ACE+ 프로그램을 사용하여 플라즈마 인가전력에 따른 플라즈마 반응장 온도분포를 전산 해석한 것이다. 플라즈마 공정 조건으로 공정 압력 350 torr, 플라즈마 중심 가스(central gas) 60 liter/min, 차단 가스(sheath gas) 80 liter/min으로 고정하고, 플라즈마 인가전력을 15, 25, 35, 45 kW로 변화하여 플라즈마 반응장의 온도변화를 전산 해석하였다. Fig. 2(a)는 인가전력 15 kW의 전산 해석 결과로 플라즈마 반응장 내부의 최고 온도는 4,200 K를 나타내었다. Fig. 2(b)는 인가전력 25 kW의 결과로 플라즈마 반응장 내부의 최고 온도는 5,200 K를 나타내었다. Fig. 2(a, b)는 플라즈마 발생부인 전극(electrode, EL)에서부터 거리가 멀어질수록 온도가 선형적으로 감소하였고, 0.8~1.3 µm 크기의 실리콘 원료 분말을 순간적으로 완전히 휘발하기 위한 열원을 확보하는 조건으로는 부족한 것으로 판단하였다. Fig. 2(c)는 플라즈마 인가전력 35 kW의 온도분포를 나타낸 것으로 플라즈마 전극에서 최고 온도 13,000 K 이상을 나타내고, 전극 하단의 열 보존구역(hot zone, HZ)에서도 11,000 K 이상의 온도분포를 나타내었다. 이는 플라즈마가 생성되는 전극 위치에서 실리콘 원료 분말의 기화에 필요한 충분한 열원을 공급하고 전극 하단의 열 보존구역에서도 11,000 K 이상의 높은 온도를 보존하고 있어 실리콘 원료의 기화를 위한 충분한 체류시간을 보장받을 수 있는 조건으로 판단된다. 플라즈마 반응기 중단(reactor middle, RM)에서는 4,000 K의 온도분포를 나타내었고, 플라즈마 반응기의 하단(reactor low, RL)에서는 3,500 K의 온도분포를 나타내어 팽창흑연과 나노 실리콘의 복합합성에 적합한 온도 대역을 나타내었다. 플라즈마 반응기 최하단(reactor bottom, RB)에서는 1,800 K 수준의 온도분포로 플라즈마 발생부인 전극 위치에서 반응기 하단 위치로 이동함에 따라 지속적인 온도 하강을 확인하였다. Fig. 2(d)는 플라즈마 인가전력 45 kW의 온도분포를 나타낸 것으로 최고 온도는 14,000 K 이상의 가장 높은 온도 대역을 나타내었으나, 반응장 내에서의 온도분포가 불균일하게 분포하는 것을 확인하였다. 전산 해석 결과로부터 실리콘 원료 기화에 충분한 온도와 균일한 온도분포로 원료 기화에 충분한 체류시간을 확보할 수 있는 인가전력 35 kW가 탄소나노실리콘복합소재 합성의 최적 조건으로 판단하였다.
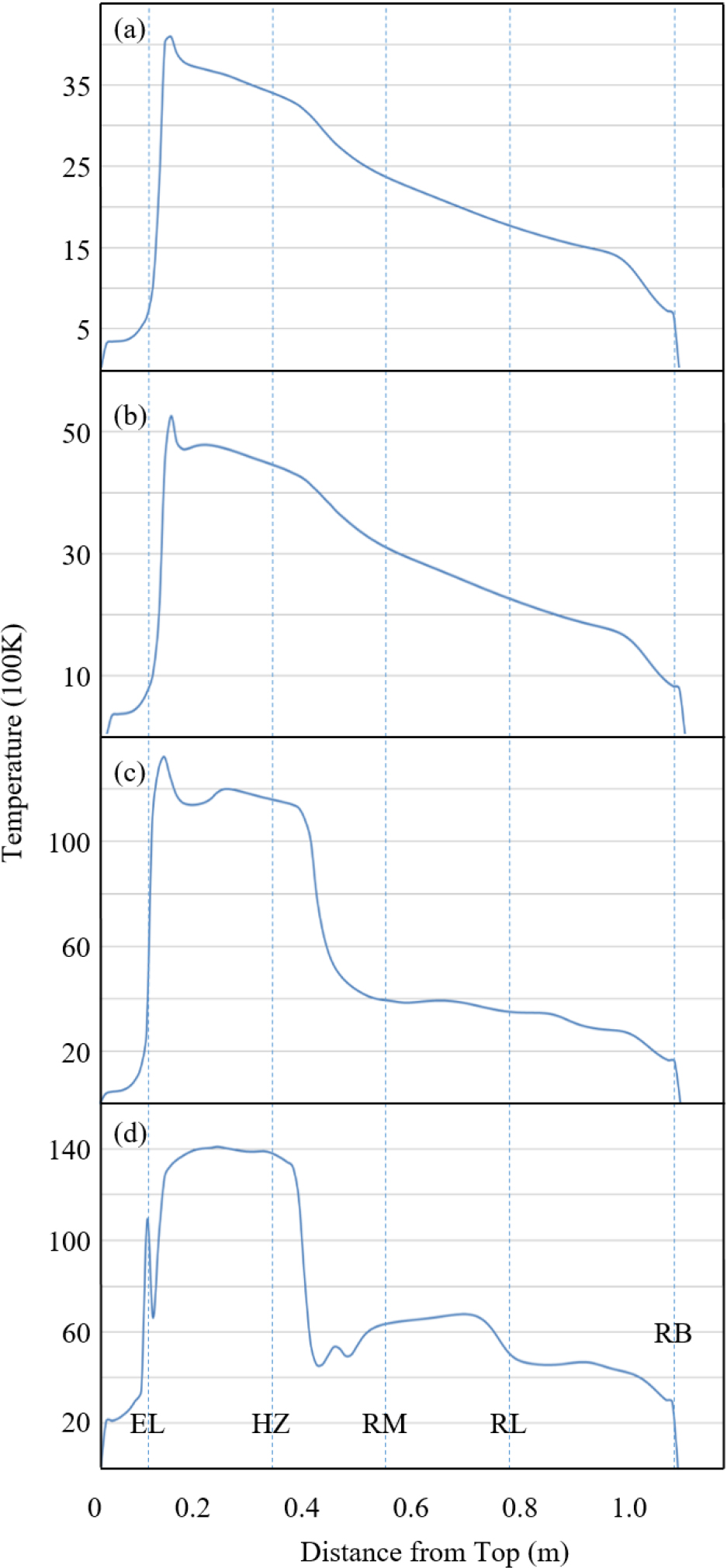
Fig. 3은 플라즈마 반응장 내에서 탄소나노실리콘복합소재의 합성 반응 과정을 나타낸 것이다. 최고 온도 13,000 K의 열원이 발생하는 플라즈마 인가전력 35 kW에서 전극 상단에 위치한 원료 주입관을 통해 팽창흑연과 실리콘의 혼합원료가 공급된다. 공급된 팽창흑연은 카본 층상에 황이나 질소계 화합물이 첨가된 것으로 고온의 플라즈마 열원에 노출되면 층간 삽입물이 순간적으로 휘발하여 흑연 층간 사이의 팽창이 이루어진다. 동시에 공급된 실리콘 원료는 실리콘의 끓는점(3,538 K)보다 높은 플라즈마 열원에 노출되어 기화된다. 기화된 실리콘 증기는 플라즈마 발생 영역을 지나면서 급속한 열원 감소가 나타나고 생성된 실리콘 증기는 응축되어 나노입자의 형상을 갖게 된다. 생성된 나노 실리콘 입자는 팽창된 흑연의 표면에 결합하여 탄소나노실리콘복합소재를 형성한다.
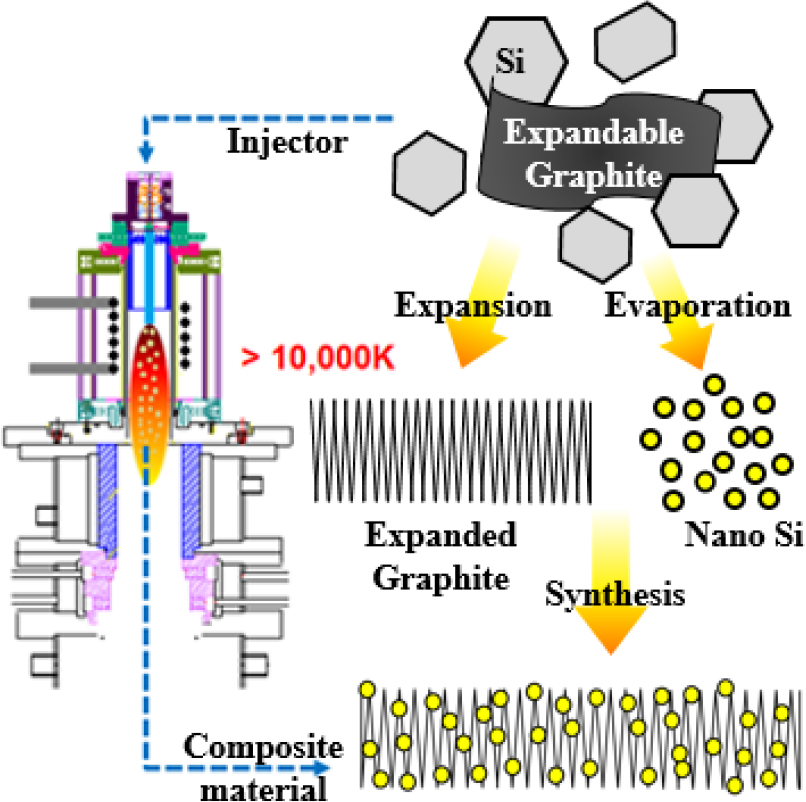
Fig. 4는 탄소나노실리콘복합소재 합성에서 팽창흑연에 결합하여 다양한 형태로 존재할 수 있는 실리콘 나노입자의 분포 모델이다. Fig. 4(a)는 탄소에 결합한 실리콘 나노물질의 입자크기를 나타낸 것이다. 실리콘의 입자크기가 불균일한 상태(좌)와 비교하여 입자크기가 100 nm 이하로 균일한 상태(우)로 탄소 표면에 존재하게 하는 것이 적합한 합성법임을 표현하였다. Fig. 4(b)는 탄소에 결합한 실리콘 나노입자가 응집하거나 불균일한 분포(좌)를 나타낸 경우보다 균일한 분포(우)로 존재하게 하는 것이 적합한 합성법임을 나타낸 것이다. Fig. 4(c)는 탄소에 결합한 실리콘이 적은 분포(좌)와 비교하여 실리콘이 균일하고 충분히 분포한 상태(우)가 적합한 합성법임을 표현하였다. RF 열플라즈마 합성법으로 제조한 탄소나노실리콘복합소재에는 다양한 형태의 실리콘 나노입자가 관찰될 수 있는 경우로 탄소에 결합한 실리콘 나노입자는 100 nm 이하의 크기를 보이는 것이 적합한 나노입자라 볼 수 있다. 또한 실리콘 나노입자는 탄소에 전체적으로 균일하게 분포하는 것으로 실리콘 나노입자 간 응집 생성이 없는 조건이 적합한 합성법임을 표현한 것이다.
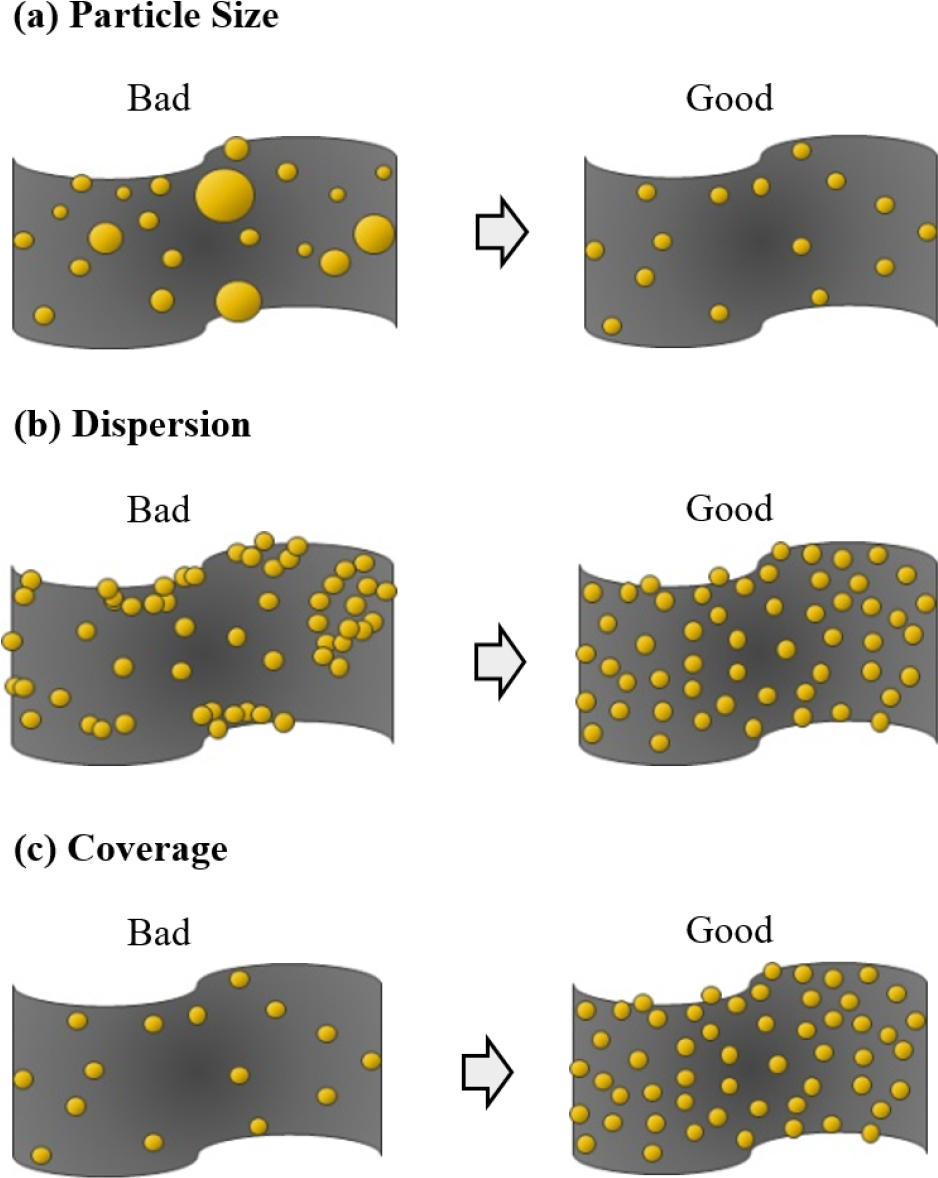
Fig. 5는 합성한 탄소나노실리콘복합소재를 X-선 회절 분석법으로 측정한 결과이다. 탄소에 실리콘을 10~50 wt% 혼합한 탄소나노실리콘복합소재에 대해 탄소(C), 실리콘(Si), 실리콘카바이드(SiC) 물질에 대한 결합구조를 분석하였다. 모든 합성소재에서 탄소의 X-선 회절 무늬는 세기가 가장 큰 26.4°와 42.4°, 44.4°, 54.5°, 77.5°에서 나타났으며, 이는 JCPDS Card No. 008-0415와 일치하였다. 실리콘의 X-선 회절 무늬는 세기가 가장 큰 28.4°와 47.3°, 56.1°, 69.1°, 76.3°에서 나타났으며, 이는 JCPDS Card JCPDS No. 77-2111와 동일한 값을 나타내었다. 실리콘카바이드의 X-선 회절 무늬는 세기가 가장 큰 35.7°와 41.4°, 60.0°, 72.1°의 위치에서 나타났으며, 이는 JCPDS No. 74-2307와 일치한 값이다.
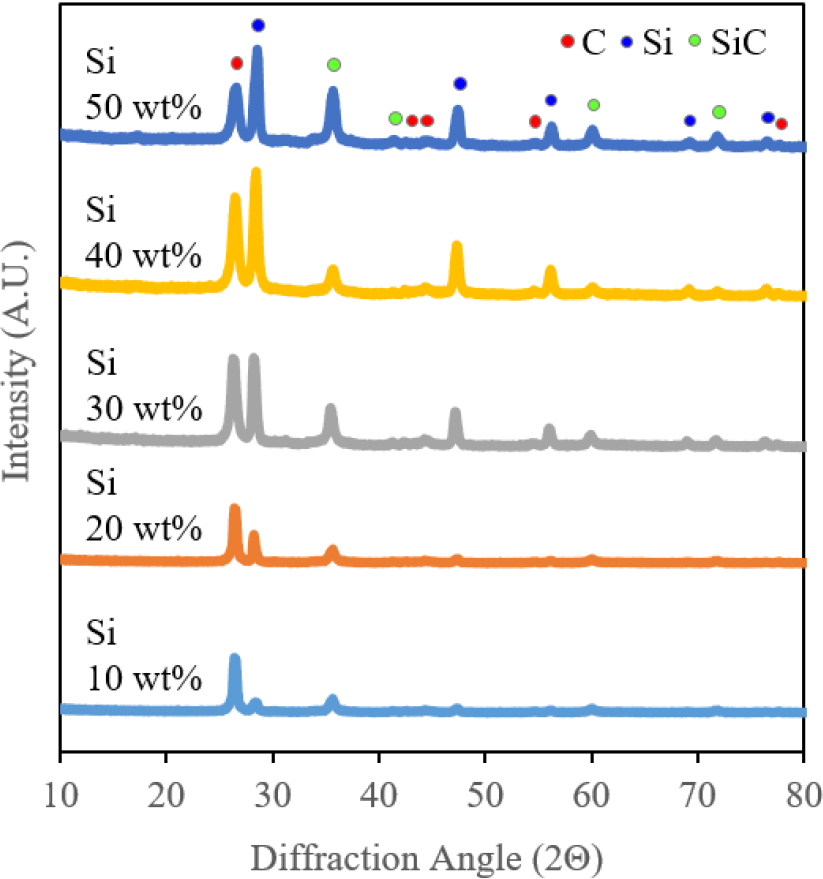
Scherrer 방정식을 사용하여 실리콘의 혼합비율에 따른 Si의 결정 크기를 계산하였다. Si 혼합비율 10 %에서 2.2 nm, Si 혼합비율 20 %에서 4.0 nm, Si 혼합비율 30 %에서 2.8 nm, Si 혼합비율 40 %에서 2.5 nm, Si 혼합비율 50 %에서 2.4 nm로 매우 적은 크기의 나노입자로 합성되는 것을 확인하였다.
탄소나노실리콘복합소재의 X-선 회절 무늬를 피크 분리한 단면적으로부터 각 성분의 함량을 계산하였다. 합성한 탄소나노실리콘복합소재의 성분비는 실리콘 혼합 비율 10 wt%에서는 C 86.7 %, Si 7.2 %, SiC 6.1 %, 실리콘 혼합비율 20 wt%에서는 C 76.2 %, Si 16.5 %, SiC 7.3 %, 실리콘 혼합비율 30 wt%에서는 C 65.8 %, Si 24.5 %, SiC 9.7 %, 실리콘 혼합비율 40 wt%에서는 C 57.6 %, Si 34.9 %, SiC 7.5 %, 실리콘 혼합비율 50 wt%에서는 C 52.6 %, Si 36.2 %, SiC 11.2 %의 함량을 나타내었다. 실리콘 원료의 혼합비율 10~40 wt% 범위에서 실리콘 혼합량 10 wt%가 증가할 경우 합성소재에 존재하는 실리콘 함량이 약 8.0~10.4 wt%의 범위에서 증가하였다. 그러나 실리콘 혼합비율 50 wt%에서는 혼합비율 40 wt% 대비 1.2 wt%만 증가하였다. 이는 실리콘 혼합비율 40 wt% 이상에서는 팽창흑연에 결합할 수 있는 실리콘 나노입자가 포화되어 탄소에 결합한 실리콘 나노입자의 함량 증가가 크지 않음을 알 수 있다. 실리콘카바이드는 다양한 온도 구배를 나타내는 RF 열플라즈마 합성 반응장 내에서 부수적으로 생성된 합성물로 판단된다.
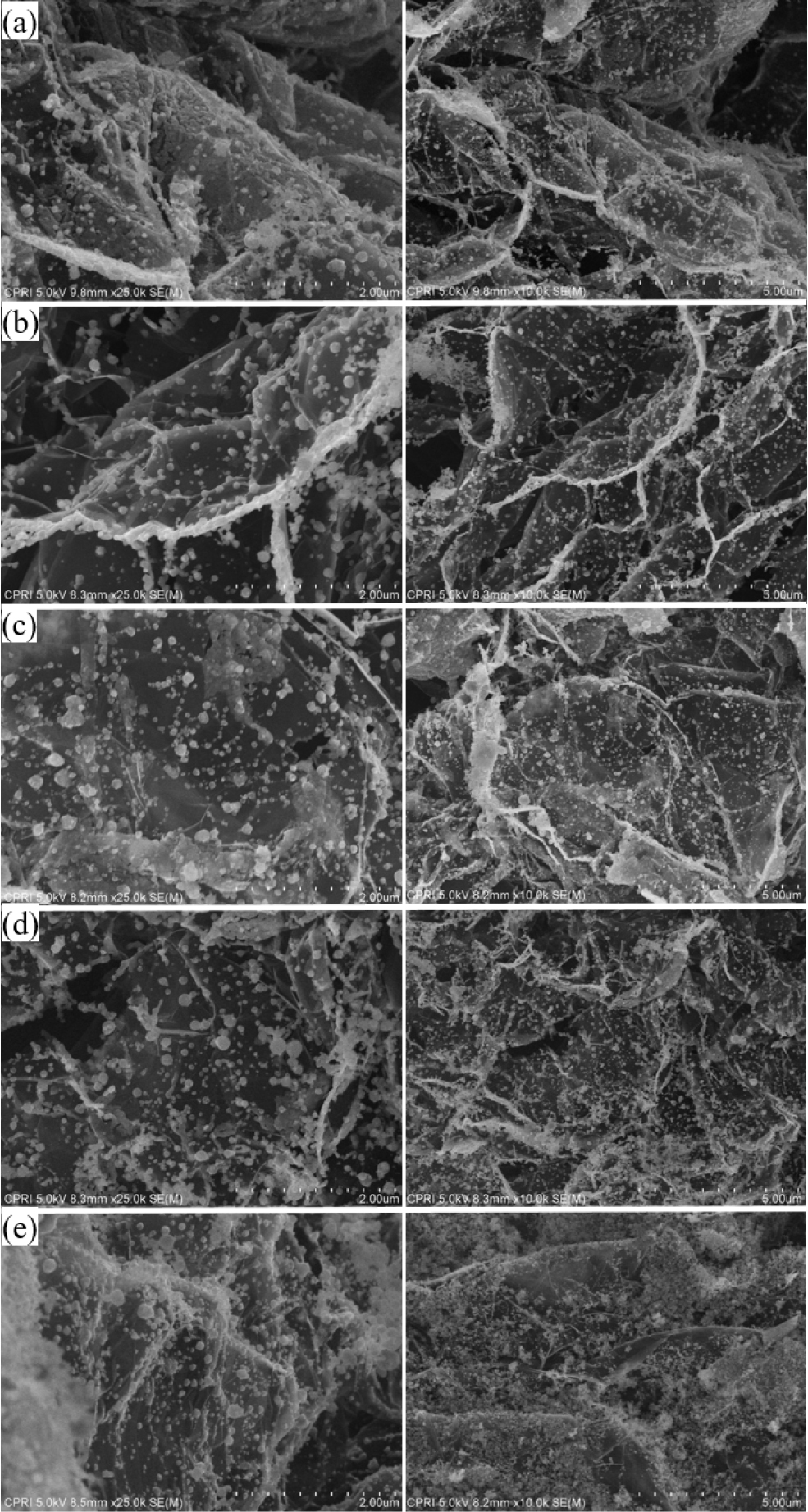
Fig. 6은 탄소나노실리콘복합소재에 분포하는 실리콘 나노입자의 합성 형상을 FE-SEM을 이용하여 배율 25,000 (좌)과 배율 10,000 (우)으로 측정한 것이다. Fig. 6(a)는 실리콘 10 wt%를 혼합한 조건으로 실리콘 나노입자가 매우 적어 관찰이 어려운 상태이다. 실리콘 원료의 혼합비율이 낮아 플라즈마 반응장에 존재하는 실리콘 증기가 부족하여 실리콘 나노입자의 생성을 위한 응축이 어려운 경우로 판단된다. Fig. 6(b)는 실리콘 20 wt%를 혼합한 조건으로 탄소에 실리콘 나노입자가 형성되어 존재하는 것을 확인할 수 있다. 결합한 실리콘 나노입자가 실리콘을 10 wt% 혼합한 조건 대비 증가하여 관찰되고 있다. 그러나 탄소 표면 일부에서는 실리콘 나노입자의 관찰이 어려운 경우도 존재하여 실리콘 나노입자가 부족하고 불균일한 분포를 나타내는 것으로 판단된다. Fig. 6(c)는 실리콘 30 wt%를 혼합한 경우로 실리콘 나노입자가 탄소 전체에 분포하고 있으나 극히 일부에서는 실리콘 나노입자가 관찰되지 않은 것을 알 수 있다. Fig. 6(d)는 실리콘 40 wt%를 혼합한 경우로 실리콘 나노입자의 관찰이 잘 이루어지고, 전체적으로 탄소 표면에 실리콘 나노입자가 고르게 분산되는 것을 알 수 있다. Fig. 6(e)는 실리콘 50 wt%를 혼합한 경우로 탄소 표면과 결합한 실리콘 나노입자가 증가하였으나, 실리콘 나노입자의 뭉침이 발생하는 것을 알 수 있다. 이 현상은 실리콘 나노입자가 탄소 표면과 결합하지 못하여 뭉치는 것으로 판단된다. 따라서 실리콘 40 wt%를 포함한 경우에 탄소 표면에 실리콘 나노입자가 뭉치는 현상 없이 고르게 분포하고 있어 가장 적합한 실리콘의 혼합비율로 판단된다.
EDAX를 이용하여 각 성분의 함량을 측정하였다. Si 혼합비율 10 wt%에서 Si 8.9 wt%, C 91.1 wt%, Si 혼합비율 20 wt%에서 Si 17.4 wt%, C 82.6 wt%, Si 혼합비율 30 wt%에서 Si 26.9 wt%, C 73.1 wt%, Si 혼합비율 40 wt%에서 Si 36.8 wt%, C 63.2 wt%, Si 혼합비율 50 wt%에서 Si 44.8 wt%, C 55.2 wt%의 결과를 얻었다. EDAX를 사용한 측정에서도 XRD의 측정 결과와 유사하게 Si의 혼합비율이 증가함에 따라 Si의 함량이 증가하였다. XRD의 측정 결과에서는 SiC의 합성이 확인되었으나, EDAX의 측정에서는 Si와 C로 측정되어 SiC가 구분되지는 않았다.
Fig. 7(a)는 실리콘 40 wt%를 혼합한 원료를 이용하여 합성한 탄소나노실리콘복합소재의 탄소 표면에 결합한 실리콘 나노입자의 형상을 고분해능 투과전자현미경(TEM)으로 측정한 형상이다. 그림에서 실리콘 나노입자는 구형에 가깝거나 타원형으로 탄소 계면과 결합된 형상이다. 실리콘 나노입자의 구형 형상 일부가 보이지 않는 것은 실리콘 나노입자가 탄소 표면과 결합하여 나타나는 형상으로 판단된다. Fig. 7(b)는 Fig. 7(a)를 기반으로 탄소의 계면에 실리콘 나노입자가 결합한 형태를 모델링한 것이다. 여러 층으로 구성된 탄소층 표면에 실리콘 나노입자가 결합한 형상으로, 탄소에 결합한 실리콘 나노입자가 탄소 표면에 고정화되어 결합하는 것으로 판단된다. 이는 리튬 이차전지의 충 ‧ 방전 과정에서 지속적인 리튬 이온의 삽입 ‧ 탈리 반응이 이루어져도 탄소에 결합한 실리콘 나노입자의 탈착이 감소할 것으로 판단된다.
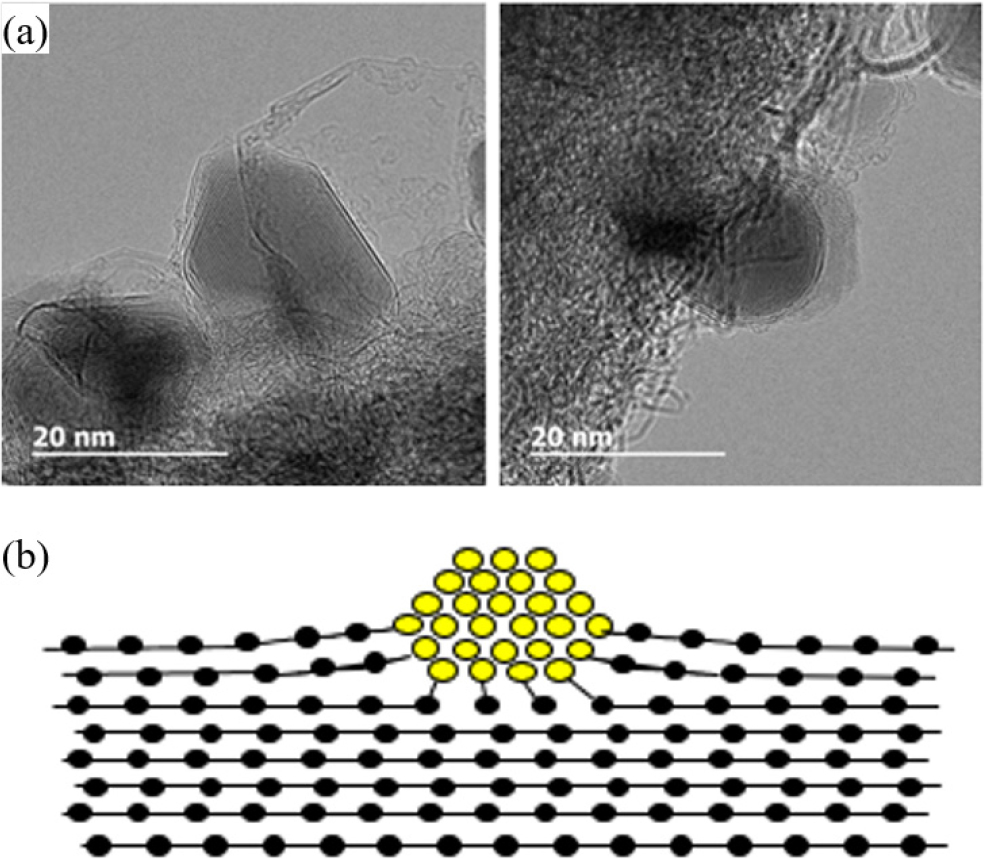
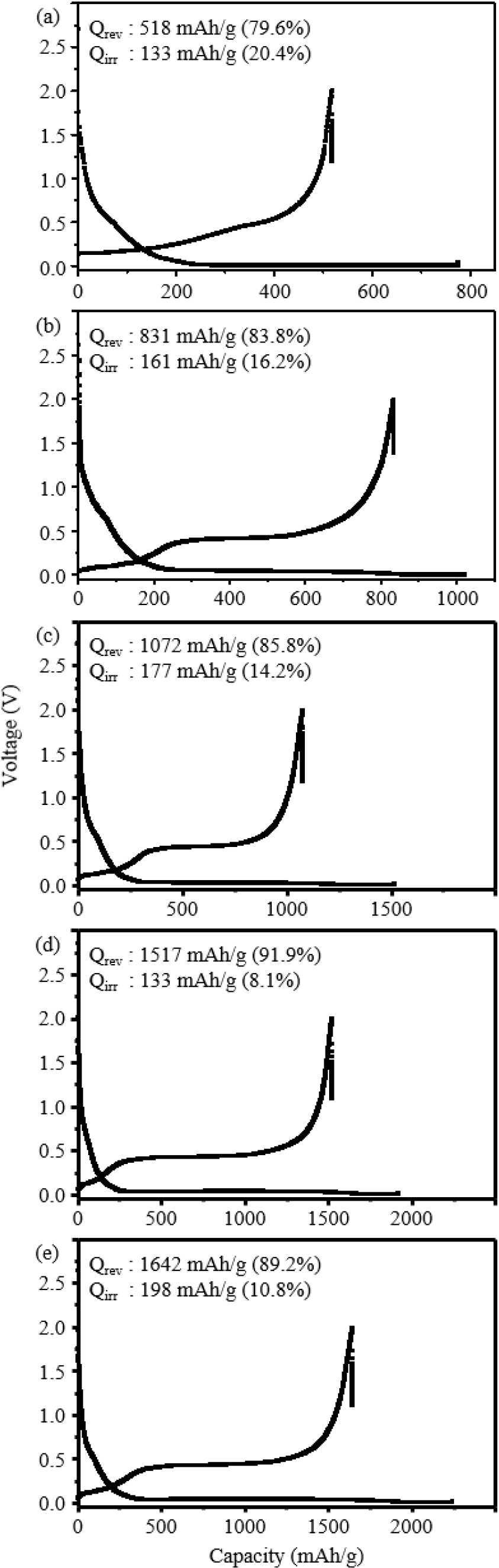
Fig. 8은 합성한 탄소나노실리콘복합소재에 대한 초기 충 ‧ 방전 특성을 나타낸 것이다. 충 ‧ 방전 시험기를 이용하여 탄소나노실리콘복합소재 80 wt%, 도전재 10 wt%, 바인더 10 wt%의 비율로 전극을 조성한 후, 컷오프(cutoff) 전압 0.01~2 V에서 충 ‧ 방전 시험을 진행하였다. 실리콘 혼합비율 10 wt%로 합성한 소재에서는 Fig. 8(a)와 같이 가역 용량 518 mAh/g (79.6 %)을 나타내었고, 비가역 용량 133 mAh/g (20.4 %)를 나타내었다. 실리콘 혼합비율 20 wt%로 합성한 소재에서는 Fig. 8(b)와 같이 가역 용량 831 mAh/g (83.8 %)을 나타내었고, 비가역 용량 161 mAh/g (16.2 %)을 나타내었다. 실리콘 혼합비율 30 wt%로 합성한 소재에서는 Fig. 8(c)와 같이 가역 용량 1,072 mAh/g (85.8 %)을 나타내었고, 비가역 용량 177 mAh/g (14.2 %)을 나타내었다. 실리콘 혼합비율 40 wt%로 합성한 소재에서는 Fig. 8(d)와 같이 가역 용량 1,517 mAh/g (91.9 %)을 나타내었고, 비가역 용량 133 mAh/g (8.1 %)를 나타내었다. 실리콘 혼합비율 50 wt%로 합성한 소재에서는 Fig. 8(e)와 같이 가역 용량 1,642 mAh/g (89.2 %)을 나타내었고, 비가역 용량 198 mAh/g (10.8 %)를 나타내었다. 실리콘 혼합비율이 증가할수록 가역 용량이 지속적으로 증가하는 경향을 나타내고 있으며, 실리콘 40 wt% 혼합원료를 사용한 조건에서 가역 용량 1,517 mAh/g (91.9 %), 비가역 용량 133 mAh/g (8.1 %)으로 가장 우수한 특성을 나타내었다.
4. 결 론
전기차, ESS 시장의 급격한 확산에 기인하여 이차전지 산업은 매년 그 수요가 폭발적으로 증가하고 있다. 그러나 이차전지 산업에 있어 대표 음극 물질로 분류되는 탄소 음극재의 경우 낮은 이론 용량으로 인해 이차전지 산업기술 발전에 한계점을 나타내고 있다. 본 연구에서는 탄소 음극재가 갖는 낮은 이론 용량의 한계를 극복하기 위하여 실리콘 금속과의 합성 반응 유도를 통해 이차전지 음극재용 탄소나노실리콘복합소재를 합성하였다. 탄소나노실리콘복합소재 합성은 다단계로 진행되는 기존의 습식방법을 대체 할 수 있는 친환경 건식기법인 RF 열플라즈마 합성법을 이용하였다. 실리콘 원료의 혼합비율 10~50 wt%로 합성한 탄소나노실리콘복합소재에 대해 결정구조(XRD) 분석을 통해 합성소재에 존재하는 탄소, 실리콘, 실리콘카바이드 물질에 대한 결정구조를 확인하였고, 실리콘 원료 혼합비율의 증가에 따라 나노 실리콘의 합성 함량이 증가하는 결과를 확인하였다. FE-SEM 분석을 통해 탄소 표면에 결합한 실리콘 나노입자의 형상 및 분포를 관찰하였다. 또한 실리콘 나노입자가 탄소 표면과 결합하는 형상을 TEM 분석을 통해 확인하였다. 결합한 실리콘 나노입자는 탄소 표면에 결합하여 고정화된 형태를 나타내고 있다. 이는 전기화학적 충 ‧ 방전 과정 시 리튬이온의 삽입 ‧ 탈리 반응 과정 중에도 탄소에 결합한 실리콘 나노입자의 탈착이 나타나지 않는 구조로 판단된다. 전기화학적 특성 평가를 통해 합성한 탄소나노실리콘복합소재의 가역 용량 및 비가역 용량을 확인하였다. 평가 결과 실리콘 혼합비율 40 wt% 합성소재에서 가역 용량 1,517 mAh/g (91.9 %), 비가역 용량 133 mAh/g (8.1 %)으로 가장 우수한 특성을 나타내었다. 본 연구는 RF 열 플라즈마를 이용하여 탄소나노실리콘복합소재를 합성할 수 있는 기술을 제시하였다. 합성의 최적화를 위한 전산해석 조건과 실험 결과의 비교, SiC 형성의 최소화, 이차전지 적용 충 ‧ 방전 사이클 평가는 추가적인 연구가 필요하다.
