

1. Introduction
Aluminum alloys are widely used in the fields of Energy storage industries, automobiles and aircraft due to their high strength over weight ratio, high thermal conductivity and corrosion resistance. However, the growing demand for weight reduction and heat dissipation capability in the current storage industries, aircraft and vehicle leads to higher mechanical and thermal loading of these Aluminum alloys. From the point of view of heat generation, the difficulty of temperature control has become a critical issue for the aluminum alloy-based heat-sinks. Adequate thermal conductivity is crucial as it allows rapid heat transfer, uniform heat distribution and efficient cooling, in which the thermal-induced stress and mechanical harmful hot-spot defects will be largely decreased. Pure aluminum alloys have excellent electrical and thermal conductivity, but their use is limited by their low strength and formability. Many researchers are studying the development of alloying elements to improve strength and formability, while minimizing thermal conductivity.1-3) With the purpose of overcoming the limits to the use of traditional Al-Mg-Si alloys for higher strength applications, Al-Mg-Si-Cu alloys were recently introduced, and among these ones the 6013 alloy.4) Moreover, Silicon is one of the most popular Al alloying elements, due to its distinctively excellent formability performance, wear resistance, high corrosion resistance and weldability.5)
In this study, effect of Si addition on microstructure, mechanical properties and thermal conductivity of the extruded Al 6013 based alloy systems were investigated.
2. Experimental Procedure
The nominal compositions of the alloys used in this study were Al 6013-xSi alloys (x = 0, 1,5, 3.0 and 4.5 wt%). Al 6013-xSi alloys were prepared in a graphite crucible, under an induction melting furnace. The alloy melts were cast into a steel mold (D 75 mm × H 250 mm) pre-heated to 200 °C. The cast alloys were machined into a cylindrical shape with a diameter of 70 mm and a height of 90 mm. The machined cast was homogenized at 550 °C for 4 h. The cast billets were extruded into 20 × 4 mm plate at 500 °C. The temperature of extrusion die was 250 °C. In order to observe their microstructures, the specimens were polished with a diamond suspension of 3 μm and 1 μm, and then silica suspension was used for the fine polishing. For EBSD analysis, electrolytic polishing was performed in a solution using 2 % butyl cellosolve, 8 % HClO4, 30 % alcohol and 60 % water. In order to examine the microstructure, a scanning electron microscope (SEM_JEOL-JSM 700F) with an energy-dispersive X-ray spectrometer (EDS_EDAX) and an electron backscatter diffraction (EBSD_EDAX) system were used for analysis. Further, the thermal conductivity was measured using the laser flash method at room temperature and elevated temperature using a thermal conductivity meter (NETZSCHLFA447). The electrical conductivity of the alloy was measured by eddy current method at room temperature using a SIGMATEST D instrument. Tensile strength tests were performed using the universal material test machine (UTM_SHIMADZU) at room temperature. Mechanical tests were carried out at an initial strain rate of 1.0 × 10-3 s-1.
3. Results and Discussion
The Pandat → software program was used to understand the phase formation and the solidification pathways. Fig. 1(a) and 1(b) show the estimated vertical section of the Al6013-xSi phase diagram and the fraction of liquid with Si additions obtained from thermodynamic calculation. In the Fig. 1(a), the solidification sequence of the 6013-xSi alloy is as follows: L→L + α-Al→L + α-Al + Al3FeSi2 + AlMnSi → L + α-Al + Al3FeSi2 +AlMnSi + Si → α-Al + Al3FeSi2 + AlMnSi + Si + Mg2Si → -Al + Al3FeSi2 + AlMnSi + Si + Mg2Si + AlCu → α-Al + Al8Fe5Si7 + AlMnSi + Si + Mg2Si + AlCu phases. With an increase in added Si from 1.5 to 3.0 and 4.5 wt%, the Si eutectic phase fraction increased from 0.96 to 2.41 and 3.37 %. As Si contents increased, liquidus temperature decreased, as shown in Fig. 1(b). For a 50 % liquid fraction, temperature decreased from 650 °C (no Si) to 634 °C (1.5Si), 617 °C (3.0Si) and 599 °C (4.5Si) during solidification, respectively.
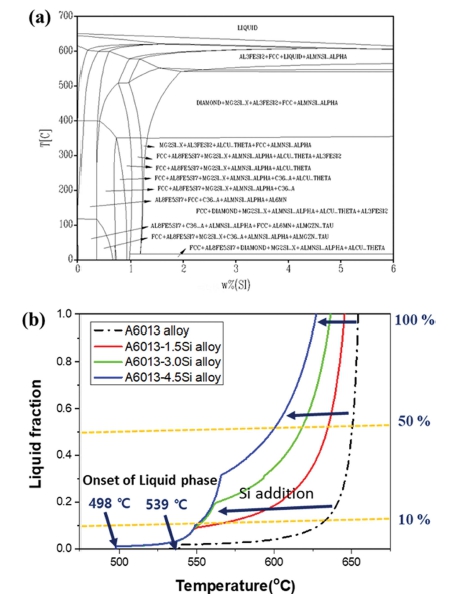
Fig. 1
The estimated vertical section of the Al6013-xSi phase diagram and the fraction of liquid with Si additions obtained from thermodynamic calculation.
Fig. 2 show backscattered electron (BSE) images of the as-cast Al 6013-xSi alloys (x = 0, 1.5, 3.0 and 4.5 wt%). As shown in Fig. 2, intermetallic compounds with bright contrast were observed. These intermetallic compounds were identified to be the Al-Fe-Si, Mg2Si, Al2Cu and eutectic Si phases, as revealed by the EDS results, which agree well with the phase diagram obtained from the thermodynamic calculation, as shown in Fig. 1(a). As the Si content increased, the area fraction of the second phases increased as shown in Fig. 2(a), (b), (c) and (d).
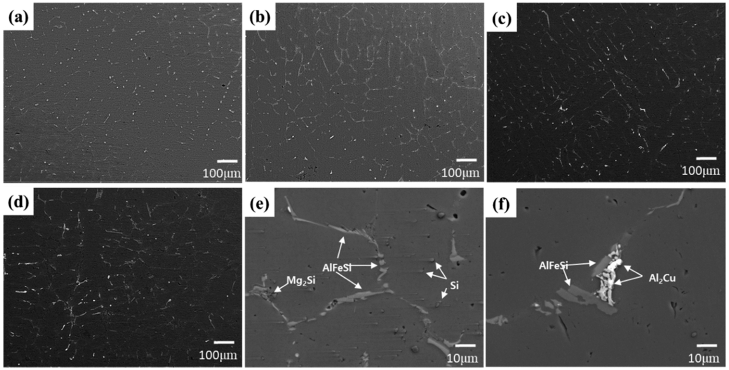
Fig. 2
Back scattered electron (BSE) images of the as-cast Al 6013-xSi alloys [x = 0 (a), 1.5 (b), 3.0 (c) and 4.5 wt% (d), (e) and (f)].
SEM-BSE observations show the microstructures of the hot extruded Al 6013-xSi alloys as seen in Fig. 3. It is observed that, intermetallic compounds and Si eutectic phase in the as-cast alloy samples were distributed homogenously at Al matrix. It can be clearly seen that intermetallic compounds are crushed into fine particles and homogenously arrayed during the extrusion process. As the Si content increased, the area fraction and size of the crushed intermetallic compound increased.
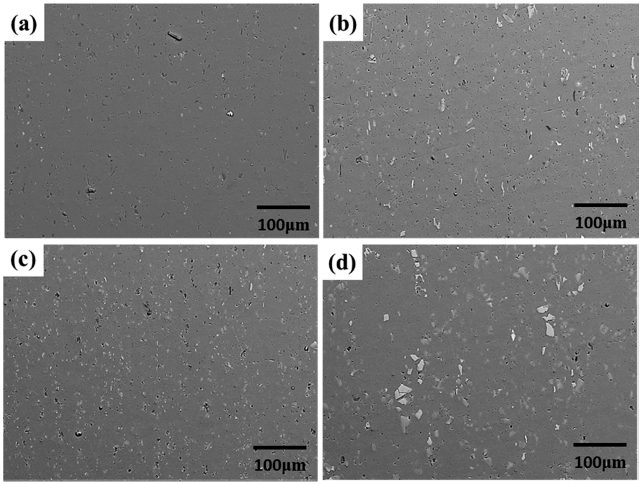
Fig. 3
Backscattered electron (BSE) images of the as-extruded Al 6013-xSi alloys [x = 0 (a), 1.5 (b), 3.0 (c) and 4.5 wt% (d)].
Fig. 4 shows the EBSD inverse pole figure maps and the average grain size of the as-extruded 6013-xSi alloys obtained from the parallel section to the extrusion direction. As Si content was increased, the average grain size was decreased remarkably from 182 (no Si addition) to 142 (1.5Si), 78 (3.0Si) and 77 μm (4.5Si), respectively. These dispersed second particles in aluminum matrix play an important role in recrystallization. Firstly, thermally stable second particles with relatively high melting points can pin grain boundaries and impede grain growth during hot deformation. Secondly, concentrated strain in the vicinity of second particles can increase dislocation density and introduce large orientation gradient (particle deformation zone). Such regions preferred for the nucleation of recrystallized grains. It is known that a particle deformation zone may extend to a distance of even one diameter from the surface of the particles and may be disoriented by tens of degrees from the adjacent matrix. In these deformation zones, second phase particles can stimulate the nucleation of DRX grains. Therefore, the dispersed Si process phase and intermetallic compounds are expected to contribute to promoting dynamic recrystallization and suppressing grain growth in the hot extrusion process.
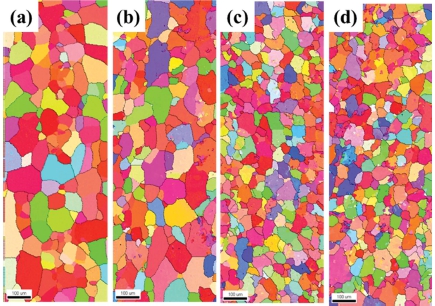
Fig. 5 shows the tensile stress-strain curves of the asextruded 6013-xSi (x = 0, 1.5, 3.0 and 4.5 wt%) alloys at room temperature. The 6013 alloy showed YS of 90 MPa and UTS of 213 MPa with an elongation of 28 %. As the Si content was increased, the yield strength and ultimate tensile strength increased. The maximum value of the yield strength and ultimate tensile strength was 224MPa and 103MPa for the 6013-4.5Si alloy. In contrast, the strain was reduced from 29 % to 23 %, as the Si content increased from 1.5 to 4.5 wt%.
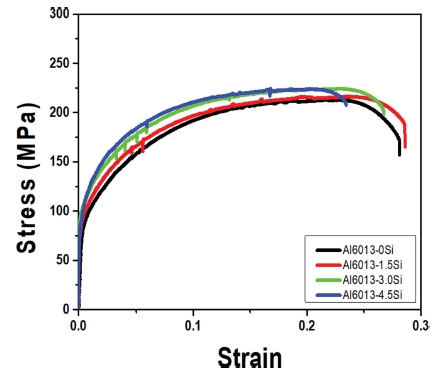
Fig. 5
The tensile stress-strain curves of the as-extruded 6013-xSi (x = 0, 1.5, 3.0 and 4.5 wt%) alloys at room temperature.
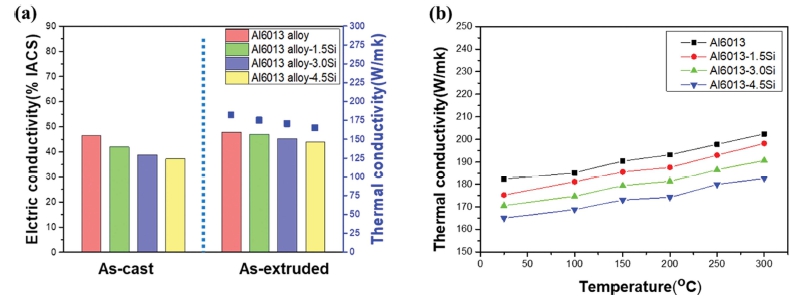
The electrical and thermal conductivity of the asextruded 6013-xSi (x = 0, 1.5, 3.0 and 4.5 wt%) alloys as shown in Fig. 6. The electrical and thermal conductivity of the extruded Al6013 alloys was 49.7 % IACS and 182.3W/mK, respectively. As the amount of Si addition, the electrical and thermal conductivity was decreased. The electrical and thermal conductivity of the Al6013-4.5Si alloy was 44.0 % IACS and 165.0 W/mK, respectively. In metals, the conduction mechanism is mainly carried out by the movement of free electrons in the metal. According to Wiedemann-Fran’s law, since free electrons also carry thermal energy, thermal conductivity tracks electrical conductivity as follows: [7]. k/σ = LT (where k, σ, L, and T are thermal conductivity, electrical conductivity, Lorenz number and absolute temperature, respectively). At any given temperature, the thermal conductivity and electrical conductivity of the metal show a proportional relationship, which is in good agreement with the experimental results obtained at room temperature, as shown in Fig. 6.
4. Conclusion
We studied effect of Si addition (0, 1.5, 3.0 and 4.5 wt%) on microstructure, mechanical properties and thermal conductivity of the extruded Al 6013 based alloy. With an increase in added Si from 1.5 to 3.0 and 4.5 wt%, the fraction of Si eutectic phase increased from 0.96 to 2.41 and 3.37 %. And, liquidus temperature decreased. The average grain size was refined remarkably from 182 (no Si addition) to 77 μm (4.5Si) due to dynamic recrystallization by the dispersed second particles during the hot extrusion. As the Si content was increased, the yield strength and ultimate tensile strength increased. The maximum value of the yield strength and ultimate tensile strength was 224 MPa and 103 MPa for the 6013-4.5Si alloy. As the amount of Si addition, the electrical and thermal conductivity was decreased. The electrical and thermal conductivity of the Al6013-4.5Si alloy was 44.0 % IACS and 165.0W/mK, respectively. The Si addition in Al 6013 alloy played an important role in thermal conductivity and mechanical properties.
