

1. 서 론
무가압 소결과는 달리 HIP (hot isostatic press)와 hot press 등의 이른바 가압소결을 이용한 고화성형은 치밀 화의 초기와 중기에서 분말의 소성변형이 큰 역할을 하 며, 이후 밀도가 상승함에 따라 확산속도가 치밀화를 제 어하게 된다.1) 따라서 고화성형 시에 분말입자의 변형저 항을 감소시키는 것이 가능하다면, 이것은 즉시 치밀화 를 촉진시키는 효과로 되어 결과적으로 고밀도의 소결 체를 용이하게 제작할 수 있게 될 것이라고 사료된다.2,3) 특히 무가압 소결과 비교해 보면 고밀도화를 위해 필요 이상의 고온상태에서 장시간 유지시켜야 할 필요가 없 기 때문에, 분말이 본래 가지고 있는 조직(미세 조직)을 그 상태로 유지시킨 소결체를 얻을 수 있다.2)
진공 핫 프레스를 이용하여 금속분말의 치밀화 거동에 대하여 분말조직의 치밀화에 대한 영향에 주목한 검토 는 다수 보고되어 있다.2-5) 일반적으로 재료의 고온변형 은 조직이 안정하다는 것을 전제로 검토되고 있지만, 상 변화 가 일어날 때에 응력이 부하된다면, 일반적으로 일 정 온도 이하에서의 변형과 비교하여 큰 소성변형이 나 타난다. 이 현상은 상변화(동소변태)에 의해 재료 내부 에 잔류한 내부응력이 변형을 촉진시키는 현상이며, 이 와 같은 것을 변태 초소성이라고 하며, 내부응력 초소 성의 일종이다.6) 비평형상으로부터 평형상을 생성하는 비 가역변화의 경우에도 동소변태에서 내부응력 초소성과 유 사하게 응력 하에서 비정상적인 큰 변형이 나타날 것으 로 예상된다. 또한 분말의 가압소결에서도 같은 효과가 나타날 것이라고 판단된다.
비정질상을 갖는 Ti5Si3조성인 합금을 기계적 합금법 (이하 MA라고 한다)으로 분말화 하여 비정질에서 결정 으로 상변화가 미치는 가압 소결거동의 영향에 대하여 검토하였다. 본 연구에 사용된 Ti5Si3합금은 약 1,300 K 이하에서는 소성변형이 매우 곤란하다. 가압소결 동안에 Ti 실리사이드가 생성함에도 불구하고 비평형상에서 평 형상으로 상변화 할 때에 제한된 치밀화의 촉진을 확인 하였다는 보고가 있다.5) 또한 이 현상을 이용한 고화성 형과 제작한 소결체의 특성7) 및 응용8-10)에 대한 검토도 보고되어 있지만, 치밀화의 촉진현상의 원인에 대해서는 아직 명확하지 않다.
따라서 본 연구에서는 비정질상으로 이루어진 MA분 말이 가압소결을 시키는 동안에 치밀화의 촉진현상 원 인으로서 분말의 발열, 체적변화, 분말의 재배열, 특히 분 말의 소성변형 촉진 등을 생각할 수 있으므로 본 연구 에서는 이와 같은 효과에 대하여 상세하게 조사하는 것 을 목표로 하였다.
2. 실험 방법
본 연구에서는 Ti-37.5 mol%Si조성(Ti5Si3 금속간화합 물의 화학양론조성)의 MA분말을 비평형상에서 평형상 으로 상변화가 일어날 때에 미치는 치밀화에 대한 영 향을 검토하기 위한 모델재료로서 사용하였다. 본 조성 의 MA분말을 사용한 이유는 결정화된 이후의 Ti5Si3 단 상 재료는 저온에서는 매우 취성이 강하므로 약 1,300 K 이하의 온도에서는 소성변형을 기대할 수 없다는 점,11) 충분히 MA처리한 분말은 X선 회절에서 해로우 패턴 (harrow pattern)을 나타내어 거의 비정질상으로부터 구 성된 것이다.12) 3,600 ks MA처리한 amorphous-like상으 로부터 형성되는 합금분말과 비교를 위하여 360 ks MA 처리한 Ti 및 Si로부터 형성되는 분말도 함께 제작하여 실험에 사용하였다. 가압소결은 Instron-type 만능인장·압 축시험기를 이용하여 제작한 진공 핫 프레스(VHP) 장치 를 이용하였다. 가압소결은 10 ~ 200 MPa까지 소정의 압 력을 부가한 후에 일정한 속도(20 K/min)로 실온에서 1,273 K까지 온도를 상승시킨 후 10.8 ks로 유지하여 실시하였으며, 가압소결 동안 소결체의 높이변화를 1 μm 의 정밀도로 연속 측정하였다. 측정 후 소결체의 밀도 를 아르키메데스법으로 측정하여 소결체의 높이변화로 실온에서 온도상승에 따른 소결체의 밀도변화를 산출하 였다. 또한 비정질분말의 열팽창측정은 열팽창 계측기 (LIGAKUDENKI, TMA 8140C)를 이용하였으며, 승온 속도는 가압소결조건과 동일한 20 K/min, 부하된 하중은 15 gf 이다. 압축분말에 대한 열팽창측정은 Mac Science 사의 Dilatometer 5000을 사용하여 실온부터 1,173 K의 온도영역에서 승온속도 15 K/min로 측정하였다. 측정 시 측정자에서 시료에 부하된 하중은 30 gf 이다.
3. 결과 및 고찰
3.1 상변화 시의 밀도증가 원인에 대하여
본 연구에 사용된 Ti5Si3조성(Ti-37.5 mol%Si)의 혼합 분말을 360 ks MA처리한 분말은 Ti 및 Si로 이루어진 라멜라(층상)조직(이하 라멜라분말로 기재)이며, 3,600 ks 처리한 분말은 거의 비정질상으로부터 이루어진 균일한 조직(이하 비정질분말로 기재)을 나타내었다. 2가지 분 말의 시차열분석(DTA) 결과 및 치밀화거동을 Fig. 1과 Fig. 2에 나타내었다.5) 이 그래프로부터 비평형상에서 평 형상으로 상변화가 발생한 온도영역에 소결체 밀도의 불 연속적인 일시적 증가가 나타난 것을 알 수 있다. 라 멜라분말은 원래 성분인 다수의 실리사이드가 생성되었 으며, 비정질분말은 비정질상으로부터 Ti5Si3의 생성 온 도에 해당한다. 또한 Fig. 2에서 알 수 있듯이, 상변화 가 일어날 때의 밀도증가량에 대한 압력의존성이 확인 되었다.5)
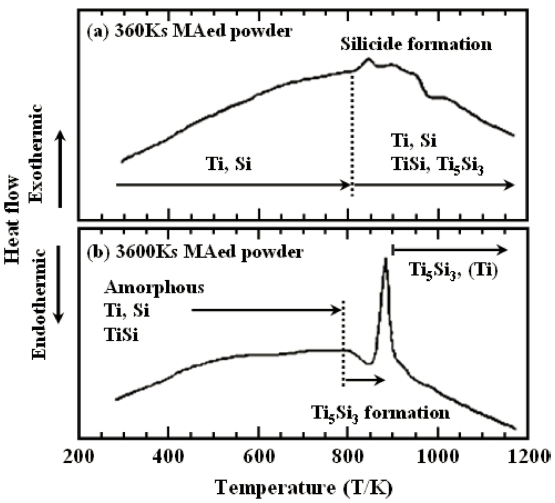
Fig. 1
DTA curves of 360 ks milled powder (a) and 3,600 ks milled powder (b) with showing phase formation.
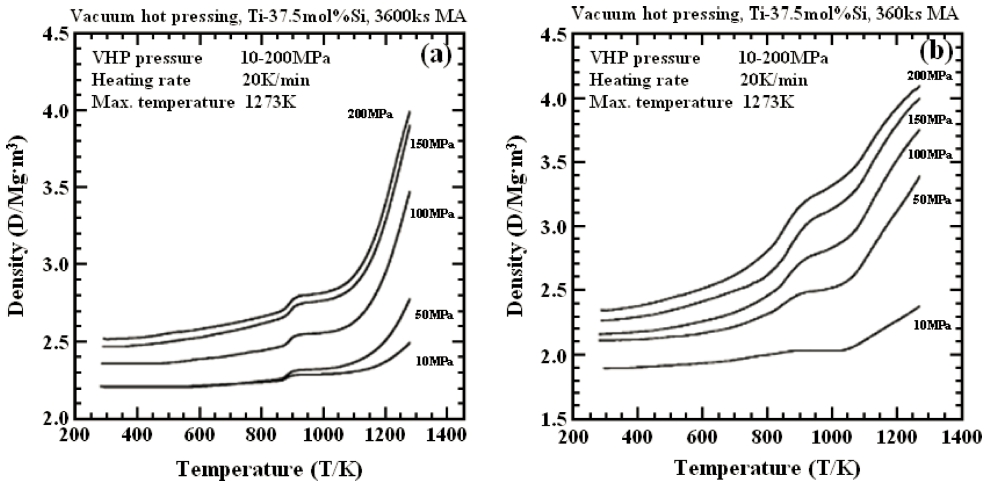
Fig. 2
Density change as a function of temperature. (a) 3600 ks milled powder, (b) 360 ks milled powder.
상변화 직후에 치밀화는 억제되었으며, 특히 소성변형 이 어려운 Ti5Si3가 생성하는 비정질분말의 치밀화는 일 단 멈추었다. 이와 같이 특이한 치밀화의 촉진거동은 내 부응력 초소성6)과 유사하게 응력이 부하된 재료가 비평 형상에서 평형상으로 상변화가 일어날 때 소성변형이 촉 진되기 때문이라고 사료된다. 그러나 이와 같은 치밀화 원인이라고 예상되는 요인으로는 다음과 같은 점을 생 각할 수 있다.
3.2 상변화 시의 발열에 대하여
상변화가 일어나는 것에 따라 발열 또는 흡열반응이 발 생한다. 본래 안정적으로 존재하지 않는 비평형상에서 평 형상으로 변화할 때에는 발열반응이 발생한다. 본 연구 에서도 Fig. 1에 나타낸 바와 같이, 특히 비정질상으로 부터 Ti5Si3 금속간화합물이 생성할 때에 큰 발열반응이 관찰되었다. 재료의 온도상승은 변형할 때에 연화와 상 변화의 촉진을 가져온다.
본 연구에서는 DTA를 이용하여 상변화에 대한 검토 를 실시하였다. 따라서 측정한 시료에 발열반응이 발생 한 경우, 표준시료인 Al2O3와 측정시료와의 온도차가 DTA곡선에 나타났다. 피크 높이는 승온속도에 크게 영 향을 받지만, 상변화 시 발열(온도변화)을 추정하면 라 멜라분말 및 비정질분말의 경우 각각 0.5 K 및 2.5 K의 온도가 상승하였다.
라멜라분말은 비정질분말과 비교하였을 때 조직은 불 규칙하며, 불균일한 조직을 나타내었다.5) 따라서 Ti와 Si 의 혼합상태에 따라 상변화 거동이 다르며, 동시에 발 열량도 다른 것으로 판단된다. 그러나 본 실험을 통하 여 구한 0.5 K값은 20 mg인 시료 전체의 평균값이다. 국 소적으로는 더 큰 발열량, 즉 온도상승을 보여주고 있 다는 것을 쉽게 이해할 수 있다. 그러나 소결체 전체적 으로 밀도증가라는 거시적인 거동을 유도하기 위해서는 DTA에서의 온도상승 값도, 또 그것에 상응하는 충분한 값을 나타낼 필요가 있다.
이에 반하여 비정질분말은 균일한 조직을 나타내고 있 기 때문에 분말 내부에서 발열량의 국소적인 차이는 라 멜라분말에 비해 미미한 것으로 예상된다.
이상, 기술한 바와 같이 비정질분말과 라멜라분말의 금 속간화합물 생성 결과로서의 온도상승은 Fig. 2에 나타 낸 것처럼 소결체의 밀도가 급격히 증가하는 온도영역 (MA분말의 연화온도, 2가지 분말 모두 약 1,050 K)에는 도달하지는 않을 것으로 예상된다.
3.3 상변화에 따른 체적변화
이번에는 비평형상에서 평형상으로 상변화가 일어날 동 안의 체적변화에 대하여 다음과 같은 2가지 방법의 열 팽창 실험을 통하여 검토를 하였다.
3.3.1 비정질분말의 열팽창
먼저, 사용한 MA분말 자체의 열팽창에 대하여 검토 하였다. 내경 3 mm, 외경 5 mm, 높이 4 mm인 링과 직 경 3 mm, 높이 7.5 mm인 원통을 순Ti으로 제작하여 그 안에 MA분말을 충전하여 열팽창 계측기를 이용하여 열 팽창 거동에 대하여 검토를 진행하였다. 이 실험에서는 비정질분말에 대해서만 검토하였다.
Fig. 3에 분말입자의 열팽창 측정결과를 DTA곡선과 상 변화가 발생한 온도범위를 함께 나타내었다. 충진된 분 말층의 높이는 약 2.5 mm이다. 실온으로부터 승온에 의 해 직선적인 선팽창은 확인되었지만, DTA에서의 발열반 응과 동시에 직선적인 팽창에 의한 차이(더욱더 팽창방 향으로, 점선은 균일한 팽창이 지속되었다고 가정한 경 우에 해당)가 확인되었다. 이 온도는 실험에 사용된 지 그인 Ti의 β상으로의 변태점(1,155 K)과 일치하지 않는다.
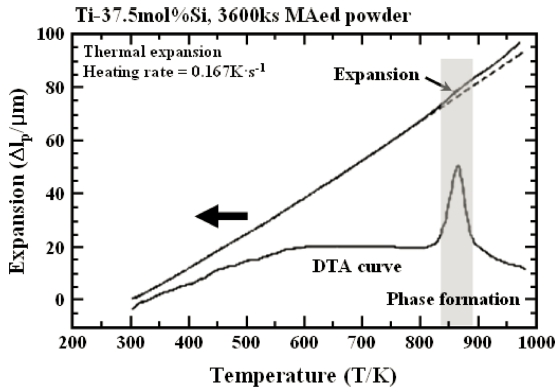
1,173 K까지의 열팽창 실험 중에 발생한 것으로 생각 되는 현상은
일반적으로 비정질재료는 결정화에 따라 수축된다.13) 또 한 분말에 가해지는 압력은 불과 0.76 gf/mm2 (7.5 kPa) 이지만, 사용한 분말이 매우 미세한 입경(8 μm)이기 때 문에 소결이 발생할 가능성이 있다. 그러나 어떠한 현 상이 발생하여도 충진된 분말은 열팽창 시험에서 당연 히 수축을 나타내는 것이며, 본 실험결과와 일치하지 않 는다.
이상, 기술한 바와 같이 상변화온도에서 충진한 MA 분말은 소결체의 밀도증가로 이어질 명확한 수축은 관 찰되지 않았다.
3.3.2 압축분말의 열팽창
다음은 상변화가 없는 소결체(실제로는 치밀화가 진행 하지 않은 압축분말로 간주)의 열팽창에 대하여 검토를 진행하였다. 상변화가 발생하기 전에 가압소결을 중단함 으로써 비평형상(비정질상 또는 Ti 및 Si의 혼합조직)으 로부터 구성된 압축분말을 제작하였다. Fig. 1에 나타낸 치밀화 곡선을 바탕으로 밀도가 증가하는 온도영역보다 약 50 K 낮은 807 K에서 가압소결을 중단하고 소결체를 꺼내었다. 가압소결 압력은 비정질분말의 경우 150 MPa, 라멜라분말의 경우는 100 MPa 이다.
본 실험에서 사용한 압축분말의 높이는 약 5 mm이고, 밀도는 약 2.4 ~ 2.6 Mg/m3 (약 60 %)로 매우 낮은 값이 다. 비정질분말 소결체의 종단면 관찰결과를 Fig. 4에 나 타내었다. 분말의 변형은 거의 확인되지 않았으며, 압축 분말의 형상이 유지되는 정도의 소결형상을 나타내었다. 비평형상으로부터 구성된 비정질분말 소결체와 라멜라분 말 소결체의 열팽창 결과를 각각 Fig. 5(a) 및 (b)에 나 타내었다.
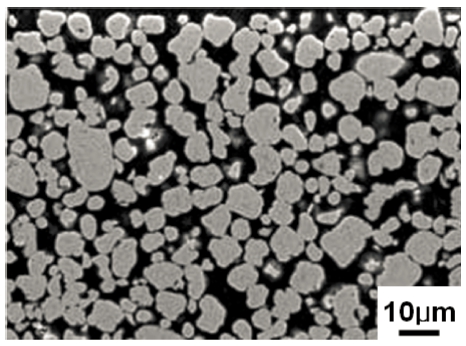
Fig. 4
Cross section of compacted 3,600 ks milled powder. Vacuum hot pressing was interrupted at 803 K.
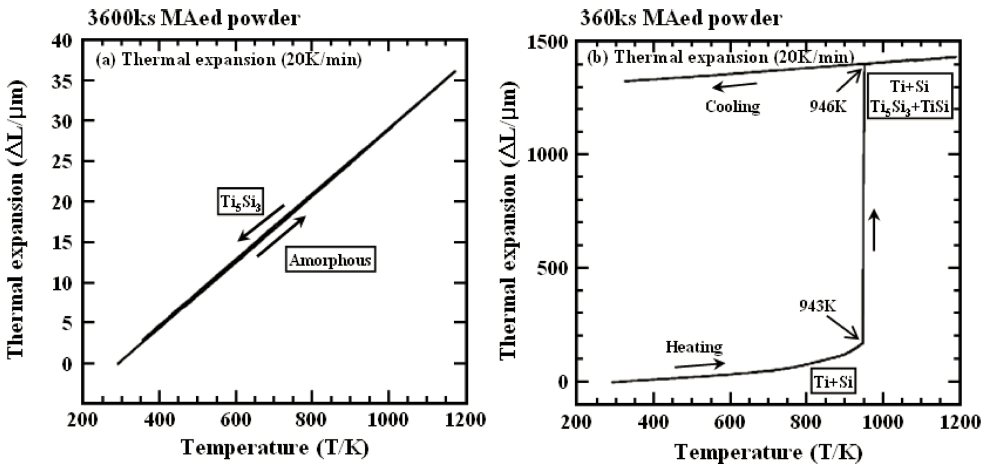
Fig. 5
Thermal expansion of compacts via hot pressing up to 807 K in vacuum. (a) 3,600 ks milled powder, (b) 360 ks milled powder.
비정질분말의 압축분말체는 상변화가 발생하는 온도영 역에서 압축분말의 명확한 팽창이나 수축은 전혀 나타 나지 않았다. 또한 열팽창 측정 시 압축분말에 작용하 는 응력은 약 1.5 gf/mm2 (15 kPa)이었으므로, 열팽창 측 정 시의 응력에 의해 압축분말이 수축하는 것은 생각할 수 없다. 비정질합금은 일반적으로 결정화하는 것에 의 해 체적이 감소한다고 되어 있지만, 본 연구와 같이 MA 법으로 제작한 비정질상으로부터 구성된 분말을 고화(압 축분말)시킨 소재는 결정화가 일어나도 측정결과에 나타 난 것과 같은 부피변화는 전혀 발생하지 않았다. 이 결 과는 Fig. 3에 나타낸 MA분말의 열팽창과 유사한 경향 을 나타내었다.
다음은 라멜라분말의 압축분말체에 대하여 검토하였 다. Fig. 5(b)에 나타낸 바와 같이 비정질분말 소결체와 는 확실한 차이를 보이고 있다. 상변화 온도영역에 도 달할 때까지는 온도상승에 따라 균일한 열팽창이 확인 되었지만, 943 K에 도달함과 동시에 급격한 팽창을 나 타내었으며, 946 K까지 3 K (12초) 사이에 약 1.4 mm (약 28 %)의 팽창이 발생하였으며, 이후 균일한 열팽창 거동과 냉각 시 수축거동을 나타내었다. 이와 같이 갑 자기 큰 팽창은 비가역적인 것이며, 따라서 동소변태에 기인하는 것이 아니라 안정적인 상의 생성, 즉 Fig. 1에 나타낸 실리사이드 생성에 의한 것이라고 판단된다.
이상 기술한 바와 같이, MA분말 및 고화성형을 중단 한 압축분말체는 상변화가 발생할 때에 분말자체의 체 적감소, 또한 압축분말체로서의 수축은 전혀 나타나지 않 았다. 오히려 DTA분석에서는 약간의 발열반응만을 나타 낸 라멜라분말이 현저한 팽창(자기연소반응)이 발생하였다.
라멜라분말의 치밀화는 10 MPa의 낮은 압력을 부하한 경우에만 상변화 동안에 밀도증가가 전혀 나타나지 않 았다[Fig. 2(b)]. 10 MPa의 낮은 압력에서는 무가압 하 에서 압분체의 팽창, 가압소결압력에 의한 분말변형을 촉 진시키는 결과로서 치밀화라고 하는 상반되는 효과가 상 쇄된 결과, 상변화 시의 치밀화의 촉진이 외관상 나타 나지 않았다고 판단된다.
3.4 열처리로 결정화된 분말의 치밀화거동
본 실험에서 가압소결은, 먼저 금형 내의 MA분말에 소정의 압력을 부하하여 공극의 이동이 거의 정지한 것 을 확인한 후에 일정 속도로 승온시켜 고화성형이 시작 되는 것에 따라 실시하였다. 즉 실온에서 소결 전의 가 압에 따른 분말입자의 재배열(재배열의 정도는 가압소결 압력에 의존)은 치밀화가 일어나기 전에 종료한다. 또한 분말의 재배열은 분말의 변형에 따라 부수적으로 일어 나는 것으로 추측할 수 있으며, 그 효과는 분말의 소성 변형에 의한 밀도증가에 비해 매우 작은 것으로 생각된다.
그래서 상변화 온도영역에서 소성변형을 기대할 수 없 는 분말을 준비하여 치밀화거동에 대하여 비교 검토하 였다. MA분말을 충진한 도구를 진공 핫 프레스 장치에 설치하여 진공 배기시킨 후에 가압 소결압력을 부하하 였다. 공극의 이동이 거의 정지한 것을 확인한 후에 가 해진 압력을 제거하였다. 이 상태, 즉 실온 하에서 분 말의 재배열이 거의 완료된 상태에서 공극의 이동을 구 속하지 않고 1,273 K까지 승온시킨 후 바로 냉각시켰 다. 실온으로 된 후 압력을 가하고 온도를 올려 치밀화 하였다. 본 실험의 가압 소결압력은 100 MPa, 유지온도 는 1,273 K이다.
열처리 한 비정질분말 및 라멜라분말의 치밀화거동을 각각 Fig. 6(a) 및 (b)에 나타내었다.
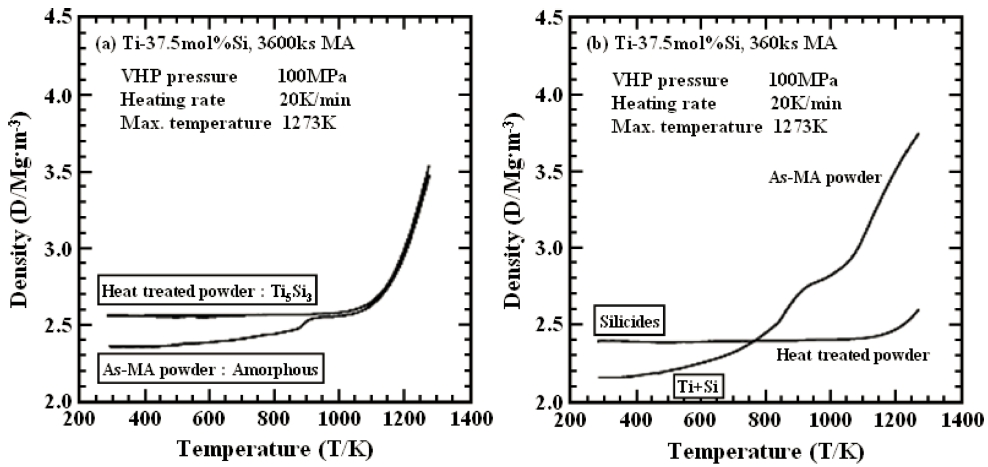
Fig. 6
Effect of heat treatment before vacuum hot pressing on the densification Behavior. (a) 3,600 ks milled powder, (b) 360 ks milled powder.
열처리를 실시하여 Ti-실리사이드로 상변화 시킨 비정 질분말과 라멜라분말은 모두 낮은 온도영역 (상변화 온 도인 900 K 이하)에서 전혀 밀도의 상승이 관찰되지 않 았다. 따라서 MA 그대로인 비정질분말의 상변화 이전 의 밀도증가는 점성 유동에 의한 것으로 판단된다. 라 멜라분말의 경우는 상변화 후에도 원료분말 성분이 잔 존하며, 동시에 생성된 Ti-실리사이드도 여러 종류이었기 때문에 상변화 온도영역을 포함하는 저온부터 고온까지 지속적인 밀도의 상승이 가능했던 것으로 사료된다.
비정질분말은 열처리의 유무에 관계없이 약 1,050 K에 서 급격히 밀도가 상승하였다. 가압소결 전 각각의 분 말은 비정질상 또는 Ti5Si3단상으로부터 구성되며, 고온 영역에서의 밀도상승 개시온도와 치밀화 곡선의 모양도 거의 동일하였다. 비정질분말 소결체는 X선 회절결과, 약 100 nm의 결정입경을 나타내었다. 치밀화 동안에 생성된 Ti5Si3 결정입경은 100 nm보다 작은 값을 나타낼 것으로 판단되기 때문에 Ti5Si3단상으로 상변화한 후 분말의 연 화온도 1,050 K (Ti5Si3은 원래 이와 같은 저온에서 소 성변형이 일어나는 것은 불가능)은 미세 결정립의 효 과, 즉 미세 결정립 초소성의 효과에 의한 것이라고 판 단된다.
열처리한 라멜라분말은 열처리한 비정질분말 보다 약 100 K 정도 높은 1,150 K부터 치밀화가 일어났다. 열처 리에 의해 Ti-실리사이드, 특히 Ti5Si3의 체적비율이 증 가하고, 더구나 불균일조직5)의 조대화가 일어난 결과, MA 그대로인 라멜라분말에 비해 치밀화가 일어나는 온 도가 상승한 것이라고 추측된다.
이상 기술한 바와 같이, 열처리한 비정질분말과 라멜 라분말은 모두 저온영역에서 밀도의 증가는 관찰되지 않 았다. 즉, 평형상(Ti-실리사이드)으로 이루어진 분말을 열 처리 하면, 이와 같은 저온에서는 소성변형이 매우 어 려우며, 결과적으로 치밀화는 분말의 소성변형이 가능한 온도영역에서만 일어난다고 판단할 수 있다.
3.5 압력 및 승온속도 의존성
특이한 밀도증가가 소성변형의 촉진에 의해서 발생한 다고 가정하면, 관찰 된 밀도증가량은 가압 소결압력과 상변화에 필요한 시간에 의존한다는 것이다. 이와 같은 효과는 고온에서 소성변형의 특이한 점이다. 비정질분말 과 라멜라분말의 상변화 동안에 일어난 밀도증가 비율 은 모두 압력의존성을 나타내었다.5) 비정질분말의 치밀 화(가압 소결압력 100 MPa) 동안의 승온속도 의존성을 5 K ~ 20 K/min인 경우에 대하여 Fig. 7에 나타내었다. 승 온속도, 즉 상변화 시간의존성은 상변화 동안에 일어난 밀도증가량(ΔD)을 소결체의 진 밀도(Dtrue)로 밀도증가 비 율로서 계산하였다(Fig. 7). 이 그래프로부터 비정질분말 과 라멜라분말 모두 상변화 시간의존성이 확인되었다.
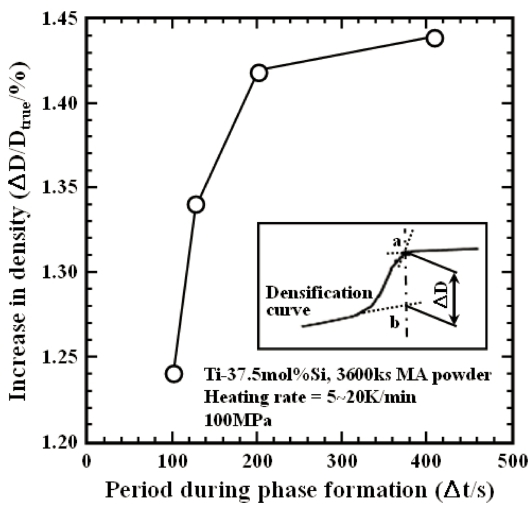
이상의 검토결과로부터 본 연구에서 고찰한 상변화 동 안의 치밀화 촉진은 비평형상으로부터 평형상으로 상변 화에 의해 분말입자의 소성변형이 촉진 된 결과라고 판 단할 수 있다.
내부응력 초소성의 하나의 종류인 변태 초소성현상은 가역적인 상변화를 반복함으로써 발생한다. 그러나 특정 비정질합금에서 일부 결정화 하여 나노 결정립이 비정 질상 내에 혼합되어 있는 온도영역에서 연성의 증가가 확인되었다는 보고가 있다.14) 본 연구에서도 이와 같은 유사한 현상이 비평형상(비정질상 또는 Ti와 Si의 혼합 조직)으로부터 이루어진 MA분말의 가압소결에 의한 치 밀화에서도 발생하였다고 판단된다.
4. 결 론
본 연구에서는 상변화 동안에 확인된 소결체의 치밀화 촉진에 대하여 원인이라고 판단되는 요인에 대하여 검 토를 진행하였다. 그 결과, 각 요인에 대하여 이하에 나 타낸 결론을 얻었다.
(1) MA분말이 연화하기 위해서는 1,000 K 이상의 온 도가 필요하다. 소결체 전체적으로 일시적인 밀도증가를 확인하기 위해서는 상변화 동안에 발열에 의한 온도상 승은 큰 효과를 미치지 않는다.
(2) MA분말 자체 및 상변화 온도 이하의 온도에서 치 밀화를 중단시킨 압축분말체를 이용하여 열팽창에 대한 검토를 실시한 결과, 치밀화 촉진에 기여하는 수축현상 은 관찰되지 않았다.
(3) 열처리를 통하여 Ti-실리사이드로 만든 2종류의 분 말은 1,000 K 이상인 고온영역에서만 치밀화 되었는데, 이것은 미세 결정립 초소성의 효과라고 추정할 수 있다.
(4) 비정질분말의 치밀화에서는 가압 소결압력 의존성 과 승온속도 의존성을 나타내었다.
이상 기술한 것으로부터, 본 연구에서 검토한 Ti-37.5 mol%Si조성인 MA분말의 상변화 동안에 확인된 특이한 치밀화거동은 비평형상에서 평형상으로의 상변화에 의해 서 분말의 변형이 촉진된 결과라고 사료된다.
