

1. 서 론
신재생에너지에 의한 전기의 생산은 환경적인 측면과 지구 온난화의 영향으로 그 중요성이 점점 더 증가하고 있는 추세이며, 이에 따라 전기에너지의 저장은 안정적 인 전력의 공급과 운송의 효율성 측면에서 가장 효과적 인 시스템으로 평가되고 있다. 리튬 이차전지는 높은 에 너지 밀도를 갖는 화학적인 에너지저장 소자로써 현재 널리 보급되고 있지만 고온 작동과 안전성 측면에서 많 은 한계를 보이고 있다. 반면에 물리적인 에너지 저장 소자인 수퍼커패시터는 높은 출력 밀도와 넓은 작동 온 도를 갖추고 있으며, 배터리에 비해 충방전 속도가 빠 르며 소자 안전성이 뛰어나 의료용 및 고출력 전자 소 자에 이용되고 있다. 수퍼커패시터의 주력인 전기이중층 커패시터는 이온과 활물질의 정전기적 흡착과 탈착에 의 해서 에너지를 저장하고 있으며 활성 탄소 전극과 유기 전해질을 일반적으로 사용하고 있다.1-6) 현재 수퍼커패시 터의 성능을 향상시키기 위해서 상용 활물질인 활성탄 을 대체할 수 있는 고용량 활물질을 개발하는 것이 주 된 연구의 대상이 되고 있으며, 또한 이온전도도가 높 은 새로운 전해질의 개발은 전기화학적 안정성과 고전 압 작동을 가능하게 하는 방향으로 그 연구가 증가하고 있다.7) 특히 전해질의 안정성은 고온에서 작동이 가능해 야 하는 석유 굴착 산업의 센서, 군사 및 우주 응용을 위해 해결해야할 요소이다.8-10)
수퍼커패시터의 두 전극 사이에서 이온 물질을 전달하 는 매체인 전해질은 그 종류에 따라 소자의 전압 작동 범위가 결정되며, 물질 이동 속도나 이온전도에도 영향 을 미치기 때문에 전해질은 에너지 밀도와 출력 밀도에 상당한 핵심 역할을 한다. 수계 전해질은 높은 이온전 도도, 친환경성, 가격경쟁력, 비폭발성의 장점이 있으나 셀 전압이 1 V 이하로 제한되어 높은 용량을 얻기 어 렵고 고온에서는 사용이 제한된다. 한편 유기계 전해질 은 수계 전해질보다 작동 전압은 높아 고용량을 기대할 수 있으나 용매의 크기가 상대적으로 커서 이온전도도 가 낮고 생산 공정이 까다로워 비용이 상승하는 단점이 있다.7-10) 최근 이온성 액체 전해질은 고전압 및 고안정 성의 특징으로 인해 용량을 크게 증가시키는 핵심 소재 로 관심을 받고 있으며, 특히 높은 온도에서 증기압이 낮고 온도가 올라갈수록 점성이 낮아져 이온전도도는 증 가하는 경향이 있어 고온 소자의 실현을 가능하게 하고 있다.8,11) 그러나 이온성 액체가 높은 온도에서 견딜 수 있음에도 불구하고 셀을 조립하는 과정에서 분리막이 고 온에서 수축되는 문제점으로 인해 에너지 저장 소자의 전기적 단락을 초래한다.
본 연구에서는 이온성 액체의 이온 거동을 향상시키 기 위하여 흄드 실리카를 충진재로 사용하고, 폴리우레 탄과의 복합화를 통해 분리막이 필요 없는 고체 전해 질을 개발하고자 한다. 특히 제조된 복합 전해질은 전 기화학적 수퍼커패시터 소자에 적용하여 고온에서 작 동이 가능하고 작동 전압 범위를 넓혀 에너지밀도와 출 력 밀도를 향상시키고자 한다. 이온성 액체는 1-Ethyl-3- methylimidazolium bis(trifluoromethylsulfonyl)imide(EMITFSI) 을 사용하고, 복합 전해질에 첨가된 흄드 실리카는 표면의 –OH 그룹과 이온성 액체의 수소결합이 전하의 이동도에 중요한 역할을 한다.12-13) 흄드 실리카 나노 입 자의 지름과 질량 농도는 최적의 복합 전해질 성능을 위 해 10 nm와 4 wt%를 사용하였으며, 폴리우레탄의 질량 농도는 5 wt%, 10 wt%, 20 wt%에서 비교되었다. 수퍼커 패시터 소자의 전기화학적 성능 평가는 코인 셀을 제작 하여 측정하였다. 특히 복합 전해질의 고온 특성 평가 를 위해 전극으로 상업용 탄소 전극을 이용하여 각 소 자의 전류-전압 및 충방전 측정을 실시하였다.
2. 실험방법
2.1 복합 전해질 제조 및 물성 평가
이온성 액체, 흄드 실리카 나노입자, 열가소성 폴리 우레탄으로 이루어진 복합 전해질을 제조하기 위하여, 이온성 액체는 1-Ethyl-3-methylimidazolium bis(trifluoromethylsulfonyl) imide(EMI-TFSI, 시그마알드리치, ≥98 %) 를 따로 처리하지 않고 그대로 이용하였고, 흄드 실리 카(CAS-No. 112945-52-5, 시그마알드리치)는 10 nm의 지름과 400±25 m2/g의 비표면적(BET)을 갖는 나노입자 를 사용하였다.14) 흄드 실리카는 실험에 사용되기 전에 진공오븐에서 110 °C로 12시간 건조하여 수분을 완전히 제거하였다. 열가소성 폴리우레탄 펠렛은 tetrahydrofuran (THF, 시그마알드리치, ≥99.9 %) 용매에 교반하여 완전 히 용해시켰다. 복합 전해질을 제조하기 위하여 먼저 바 이알에 이온성 액체를 넣은 뒤, 질량 농도가 4 wt%가 되 도록 흄드 실리카를 넣어 단순교반법에 의해 마그네틱 바를 이용하여 200 rpm의 속도로 2시간 지속적으로 분 산하였다. 분산된 이온성 액체 혼합 용액에 폴리우레탄 용액을 첨가하여 14시간 추가로 교반하였다. 제조된 혼 합 용액은 복합 전해질 필름으로 제조하기 위하여 폴리 프로필렌 필름을 몰드로 사용하여 박막화 하였다. 박막 화된 복합 전해질 필름은 상온에서 6시간 건조 후 65 °C에서 12시간 추가로 건조하였다. 제조된 복합 전해질 의 두께는 200 μm이다. 모든 과정은 산소와 수분의 영 향을 배제하기 위하여 글로브박스(산소와 수분 농도 0.01 ppm 이하) 안에서 실시되었다.
2.2 수퍼커패시터의 제작 및 전기화학적 성능 평가
수퍼커패시터 셀을 제작하기 위하여 1 μm 두께의 전 도성 탄소 필름(MTI Korea)을 양극과 음극으로 각각 사 용하고, 제조된 복합 전해질을 전극의 사이에 위치시켰 다. 전도성 탄소 필름의 밀도는 0.5 g/m2이고 표면저항 은 1.2 Ω/μm2 이하이다. 전기화학적 수퍼커패시터 소자 는 CR2032 규격의 코인 셀을 사용하였으며 소형 유압 압착기를 이용하여 조립하였다. 전기화학적 특성을 평가 하기 위하여 WBCS3000(원아테크)를 사용하여 순환 전 압-전류법(CV, cyclic voltammetry)과 충방전(CD, chargedischarge) 실험을 진행하였으며, 교류 임피던스(AC impedance) 를 측정하기 위하여 Zive MP5(원아테크) 임피 던스 측정기를 이용하였다. 순환 전압-전류법은 -1.5 V에 서 +1.5 V 사이의 전압에서 주사 속도(scan rate)는 5, 10, 20, 50, 100, 200, 500 mV/s에서 실시하였다. 충방전 실험은 전압 0 V에서 +1.5 V까지 0.1~1.0 A/g의 전류 밀 도 사이에서 측정되었다. 교류 임피던스의 측정은 바이어 스(bias) 0.1 V, 진폭(amplitude) 0.01 V, 주파수(frequency) 0.01 Hz에서 1 MHz의 범위에서 실시하였다. 임피던스는 전류가 장치 내에 흐를 때 발생하는 전압 차로 다음의 식으로 표현된다.15)
여기서 j는 허수, Z'는 전체 셀 저항의 실수, Z''은 전체 셀의 허수 부분을 나타낸다. 또한 온도에 따른 교류 임 피던스의 측정을 이용하여 허수 저항(imaginary resistance) Z''=0에서 실수 저항(real resistance) Z'을 사용하여 이온 전도도를 계산할 수 있으며, 전해질의 두께(t)와 면적(S) 에 대한 다음의 식으로 표현된다.16-17)
복합 전해질의 이온전도도의 측정은 온도의 함수로서 의 전기화학적 임피던스 분광법을 이용하였다. 소자의 고 온 특성은 25 °C에서 175 °C의 온도범위에서 온도를 순 차적으로 증가시켰으며 각 온도에서 순환 전압-전류법을 실시하여 정전용량을 계산하였다.
3. 결과 및 고찰
Fig. 1(a)는 복합 전해질을 이용한 수퍼커패시터 셀의 모식도를 보여준다. 셀의 구성은 집전체, 전도성 탄소 전 극, 복합 전해질로 구성되어 있으며 전도성 탄소 전극 사이에 독립형 복합 전해질이 위치해 있다. Fig. 1(b)는 흄드 실리카 나노입자의 주사전자현미경(SEM, scanning electron microscope)의 이미지를 보여주고 있으며 나노 입자의 지름은 평균 10 nm이며, 일반적으로 고온에서 제조 되기 때문에 나노 입자가 응집되어 두꺼운 효과(thickening effect)를 보인다. 고온에서 작동되기 위해서는 이온성 액 체 전해질의 충방전 동안의 열 비활성 및 이온 전도도 가 무엇보다 중요하기 때문에 EMI-TFSI가 연구를 위해 선택되었다[Fig. 1(c)]. Fig. 1(d)는 제조된 독립형 복합 전해질 필름의 사진을 보여주고 있으며 매우 투명하고 플렉시블한 특징을 분명히 보여준다.
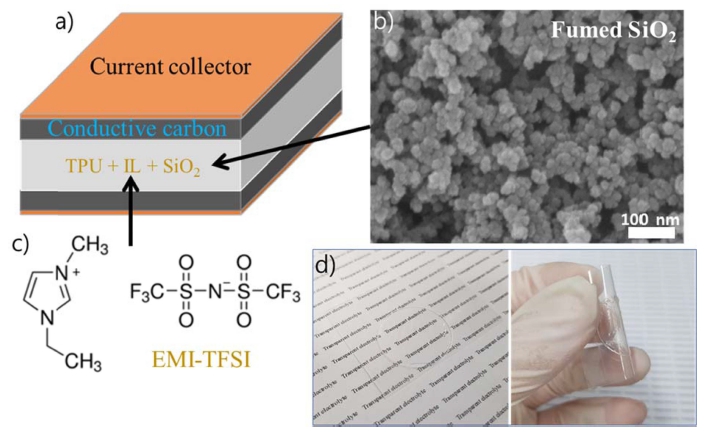
Fig. 1
(a) Schematics of supercapacitor devices. It consists of current collector/anode/composite electrolyte/cathode/current collector. (b) SEM image of 10 nm fumed silica nanoparticles. (c) Ionic liquid molecular structure. (d) Photos of the free standing composite electrolyte with transparent and flexible nature.
기존의 분리막은 높은 온도에서는 수축되어 고온 소자 용으로 사용하기에는 한계가 있기 때문에, 고온에서 작 동하기 위해서는 이온성 액체 전해질의 사용과 더불어 독립형(free standing) 멤브레인으로 복합화할 수 있는 고 분자 메트릭스의 선택이 중요해진다. 열가소성 폴리우레 탄을 메트릭스로 이용한 복합전해질 시스템은 다양한 형 태 및 크기로 제조되어 에너지저장 소자에 삽입할 수 있 도록 독립형의 필름으로 제조하였다. Fig. 2는 이온성 액 체 전해질과 폴리우레탄의 질량 농도(5, 10, 20 wt%)를 달리하여 제조한 복합 전해질의 순환 전압-전류 측정 결 과와 계산된 정전용량을 보여준다. 순환 전압-전류의 측 정은 주사 속도(5, 10, 20, 50, 100, 200, 500 mV/s)의 변수에 따라 전압 범위 -1.5 V에서 +1.5 V 사이에서 실 시하였다. 각 전압 범위에서 순환 전압-전류의 결과로부 터 전기용량(Cs)의 계산은 다음의 식으로 표현된다.20-21)
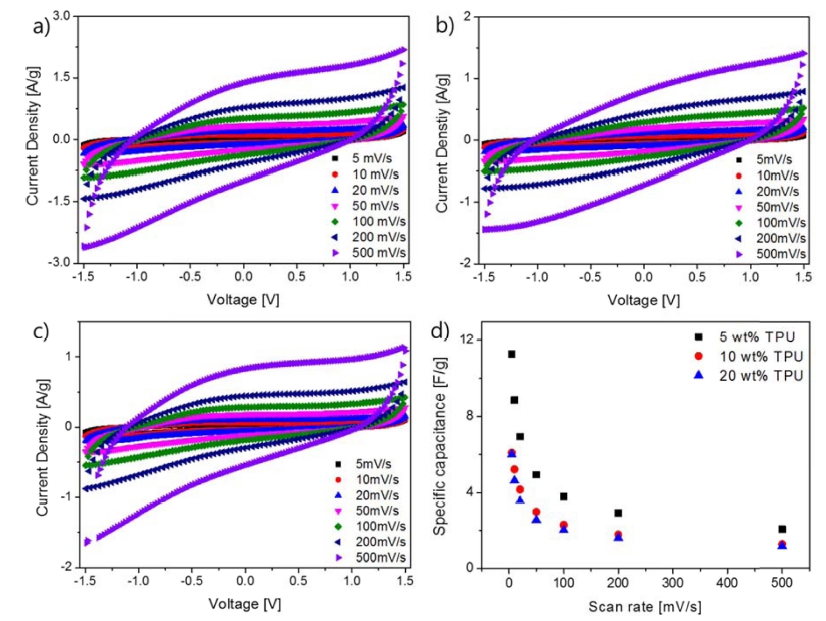
Fig. 2
(a-c) Electrochemical cyclic voltammetry (CV) measurements of supercapacitors with variation of mass concentration of thermoplastic polyurethane in the composite electrolyte. The applied voltage is between +1.5 V and -1.5 V. (d) Specific capacitances of supercapacitors calculated from CV.
여기서 m은 전극의 질량, v는 주사 속도(V/s), E2와 E1 은 작동 전위를 나타낸다. 측정된 순환 전압-전류 결과 는 전형적인 저항성 캐패시턴스를 나타내고 있으며, 주 사 속도가 증가할수록 전류 밀도가 증가하였다[Fig. 2(ac)]. Fig. 2(d)는 순환 전압-전류 측정결과를 이용하여 계 산된 전기용량을 비교하였다. 5 wt% 폴리우레탄을 사용 하는 경우가 다른 질량 농도를 사용한 경우보다 높은 전 기용량을 보여주었으며, 질량 농도가 높아질수록 비전도 성인 폴리우레탄의 영향으로 인해 전해질 이온의 전도 성이 낮아지기 때문인 것으로 보인다. 반면 질량 농도 가 낮아지면 복합 전해질을 독립형 필름으로 제작하기 어려워지며, 본 연구의 조건에서는 5 wt%의 폴리우레탄 이 독립형 복합 전해질 필름을 위한 메트릭스로 사용하 기에 적당하였다.
폴리우레탄이 포함된 반고체 복합 전해질 내에서 전하 의 이동도를 증가시키면서 고온에서 작동이 가능하도록 하기 위하여 흄드 실리카 나노입자를 도입하였다. 흄드 실리카 나노입자는 이온성 액체와 전해질 내에서 수소 결합을 이루기 때문에 전하의 이동을 원활하게 도울 뿐 만 아니라 나노입자를 제조하는 공정이 1,500 °C 이상에 서 이루어지기 때문에 열적으로 안정한 소재이다. Fig. 3은 이온성 액체 전해질, 이온성 액체 전해질과 흄드 실 리카 나노입자, 그리고 폴리우레탄, 이온성 액체와 흄드 실리카 나노입자를 각각 이용하여 제조한 수퍼커패시터 소자의 전기화학적 임피던스 결과를 보여준다. 전기화학 적 임피던스 분광법은 전극 저항, 전극과 전해질 사이 의 접촉 저항, 이온-확산 저항, 전하 이동 저항을 분석 함으로써 셀 성능을 평가할 수 있다. 임피던스의 측정 은 0.01 Hz에서 1 MHz의 주파수에서 실시되었으며, 전 류가 장치 내에 흐를 때 발생하는 전압 차로 표현되는 임피던스는 전체 셀 저항의 실수(Z')와 전체 셀의 허수 (Z'') 부분으로 나타내어진다. 폴리우레탄의 질량 농도는 Fig. 2에서 최대의 성능을 보여준 5 wt%로 고정시켰다. Fig. 3(a)는 우수한 커패시터의 전형적인 특징인 낮은 주 파수 영역에서 임피던스 플롯이 증가하는 수직선을 보 여준다. 5 wt% 폴리우레탄, 이온성 액체 전해질과 4 wt% 의 흄드 실리카의 혼합으로 제조된 복합 전해질은 이온 성 액체 전해질과 흄드 실리카로 이루어진 경우보다 용 액의 저항은 15 Ω으로 다소 높았으나 실리카 나노입자 를 포함하지 않는 이온성 액체 전해질의 저항 67 Ω 보 다는 확연히 낮은 값을 나타내었다[Fig. 3(b)]. 특히 독 립형 복합 전해질의 주파수에 대한 위상각은 약 -70o이 며, 이온성 액체만 있는 경우의 위상각 보다 훨씬 더 향 상된 값을 보여주었다[Fig. 3(c)]. 이상적인 다공성 전극 을 사용한 커패시터의 위상각이 -90o에 가깝다는 것에 비 교해 볼 때, 본 연구에서는 단순 전도성 탄소 전극을 사 용했음에도 위상각이 비교적 높게 측정된 것은 흄드 실 리카의 전해질 내에서의 효율성을 입증하고 있다.
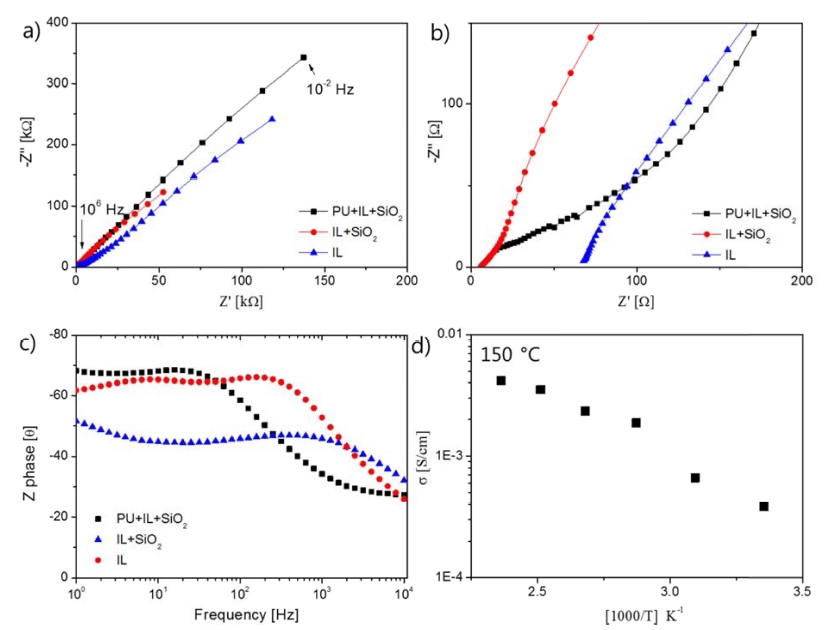
Fig. 3
(a) Nyquist impedance plots, (b) impedance graph at the high frequency (c) phase angle of a supercapacitor using IL, IL+4 wt% SiO2, and 5 wt% PU+IL+4 wt% SiO2 electrolytes. (d) Ionic conductivity of the free standing composite electrolyte measured by the electrochemical impedance spectroscopy.
임피던스 측정으로부터 주파수에 대한 정전용량 변화 의 실수(C') 및 허수(C'') 부분으로 나타낼 때, 저주파 값 의 C'은 전극 구조 및 전극/전해질 계면에 의해 보여지 는 특성이며 C''은 비가역적인 공정에 의한 에너지 소산 의 결과로부터 기인한다.15) 결과적으로 수퍼커패시터는 고 주파에서의 저항과 저주파에서의 정전용량과 같은 두 가 지 상태 사이에서 진동하며, 완화 시간은 다음의 식으 로 표현된다.15)
이 시간 상수는 저항과 전기용량의 임피던스가 일치할 때인 위상각 -45°의 값에서의 주파수(f0)의 역수에 해당 하며, 커패시터가 50 % 이상의 효율로 모든 에너지를 방 전하는데 소요되는 최소의 시간을 의미한다.15) Fig. 3(c) 의 위상각으로부터 계산된 독립형 복합 전해질의 완화 시간은 4 ms 이하이며, 이온성 액체와 흄드 실리카로 이 루어진 전해질의 값 2 ms보다는 약간 높았지만 흄드 실 리카를 포함하지 않는 이온성 액체의 완화시간130 ms보 다 전하 이동이 유리하여 월등히 낮았다. 이러한 결과 는 흄드 실리카와 이온성 액체 사이의 수소결합이 폴리 우레탄의 메트릭스 내에서 전해질 성능에 중요한 영향 을 미치는 요인임을 확인시켜준다.
Fig. 3(d)는 상온에서 150 °C까지 전기화학적 임피던스 분광법을 이용하여 측정한 온도의 함수로서의 이온 전 도도를 보여준다. 복합 전해질의 이온 전도도는 5 mV의 교류 전압 진폭과 0.01~1×106Hz의 주파수에서 온도에 따른 교류 임피던스를 측정하여 허수 저항(imaginary resistance) Z''=0에서 실수 저항(real resistance) Z'을 사 용하여 이온 전도도를 계산하였다.16-17) 제조된 독립형 복 합전해질의 이온전도도는 온도의 증가에 따라 직선형으 로 증가하였으며 150 °C에서 4.4 mS/cm을 나타내어 고 온작동 수퍼커패시터 소자로 사용 가능한 값을 보였다. 비전도성 폴리우레탄이 포함되어 있음에도 이러한 값은 흄드 실리카 표면의 하이드록실기(Si-OH)와 이온성 액체 양이온의 imidazoliu 사이의 수소결합에 의한 상호작용에 기인한 전하의 이동도에 영향을 주기 때문이다.12-13,18-19)
이온성 액체 및 복합 전해질을 이용한 수퍼커패시터 소 자의 전기화학적 충방전 특성을 Fig. 4에 나타내었다. 이 온성 액체 전해질, 이온성 액체 전해질과 흄드 실리카 를 이용한 전해질, 그리고 폴리우레탄, 이온성 액체와 흄 드 실리카로 이루어진 독립형 복합 전해질의 충방전 특 성은 0.1 A/g에서 실시하여 비교하였으며[Fig. 4(a)], 독 립형 복합 전해질을 이용한 수퍼커패시터 소자의 전류 밀도(0.1, 0.2, 0.5, 1 A/g)에 따른 충방전 측정은 Fig. 4(b)에 나타내었다. 충방전 특성을 통한 전기용량 계산 은 다음의 식으로 표현된다.20-21)
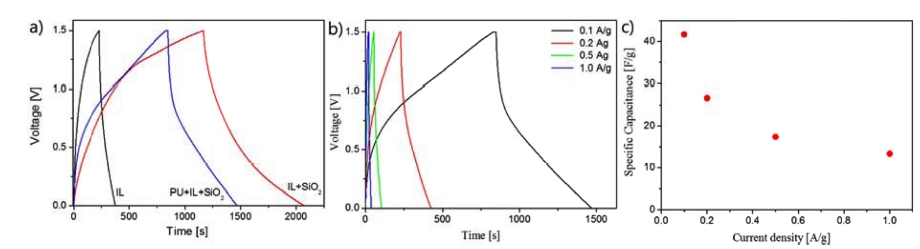
Fig. 4
(a) Electrochemical charge/discharge (CD) curves of a supercapacitor using IL, IL+4 wt% SiO2, and 5 wt% PU+IL+4 wt% SiO2 electrolytes. The current density is 0.1 A/g. (b) CD curves of supercapacitor at the optimum concentration as function of current density. (c) Specific capacitances calculated from figure 4b.
여기서 I는 전류(A), m은 전극의 질량, Δt/ΔV은 방전 그래프의 IR drop 이후의 기울기이다. Fig. 4(a-b)에서 비록 충방전 그래프가 완벽한 역삼각형으로 나타나지 않 는 것은 전해질과 전극 계면의 젖음성이 낮은 결과로 보 여지며, 본 연구에서는 독립형 복합 전해질의 전기화학 적 성능을 탐색하기 위한 것이기 때문에, 이것은 추가 적인 연구를 통해 해결할 예정이다. Fig. 4(a)에서, 독립 형으로 제조된 복합 전해질은 이온성 액체와 흄드 실리 카로 이루어진 전해질보다 낮은 전기용량을 보였지만 이 온성 액체 전해질만을 사용한 경우보다 월등히 높은 값 을 나타내었다. Fig. 4(b-c)에서, 이온성 액체 전해질, 폴 리우레탄과 흄드 실리카의 최적의 농도로 이루어진 복 합 전해질의 전류밀도에 따른 충방전 측정 결과는 낮은 전류밀도에서 정전용량은 증가하였으며 0.1 A/g에서 41 F/ g의 성능을 보여주었다.
높은 전압에서 수퍼커패시터 소자의 작동은 높은 에너 지밀도와 출력밀도에 중요한 역할을 하기 때문에 이온 성 액체를 전해질로 사용하는 장점일 수 있다. Fig. 5는 독립형 복합 전해질의 순환 전압-전류 측정을 보여준다. 측정은 상온에서 이루어졌으며 적용 전압은 ±1 V에서 ±4 V까지 변화시켰다. 이때 주사 속도는 100 mV/s에서 실 시되었다. -3 V에서 +3 V 사이의 눈에 띄는 전기 화학 적 환원 및 산화 반응이 없다는 것은 이온성 액체 전 해질이 최대 6 V 전기화학적 전압 범위에서 사용될 수 있음을 나타낸다. Fig. 5(b)에서 보여주듯이, 같은 주사 속도에서 전압이 증가할수록 전기용량이 증가하였으며 계 산된 출력 밀도도 또한 증가하였다. 전압이 출력 밀도 에 큰 영향을 미치기 때문에 6 V 이상의 작동 전압은 이온성 액체 전해질이 복합화 하면서도 성능의 감소없 이 고용량의 수퍼커패시터 소자에 사용될 수 있음을 보 여주었다.
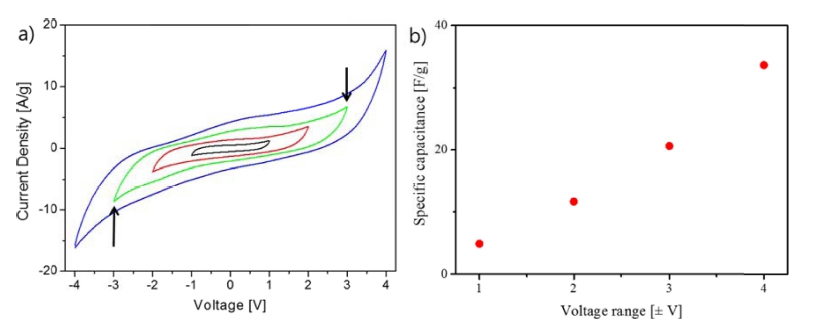
Fig. 5
(a) Cyclic voltammetry curves of the supercapacitor using the free standing composite electrolyte as function of the applied voltages at 100 mV/s scan rate. (b) Specific capacitances calculated from CV.
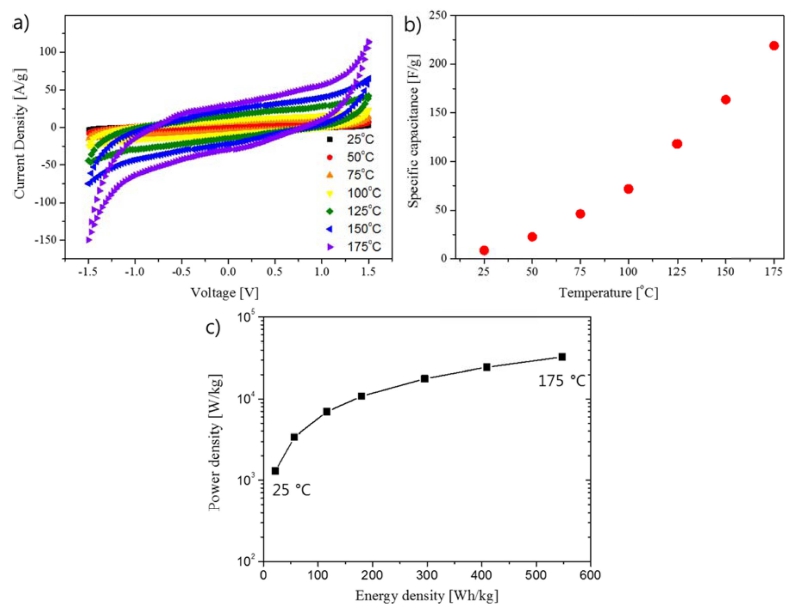
고온에서 작동 가능한 소자의 구현을 위해서 온도를 증 가시킴에 따른 순환 전압-전류 측정과 그에 따른 정전 용량을 계산하였다(Fig. 6). 온도는 25 °C에서부터 175 °C까지 25 °C마다 증가시킨 후 100 mV/s의 주사 속도에 서 순환 전압-전류 측정[Fig. 6(a)]을 실시하였다. Fig. 6(a-b)에서 보여지는 것처럼, 소자의 온도가 증가할수록 전기용량이 증가함을 확인하였다. 이것은 온도가 증가할 수록 복합 전해질의 점도가 감소하고, 또한 전해질 내 의 전하 이동이 활발하여 정전용량의 크기가 증가한 것 으로 분석되며, 175 °C에서 정전용량은 220 F/g으로 상온 에서 보다 25배 증가하였다. Fig. 6(c)은 에너지 밀도와 전력 밀도로 나타내는 라곤 플롯(Ragone plot)을 보여주 고 있다. 175 °C의 온도에서 전력 밀도는 상온보다 1.5 배 증가하였으며, 이것은 독립형 복합전해질의 높은 온 도에서 이온전도도가 크게 증가한 결과로 보여진다. 이 러한 결과는 독립형 복합 전해질을 이용한 수퍼커패시 터 소자의 고온에서의 활용 가능성을 충분히 보여주고 있다.
4. 결 론
본 연구는 폴리우레탄, 이온성 액체, 흄드 실리카를 혼 합하여 전기화학적으로 최적화된 성능을 갖도록 각 구 성요소의 질량 농도를 조절하고 독립형 복합 전해질 필 름으로 제조하여 수퍼커패시터 소자에 적용하였다. 폴리 우레탄의 질량 농도가 작으면 독립형 필름으로 제조하 기 어려운 단점이 있으며 질량 농도가 많으면 전기화학 적인 성능이 감소하였다. 또한 흄드 실리카는 10 nm 지 름의 나노입자의 표면적이 비교적 큰 장점과 이온성 액 체와 수소결합에 의한 상호 작용으로 인한 전하의 유동 성을 증가시켜 이온 전도도가 증가하였다. 이러한 특징 은 임피던스의 결과로부터 낮은 저항, 향상된 위상각, 짧 은 완화 시간으로 보여지며, 전기화학적 순환 전류-전압 과 충방전 측정으로부터 확인되어졌다. 본 연구 조건에 서는 5 wt%의 폴리우레탄과 4 wt%의 흄드 실리카 나노 입자를 포함한 독립형 전해질 필름이 최적의 복합 전해 질 특성을 보였으며, 전해질/분리막 일체형 복합 전해질 필름으로 성공적으로 제작하였다. 또한 고온에서 작동이 가능한 수퍼커패시터로의 활용 가능성을 평가하여175 °C 의 고온에서도 높은 정전용량을 나타내어 고온에서도 작 동이 가능한 에너지 저장 소자의 가능성을 확인하였다.
