

1. 서 론
합금 공구강은 다양한 자동차 부품의 성형공정에서 냉 간 프레스 성형용 금형 소재로 널리 사용되고 있다. 금형 강은 금형으로 사용 시 파손 방지 및 긴 사용 수명 확보 를 위해 경도가 높고 충격인성이 우수해야 한다.1) 이러한 기계적 성질을 얻기 위해 열처리로서 담금질(quenching) 및 템퍼링(tempering)과 같은 QT처리를 실시한다. 이때 가 열온도 및 유지시간과 같은 열처리 조건이 부적절하면 잔류 오스테나이트 생성뿐만 아니라 탄화물의 양, 결정 립 크기가 변하여 요구되는 경도 값에 미달 될 수 있 어 적절한 조건에서의 열처리가 중요하다.1)
금형 업계에서는 치수 보정과 같이 부득이하게 금형 에 부분적인 재가공이 필요한 경우 기존 금형을 재열 처리(reheat treatment)하여 사용하기도 한다. 재열처리는 금형 소재 연화를 위한 풀림(annealing), 경도 향상을 위 한 담금질, 인성 향상을 위한 템퍼링 순으로 진행된다. 이러한 재열처리 과정에서 금형은 온도변화에 따른 열 팽창, 수축, 상 변태를 겪게 되며, 이에 따라 치수변화 가 발생한다. 이때 금형의 급격한 물성 저하나 크랙과 같은 불량이 발생하면 금형 재사용이 불가능하다. 금형 업계 현장에서는 금형의 1회 재열처리는 일반적으로 금 형 재사용에 문제가 되지 않으나, 2회 이상 재열처리 시 금형의 과도한 변형 및 균열과 같은 문제가 발생할 수 있다고 보고 재사용이 어렵다고 판단하고 있다. 그 러나 이러한 업계 현장의 경험적인 정보 이외에는 실 제 금형 재열처리 특성에 관한 연구는 아직 보고된 것 이 없다.
한편 자동차가 출시되고 일정 시간 경과 후 차량의 디 자인에 부분적 변화를 주는 페이스리프트(facelift) 시 기 존 부품 제작에 사용되는 금형은 더 이상 사용이 불가 능해진다. 그러나 부품 형상 변경이 크지 않은 경우 변 화된 디자인에 맞춰 기존 금형을 재가공 및 개조하여 사 용함으로써 새로운 금형 제작에 따른 금형 비용을 절약 할 수 있다. 이때 금형의 재사용을 위해서는 반드시 재 열처리가 필요하므로 재열처리에 따른 물성 변화 여부 를 평가하여 금형 신뢰성 확보가 중요하다.
본 연구에서는 STD11 금형 소재에 대하여 여러 차례 재열처리를 진행하였고, 열처리에 따른 미세조직 및 기 계적 특성 변화를 평가하였다. 또한, 기존 금형을 재가 공 및 재열처리를 통해 페이스리프트된 front bumper 부 품용 금형을 제작하였다.
2. 실험 방법
2.1, 재열처리
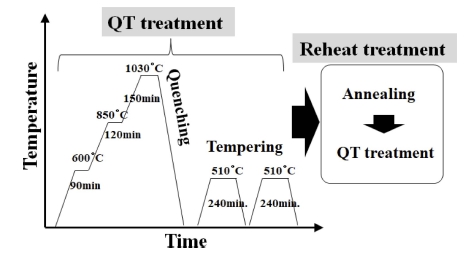
열처리 시험에 사용된 소재는 경화열처리(QT처리) 전 상태의 STD11 금형강 소재로 60mm×60mm× 120mm 크기로 준비하였다. 초기 열처리 전 상태의 시험편을 경 화열처리 하였고, 이후 풀림 및 경화열처리를 통해 재 열처리를 진행하였다. 이러한 열처리 순서를 Fig. 1에 나 타내었다. 경화열처리는 오스테나이트화를 위한 가열과 마 르텐사이트를 얻기 위한 급랭, 인성을 부여하기 위한 템 퍼링으로 구성된다. 경화열처리는 경도 58HRC을 목표로 하였다. 재료 연화를 위해 실시하는 풀림 처리는 온도 850 °C, 유지 시간 240분 조건으로 진행하였다. 본 연구 에서는 경화열처리된 소재를 풀림 열처리한 후 다시 경 화열처리 하는 것을 재열처리로 정의하였고, 재열처리는 2회까지 반복 하였다.
2.2. 미세조직 및 기계적 특성평가
미세조직은 광학현미경(OM, optical microscope), 주사 전자현미경(FE-SEM, field emission scanning electron microscope) 및 후방산란전자회절분석기(EBSD, electron backscatter diffraction)를 이용하여 분석하였다. 미세조직 관찰을 위해 SiC 연마지 및 콜로이드 실리카를 이용해 시편 표면을 연마하였다. 광학현미경과 주사전자현미경 관 찰 시험편의 경우 Nital용액(Ethanol 95 % + Nitric acid 5 %)으로 시편 표면을 에칭(etching)하였다. 주사전자현미 경으로 얻은 이미지에 대해 교차점 측정법(Linear intercept method)을 적용하여 구오스테나이트(prior austenite) 결정 립 크기를 측정하였다. 결정립 크기는 4개 이미지로부터 얻은 결과 값을 평균하여 구하였다. 상 분석을 위해 X 선 회절 분석(XRD, X-ray diffraction)을 진행하였고, Cu- Kα 타겟을 사용하여 40°에서 80°의 2θ 범위에서 측정 하였다. 경도는 브리넬 경도기(Brinell hardness tester)를 사용하여 3,000 kgf 하중에서 측정하였다. 충격인성은 V- 노치 시험편(55 mm ×10 mm ×10 mm)에 대해 샤르피 충 격시험기(Charpy impact tester)를 사용하여 측정하였다.
3. 결과 및 고찰
3.1. 재열처리에 따른 미세조직 변화
Fig. 2는 STD11 금형강의 재열처리에 따른 미세조직 변화를 광학현미경으로 관찰한 결과이다. 초기 열처리 전 [Fig. 2(a)] 미세조직은 페라이트(ferrite) 기지와 길게 정 렬된 조대한 탄화물로 구성되어 있다. 이러한 탄화물은 주조 시 응고 과정에서 L→ γ + M7C3 공정 반응(eutectic reaction)으로 생성된 1차 탄화물(primary carbides)로 열 간가공 공정을 거치면서 소성 변형된 것으로 판단된다.2) 경화열처리 후 미세조직[Fig. 2(b)]은 열간가공의 특징이 사라지고 결정립 사이에 조대 탄화물이 분포한 형태를 나타낸다. 1회 및 2회 재열처리 시험편의 미세조직[Fig. 2(c), (d)] 관찰 결과, 그 이전 단계 미세조직[Fig. 2(b)] 과 큰 차이가 없음을 알 수 있다. 광학현미경 사진에 대 한 이미지 분석(image analysis)으로 조대 1차 탄화물 분 율 측정하였고, 그 결과를 Table 1에 나타내었다. 재열 처리 시 탄화물 분율은 6 ~ 7% 정도 범위로 그 이전 단 계인 경화열처리 시편 탄화물 분율과 큰 차이가 없다. 탄화물은 재열처리 과정 중 고온에서 일부분 기지에 고 용될 수 있으나 냉각 시 다시 석출되기 때문에 전체적인 분율은 변하지 않는 것으로 판단된다. 한편 Fig. 3의 FESEM 관찰 결과, 미세한 2차 탄화물(secondary carbides) 이 결정립계 및 결정립 내에 조밀하게 분포하고 있음을 알 수 있다. 다각형의 조대 1차 탄화물과 달리 2차 탄 화물은 nm 크기로 미세하며 둥근 형태를 가지고 있다. 이러한 2차 탄화물은 템퍼링 이전에 고온에서 오스테나 이트로부터 정출 혹은 석출되어 생성된다.2-3) FE-SEM 사 진으로부터 미세한 2차 탄화물을 모두 정밀하게 분리하 여 분석하는 것은 어려움이 있어 정량적 분율을 측정 하 지는 않았으나, 미세조직에 대한 육안 비교관찰을 통해 서 2차 탄화물 분율이 재열처리에 따라 큰 변화가 없음 을 알 수 있다. Fig. 4의 XRD를 이용한 상 분석 결과, 열처리 후 및 재열처리 시험편은 BCT 결정구조의 마르 텐사이트 α’ 피크와 M7C3 피크만 검출되어 조대 1차 탄 화물 및 미세 2차 탄화물은 모두 M7C3 탄화물임을 알 수 있다. 열처리 조건에 따라 기계적 성질에 좋지 않은 영향을 주는 잔류 오스테나이트(residual austenite)가 생 성되기도 하는데,4) 본 연구에서는 XRD 분석 결과 잔류 오스테나이트에 해당하는 피크는 관찰되지 않았다.
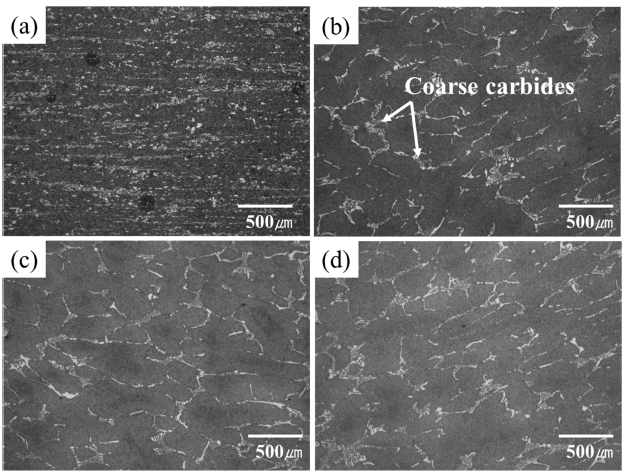
Fig. 2
Optical microscope images showing the microstructure of STD11 steel. (a) as-received state(before QT treatment), (b) after QT treatment, (c) reheat treatment 1 time, (d) reheat treatment 2 times.
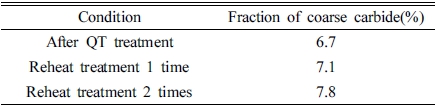
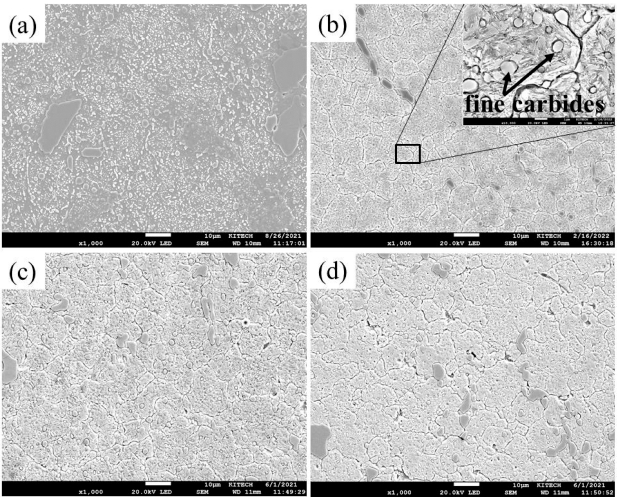
Fig. 3
FE-SEM images showing the microstructure of STD11 steel. (a) as-received state(before QT treatment), (b) after QT treatment, (c) reheat treatment 1 time, (d) reheat treatment 2 times.
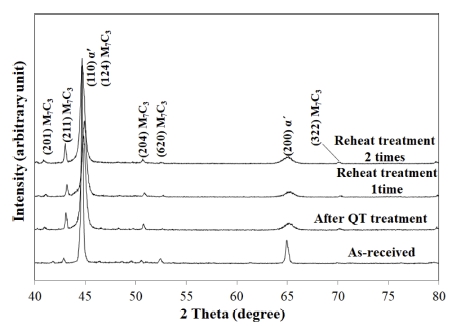
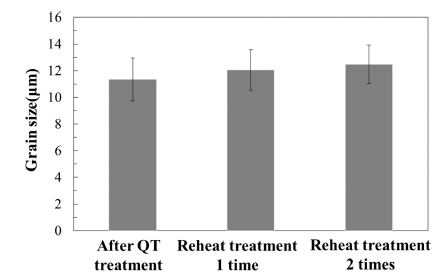
Fig. 5에 구오스테나이트 결정립 크기를 측정한 결과 를 나타내었다. 결정립 크기는 열처리에 따라 11.3 μm에 서 12.1 μm, 12.5 μm로 조금씩 증가하나 측정 오차(1.4 ~ 1.6 °m)를 고려하면 큰 변화는 없다. 일반적으로 고온 에서 열처리 시 온도 및 유지 시간 증가에 비례하여 구 오스테나이트는 성장하여 결정립 크기가 증가한다.5-6) 예 를 들어 2.25Cr-1Mo vanadium-free steel에서 열처리 온 도 1,020 °C 조건에서 유지 시간이 30min에서 60min, 120 min으로 증가할 때 구오스테나이트 결정립 크기는 36 μm에서 42 μm, 47 μm로 증가한다.6) 그러나 고온에서 탄화물과 같은 석출물이 존재하게 되면 결정립 성장이 억제되는데 이러한 현상을 피닝효과(pinning effect)라고 하며, Zener는 이러한 피닝효과를 아래의 식 (1)으로 나 타내었다.5)
여기서 Pz는 피닝압력(pinning pressure), f는 석출물의 분율, r은 석출물의 평균 직경, β는 상수, γ는 계면에너 지이다. 이 식을 통해 석출물의 분율이 증가하고 크기 가 감소하면 피닝효과가 커진다는 것을 알 수 있다. 본 연구에서 경화열처리 후 및 재열처리 1회, 2회 시험편 의 1차 탄화물 분율은 6 ~ 7% 범위로 열처리 조건에 따 른 큰 차이가 없다(Table.1). 2차 탄화물 분율은 보고된 문헌에 따르면 약 5 % 정도 예상된다.4) 따라서 1차 탄 화물과 2차 탄화물을 합쳐 약 11 ~ 12%의 탄화물이 존 재할 것으로 판단된다. Fig. 3에서 볼 수 있듯이 다량의 탄화물이 미세조직에 고르게 분포하고 있는데 이러한 탄 화물은 고온에서도 거의 분해가 되지 않고 존재하기 때 문에 재열처리를 하더라도 결정립 성장을 효과적으로 억 제할 수 있다. STD11강 상태도에 따르면 M7C3 탄화물 은 약 1,245 °C에서 액상으로 용해되기 때문에 본 연구 에서의 재열처리를 위한 오스테나이트화 온도인 1,030 °C 에서는 기지조직에 남아 있게 된다.2) 따라서 고온에서 안 정한 탄화물에 의한 피닝효과로 인해 재열처리 후에도 구오스테나이트 결정립 크기는 크게 증가하지 않는 것 으로 판단된다. 결과적으로 본 연구에서 2회까지 재열처 리시 결정립 크기에 큰 변화는 없다.
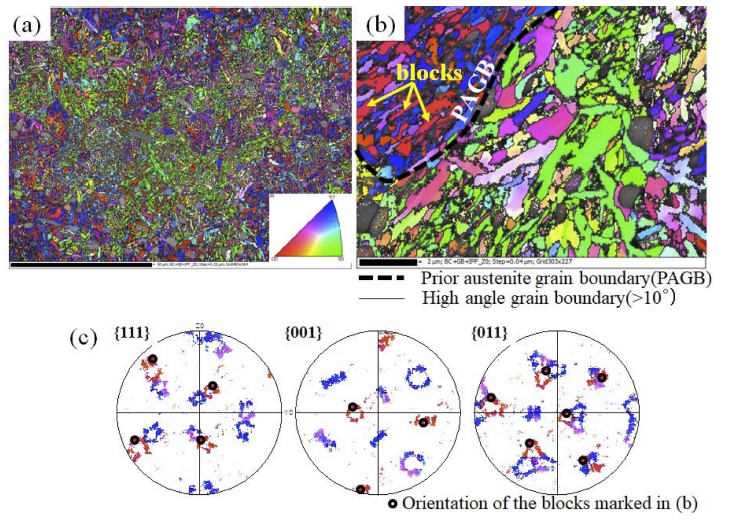
Fig. 6(a)는 1회 재열처리된 금형강 미세조직을 EBSD 로 관찰한 결과로, 전형적인 미세 침상형 마르텐사이트 조직을 보여 준다. Fig. 6(b)의 고배율 이미지로부터 구 오스테나이트 결정립 내에 마르텐사이트를 구성하고 있 는 블록(blocks)을 볼 수 있다. Fig. 6(c)는 Fig. 6(b) 좌 측 상부 결정립으로부터 얻은 극점도(pole figure)로, 화 살표로 표시한 블록들이 같은 방위를 가지고 있음을 알 수 있다. 마르텐사이트 조직은 여러 개의 패킷(packet)으 로 나뉘며, 패킷은 비슷한 결정 방위의 래스(lath)로 구 성된 블록들의 집합이다. 블록 폭은 마르텐사이트 조직 을 가지는 철강 소재의 강도에 중요한 영향을 미치는 인 자로, 구오스테나이트 크기가 증가할수록 블록 폭도 증 가한다고 알려져 있다.7) 본 연구에서는 블록의 결정립계 부위가 EBSD pattern 선명도가 낮아 측정이 되지 않는 영역[Fig. 6(b)의 회색 부분]이 많으므로 블록 폭을 정 량적으로 측정하지는 않았다.
3.2. 재열처리에 따른 기계적 특성 변화
Fig. 7에 재열처리에 따른 금형강의 경도 변화를 나 타내었다. 초기 열처리 전 금형강은 미세조직이 연질의 페라이트(ferrite)로 되어 있으므로 경도가 낮으나, 경화 열처리 후 경질의 마르텐사이트가 생성되어 경도가 크 게 상승한다. 이후 1회 재열처리 및 2회 재열처리를 하 더라도 경도는 큰 변화가 없다. STD11 소재의 경도는 탄화물의 종류 및 분율에 영향을 받는다.1,4) 본 연구에 서 미세조직 관찰 결과로부터 재열처리가 이전 열처리 단계에서 생성된 M7C3 탄화물 분율에 영향을 주지 않는 다는 것을 알 수 있고, 그 결과 재열처리에 따른 경도 에 변화가 없는 것으로 판단된다.
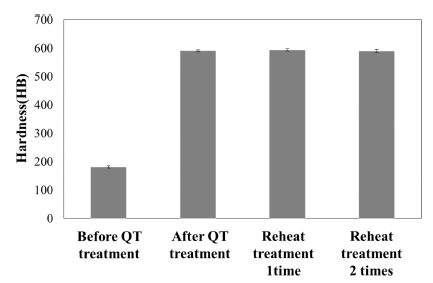
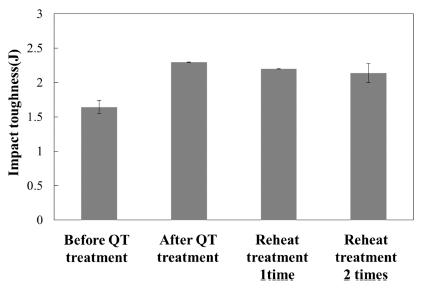
Fig. 8은 재열처리에 따른 금형강의 충격인성 측정 결 과이다. 충격 에너지는 경화열처리 후 증가하고, 이후 1 회 및 2회 재열처리에 따라 조금씩 감소하나 오차범위 를 고려하면 변화는 크지 않다. QT처리 후 충격인성이 증가한 것은 Fig. 3에서 볼 수 있듯이 열처리 전 페라 이트 기지에 조대 탄화물이 한 방향으로 정렬된 형태의 미세조직에서 열처리 후 마르텐사이트 기지에 조대한 탄 화물과 미세한 탄화물이 고르게 분포하고 있는 미세조직 으로 변함에 따라 파단 저항성이 커졌기 때문으로 판단 된다. 철강에서 충격인성, 항복강도, 피로강도와 같은 기 계적 성질은 탄화물의 크기 및 분율, 구오스테나이트의 크기, 마르텐사이트 패킷 크기와 같은 미세조직학적 요 인에 영향을 받는다.8-11) 특히 탄화물과 결정립계는 외부 응력이 가해지면 국부적으로 변형이 집중되는 영역으로 서 파단의 시작점으로 작용하기 때문에 탄화물 분율과 결 정립 크기가 증가하면 기계적 특성이 저하된다.9,10) 본 연 구에서 미세조직 관찰 결과 재열처리에 따라 탄화물 분 율 및 구오스테나이트 결정립 크기에 변화가 거의 없었 으며, 그 결과 충격인성 또한 변화의 정도가 크지 않은 것으로 판단된다.
3.3. 금형 제작
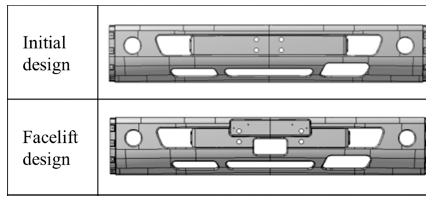
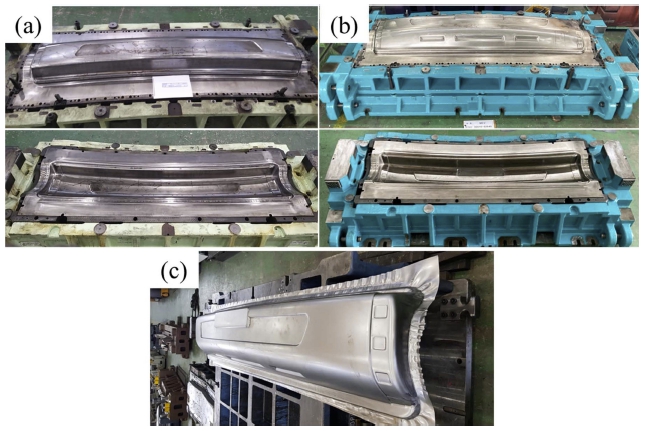
본 연구에서 STD11 금형강을 2회까지 재열처리하여 미 세조직 및 기계적특성을 평가한 결과, 재열처리로 인해 특별히 우려할만한 물성 저하가 발생하지 않는다는 것 을 알 수 있다. 따라서 페이스리프트된 부품 제작을 위 해 기존 금형을 재가공 및 재열처리하여 부품 제작에 사 용하여도 문제가 없을 것으로 판단하였다. Fig. 9(a)와 (b)는 대형트럭 front bumper 부품의 기존 형상 및 페이 스리프트된 부품 형상을 각각 나타낸다. 중앙부 번호판 자리면 형상이 일부 변경된 것을 알 수 있다. 이러한 부 품 디자인 변경에 맞춘 금형 제작을 위해 기존 금형에 대한 연화열처리, 형상가공, 재열처리 과정을 거쳐 페이 스리프트 front bumper 부품용 금형을 제작하였다. 제작 된 금형은 OP10 드로우(draw) 공정에 사용되는 금형으로 상형과 하형 사진을 Fig. 10(b), 기존 금형 사진을 Fig. 10(a)에 나타내었다. Fig. 10(c)는 새로 제작된 금형으로 1.6 mm 두께의 SPCD강 판재를 성형하여 제작한 front bumper 부품 사진이다.
본 연구에서처럼 부품 형상의 전체 수정이 아닌 부분 수정, 즉 페이스리프트인 경우 기존 금형 형상의 일부 분만 변경하고 재가공 및 재열처리하여 재사용이 가능 하다. 이렇게 기존 금형을 활용하게 되면 새로 제작할 때와 비교해 원자재 비용이 들지 않고 제작 기간이 단 축되어 원가절감이 가능하다. 본 연구에서는 금형강을 2 번까지 재열처리 하여도 물성 변화가 거의 없다는 것을 실험적으로 확인하였다. 따라서 금형 업계에서 금형 재 사용을 위해 1~2번 정도 재열처리 하는 것이 금형 품 질에 큰 영향을 미치지 않을 것으로 판단된다. 다만 열 처리 과정 중 금형의 팽창 및 수축으로 인해 변형이 발 생 되므로 금형에 미세 크랙이 존재할 경우 파단으로 이 어질 수 있다는 점에 주의가 필요하다. 문헌에 따르면 3번 이상 재경화열처리 하는 것은 바람직하지 않다고 보 고 하고 있는데, 이것은 열처리로 인해 잔류응력, 크랙, 뒤틀림이 발생할 수 있기 때문으로 판단된다.12)
4. 결 론
본 연구에서는 STD11강에 대해 2회까지 재열처리를 진 행하였으며, 재열처리에 따른 미세조직 및 기계적 특성 을 평가하였다. 재열처리에 따라 탄화물 분율, 결정립 크 기에 변화가 거의 없었다. 경화열처리 후 경도 및 충격 인성은 크게 증가하고, 이후 재열처리를 2회까지 진행하 여도 큰 변화 없이 처음 경화열처리 상태와 유사한 물 성을 유지하였다. 결과적으로 재열처리로 인해 금형 소 재의 물성 저하는 없는 것으로 판단되며, 이러한 결과 에 기반을 두어 기존 금형을 재가공 및 재열처리를 통 해 페이스리프트된 front bumper 부품용 금형과 부품을 제작하였다.
