

1. 서 론
최근 지구온난화 문제가 국내외적으로 큰 이슈가 되면 서 그 주범인 CO2가스의 배출을 감소시키고자 하는 연 구가 다방면으로 이루어지고 있다. 특히, 자동차와 같은 수송기기의 경우 차체를 경량화하면 CO2가스 배출량을 줄일 수 있고 연료비도 절감할 수 있으므로 자동차 경 량화에 관련된 연구가 활발히 진행되고 있다.1-9) 자동차 경량화의 접근 방법에는 여러 가지가 있을 수 있으나 가 장 쉽게 접근할 수 있는 방법 중의 하나가 종래에 많 이 사용하던 철강 재료의 대체 재료로 비중이 철강 재 료의 약 1/3에 불과한 알루미늄합금 또는 초경량금속으 로 최근 주목을 받고 있는 마그네슘합금을 사용하는 것 이다. 그러므로 최근 자동차용 알루미늄합금1-8) 또는 마 그네슘합금9-12) 개발에 대한 연구가 활발히 이루어지고 있 다. 그러나 여전히 알루미늄합금에서는 성형성 개선,1,2) 마 그네슘합금에서는 소성가공성10)과 내부식성 향상11,12)이 해 결해야 될 주된 과제로 남아 있다. 이와 같은 각 단일 소재의 약점을 보완하는 하나의 방안으로 다층 클래딩 복합판재를 고려해 볼 수 있다. 이종 금속의 접합 판재 인 클래드(clad) 재료는 두 금속의 장점을 극대화시키기 위한 것으로 일반적으로 압연접합공정(roll bonding process) 에 의해 만들어진다. 이 공정은 압연에 의한 소성 변형과 동시에 접합이 달성되어야 하므로 압연 전 접합 하게 될 부위의 표면처리 공정과 압연 온도, 압연 압 하율 등 압연 공정조건을 최적화하는 것이 매우 중요 하다. 또한 압연롤과 피가공 재료간의 마찰계수도 클래 드 재료의 변형 및 조직 형성에 큰 영향을 미치는 것 으로 알려져 있다.13) 본 연구에서는 이와 같은 접합압연 법의 특징 및 장점을 이용하여 Al/Mg/Al 다층 복합판 재를 제조하였으며 그 기계적 특성 및 미세조직을 분석 하였다.
2. 실험 방법
2.1 시편 준비
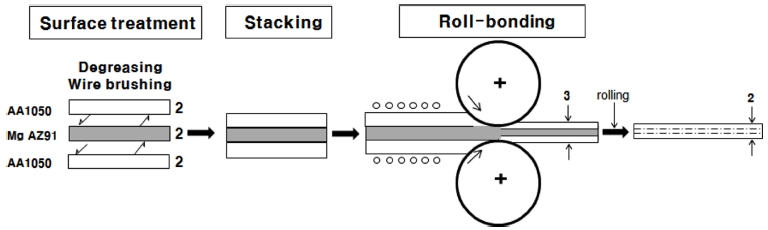
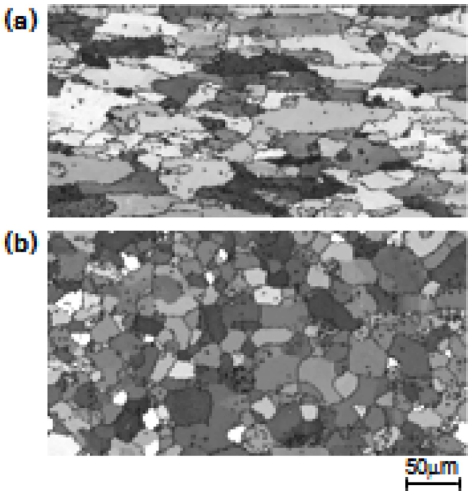
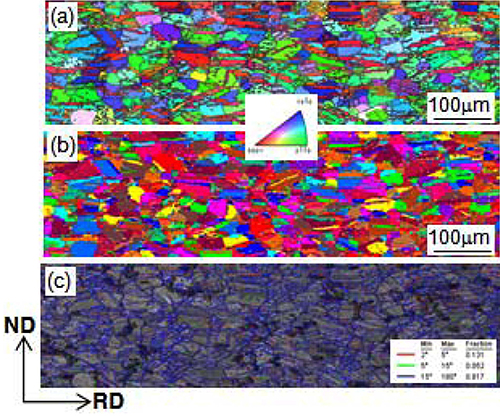
본 연구에 사용된 재료는 시판용 순알루미늄(AA1050) 과 마그네슘합금(AZ91)이다. 두 재료의 화학조성을 Table 1에 나타내었다. 공시 재료는 압연가공된 상태였으므로 673K 에서 1시간 어닐링을 하여 잔류 응력을 제거한 상 태의 재료를 출발재료로 하였으며, 시편의 크기는 두 재 료 모두 두께가 2 mm, 폭이 30 mm, 길이가 200 mm 였다. 두 출발재료의 EBSD(electron back scatter diffraction) 측정 사진을 Fig. 1에 나타내었다. 그림에서와 같이 알루미늄판재는 평균입경이 45 μm이고 결정립이 압연방 향으로 다소 연신되어 있으며, 마그네슘판재는 평균입경 이 32 μm이며 등축 결정립 모양을 하고 있다. 이와 같 은 출발재료의 인장강도는 알루미늄이 137MPa, 마그네 슘이 273MPa 이었으며, 연신율은 알루미늄, 마그네슘 각 각 33 %, 24 %였다. Fig. 2에 접합압연공정의 모식도를 나타내었다. 그림과 같이 마그네슘 판재를 가운데, 알루 미늄 판재를 상하에 위치시키고, 접합될 표면을 탈지처 리 및 와이어 브러싱 등의 표면처리 후 적층하여 623K 에서 30분간 가열한 후 롤 직경이 210 mm인 2단 압연 기로 롤 속도 15.9 m/min, 50 % 압하율로 압연하여 3 mm의 두께로 압접(roll bonding)하였다. 그 후, 623K 에 서 10분간 가열한 후 일반압연으로 2 mm까지 한 번 더 압연한 후(총압하율: 67 %), 373~573K 에서 30분 동안 어닐링하였다.
2.2 특성 평가
접합압연된 샌드위치 구조의 Al/Mg/Al 층상 복합판재 의 미세조직을 EBSD측정을 통하여 분석하였다. EBSD 측정은 판재의 폭 중앙부에서 TD면에 평행하게 압연방 향으로 시편을 얇게 잘라서, mP2O5·nH2O : H2O = 1:3 용 액 속에서 액체 온도 0 °C, 전압 5 V의 조건에서, twin jet 전해연마에 의해 경면으로 한 다음 실시하였다. FESEM/ EBSD 측정은 Philips XL30s FEG-SEM 내에서 가 속전압 20 kV의 조건 하에 Tex SEM Laboratory(TSL)사 의 EBSD 해석 프로그램 TSL OIM Date Collection ver. 3.5를 이용하여 실시하였다. EBSD 데이터 해석은 TSL OIM Analysis ver.3.0을 이용하였다.
기계적 성질은 상온에서의 인장시험 및 경도시험으로 평가하였다. 인장시험을 위한 시편은 인장 방향이 압연 방향과 평행하도록 방전 가공기로 잘라서 준비하였다. 인 장시험은 평행부의 길이가 32 mm, 폭이 6 mm의 인장 시편을 사용하여 Instron type의 인장 시험기를 사용하 여 10−3s−1의 일정한 변형율 속도로 진행하였다. 경도시 험은 마이크로 비커스 경도계를 사용하여 300 g의 하중 에서 10초간의 압입시간으로 진행하였다.
3. 결과 및 고찰
3.1 미세조직
Fig. 3은 접합압연에 의해 제조된 복합판재의 광학현 미경 사진을 나타낸 것으로, 접합이 양호한 Al/Mg/Al 복 합판재가 건전하게 제조되었음을 알 수 있다. 또한 상 부 알루미늄, 하부 알루미늄, 마그네슘 합금 모두 평균 67 % 압하율로 압연되어 각 부위의 두께가 0.67 mm로 거 의 동일하여 재료별 압하율 차이는 나타나지 않았다. Fig. 4는 Fig. 3의 Al/Mg/Al 복합판재의 상부 알루미늄 표면 부위에서 1로 표시된 영역을 EBSD측정한 것으로 ND (normal direction) map, RD(rolling direction) map, GB (grain boundary) map을 각각 나타낸 것이다. 그림에서 와 같이, 결정립들이 압연방향으로 크게 연신되어 있는 전형적인 가공조직을 나타내고 있으며 ND, RD map에 서 알 수 있는 바와 같이, {001}<110>성분이 주성분인 전단집합조직이 강하게 발달하였음을 알 수 있다. 이것 은 압연시 롤과 시편 사이의 마찰로 인해 표면 부위에 도입되는 전단변형이 크게 작용한 것에 기인한 것이라 사료된다. GB map으로 부터는 15도 미만의 저경각입계 분율이 51 %이고 고경각입계의 분율이 불과 49 %로 저 경각입계의 분율과 거의 유사한 정도의 분율을 나타내 고 있음을 알 수 있다. 또한 평균 방위각이 22도를 나 타내었다. 이와 같은 결과는 압연에 의한 동적 회복으 로 아결정립(sub-grain)이 많이 형성되었기 때문이라 여 겨진다.
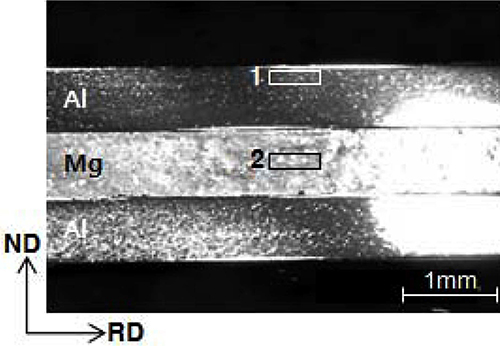
Fig. 3.
Optical microstructure of AA1050/AZ91/AA1050 complex sheet fabricated by roll bonding process.
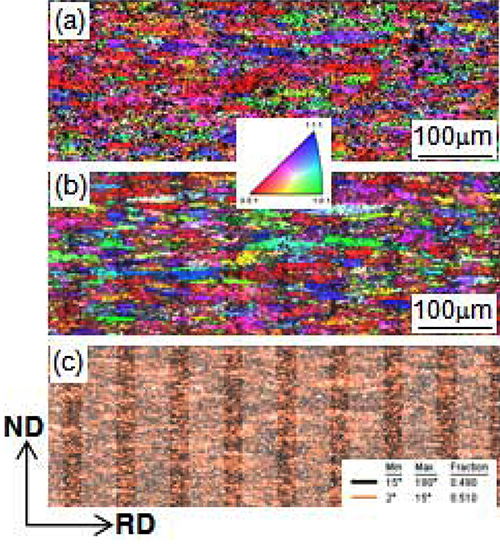
Fig. 4.
ND(a), RD(b), GB maps(c) obtained by EBSD measurement for upper surface of AA1050/AZ91/AA1050 complex sheet.
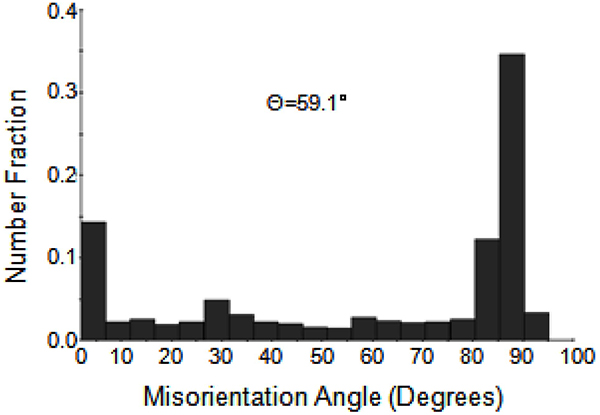
Fig. 5에 Fig. 3의 Al/Mg/Al 복합판재의 중앙 부위(마 그네슘 부위)에서 2로 표시된 영역의 EBSD 측정 결과 를 나타내었다. 알루미늄과 마찬가지로 마그네슘에서도 결 정립들이 압연방향으로 연신되어 있으며 여러 부위에서 쌍정이 많이 관찰된다. 또한, ND, RD map에서와 같이 {0001}//ND 집합조직이 강하게 발달되어 있음을 알 수 있다. 그리고 GB map에서는 방위각이 15도 이상인 고 경각입계의 분율이 약 82 %로 알루미늄에 비해 상당히 높음을 알 수 있다. 특히, Fig. 6에서와 같이 85도에서 90도 사이를 차지하는 결정립계가 34.6 %로 가장 많았 으며 평균 방위각도 59.1도로 매우 높은 값을 나타내었 다. 두 재료의 이와 같은 미세조직의 형성 차이는 결정 구조의 차이, 순도의 차이, 적층결함에너지의 차이 등 다 양한 요인이 복합적으로 작용한 것에 기인한다고 사료 된다.
3.2 기계적 특성
Fig. 7에 접합압연에 의해 제조한 Al/Mg/Al 층상 복 합판재의 두께방향으로의 경도 분포(Fig. 7a) 및 평균 경 도(Fig. 7b)를 나타내었다. 그림에서와 같이 압연 후 재 료와 어닐링 후 재료 모두 알루미늄 부위에 비해 마그 네슘 부위의 경도가 다소 높게 나타났으며 각 부위에서 는 비교적 두께방향으로 균일한 경도 분포를 나타내었 다. 또한 어닐링에 따른 경도의 급격한 감소는 나타나 지 않았으며 실험 범위 내에서는 비교적 유사한 값을 나 타내었다. 다만, 100 °C 어닐링재료의 경우는 특히 상부 알루미늄 부위에서 다소 높은 경도값을 나타내었는데 이 것은 압연시의 두께방향으로의 상부와 하부의 비대칭 변 형과 회복에 의한 아결정립 형성에 의한 강화가 주요인 이라 사료된다. Fig. 8은 Al/Mg/Al 복합판재의 공칭 응 력-공칭 변형률(nominal stress-nominal strain) 곡선을 나 타낸 것이다. s-s 곡선에서와 같이 압연 후 복합재료, 어 닐링 재료 모두 가공경화율이 크고 균일연신율이 국부 연신율에 비해 월등히 큰 전형적인 s-s 곡선 형태를 나 타내고 있다. 또한, 373K, 473K 어닐링재료는 인장강 도, 연신율 모두 압연재료와 거의 유사한 값을 나타내 지만, 573K 어닐링 재료는 인장강도 및 연신율 모두 감 소하여 비교적 낮은 값을 나타내었다. Fig. 9는 접합압 연 및 어닐링된 Al/Mg/Al 층상 복합재료의 기계적 특 성을 정리하여 나타낸 그림이다. 그림에서 점선으로 표 시된 압연 전 알루미늄과 마그네슘의 인장강도(σ) 및 연 신율(El)의 평균값은 다음의 복합법칙에 의해 구하였다.
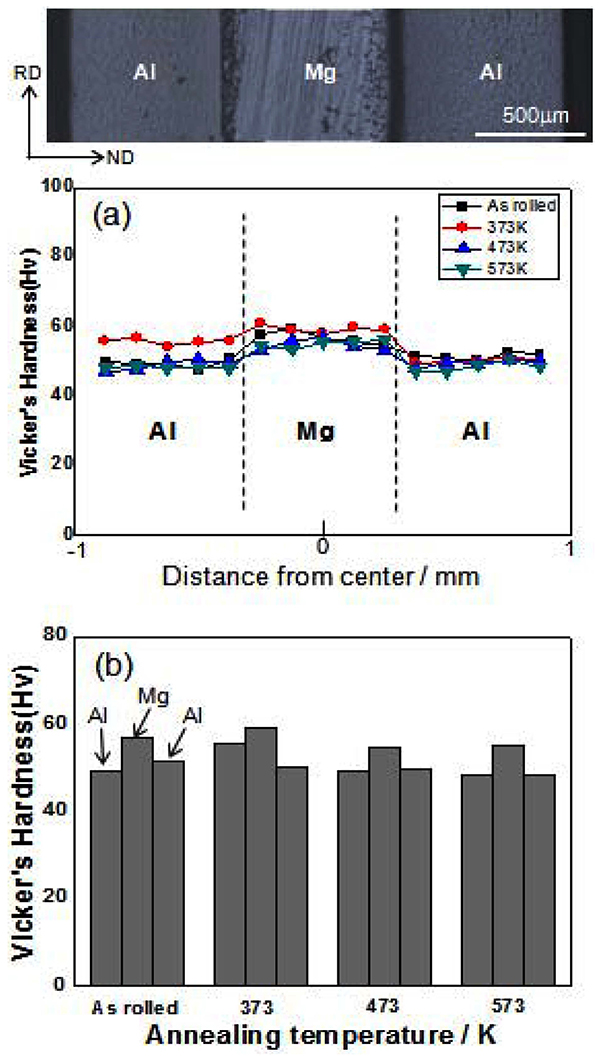
Fig. 7.
Vicker’s hardness distribution (a) and average hardness (b) in thickness direction of AA1050/AZ91/AA1050 complex sheet.
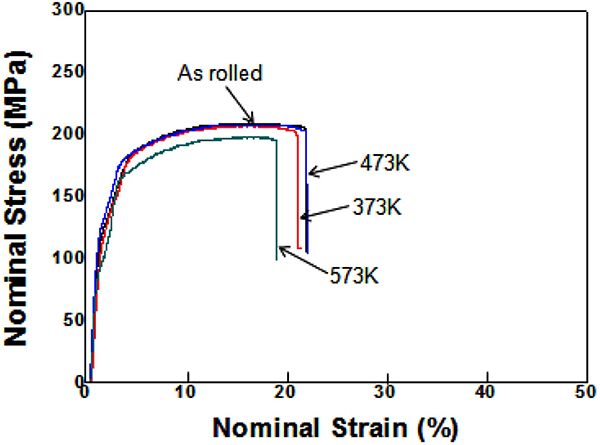
Fig. 8.
Nominal stress-nominal strain curves of the as-rolled and the annealed AA1050/AZ91/AA1050 complex sheets.
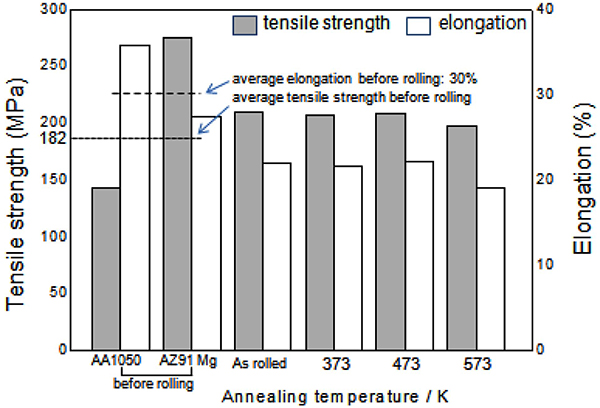
Fig. 9.
The variation of mechanical properties of AA1050/AZ91/ AA1050 complex sheets with rolling and annealing processes.
여기서, σ와 El은 각각 인장강도와 연신율을 나타내고 X는 각 재료의 분율을 나타낸다. 따라서 XAl= 0.67, XMg = 0.33 이므로 접합압연전 출발재료의 알루미늄과 마그 네슘의 인장강도와 연신율을 각 식에 대입하여 구하면, 인장강도의 평균값은 182MPa, 연신율의 평균값은 28.5 % 가 구해진다. 그러므로 접합압연에 의해 복합 층상재료 의 인장강도는 약 11 % 증가한 반면 연신율은 약 7 % 감소하였다.
Fig. 10은 접합압연 재료의 인장파단면의 주사전자현미 경(SEM) 사진을 나타낸 것이다. 상하 부위에 위치한 알 루미늄의 경우, 유사한 크기의 작은 딤플이 많이 관찰 되며 딤플의 깊이는 그리 깊지 않음을 알 수 있다. 중 간 부위에 위치한 마그네슘의 경우는 딤플의 수가 적고 그 크기 또한 많지 않으며 전단파괴로 인해 평평한 부 위도 넓게 관찰된다.
4. 결 론
접합압연 공정을 통해 건전한 AA1050/AZ91/AA1050 층상복합판재를 제조하여 미세조직 및 기계적 특성을 조 사한 결과 다음과 같이 요약할 수 있다.
1) 제조된 복합판재는 상부 및 하부의 AA1050, 센터 의 AZ91 모두 약 67 %의 압하율로 압연되어 균일한 두 께 분포를 나타내었으며 결정립이 압연 방향으로 연신 된 전형적인 압연 가공조직을 나타내었다.
2) 결정립계의 방위각 분포에 있어서 AA1050에서는 저 경각입계의 분율과 고경각입계의 분율이 유사하였으나, AZ91에서는 고경각입계의 분율이 82 %로 저경각입계의 분율 18 %에 비해 월등히 높았다.
3) 상부 알루미늄 부위의 표면부위에서는 {001}<110> 성분이 주성분인 전단집합조직이 강하게 발달하였으며, 센 터 부위에 위치했던 AZ91 마그네슘에서는 {0001}//ND 집합조직이 강하게 발달하였다.
4) 압연재, 어닐링재 모두 센터 부위에 위치한 AZ91 의 경도가 상부 및 하부에 위치한 AA1050부위에 비해 다소 높은 값을 나타내었다.
5) 복합판재의 인장시험 결과, 균일연신율이 큰 전형 적인 가공경화형 응력-변형율 곡선을 나타내었으며, 출발 재료에 비해 인장강도가 11 % 증가하였으나 연신율은 7 % 감소하였다.
