

1. 서 론
연료전지는 가장 오래된 전기에너지 변환시스템으로 20 세기에 들어와서 미래의 친환경대체에너지원으로 주목 받 고 있다.1) 연료전지는 40 % 이상의 높은 에너지 효율과 무공해, 무소음 등의 특징을 가지고 있으며 보통 사용 되는 전해질에 따라 여러 종류로 구분된다. 그 중 PAFC (Phosphoric Acid Fuel Cell)는 기술적으로 상용화되고 있는 연료전지 중 하나이다.2)
PAFC는 인산 전해질 중에서 작동하며 낮은 온도에서 이온전도도가 매우 나쁘기 때문에 보통 150~220 °C에서 작동하게 된다. 더 높은 온도에서는 이온 전도도가 증 가하나 셀을 구성하는 재료의 안정성 때문에 제한을 받 게 된다.2) PAFC의 셀 구성은 수소극, 산소극, 전해지 matrix, 분리판, 집전부로 되어있다.3) 그 중 분리판은 셀 의 산소와 수소를 분리하며 셀간의 전기적인 연결 역할 을 한다.4)
이러한 분리판은 산소, 수소에 대하여 기밀성이 좋아 야 하고, 농축된 200 °C의 인산 전해질 내에서 화학적 으로 안정하여야 하며, 가장 중요한 특성인 전기전도가 잘 되어야 한다.5,6) 또한, 분리판은 MEA(membrane-electrode assembly)를 지지해 주는 본체로서 스택을 이룰 수 있 도록 하며, 반응열을 제거하여 스택 온도를 일정하게 유 지하기 위한 냉각수 통로 역할도 수행하기도 한다. 이와 같이 분리판은 강도를 유지하면서도 가벼워야 하고, 생 산되는 전자를 효율적으로 전달해야 하므로 우수한 전 기전도성을 가져야 한다.7)
분리판 제작 시 요구되는 여러 기능을 충족시키기 위 해 다양한 소재를 이용한 연구가 진행되고 있다. 특히 흑연 소재를 이용한 분리판은 전기전도성과 내식성이 탁 월하여 분리판 소재로서 각광받고 있다. 하지만, 흑연 분 리판은 기계적 물성이 낮고 기체투과율이 높기 때문에 단점을 보완하기 위해서는 분리판의 두께가 두꺼워져야 한다. 따라서, 이것은 스택의 부피와 중량을 증가시키는 요인이 된다. 금속 소재 분리판은 전기 및 열적 전도성 이 우수하고 충분한 기계적 강도를 유지할 수 있으므로 분리판의 두께를 0.1 mm까지 줄일 수 있어 가격적인 측 면에서 유리한 측면이 있다. 그러나 금속 분리판은 인 산의 환경에서 내식성에 큰 문제점을 가지고 있다.8) 이 처럼 흑연 및 금속소재를 이용한 분리판의 단점을 보완 하기 위해 흑연 원료에 고분자 수지를 혼합한 형태의 복 합재료 분리판에 대한 연구가 활발히 진행되고 있다.9)
흑연-고분자 수지 분리판의 복합소재를 제작하기 위해 첨가되는 수지는 전기적으로 부도체이므로 분리판의 전 기전도성이 낮아지는 단점이 있다.8) 전기전도도의 향상 을 위해 Lee등은 탄소계 첨가제를 첨가하여 흑연입자 간 네트워크 형성을 향상시켜 분리판의 기계적 강도 및 전 기전도도를 높이는 연구를 진행하였다.10)
이렇게 연료전지용 복합재료 분리판에 대한 다양한 연 구가 보고되고 있지만 불소수지를 바인더로 이용하여, 천 연흑연의 입자크기를 변화시키면서 PAFC용 복합재료 분 리판에 대한 연구는 찾아보기 어려운 실정이다. 본 연 구는 천연흑연의 입자크기를 달리하여 PAFC의 분리판에 적용 가능한 천연흑연-불소수지계 복합재료를 제조하였으 며, 제조된 복합재료의 전기비저항을 중심으로 다양한 물 성변화에 대하여 논의하였다.
2. 실험 방법
2.1. 제조 방법
본 연구에 사용된 흑연은 ASBURY사의 천연흑연분말 (#3763, Ltd. USA)이다. 시편제작을 위한 원료분말은 볼 밀링기를 이용하여 200 rpm으로 24시간 밀링 후, 체분급 을 실시하여 얻었다. 각 분말들은 입도분석기(mastersizer 2000, Malvern Ins., England)를 이용하여 입자크기 및 분포를 측정하였다. Fig. 1에 볼 밀링 후 분급한 흑연분 말의 입도분석 결과를 나타내었으며 평균입도는 각각 610.3 μm, 401.6 μm, 99.5 μm, 37.7 μm이었다.
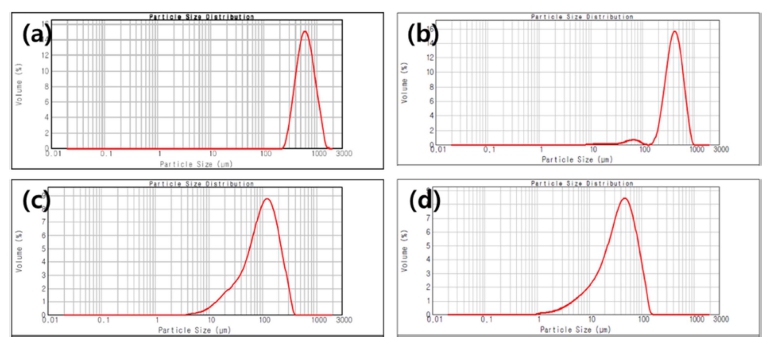
Fig. 2는 분급된 원료분말의 전자현미경(FE-SEM 6500F, Jeol.) 사진이다. 사진에서 천연흑연의 특징인 판상임을 확 인할 수 있다. 따라서 성형 후 판상의 입자가 성형응력 방향에 대하여 수직으로 배향 될 것임을 예측 가능하다.
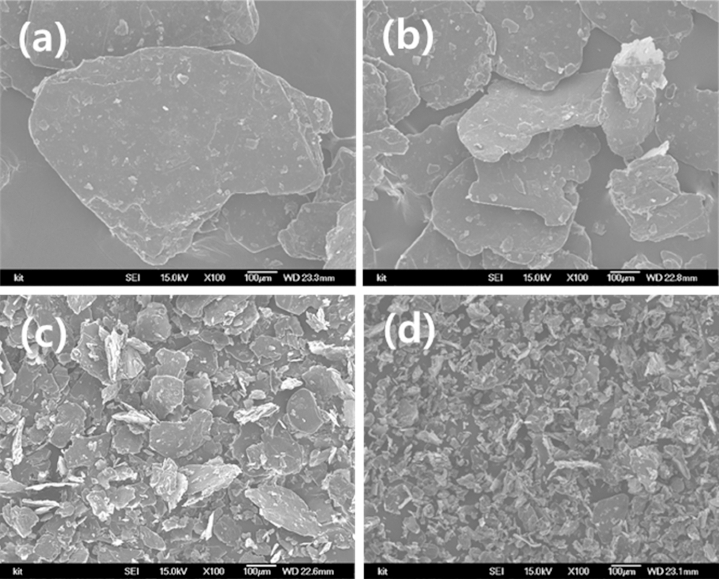
Fig. 2
Scanning electron microscope images of natural graphite (× 100). (a) 610.3 μm, (b) 401.6 μm, (c) 99.5 μm, (d) 37.7 μm.
고분자 수지는 3M사의 불소수지(6322PZ 이하 FEP)를 사용하였다. 흑연과 고분자 수지를 8:2 무게 비율로 균 일하게 혼합하여 hot press기(Ilshinautoclave, KOREA)를 이용하여 성형하였다. 성형은 50 kg/cm2의 압력으로 일 축가압 하였으며, 370 °C로 한 시간 유지한 후 자연 냉 각하였다.
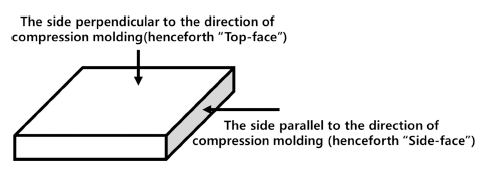
본 연구에서 Fig. 3과 같이, 성형방향에 수직인 면을 Top-face, 성형방향에 평행한 면을 Side-face로 칭하였으 며, 비저항과 굽힘강도는 Side-face 방향에 대하여 측정 되었다.
2.2. 밀도 및 기공률 측정
천연흑연분말 입도에 따른 천연흑연-수지 복합재료의 밀 도 및 기공률 변화는 변화는 Archimedes법(ISO 18754: 2003)을 이용하여 측정하였다. 밀도는 열린 기공과 닫힌 기공의 부피를 포함한 부피밀도(이하 밀도)를 측정하였으 며, 기공률은 열린 기공률(이하 기공률)을 측정하였다. 밀 도 및 기공률 측정은 5개의 시편을 각각 측정한 값이 며, 이후 전기비저항 및 굽힘강도 측정도 5개의 시편을 각각 측정한 결과이다.
2.3. 배향도(Degree of Alignment)
흑연은 육방정계 결정구조로 c-축 방향으로의 결합력 이 약한 반데르발스 결합과 a, b축 방향으로 결합력이 큰 sp2공유결합을 가지고 있는 이방성 재료이다.11) 반데 르발스 결합하고 있는 면은 (100)와 (101)이고, 공유결 합을 하고 있는 면은 (002)이다. 이러한 흑연을 일정한 방향으로 배향하면 (002)면으로 높은 전기전도도와 열 전도도를 가지게 된다. X-선 회절분석(XRD, D/MAX- 2500, Rigaku Corp., JAPAN) 결과를 이용하여 (002) 면 과 (100) 면의 상대강도로 배향도를 확인할 수 있으며, 본 연구는 천연흑연분말의 입도에 따라 복합재료의 배향 도를 확인하고자 하였다.
사용된 X-선 타켓의 파장(Cu-Kα1)은 1.5406 Å 이고, 10~50°의 주사범위에서 주사속도 1°/min의 2θ 연속주사 방식으로 spectrum를 얻었다. XRD는 Top-face와 Sideface를 각각 측정하여 배향도를 분석하였다.
배향도(Da)는 (100) 피크와 (002) 피크의 높이로 각각 나누어 준 상대강도 값을 이용해 다음의 식(1)으로 계산 하였다. 여기에서 I002와 I100은 각각 (002) 피크와 (100) 피크의 높이이다.12,13)
2.4. 전기비저항 및 굽힙강도 측정
천연흑연-수지 복합재료의 전기비저항은 전압강하법(KS L 3409:2010)을 이용하여 측정하였으며, 식(2)을 통해 계 산하였다.
ρ는 고유저항(Ωcm), e는 전압단자 사이의 전압강하(V), s는 시험편의 단면적(cm2), i는 전류(A) 그리고 l는 전 압단자 사이의 길이(cm)이다.
굽힘강도는 KS L 3409:2010에 준하여 만능재료시험 기(H-UTM, INSTRON Inc.)를 이용하여 3점 굽힘을 하 였고 전기비저항을 측정한 시편으로 측정하였다.
3. 결과 및 고찰
3.1. 밀도 및 기공률
광학현미경(LV150, Nikon ECLIPSE, JAPAN)을 이용 하여 미세조직을 확인하였으며, Top-face와 Side-face의 결과를 각각 Fig. 4와 Fig. 5에 나타내었다. Top-face에 서는 흑연분말이 특정방향으로 배향되지 않고 무질서하 게 충진된 것을 확인할 수 있으며, Side-face에서는 판 상의 흑연분말이 비교적 잘 배향되어 있는 것을 확인할 수 있었다. 평균입도가 작아질수록 배향성이 점차 떨어 짐을 확인할 수 있다.
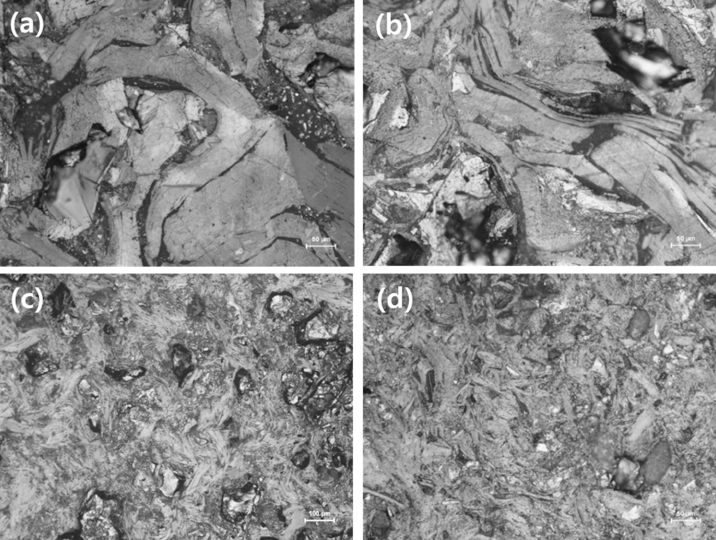
Fig. 4
Optical microscope images (× 100. Top-face). (a) 610.3 μm, (b) 401.6 μm, (c) 99.5 μm, (d) 37.7 μm.
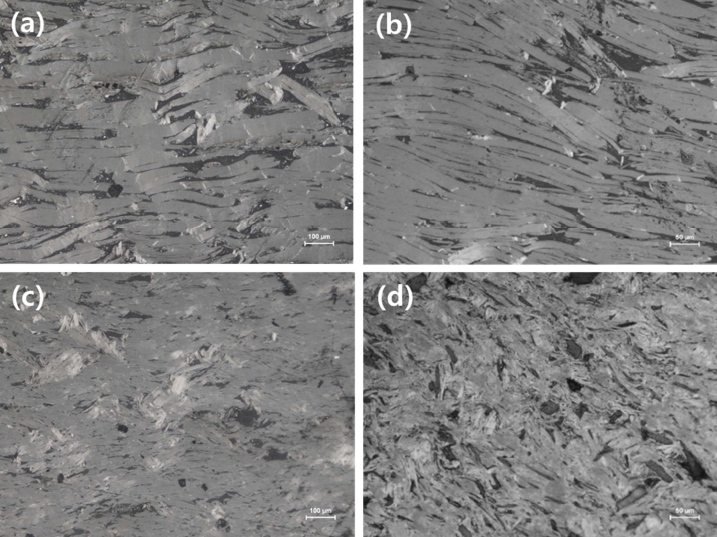
Fig. 5
Optical microscope images (× 100. Side-face). (a) 610.3 μm, (b) 401.6 μm, (c) 99.5 μm, (d) 37.7 μm.
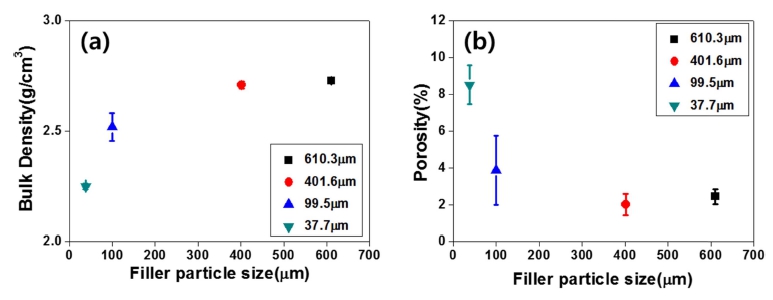
Fig. 6는 원료 흑연분말의 입도에 따른 천연흑연-수지 복합재료의 밀도 및 기공률 결과를 나타내었다. 평균입 도가 커질수록 밀도는 증가하고 기공률은 감소하는 경 향을 확인하였다. 밀도는 610.3 μm 입도의 복합재료는 2.72 g/cm3로 가장 높았으며, 37.7 μm 입도의 복합재료는 2.25 g/cm3로 가장 낮게 측정되었다. 기공률은 밀도와 반 대의 경향을 보였으며 401.6 μm 입도의 복합재료에서 2.02 %로 가장 작은 값을 나타내었다.
3.2. 배향도(Degree of Alignment)
측정된 XRD 스펙트럼을 Fig. 7에 나타내었으며, 배향 도와 배향도비(Anisotropy ratio) 를 계산한 결과는 Table 1에 나타내었다. 미세조직 관찰에서 확인하였듯이 XRD 측정 결과, Top-face와 Side-face의 (100)와 (101)의 피 크강도에서 차이가 남을 확인할 수 있다. 이는 반데르 발스 결합을 하고 있는 (100)면과 공유결합을 하고 있 는 (002)면이 특정 방향으로 배향되어 이방성을 나타내 는 것으로 확인된다. 흑연분말의 입도가 클수록 Side-face 의 (100)와 (101)의 피크강도는 강하고, 입도가 작아질 수록 (100)와 (101)의 피크강도는 약해진다. 37.7 μm 입 도의 복합재료는 Side-face에서 (100)과 (101) 피크가 거 의 관찰되지 않았다.
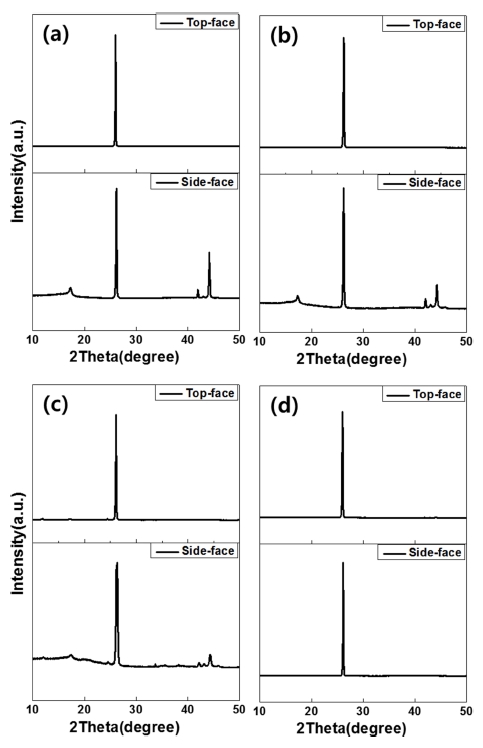
Table 1
Calculated values on degree of alignment and anisotropy ratio.
천연흑연은 입자형태가 Fig. 2와 같이 판상이므로 그 자체가 이방성을 갖고 있다. 따라서 이방성 분말은 성 형 시 가해지는 응력을 해소하기 위해 단면적이 넓은 면 이 압력방향에 수직인 방향으로 배열하게 된다.18) 따라 서 Fig. 7의 결과로부터 입도가 큰 분말을 사용한 복합 재료일수록 Side-face 방향으로 판상의 흑연입자는 배향 이 잘 되고, 입도가 작은 복합재료는 배향성이 떨어지 고 좀 더 무질서한 배열을 나타낼 것으로 기대된다.
배향도비를 계산한 결과를 Table 1에 나타내었다. 예 상했던 바와 같이 입도가 커질수록 배향도비가 증가하 여, 610.3 μm의 분말을 이용한 복합재료의 배향도비는 490.9로써 37.7 μm 입도의 복합재료의 배향도비 1.8에 비 하여 약 273배나 크다. 37.7 μm 입도의 복합재료의 배 향도비는 1.8로써 여전히 이방성을 띄고 있지만 큰 흑 연입자의 복합재료에 비교하면 거의 등방성에 가까운 특 성이다.
배향도비가 1.0이면 흑연입자들 배열이 무질서한 완전 등방성이고, 이는 Top-face와 Side-face의 특성이 동일하 게 나타날 것으로 생각할 수 있다.17) 배향도비가 1.0에 서 멀어질수록 특정방향으로 배향된 성분이 발생되면서 등방성에서 멀어지는 특성을 나타낸다. 이렇게 원료분말 의 입도차이는 제조된 복합재료의 배향성에 직접적으로 영향을 주므로 기계적 및 전기적 특성에도 영향을 줄 것 으로 판단된다.
3.3. 굽힙강도 및 전기비저항
천연흑연은 이상적인 흑연 구조에 가까운 구조를 하고 있어 전지전도도 및 열전도도는 우수하나 벽개파괴가 잘 일어난다는 약점이 있다.19) 따라서 천연흑연-수지계 복합 소재로 제작되는 분리판은 필러 역할을 하는 흑연입자 의 크기에 따라 기계적특성과 전기전도도가 상반되는 특 성을 나타낼 것으로 예상하였다.
Fig. 8은 굽힘강도를 측정결과를 나타낸 그래프이다. 굽 힘강도 측정결과 흑연분말의 입도가 610.3 μm에서 37.7 μm로 작아질수록 굽힘강도가 증가하는 것을 확인할 수 있었다. 평균값으로 37.7 μm를 이용한 복합재료의 굽힘 강도는 610.3 μm를 이용한 복합재료의 굽힘강도보다 6.66MPa 크다.
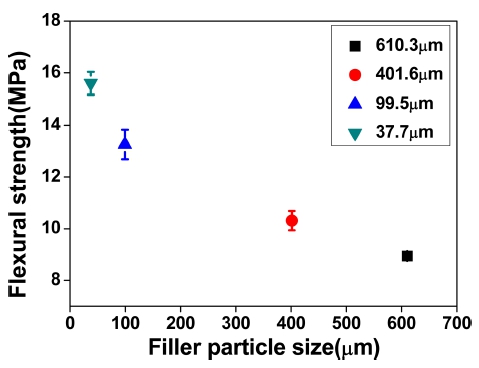
굽힘강도와 같은 기계적 특성에 영향을 미치는 중요한 요소 중 하나로 충진재와 바인더의 계면 접착력이다.20,21) 흑연분말 입도가 작아질수록 흑연입자와 수지와의 총 계 면적이 커지게 되고, 결국 전체 접착력이 증가하여 굽 힘강도가 증가한다.18)
전기전도성은 연료전지의 분리판의 특성 중 중요한 요 소이다. 본 연구에서 전기전도성은 전기비저항을 통해 평 가하였으며, 평균입도가 클수록 전기비저항이 감소하는 경 향을 얻었으며 그 결과를 Fig. 9에 나타내었다. 401.6 μm 입도의 분말을 이용하여 제조된 복합재료의 전기비저항 은 1.99 × 10−3Ωcm로 가장 작은 값을 나타내었다.
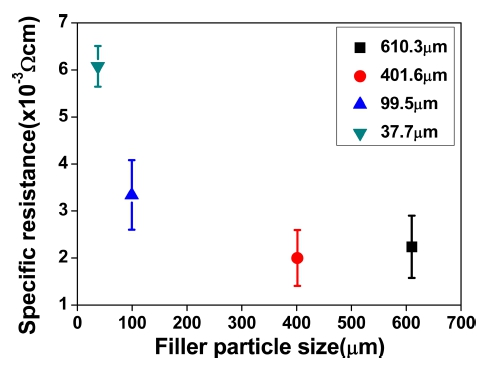
Fig. 9에서 610.3 μm 입도의 분말을 이용한 복합재료 의 전기비저항은 2.23 × 10−3Ωcm로 의 401.6 μm 입도의 복합재료보다 약간 높게 측정되었다. 그 이유는 Fig. 5 에서 설명할 수 있다. Fig. 5(a)는 610.3 μm 입도의 분 말 복합재료의 미세조직사진이고 Fig. 5(b)는 401.6 μm 의 분말 복합재료의 미세조직사진이다. 401.6 μm 입도의 복합재료는 거의 대부분 흑연입자가 그 형태와 크기를 유지하고 있다. 그러나 610.3 μm 입도의 더 큰 분말을 이용한 복합재료의 흑연입자는 꺾이거나 깨진 것을 확 인할 수 있다. 즉 입자가 너무 커지면 응력에 수직으로 배향되는 판상의 흑연입자들이 그 형태를 유지하기 어 렵게 된다는 것을 확인하였다. 판상 흑연입자 내에서 판 방향으로의 전자이동이 용이하므로 이렇게 꺾이거나 깨 진 흑연입자는 작은 입자와 같이 작용하여 전체 전자이 동을 방해하는 요인이 될 것이다. 또한 Fig. 6(b)에서 알 수 있듯이 평균입도가 클수록 기공률이 감소하였다. 401.6 μm 입도의 복합재료의 기공률은 2.02 %로써 610.3 μm 복합재료의 2.45 % 보다 더 작은 값을 나타내었다. 따 라서 입자가 너무 커지면 성형 시 판상의 펴진 입자형 태를 유지하지 못하면서 오히려 잔존기공 양이 증가하 는 것으로 판단된다. H. C. Kuan 등 은 흑연과 에스테 르계 수지를 혼합하여 PEMFC 분리판용 고분자 복합재 료를 제조하였으며, 흑연 입자크기에 따른 전기비저항을 측정하여 보고하였다.22) 보고에 의하면 흑연입자의 크기 가 증가함에 따라 전기비저항이 감소하였으며, 그 때 기 공률이 작아짐을 보고하였으나 둘 사이의 상관관계를 분 명하게 제시하지 않았다.
한편 배향도비는 시편 제조조건에 따라 약 273배 차 이가 나지만 배향도 값이 무조건 크다고 전자이동에 유 리한 것은 아닌 것으로 분석되었다. 본 연구의 시편 제조 조건에서, 155.4의 배향도비(401.6 μm 입도의 복합재료)에 서 가장 작은 전기비저항 값이 얻어졌다.
본 연구에서 높은 전기전도를 위한 최적의 입자크기는 401.6 μm이며 이 때 기공률은 2.02 %로 최소값을 나타 내었다. 흑연분말의 입도에 따른 전기비저항 변화와 기 공률 변화는 같은 경향을 나타내므로, 본 연구 통하여 최소 기공률을 얻는 방향으로 후속 연구를 진행해야 한 다는 중요한 정보를 얻었다.
4. 결 론
PAFC분리판용 천연흑연-수지 복합재료 제조 시 흑연 입도가 물성에 미치는 영향에 대해 연구하여 다음과 같 은 결론을 얻었다.
연구에 사용된 흑연분말의 평균입도는 각각 37.7 μm, 99.5 μm, 401.6 μm, 610.3 μm였으며, 입도가 커질 수록 복합재료의 밀도는 2.25 g/cm3에서 2.72 g/cm3로 증가하 였다. 기공률은 밀도와 반대의 경향을 보였으며 401.6 μm 입도의 복합재료에서 2.02 %로 가장 작은 값을 나타내 었다.
XRD분석으로 얻어진 복합재료의 배향도비는 흑연분말 입도가 37.7 μm에서 610.3 μm로 커질수록 1.8에서 490.9 로 증가하였다.
흑연분말입도가 37.7 μm에서 610.3 μm로 커질수록 굽 힘강도는 15.60MPa에서 8.94MPa로 감소하였다.
흑연분말입도가 커질수록 전기비저항은 작아지는 경향 을 나타내었으며 401.6 μm 입도의 복합재료에서 1.99 × 10−3Ωcm로 가장 작은 값을 나타내었다.
천연흑연-불소수지계 복합재료 분리판의 낮은 전기비저 항 값은 낮은 기공률과 밀접한 연관성이 있으며, 이는 흑연입자가 성형공정 후 판상의 큰 크기를 유지할 수 있 을 때 나타난다. 또한 배향도가 증가한다고 전기비저항 이 계속 증가하는 것은 아니라는 것이 확인되었다.
본 연구의 시편제조조건에서 전기전도 향상을 위한 최 적의 입자크기는 401.6 μm 였으며, 이 때 기공률은 2.02 %로 최소값을 나타내었다. 굽힘강도는 10.3MPa이 얻어 졌다.
